ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Область техники
Настоящее изобретение в целом относится к цилиндрическим формующим устройствам, применяемым в бумагоделательных машинах и других областях промышленного применения, например производстве фиброцемента, а более конкретно к удлиненной зоне прессования с башмачным прессом в формующей секции формующего цилиндра, которая заменяет традиционный гауч-вал с целью более эффективной передачи крутящего момента от рабочей ткани к формующему цилиндру или сетке.
Предпосылки изобретения
Как правило, в процессе изготовления бумажной продукции, например бумаги, тонкого и плотного картона (но этот перечень не является ограничивающим), целлюлозная масса образуется путем осаждения волокнистой суспензии, то есть, гидроразбрызгиванием целлюлозных волокон на движущуюся формующую ткань, расположенную в формующей секции бумагоделательной машины. Посредством формующей ткани, переносящей целлюлозное волокнистое полотно на своей поверхности, из суспензии удаляется большое количество влаги.
Вновь образованное целлюлозное волокнистое полотно направляется из формующей секции в прессовую секцию, которая содержит ряд зон прессования. Целлюлозное волокнистое полотно проходит через зоны прессования, опираясь на прессовую ткань или, как это часто встречается, между двумя такими прессовыми тканями. В зонах прессования целлюлозная волокнистая масса подвергается сжимающим усилиям, которые выдавливают из нее воду и сцепляют друг с другом целлюлозные волокна в полотне, превращая целлюлозную волокнистую массу в бумажное полотно. Вода впитывается прессовой тканью или тканями и в идеале в бумажное полотно не возвращается.
В конечном счете, бумажное полотно направляется в сушильную секцию, которая содержит, по меньшей мере, один ряд вращающихся сушильных барабанов или цилиндров, которые обогреваются изнутри паром. Вновь образованное бумажное полотно непрерывно направляется по извилистой траектории вокруг каждого из барабанов сушильной тканью, которая прижимает бумажное полотно к поверхностям барабанов. Нагретые барабаны посредством испарения уменьшают содержание воды в бумажном полотне до нужного уровня.
В настоящее время существует множество способов формирования непрерывного полотна бумаги, тонкого и плотного картона. Например, непрерывное бумажное полотно можно производить с использованием нескольких отдельных формующих секций. Однако капитальные затраты на установку бумагоделательной машины, состоящей из нескольких длинносеточных частей, высоки, и иногда невозможно выполнить их замену из-за больших капиталовложений. Кроме того, для бумагоделательной машины такого типа требуется гораздо большая производственная площадь. Другим показателем, учитываемым при выборе процесса формования, может быть вес выпускаемого картона или его заданные свойства. Следовательно, при формовании полотна в определенных областях применения желательно использовать формующий цилиндр.
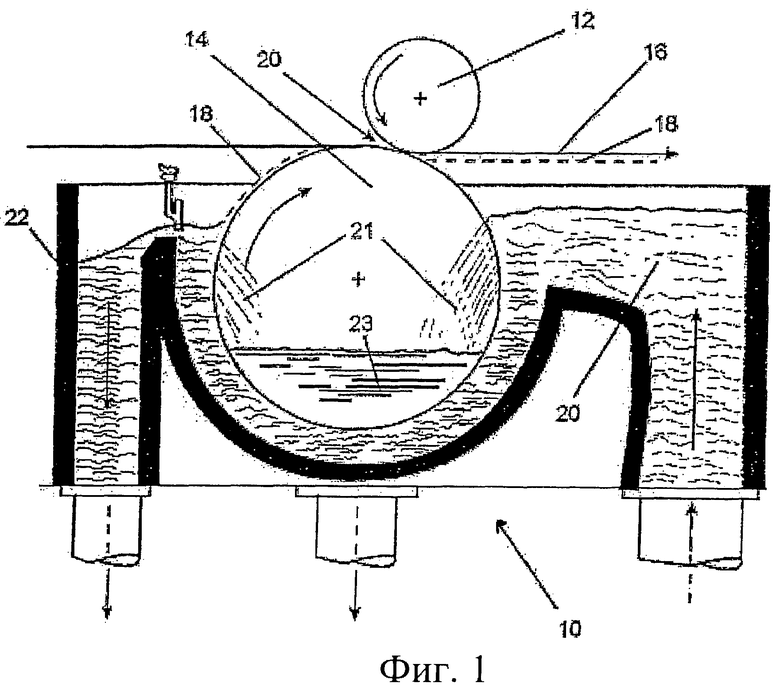
Принцип формования полотна, в котором используется цилиндровое формующее устройство, изображен на фиг.1 и описан ниже. Горизонтально расположенный цилиндр 14 (формующий цилиндр или сетка), имеющий тканый рукав из ткани, вращается погруженным примерно на три четверти в резервуар (ванну) 22 с бумажным или другим сырьем, так что небольшая дуга окружности периферии цилиндра находится над уровнем сырья. В данном случае сырье представляет собой волокнистую суспензию вместе с водой. Волокно может быть целлюлозным, синтетическим или натуральным. В нем могут присутствовать другие добавки, например неорганические включения, необходимые для улучшения качества продукции. Вода 21, связанная с волокнистой суспензией, проходит сквозь тканый рукав. Вследствие разницы в уровнях воды, находящейся в ванне 22 с сырьем, и оборотной воды 23, находящейся внутри формы 14, возникает дренаж. Эта разница известна как рабочий напор.
Итак, перемещающаяся ткань или «рабочая ткань» 16 прижимается гауч-валом 12 до контакта с формующим цилиндром 14, примерно в его верхнем положении. За счет этого слой волокон (волокнистая масса или волокнистая суспензия), который сформован на тканом рукаве, передается или присасывается на рабочую ткань 16 и перемещается от тканого рукава вместе с тканью 16. Волокнистый слой 18, сформованный на тканом рукаве, передается при контакте на рабочую ткань 16 за счет того, что рабочая ткань 16 имеет менее пористую и более гладкую структуру по сравнению с тканым рукавом, вследствие этого передаче способствует атмосферное давление. Когда гауч-вал 12 прижимает рабочую ткань 16 к тканому рукаву, расположенному на формующем цилиндре 14 или сетке, рабочая ткань 16 выполняет несколько задач. Она снимает влажный волокнистый слой 18 полотна с поверхности рукава, расположенного на формующем цилиндре или сетке 14. Кроме того, рабочая ткань 16 действует как общий приводной ремень для формующей/прессовой секции. И, наконец, рабочая ткань частично обезвоживает слой (слои) волокнистого полотна за счет того, что она имеет пористый внутренний объем или резервуары, в которые попадает вода, которая вытесняется или отсасывается за счет вакуума из волокнистого слоя (слоев). Поскольку обычно формующий цилиндр 14 не соединен с приводными средствами, рабочая ткань 16 является средством, обеспечивающим вращение формующего цилиндра 14. После того, как волокнистое полотно 18 перешло на рабочую ткань 16, рукава формующего цилиндра 14 промывают гидроразбрызгивателями, и всякий волокнистый материал, не перенесенный на рабочую ткань 16, поступает в резервуар 20 с волокнистой массой, предназначенной для использования в процессе формования нового слоя 18.
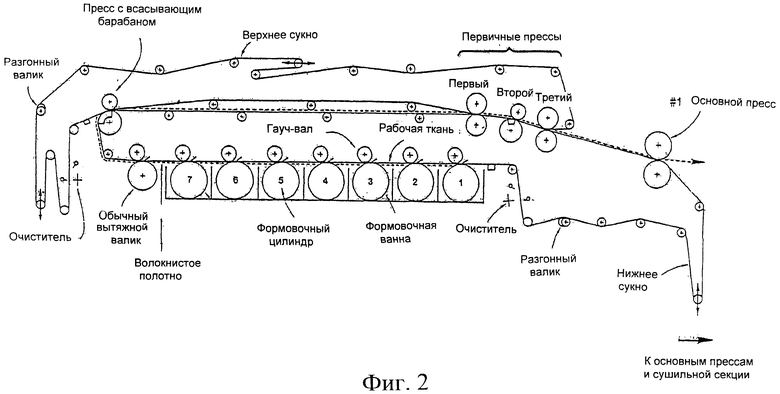
Как показано на фиг.2, несколько таких узлов можно разместить последовательно, в результате чего получится многоцилиндровая бумагоделательная машина. В многоцилиндровой бумагоделательной машине проходит непрерывный процесс образования многослойной массы или полотна. Как правило, каждый формующий узел имеет собственный источник сырья и систему удаления из него дренажной воды, так что, в сущности, каждый формующий цилиндр сам по себе является отдельным узлом, в котором происходит формирование полотна. Когда рабочая ткань проходит через последующий узел, на волокнистое полотно, которое уже сцепилось с рабочей тканью, переносятся или присасываются дополнительные слои волокон.
Процесс цилиндрового формования, который описан выше, можно также использовать в производстве фиброцементных панелей. В фиброцементном производстве процесс цилиндрового формования известен как процесс "Hatscheck". В данном процессе вяжущая суспензия изначально формируется из воды, целлюлозных волокон, двуокиси кремния, цемента и других добавок, выбранных для придания продукции характерных свойств, которые зависят от предназначенной области применения. Аналогично бумагоделательному процессу сетчатый цилиндр или форму погружают в ванну с сырьем. Цилиндр вращается при приведении его в последовательное движение проходом снизу рабочей ткани. Когда рабочая ткань проходит по цилиндру и контактирует с его сетчатой решеткой, слой волокна, образованного на решетке, переносится на рабочую ткань. Так же как и в бумагоделательном производстве несколько таких узлов можно разместить последовательно, в результате чего получится многоцилиндровая машина. Указанный процесс можно применить для изготовления многих видов фиброцементной продукции, используемой в строительстве, например фиброцементные плиты и трубы, но не ограничиваясь только этим.
На сегодняшний день существуют различные виды конструкций сетчатых формующих цилиндров и ванн. В этой связи один типовой формующий цилиндр выполнен вокруг чугунного сердечника, на котором закреплены опорные перекладины, известные как спицы. Спицы поддерживают концентрические обода, наружные периметры которых имеют канавки для расположения стержней, параллельных оси центрального стержня, имеющих диаметр примерно 1 см и отстоящих друг от друга примерно на 3,5 см. Вокруг цилиндра намотана непрерывная проволока. Этот остов обычно покрыт проволокой из нержавеющей стали, как правило, в 30-50 ячеек. Как правило, на формующем цилиндре или сетке с целью повышения площади опоры ткани, а также для управления процессом формования за счет регулирования дренажа сплетены или установлены синтетические оболочки, часто выполненные из полиэтилена (РЕ), поливинилиденфторида (KYNAR®) и полиэтиленсульфида (RYTON®, PPS) и тому подобного. Однако свойства и схема плетения синтетических оболочек могут затруднять перемещение сетчатого формующего цилиндра рабочей тканью вследствие более слабого трения между формой и тканью. На способность ткани передавать крутящий момент к форме с целью ее вращения влияет натяжение (усилие, переданное от гауч-вала) и величина зоны контакта между гауч-валом и формой, при этом и то и другое влияет на величину силы трения, возникающей между формой и тканью. Таким образом, необходимо усовершенствованное средство для увеличения трения и эффективной передачи крутящего момента от рабочей ткани к сетчатому формующему цилиндру с целью приведения в движение всех формующих цилиндров.
Несмотря на то, что, как указывалось ранее, существуют различные типы конструкций формующих цилиндров и ванн, они не будут обсуждаться подробно, поскольку настоящее изобретение можно с легкостью применить к различным конструкциям формующих цилиндров и ванн.
Известные устройства не были разработаны с целью повышения способности рабочей ткани к перемещению сетчатого формующего цилиндра или сетки в цилиндровом формующем устройстве. Например, в патенте США №5695612 описан пресс предварительного прессования бумажного полотна в бумагоделательной машине, в котором для оказания давления на бумажное полотно используется башмачный пресс совместно с опорным элементом. Полотно проходит между нагрузочным башмаком и опорным элементом и предпочтительно расположено между двумя сетками или тканями. Для оказания давления на нагрузочный башмак с целью удаления воды из бумажного полотна используется среда. Кроме того, эта среда может проходить через каналы в нагрузочном башмаке, чтобы смазывать переднюю поверхность пластины нагрузочного башмака. При этом действие нагрузочного башмака не повышает трение между рабочей тканью и сетчатым формующим цилиндром, тем самым не повышая способность рабочей ткани к перемещению сетчатого формующего цилиндра или сетки в цилиндровом формующем устройстве.
Аналогичным образом в международной публикации WO 01/51703 описан способ и устройство для предварительного прессования бумажного полотна во время его формирования. Полотно бумаги или картона находится между парой формующих сеток. В различных вариантах выполнения многослойная конструкция из формующих сеток и бумажного полотна затем проходит через одну или несколько зон прессования, причем зоны прессования могут представлять собой один или несколько прессовых валков или удлиненную зону прессования, на которой имеется башмачный пресс для прижатия полотна по участку его длины. И вновь в этой связи следует повторить, что башмачный пресс не увеличивает трение между рабочей тканью и сетчатым формующим цилиндром, тем самым не повышая способность рабочей ткани к перемещению сетчатого формующего цилиндра или сетки в цилиндровом формующем устройстве.
В патенте США №4308097 описано формующее устройство для бумажного полотна, предназначенное для образования на сетке бумажного полотна из волокнистой суспензии. Формующее устройство содержит выпуклый башмак с отверстием, через которое суспензионная масса поступает на скользящую поверхность башмака. В формующем устройстве данной конфигурации все еще используются отсасывающие валы для прижатия полотен и снятия их на перемещающуюся (рабочую) ткань. Формующее устройство не заменяет гауч-вал и не обжимает сетчатое формующее устройство (когда башмак, взаимосвязанный с опорным элементом, прижимает волокнистое полотно).
В патенте США №4880500 бумагоделательная машина модифицирована путем замены обычного вращающегося гауч-вала на стационарное отсасывающее устройство. Стационарное отсасывающее устройство имеет деталь с выпуклой изогнутой и щелевой верхней поверхностью, по которой плавно перемещается полотно. Выпуклое отсасывающее устройство не обжимает сетчатое формующее устройство, поэтому не используется для повышения трения и передачи крутящего момента от рабочей ткани к сетчатому формующему устройству с целью его вращения.
И, наконец, в патенте США №4919760 описано формующее устройство для бумагоделательной машины, имеющее верхнюю и нижнюю сетки. Формующий башмак закреплен внутри нижнего сетчатого контура после первого формующего вала в направлении движения полотна и регулирует движение двухсеточной части водоотделяющей зоны. Формующий башмак имеет выпуклую пластину, предназначенную для направления нижнего контура сетки. Размещение формующего башмака в бумагоделательной машине способствует отделению воды и сбору воды из полотна без отсасывания. Взамен этого вода собирается и удаляется по закону кинетической энергии и, в частности, на основе силы тяжести. Формующий башмак, имеющий выпуклую пластину, не обжимает сетчатое формующее устройство. Таким образом, устройство не используется для повышения трения и передачи крутящего момента от отводящей ткани к сетчатому формующему устройству с целью его вращения.
Следовательно, существует необходимость в создании удлиненной зоны прессования, имеющей башмачный пресс, предназначенный для использования на цилиндровом формующем устройстве, который увеличивает прижим по большей площади рабочей ткани для того, чтобы увеличить способность ткани приводить в движение сетчатый формующий цилиндр (цилиндры) или сетку (сетки) за счет увеличения силы трения между ними.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание удлиненной зоны прессования на сетчатом формующем цилиндре для того, чтобы увеличить зону охвата рабочей тканью формующего цилиндра в круглосеточной бумагоделательной машине, тем самым осуществляя более эффективную передачу крутящего момента от рабочей ткани к сетчатому формующему цилиндру.
Настоящее изобретение направлено на создание устройства, предназначенного для использования в круглосеточной бумагоделательной машине. Имеется башмак с выпуклой прижимной поверхностью, который создает сцепление с сетчатым формующим цилиндром или сеткой. Выпуклая прижимная поверхность увеличивает зону охвата рабочей тканью формующего цилиндра или сетки, тем самым увеличивая силу трения, образованную между рабочей тканью и сетчатым формующим цилиндром или сеткой. Повышенное трение приводит к передаче повышенного крутящего момента. Устройство дополнительно содержит нагрузочное средство для увеличения или уменьшения давления на башмак, а также средство, предназначенное для регулирования давления на заданном участке башмака.
Другой аспект настоящего изобретения представляет способ увеличения зоны охвата рабочей тканью сетчатого формующего цилиндра или сетки. Способ включает использование башмака с выпуклой прижимной поверхностью, который создает сцепление с сетчатым формующим цилиндром или сеткой и увеличивает зону охвата рабочей тканью сетчатого формующего цилиндра или сетки. Увеличенная зона охвата приводит к повышенному трению, образованному между рабочей тканью и сетчатым формующим цилиндром или сеткой. Повышенное трение приводит к передаче повышенного крутящего момента. Способ дополнительно включает оказание давления на башмачный пресс для того, чтобы рабочая ткань приводила в движение формующий цилиндр или сетку.
Различные новые признаки, которые характеризуют изобретение, указаны, в частности, в прилагаемой формуле изобретения, образующей часть описания. Для лучшего понимания изобретения, преимуществ его работы и особых задач, которые достигаются при его использовании, выполнена ссылка на прилагаемый описательный материал, иллюстрирующий предпочтительные варианты выполнения изобретения в прилагаемых чертежах, на которых соответствующие детали обозначаются одинаковыми номерами позиций.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Приведенное ниже описание, рассмотренное исключительно на примере и не ограничивающее настоящее изобретение, будет понятнее в сочетании с прилагаемыми чертежами, на которых одинаковыми номерами позиций обозначены одинаковые элементы и детали и на которых:
фиг.1 представляет собой разрез типового цилиндрового формующего устройства, в котором используется обычный гауч-вал, покрытый мягкой резиной;
фиг.2 представляет собой разрез многоцилиндровой бумагоделательной машины;
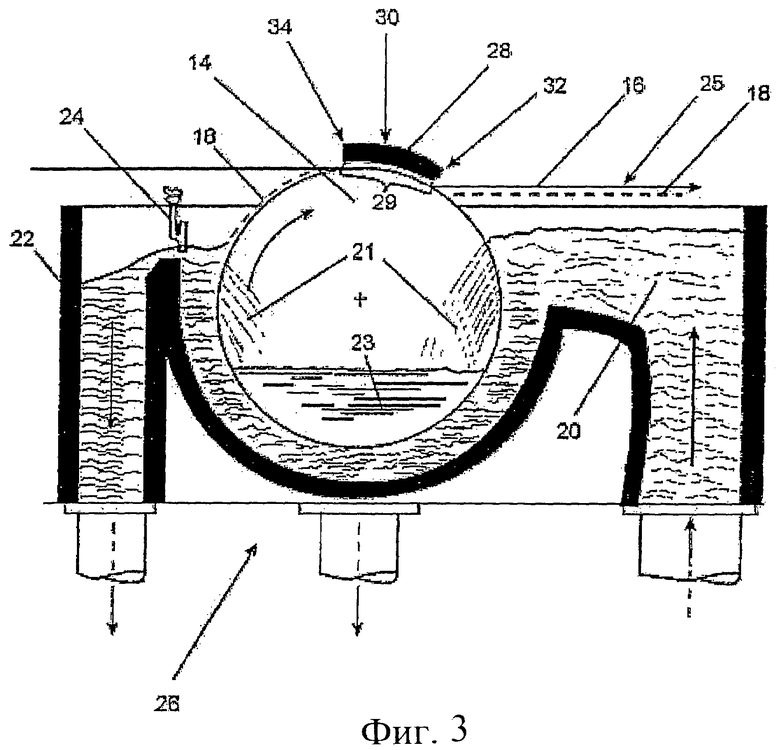
фиг.3 представляет собой разрез цилиндрового формующего устройства с удлиненной зоной прессования, имеющей башмачный пресс, выполненный в соответствии с одним вариантом выполнения настоящего изобретения;
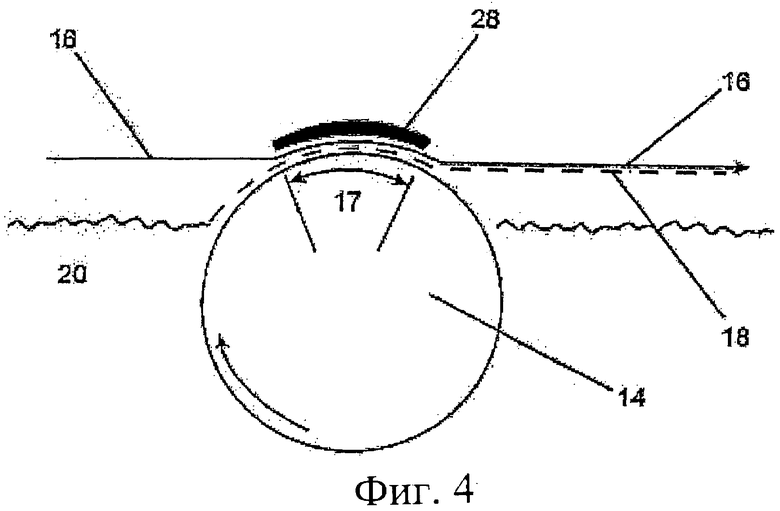
фиг.4 представляет собой разрез, иллюстрирующий расположение башмачного пресса на цилиндровом формующем устройстве согласно одному варианту выполнения настоящего изобретения;
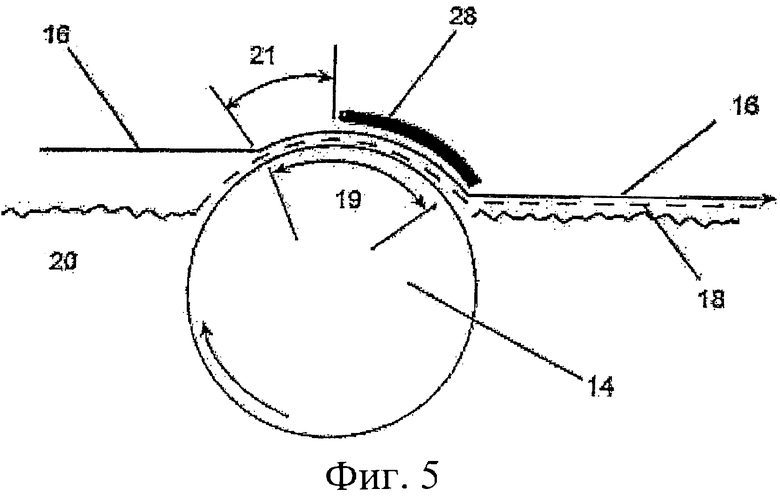
фиг.5 представляет собой разрез, иллюстрирующий другое расположение башмачного пресса на цилиндровом формующем устройстве согласно одному варианту выполнения настоящего изобретения; и
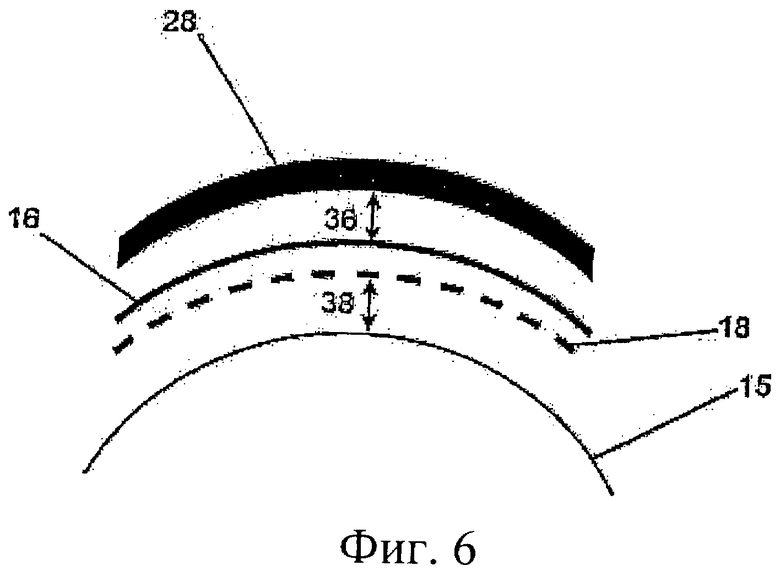
фиг.6 представляет собой увеличенное поперечное сечение многослойной конфигурации, находящейся в удлиненной зоне прессования.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Настоящее изобретение относится к удлиненной зоне прессования, в которой на сетчатом формующем цилиндре круглосеточной бумагоделательной машины находится башмачный пресс взамен обычного гауч-вала. Возможные области применения настоящего изобретения включают производство бумажной продукции, тонкого и плотного картона, но не ограничены только этим. Кроме того, настоящее изобретение может быть использовано в производстве фиброцементной продукции, например фиброцементных панелей или труб.
На всех чертежах приведенного ниже описания одинаковыми номерами позиций обозначены одинаковые или соответствующие элементы. Стрелками на чертежах указано направление вращения элементов, а также направление перемещения рабочей ткани 16, которая подается слева направо.
В данном документе синонимами являются следующие понятия: сетчатый формующий цилиндр, сетка и форма; рабочая ткань, ткань и прессовая ткань; волокнистое полотно и полотно; башмачный пресс и башмак.
На фиг.1 изображена типовая круглосеточная бумагоделательная машина 10, используемая для формования волокнистого полотна с применением обычного гауч-вала 12, покрытого мягкой резиной. На фиг.3 изображена типовая круглосеточная бумагоделательная машина 26, в которой обычный гауч-вал заменен на удлиненную зону прессования, в которой находится башмачный пресс 28. Замена гауч-вала 12 на удлиненную зону прессования, имеющую башмачный пресс, повышает площадь прижимной поверхности 29 (вогнутая поверхность), находящейся в контакте с рабочей тканью 16. Путем увеличения прижимной поверхности 29, находящейся в контакте с рабочей тканью, увеличивается величина зоны охвата указанной тканью сетчатого формующего цилиндра или сетки 14, и поэтому от рабочей ткани 16 к сетчатому формующему цилиндру 14 может быть передан больший крутящий момент и большая сила тяги.
На фиг.1 площадь контакта между гауч-валом 12, рабочей тканью 16 и сетчатым формующим цилиндром 14 совпадает с небольшой локальной областью в зоне 20 отсасывания. Когда рабочая ткань 16 проходит через зону 20 отсасывания и прижимается гауч-валом 12, от рабочей ткани 16 к сетчатому формующему цилиндру 14 передается крутящий момент, вызывающий вращение цилиндра 14. Однако дополнение из синтетических оболочек, выполненных на цилиндре 14, в сочетании с небольшой зоной контакта между рабочей тканью 16 и цилиндром 14 приводит к уменьшению трения, затрудняя приведение в движение (вращение) формы 14 рабочей тканью 16.
Башмачный пресс 28 с удлиненной зоной прессования, представленный на фиг.3, имеет прижимную поверхность 29 вогнутой формы, образуя сопряжение с цилиндром 14. Вогнутая форма прижимной поверхности 29 увеличивает площадь рабочей ткани 16, находящуюся в контакте с цилиндром 14, за счет увеличения зоны охвата цилиндра 14 рабочей тканью 16. Это увеличение зоны охвата приводит к увеличению трения между цилиндром 14 и рабочей тканью 16 и повышает способность к перемещению (вращению) формы 14 тканью 16. Кроме того, улучшается обезвоживание волокнистого полотна 18 вследствие того, что увеличивается площадь прижимной поверхности 29, находящейся в контакте с рабочей тканью 16, а также длительность контакта волокнистого полотна 18 с рабочей тканью 16.
На величину зоны охвата цилиндра 14 рабочей тканью 16 влияют две вещи: 1) размер прижимной поверхности 29 башмачного пресса 28, которая находится в контакте с рабочей тканью 16; и 2) периферическое расположение башмачного пресса 28 по отношению к сетчатому формующему цилиндру 14. Следовательно, больший размер площади прижимной поверхности 29, находящейся в контакте с цилиндром 14, вызывает увеличение зоны охвата рабочей тканью 16 и увеличенное трение на форме 14. Меньшая площадь прижимной поверхности 29, находящейся в контакте с рабочей тканью 16, приводит к уменьшению зоны охвата рабочей тканью 16 и уменьшению трения между формой 14 и тканью 16.
Однако на зону охвата и фрикционные свойства рабочей ткани 16 также может влиять периферическое расположение башмачного пресса 28 по отношению к цилиндру 14. Например, в соответствии с одним вариантом выполнения настоящего изобретения башмачный пресс 28 расположен в верхней точке цилиндра 14, как изображено на фиг.4. В данной конфигурации зона 17 охвата цилиндра 14 рабочей тканью равна площади прижимной поверхности 29, находящейся в контакте с формой 14. Но более низкое расположение башмачного пресса 28 на цилиндре 14 в направлении вращения также влияет на зону охвата рабочей тканью 16. На фиг.5, на которой изображен другой аспект настоящего изобретения, башмачный пресс 28 находится на цилиндре 14 в более низком местоположении по направлению вращения. Такая конфигурация приводит к тому, что участки 21 рабочей ткани 16 не соприкасаются с прижимной поверхностью 29, охватывая сетчатый формующий цилиндр 14, что приводит к уменьшению зоны 19 охвата рабочей тканью. И вновь, увеличенная зона охвата рабочей тканью 16 увеличивает трение между указанной тканью и сетчатым формующим цилиндром 14, приводя к передаче большего крутящего момента и силы тяги.
Более того, башмачный пресс 28 соединен с нагрузкой 30, например, пневматической, гидравлической и/или пружинной, либо любой их комбинацией (при этом вид нагрузки не ограничен вышеперечисленными вариантами), таким образом, что к башмачному прессу 28 может быть приложено давление для увеличения трения между тканью 16 и формой 14. Возможность увеличения или уменьшения величины давления, оказываемого на башмачный пресс 28, позволяет пользователю регулировать величину трения, создаваемого между тканью 16 и сетчатым формующим цилиндром 14, и, таким образом, регулировать величину крутящего момента, передаваемого между тканью 16 и формой 14. Это приводит к тому, что пользователь обладает большей возможностью регулировки скорости вращения цилиндра 14. Кроме того, башмачный пресс 28 может состоять из сочлененных звеньев или может настраиваться иным способом, поэтому можно регулировать давление, оказываемое на башмак 28 на заданном его участке, например, в зоне передней кромки 32 и задней кромки 34 башмачного пресса 28.
Поскольку удлиненная зона прессования, выполненная в соответствии с настоящим изобретением, влияет на трение и, следовательно, передачу крутящего момента между рабочей тканью 16 и цилиндром 14 различными способами, цилиндровое формующее устройство может иметь разнообразные конфигурации. Например, повышенного трения можно добиться с помощью меньшей прикладываемой нагрузки, если использовать башмачный пресс большего размера, который имеет больший размер площади прижимной поверхности 29, находящейся в контакте с рабочей тканью 16. В альтернативном варианте повышенного трения между рабочей тканью 16 и цилиндром 14 также можно добиться путем использования башмачного пресса 28 меньшего размера при более высокой прикладываемой нагрузке, либо за счет использования меньшего по размерам башмака, который расположен на сетчатом формующем цилиндре 14 в более низком местоположении в направлении вращения, как показано на фиг.5. По сути, специалистам в данной области техники понятно, что для того, чтобы добиться передачи заданного крутящего момента, можно использовать множество конфигураций с разными размерами, местоположением и/или величиной давления, оказываемого на башмачный пресс 28.
Прижимной башмак 28 можно выполнить из безусадочного и износоустойчивого материала, например, из диоксидциркониевой керамики, металла с полимерным или неорганическим покрытием либо из однородной керамики, при этом вид материала не ограничен указанным перечнем. Специалистам в данной области техники будет очевидно, что прессовый башмак 28 можно изготовить из других подходящих материалов. Вогнутая прижимная поверхность 29 прессового башмака 28, которая находится в контакте с рабочей тканью 16, является по существу гладкой, так что снижаются фрикционные и антиабразивные свойства башмака 28 по отношению к стороне 25 рабочей ткани 16, которая формирует неволокнистую поверхность полотна и может быть водонепроницаемой. По сути, как показано на фиг.6, в удлиненной зоне прессования существует многослойная конфигурация, которая состоит из оболочки 15 цилиндра, волокнистого слоя 18, рабочей ткани 16 и башмачного пресса 28. С каждой стороны рабочей ткани 16 действуют две отдельные и независимые силы трения. Между башмачным прессом 28 и рабочей тканью 16 действует сила 36 трения, а между рабочей тканью 16/волокнистым слоем 18 и оболочкой 15 цилиндра действует сила 38 трения. Таким образом, уменьшенная сила трения между рабочей тканью 16 и башмачным прессом 28 не влияет на способность рабочей ткани 16 к перемещению цилиндра 14. Уменьшенная сила трения между башмачным прессом 28 и рабочей тканью 16 позволяет использовать меньшее количество механической энергии для перемещения цилиндра 14, поскольку более слабое трение приводит к меньшему количеству энергии, которая преобразовывается в теплоту. Кроме того, более слабое трение увеличивает срок службы рабочей ткани, так как поверхность 29 башмачного пресса становится менее абразивной и менее деструктивной по отношению к ткани 16.
В заключение, в любой продукции, которая сформирована указанным способом из множества слоев полотна, важно уплотнение бумажного полотна, например, прочность, сцепление между слоями и тому подобное. К тому же, поскольку волокнистое полотно 18 в течение длительного периода времени находится под прижимом, повышается ценность готовой продукции.
Несмотря на то, что в данном документе подробно описаны предпочтительные варианты выполнения настоящего изобретения и его модификации, должно быть понятно, что данное изобретение не ограничено этим и что специалисты в данной области техники могут выполнить различные модификации и изменения, не отходя от сущности и объема правовой охраны описания, которые определены прилагаемой формулой изобретения.
Изобретение предназначено для использования в целлюлозно-бумажной промышленности. Цилиндрическое формующее устройство для использования в круглосеточной бумагоделательной машине содержит башмак, имеющий прижимную поверхность вогнутой формы, образующую по существу сопряжение с формующим цилиндром или сеткой. Прижимная поверхность башмака, имеющая вогнутую форму, увеличивает величину зоны охвата рабочей тканью формующего цилиндра или сетки с увеличением, тем самым, трения, создаваемого между рабочей тканью (16) и формующим цилиндром или сеткой. Предлагается также способ увеличения величины крутящего момента, передаваемого от рабочей ткани к формующему цилиндру или сетке и машина для производства бумажной или фиброцементной продукции, в которых использовано указанное формующее устройство. Обеспечивается увеличенное трение, что приводит к передаче увеличенного крутящего момента и большей силы тяги между рабочей тканью и формующим цилиндром или сеткой. 3 н. и 32 з.п. ф-лы, 6 ил.
1. Цилиндрическое формующее устройство, предназначенное для использования в круглосеточной бумагоделательной машине, содержащее башмак, имеющий прижимную поверхность, по существу, вогнутой формы, по существу, образующую сопряжение с формующим цилиндром или сеткой, причем указанная вогнутая прижимная поверхность увеличивает зону охвата рабочей тканью указанного формующего цилиндра или сетки с увеличением, тем самым, трения, создаваемого между рабочей тканью и формующим цилиндром или сеткой, с обеспечением передачи большего крутящего момента и большей силы тяги, передаваемых от рабочей ткани к формующему цилиндру или сетке.
2. Устройство по п.1, в котором указанная прижимная поверхность, по существу, вогнутой формы выполнена из безусадочного и износоустойчивого материала.
3. Устройство по п.2, в котором указанный безусадочный и износоустойчивый материал выбран из группы, состоящей из диоксидциркониевой керамики, металла с полимерным покрытием, металла с неорганическим покрытием и однородной керамики.
4. Устройство по п.1, в котором указанная прижимная поверхность, по существу, вогнутой формы является, по существу, гладкой.
5. Устройство по п.4, в котором указанная по существу гладкая поверхность является водонепроницаемой.
6. Устройство по п.4, в котором указанная, по существу, гладкая поверхность находится в контакте с рабочей тканью.
7. Устройство по п.1, в котором площадь указанной прижимной поверхности, по существу, вогнутой формы, находящейся в контакте с указанной рабочей тканью, имеет больший размер по сравнению с прижимной поверхностью гауч-вала.
8. Устройство по п.1, дополнительно содержащее нагрузочное средство, предназначенное для увеличения или уменьшения указанного давления на башмак, и средство регулирования указанного давления на заданном участке башмака.
9. Устройство по п.8, в котором нагрузочное средство выбрано из группы, содержащей пневматические, гидравлические и пружинные средства.
10. Устройство по п.9, в котором нагрузочное средство может представлять собой любую комбинацию из указанных пневматических, гидравлических и пружинных средств.
11. Устройство по п.8, в котором средство регулирования давления представляет собой шарнирное приспособление.
12. Устройство по п.8, в котором указанный заданный участок представляет собой переднюю кромку башмака.
13. Устройство по п.8, в котором указанный заданный участок представляет собой заднюю кромку башмака.
14. Устройство по п.8, в котором величина давления, оказываемого на башмак, соответствует величине трения, создаваемого между рабочей тканью и формующим цилиндром или сеткой.
15. Устройство по п.14, в котором указанное трение соответствует величине крутящего момента, передаваемого от рабочей ткани к формующему цилиндру или сетке.
16. Устройство по п.1, которое используется в указанной круглосеточной машине для производства бумаги, тонкого и плотного картона, фиброцементных плит или фиброцементных труб.
17. Способ увеличения величины крутящего момента, передаваемого от рабочей ткани к формующему цилиндру или сетке, расположенным в круглосеточной бумагоделательной машине, включающий
использование башмака, имеющего прижимную поверхность вогнутой формы, образующую, по существу, сопряжение с указанным формующим цилиндром или сеткой, и
увеличение зоны охвата рабочей тканью указанного формующего цилиндра или сетки с увеличением тем самым величины силы трения, создаваемой между рабочей тканью и формующим цилиндром или сеткой, с обеспечением передачи повышенного крутящего момента и большей силы тяги, передаваемых от рабочей ткани к формующему цилиндру или сетке.
18. Способ по п.17, в котором дополнительно используют нагрузочное средство, предназначенное для увеличения или уменьшения указанного давления на башмак, и используют средство регулирования указанного давления на заданный участок башмака.
19. Способ по п.18, в котором на указанный башмачный пресс оказывают давление.
20. Способ по п.17, в котором площадь указанной прижимной поверхности, находящейся в контакте с указанной рабочей тканью, имеет больший размер по сравнению с гауч-валом.
21. Способ по п.18, в котором нагрузочное средство выбирают из группы, содержащей пневматические, гидравлические и пружинные средства.
22. Способ по п.21, в котором нагрузочное средство может представлять собой любую комбинацию из указанных пневматических, гидравлических и пружинных средств.
23. Способ по п.18, в котором средство регулирования давления представляет собой шарнирное приспособление.
24. Способ по п.18, в котором указанный заданный участок представляет собой переднюю кромку башмака.
25. Способ по п.18, в котором указанный заданный участок представляет собой заднюю кромку башмака.
26. Способ по п.18, который используют для увеличения крутящего момента, передаваемого от рабочей ткани к формующему цилиндру или сетке, в процессе производства бумаги, тонкого и плотного картона, фиброцементных панелей или фиброцементных труб.
27. Машина для производства бумажной или фиброцементной продукции, имеющая, по меньшей мере, одну рабочую ткань и, по меньшей мере, один формующий цилиндр или сетку, содержащая
находящийся под нагрузкой башмак, имеющий прижимную поверхность, по существу, вогнутой формы, расположенную на внешней поверхности наружной периферии формующего цилиндра, причем указанный башмак увеличивает размер зоны охвата указанной рабочей тканью формующего цилиндра или сетки, и увеличенная зона охвата увеличивает силу трения, создаваемую между рабочей тканью и формующим цилиндром или сеткой с увеличением тем самым передачи крутящего момента между рабочей тканью и формующим цилиндром или сеткой с увеличением тем самым передачи крутящего момента между рабочей тканью и формующим цилиндром или сеткой и увеличением силы тяги, передаваемой от рабочей ткани к формующему цилиндру или сетке.
28. Устройство по п.27, в котором указанная прижимная поверхность, по существу, вогнутой формы выполнена из безусадочного и износоустойчивого материала.
29. Устройство по п.27, в котором площадь указанной прижимной поверхности, по существу, вогнутой формы, находящейся в контакте с указанной рабочей тканью, имеет больший размер по сравнению с прижимной поверхностью гауч-вала.
30. Устройство по п.27, которое дополнительно содержит нагрузочное средство, предназначенное для увеличения или уменьшения указанного давления на башмак, и средство регулирования указанного давления на заданном участке башмака.
31. Устройство по п.30, в котором нагрузочное средство выбрано из группы, состоящей из пневматических, гидравлических и пружинных средств.
32. Устройство по п.31, в котором нагрузочное средство может представлять собой любую комбинацию из указанных пневматических, гидравлических и пружинных средств.
33. Устройство по п.30, в котором средство регулирования давления представляет собой шарнирное приспособление.
34. Устройство по п.30, в котором величина давления, оказываемого на башмак, соответствует величине силы трения, создаваемой между рабочей тканью и формующим цилиндром или сеткой.
35. Устройство по п.34, в котором указанная сила трения соответствует величине крутящего момента, передаваемого от рабочей ткани к формующему цилиндру или сетке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 3554866 A, 12.01.1971 | |||
| US 3224928 A, 21.12.1965 | |||
| ТВЕРДАЯ ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2001 |
|
RU2200002C1 |
| Сеточная часть бумагоделательной машины | 1975 |
|
SU507100A1 |
| Сеточная часть бумагоделательной машины | 1975 |
|
SU947248A1 |

