Изобретение относится к устройствам для извлечения воды из полотна материала, более конкретно - из полотна волокнистого материала, перерабатываемого в бумагу в бумагоделательной машине. В частности, предметом изобретения является пропитанная смолой бесконечная ленточная структура, имеющая канавчатую внешнюю поверхность и предназначенная для использования на прессе башмачного типа с длинной зоной зажима в любой части бумагоделательной машины или машины для обезвоживания бумажной массы.
Описание уровня техники
Во время процесса изготовления бумаги волокнистое полотно из волокон целлюлозы образуется на формирующей сетке путем осаждения на ней волокнистой суспензии в формовочной части бумагоделательной машины. В формовочной части из суспензии вытекает большое количество воды, после чего это по-новому образованное полотно направляют в прессовую часть. Прессовая часть содержит последовательность прессовых зон зажима, в которых волокнистое полотно подвергается воздействию зажимающих сил, прикладываемых к нему для удаления воды. В завершение полотно направляют в сушильную часть, содержащую нагреваемые сушильные барабаны, вокруг которых направляется полотно. Для получения бумажной продукции содержание воды в полотне уменьшают до требуемого уровня на нагреваемых сушильных барабанах посредством испарения.
Возрастание энергетических затрат все в большей и большей степени свидетельствует о целесообразности удаления максимально возможного количества воды из полотна до его поступления в сушильную часть. Поскольку в большинстве случаев сушильные барабаны подогреваются изнутри паром, затраты, связанные с вырабатыванием пара, могут быть очень значительными, особенно если из полотна требуется удалить большое количество воды.
Традиционно прессовые части имеют последовательность зон зажима, образованных парами смежных цилиндрических прессовых валков. В последние годы установлено, что использование прессов башмачного типа с длинной зоной зажима является более выгодным по сравнению с использованием зон зажима, образованных смежными прессовыми валками. Это объясняется тем, что прохождение полотна через пресс с длинной зоной зажима требует большего промежутка времени, чем прохождение полотна через зону зажима, образованную прессовыми валками. Чем больше промежуток времени, в течение которого полотно может испытывать действие давления в зоне зажима, тем большее количество воды может быть из него удалено, и следовательно, тем меньшее количество воды останется в полотне для удаления путем испарения в сушильной части.
Предложенное изобретение относится к прессам башмачного типа с длинной зоной зажима. В прессе данного типа зона зажима образована между цилиндрическим прессовым валком и дугообразным прижимным башмаком. Последний имеет цилиндрически вогнутую поверхность, радиус кривизны которой близок к радиусу цилиндрического прессового валка. Когда валок и башмак приведены в непосредственную механическую близость друг с другом, образуется зона зажима, которая в рабочем направлении машины может быть в 5-10 раз длиннее зоны зажима, образуемой между двумя прессовыми валками. Поскольку длинная зона зажима в 5-10 раз длиннее зоны зажима обычного двухвалкового пресса, то так называемое время пребывания волокнистого полотна в длинной зоне зажима также оказывается соответственно больше при том же самом значении давления на квадратный дюйм, которое обеспечивается зажимающей силой в двухвалковом прессе. Результатом этой новой технологии с длинной зоной зажима стало потрясающее увеличение эффективности обезвоживания волокнистого полотна в зоне зажима по сравнению с зонами зажима обычных бумагоделательных машин.
В прессе башмачного типа с длинной зоной зажима необходимо использовать специальную ленту, такую, например, которая описана в патенте США 5238537. Эта лента предназначена для предохранения прессовой сетки, удерживающей, несущей и обезвоживающей волокнистое полотно, от ускоренного износа, который происходит вследствие прямого скользящего контакта с неподвижным прессовым башмаком. Такая лента должна иметь гладкую непроницаемую поверхность, которая движется или скользит по неподвижному башмаку по смазочной масляной пленке. Лента перемещается через зону зажима примерно с той же скоростью, что и прессовая сетка, благодаря чему эта прессовая сетка испытывает минимальное трение о поверхность ленты.
Ленты описанного в патенте США 5238537 типа изготавливают путем пропитки тканого основного полотна, имеющего вид бесконечной петли, синтетической полимерной смолой. В предпочтительном случае смола по меньшей мере на внутренней поверхности ленты образует покрытие некоторой заданной толщины, вследствие чего нити, из которых соткано основное полотно, могут быть защищены от прямого контакта с дугообразным прижимным башмачным элементом пресса с длинной зоной зажима. Именно это покрытие должно иметь гладкую непроницаемую поверхность для легкого скольжения по смазанному башмаку и предотвращения попадания смазочного масла в структуру ленты, вызывающего загрязнение прессовой сетки, или сеток, и волокнистого полотна.
Основное полотно ленты, описанное в патенте США 5238537, может быть соткано из моноволоконных нитей в виде однослойного или многослойного переплетения, и при этом соткано так, чтобы оно было достаточно открытым для полной пропитки указанного переплетения пропитывающим материалом. Это исключает возможность образования любых пустот в окончательно изготовленной ленте. Такие пустоты могут позволить смазке, используемой между лентой и башмаком, пройти через ленту и загрязнить прессовую сетку, или сетки, и волокнистое полотно. Основное полотно может быть выполнено плоскотканым, а затем сшито с образованием бесконечной формы, или может быть сразу соткано бесконечным в виде трубы.
Пропитывающий материал при его отверждении до твердого состояния соединяется с основной структурой главным образом за счет механических взаимосвязей, причем отвержденный пропитывающий материал окружает нити основного полотна. Кроме того, между отвержденным пропитывающим материалом и материалом нитей основного полотна могут присутствовать химические связи или адгезия.
Длина лент для прессов с длинной зоной зажима, например описанных в патенте США 5238537, в зависимости от требований к размерам прессов, на которые они устанавливаются, составляет приблизительно от 13 до 35 футов (от 4 до 11 м), если измерять в продольном направлении по окружности бесконечной ленты, а их ширина приблизительно от 100 до 450 дюймов (от 250 до 1125 см), если измерять в поперечном направлении. Понятно, что производство таких лент осложняется требованием, заключающимся в том, что основное полотно уже является бесконечным до его пропитки синтетической полимерной смолой.
Часто необходимо покрыть ленту слоем смолы заданной толщины как на внешней поверхности, так и на внутренней. При покрытии обеих сторон ленты ее тканое основное полотно окажется ближе к нейтральной оси изгиба ленты или совпадет с ней. При таком обстоятельстве уменьшается вероятность отслоения покрытия от сторон ленты, обусловленного внутренними напряжениями, которые возникают при сгибании этой ленты, когда она проходит вокруг валка или подобного элемента бумагоделательной машины.
Кроме того, если внешняя поверхность ленты покрыта слоем смолы некоторой заданной толщины, создается возможность формирования на этой поверхности канавок, глухих отверстий или других полостей без обнажения какого-либо участка тканого основного полотна. Данные элементы обеспечивают временное размещение воды, отжатой из полотна в зажимной зоне. В сущности, для некоторых разновидностей прессов с длинной зоной зажима является необходимым наличие некоторого объема пустот, образованного канавками, глухими отверстиями и другими подобными элементами, расположенными на внешней поверхности ленты.
Данное изобретение относится к ленте для пресса с длинной зоной зажима, имеющей множество канавок, ориентированных в машинном, или рабочем, направлении и выполненных в покрытии из смолы на внешней поверхности ленты. Из уровня техники известно много лент такого типа для прессов с длинной зоной зажима. Например, в патенте США 4946731 (выданном на имя Dutt) описана подобная лента для пресса с длинной зоной зажима, имеющая основное полотно, которое содержит обмоточную бечеву из штапельных волокон по меньшей мере в одном из направлений: вдоль рабочего направления машины и поперек рабочего направления машины. В случае, когда основное полотно покрыто материалом из полимерной смолы, отдельные штапельные волокна проходят в наружном направлении от обмоточных бечевок в окружающий материал покрытия. Впоследствии в покрытии, расположенном на внешней поверхности ленты, в рабочем направлении машины вырезают канавки. Так называемые участки контакта, отделяющие канавки одну от другой, скреплены с лентой этими штапельными волокнами, что делает их менее подверженными расслоению.
Кроме подверженности расслоению, участки контакта также подвержены изгибной усталости вследствие того, что они периодически выпукло изгибаются при вхождении в длинную прессовую зону зажима и выходе из нее, и вогнуто при прохождении по этой зоне зажима. При возникновении изгибной усталости на участках контакта развиваются трещины от напряжений, идущие в направлении, поперечном рабочему направлению машины. С появлением трещин от напряжений участки контакта начинают изнашиваться вследствие потери частей, отламывающихся в местах этих трещин. В конечном счете это ведет к потере объема пустот на ленте. К сожалению, образование трещин из-за напряжений сигнализирует о приближении конца срока службы ленты бумагоделательной машины.
Данное изобретение предлагает решение этой проблемы путем внедрения средства для уменьшения и ослабления напряжений, вызывающих изгибную усталость, благодаря чему образование трещин из-за напряжений сдерживается и, как следствие, продлевается срок службы ленты.
Сущность изобретения
Таким образом, предметом данного изобретения является пропитанная смолой бесконечная лента для пресса башмачного типа с длинной зоной зажима. Лента содержит основную структуру в виде бесконечной петли. По существу, основная структура имеет внешнюю сторону, внутреннюю сторону, продольное направление вокруг бесконечной петли и поперечное направление поперек бесконечной петли.
Основная структура пропитана материалом из полимерной смолы, который делает ее непроницаемой для текучих сред, таких как масло, вода и воздух. Материал из полимерной смолы на внутренней стороне основной структуры образует внутренний слой, образующий внутреннюю поверхность ленты, которая является гладкой.
Материал из полимерной смолы на внешней стороне основной структуры образует также внешний слой, образующий внешнюю поверхность ленты. Внешний слой имеет основные канавки и участки контакта, причем каждая основная канавка отделена от соседних с ней канавок участком контакта. Каждый участок контакта имеет проходящие по нему вспомогательные канавки, глубина и ширина которых меньше глубины и ширины основных канавок и которые представляют собой средства, с помощью которых уменьшаются и ослабляются напряжения, в противном случае ведущие к изгибной усталости.
Далее предложенное изобретение описано более подробно, с периодическими ссылками на чертежи, описание которых приведено ниже.
Фиг. 1 изображает вид сбоку пресс с длинной зоной зажима, показанного в разрезе;
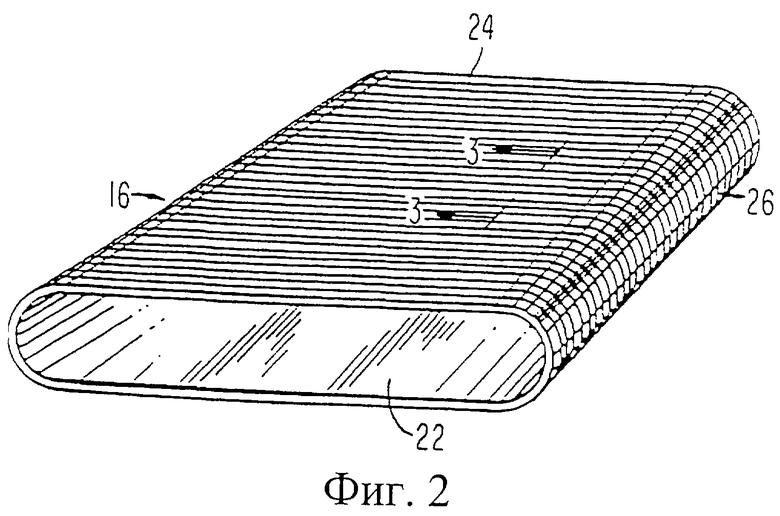
фиг.2 в аксонометрии изображает ленту для пресса с длинной зоной зажима;
фиг.3 изображает разрез по линии 3-3 на фиг.2; и
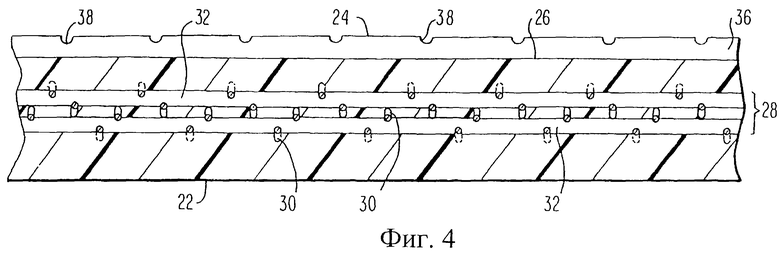
фиг.4 изображает разрез по линии 4-4 на фиг.3.
Подробное описание предпочтительного варианта выполнения
Фиг. 1 изображает вид сбоку пресса с длинной зоной зажима, предназначенного для обезвоживания волокнистого полотна, которое перерабатывается на бумагоделательной машине в бумагу. Прессовая зона 10 зажима образована гладким цилиндрическим прессовым валком 12 и дугообразным прижимным башмаком 14. Башмак 14 имеет примерно такой же радиус кривизны, что и валок 12, а расстояние между ними может регулироваться гидравлическими средствами, функционально присоединенными к башмаку 14, для регулирования нагрузки в зоне 10. Валок 12 может представлять собой управляемый валок с выпуклой бочкой, сопряженный с башмаком 14, для обеспечения равномерного профиля зажимающего давления в поперечном направлении.
Через зону 10 проходит в виде замкнутой петли лента 16 пресса с длинной зоной зажима, отделяя валок 12 от башмака 14. Прессовая сетка 18 и волокнистое полотно 20, преобразуемое в бумажный лист, совместно проходят через зону 10, как показано стрелками на фиг.1. Волокнистое полотно 20 удерживается прессовой сеткой 18 и в зоне 10 входит в непосредственное соприкосновение с валком 12. В альтернативном случае волокнистое полотно 20 может проходить через зону 10 расположенным между двумя прессовыми сетками 18. Волокнистое полотно 20 и прессовая сетка 18 проходят через зону 10 так, как это показано стрелками на фиг.1. Лента 16, также проходя через прессовую зону 10, как это показано стрелками на фиг.1 (т.е. против часовой стрелки), защищает прессовую сетку 18 от непосредственного скользящего контакта с башмаком 14 и скользит по нему по смазочной масляной пленке. В соответствии с вышесказанным, лента 16 должна быть непроницаемой для масла с тем, чтобы прессовая сетка 18 и волокнистое полотно 20 не загрязнялись.
На фиг. 2 лента 16 изображена в аксонометрии. Лента 16 имеет внутреннюю поверхность 22 и внешнюю поверхность 24. Внешняя поверхность 24 имеет множество основных канавок 26, проходящих в рабочем направлении машины по ленте 16 и предназначенных для временного размещения воды, отжатой из волокнистого полотна 20 в зоне 10.
Фиг.3 изображает ленту 16 в поперечном разрезе, выполненном по показанной на фиг. 2 линии 3-3. Поперечный разрез сделан в поперечном направлении, или направлении, перпендикулярном рабочему направлению машины (направлению ленты 16), и показывает, что лента 16 содержит основную структуру 28, сотканную из нитей 30, проходящих в поперечном направлении машины (показаны сбоку на фиг. 3), и нитей 32, проходящих в продольном, или рабочем, направлении машины (показаны в сечении на фиг.3). Основная структура 28 показана сотканной в виде бесконечной ленты, причем поперечные нити 30 являются основными нитями, вплетенными над расположенными парами одна над другой продольными нитями 32, под ними и между ними, а нити 32 являются уточными нитями в процессе изготовления бесконечного тканого изделия с двусторонним переплетением. Следует иметь в виду, что основная структура 28 может быть соткана плоской, а затем соединена посредством шовного соединения для получения бесконечной формы. Следует также иметь в виду, что основная структура 28 может быть соткана в виде однослойного переплетения или любого другого переплетения, которое может использоваться для производства оснащения для бумагоделательных машин.
В альтернативном случае, основная структура 28 может быть нетканой структурой в виде совокупности поперечных и продольных нитей, которые для того, чтобы образовать полотно, могут быть скреплены вместе в точках их взаимного пересечения. Кроме того, основная структура 28 может представлять собой трикотажное или плетеное полотно или ленту со спиральным соединением, наподобие ленты, показанной в патенте США 4567077 (выданном на имя Gauthier), основные принципы которого включены в материалы данной заявки посредством ссылки. Основная структура 28 может также быть изготовлена из материала на основе полимерных смол методом экструзии в виде листа или пластины, в которых затем могут быть сделаны отверстия. Также в альтернативном случае основная структура 28 может содержать нетканые сетчатые полотна, например полотна, показанные в переуступленном патенте США 4427734 (выданном на имя Johnson), основные принципы которого включены в материалы данной заявки посредством ссылки.
Кроме того, основная структура 28 может быть получена путем навивки по спирали полосы тканого, нетканого, трикотажного, плетеного, полученного методом экструзии или нетканого сетчатого материала согласно способам, изложенным в переуступленном патенте США 5360656 (выданном на имя Rexfelt и др. ), основные принципы которого включены в материалы данной заявки посредством ссылки. В соответствии с вышесказанным, основная структура 28 может содержать навитую по спирали полосу, у которой каждый виток спирали соединен со следующим витком посредством непрерывного шва, обеспечивающего замкнутость основной структуры 28 в продольном направлении. В переуступленных патентах США 5792323 и 5837080, основные принципы которых включены в материалы данной заявки посредством ссылки, описана прессовая лента, имеющая основную структуру этого типа.
Внутренняя поверхность 22 ленты 16, т.е. поверхность, которая скользит по башмаку 14, когда лента 16 используется на прессе с длинной зоной зажима, образована покрытием 34 из полимерной смолы. Основная структура 28 также пропитана полимерной смолой, которая делает ленту 16 непроницаемой для масла и воды. Покрытие 34 из полимерной смолы может быть выполнено из полиуретана и в предпочтительном случае представляет собой его на 100% твердую композицию. Использование на 100% твердой системы смолы, которая по определению не содержит растворителя, позволяет избежать образования пузырьков в полимерной смоле во время процесса отверждения, которому она подвергается после ее нанесения на основную структуру 28.
Внешняя поверхность 24 ленты 16, т.е. поверхность, которая находится в контакте с прессовой сеткой 18, когда лента 16 используется на прессе с длинной зоной зажима, также образована покрытием 34 из полимерной смолы.
После того как полимерная смола затвердеет, внутреннюю поверхность 22 и внешнюю поверхность 24 можно отшлифовать и отполировать, чтобы сделать поверхность покрытия 34 гладкой и однородной.
После отверждения полимерной смолы на внешней поверхности 24 ленты 16 могут быть вырезаны основные канавки 26. В альтернативном случае, основные канавки 26 могут быть выдавлены на внешней поверхности 24 устройством для тиснения перед тем, как полимерная смола затвердеет, или отформованы на внешней поверхности 24, если ленту 16 изготавливают в ходе процесса формования.
Основные канавки 26 отделены одна от другой так называемыми участками 36 контакта. Показанные на фиг.3 канавки 26 и участки 36 имеют одинаковую ширину, хотя это не является обязательным условием. Тем не менее, участки 36 контакта можно рассматривать как узкие опоры из отвержденной полимерной смолы, ориентированные в рабочем направлении машины на внешней поверхности 24 ленты 16.
Как отмечено выше, наличие покрытия 34 из полимерной смолы обуславливает смещение нейтральной оси изгиба ленты 16 ближе к основной структуре 28 или даже совпадение с ней. Вследствие того, что участки 36 проходят на большее расстояние от основной структуры 28, нежели донные участки основных канавок 26, а также вследствие того, что они представляют собой узкие опоры из отвержденной полимерной смолы, они особенно уязвимы в отношении изгибной усталости, которая развивается, когда они периодически оказываются под действием растяжения при прохождении, выпукло выгибаясь, через место входа в зону 10 и место выхода из нее, и когда они находятся под действием сжатия при прохождении, вогнуто выгибаясь, через башмак 14. Изгибная усталость неизбежно вызывает появление трещин от напряжений, причем эти трещины проходят перпендикулярно рабочему направлению машины через участки 36.
В данном изобретении предложено средство для уменьшения этой изгибной усталости и последующего появления трещин от напряжений. Фиг.4 изображает разрез ленты 16, выполненный по линии 4-4 на фиг.3. Этот разрез сделан в продольном, или машинном, направлении ленты 16 по донной части одной из основных канавок 26, и показывает сбоку один из участков 36 контакта. Кроме того, на фиг. 4 продольные (или проходящие в машинном направлении) нити 32 изображены сбоку, а поперечные (или проходящие в направлении, перпендикулярном к машинному) нити 30 изображены в разрезе.
В соответствии с данным изобретением, участки 36 имеют вспомогательные канавки 38, проходящие через эти участки в поперечном направлении. Как показано на фиг.4, вспомогательные канавки 38 могут иметь U-образный поперечный профиль, а их глубина и ширина меньше, чем у основных канавок 26. Форма вспомогательных канавок 38, их размеры, расстояние между ними и их ориентация определяются в зависимости от характеристик пресса с длинной зоной зажима, на котором должна использоваться лента 16, а их основная функция заключается в уменьшении напряжений на участках контакта, которые в противном случае приводят к изгибной усталости, а также растрескиванию и разрушению этих участков. Ширина отдельных вспомогательных канавок 38 должна быть достаточно большой, чтобы они не смыкались, когда лента 16 вогнуто изгибается при прохождении по башмаку 14; в противном случае вспомогательные канавки 38 будут проявлять тенденцию к защемлению прессового полотна 18 в зоне 10.
Как и в случае с основными канавками 26, вспомогательные канавки 38 могут быть вырезаны на внешней поверхности 24 ленты 16 после отверждения полимерной смолы. В альтернативном случае, вспомогательные канавки 38 могут быть выдавлены на внешней поверхности 24 устройством для тиснения перед тем, как полимерная смола затвердеет, или отформованы на внешней поверхности 24, если ленту 16 изготавливают в ходе процесса формования.
Следует иметь в виду, что основные канавки 26 могут быть выполнены одним способом, в то время как вспомогательные канавки 38 выполнены другим способом. Например, вспомогательные канавки 38 могут быть выдавлены на внешней поверхности 24 устройством для тиснения перед тем, как полимерная смола затвердеет. Затем, после того как полимерная смола затвердеет, на внешней поверхности 24 ленты 16 с помощью ротационного резального устройства могут быть вырезаны основные канавки 26. Для специалистов очевидны и другие возможности.
Несмотря на то, что выше описано, что основные канавки 26 ориентированы в машинном (или продольном) направлении, а вспомогательные канавки 38 - в направлении, поперечном машинному направлению, некоторые отклонения от таких точных направлений не выходят за объем притязаний данного изобретения.
Например, основные канавки 26 могут быть выполнены путем вырезания одной непрерывной канавки, проходящей по спирали вокруг бесконечной петли ленты 16 на внешней поверхности 24. В этом случае ориентация получаемых основных канавок 26 отклоняется от машинного (или продольного) направления на небольшой угол. Однако выполнение основных канавок 26 подобным образом рассматривается изобретателями как попадающее в объем притязаний их изобретения, при условии, что ориентация основных канавок 26 в основном соответствует машинному (или продольному) направлению, отклоняясь от него в любой точке не более чем на 45o.
Кроме того, основные канавки 26 в альтернативном случае могут быть выполнены путем вырезания двух непрерывных отдельных канавок, проходящих по спирали вокруг бесконечной петли ленты 16 на внешней поверхности 24 в противоположных направлениях, т. е. одна описывает правостороннюю спираль, а другая описывает левостороннюю спираль. Кроме того, основные канавки 26 не обязательно должны быть совершенно прямыми, а могут иметь некоторую степень кривизны или волнистости, при условии, что они остаются преимущественно ориентированными в машинном (или продольном) направлении, отклоняясь от него в любой точке не более чем на 45o.
Кроме того, ориентация вспомогательных канавок 38 может на небольшой угол отклоняться от направления, перпендикулярного машинному направлению, (поперечного направления), что не выходит за объем притязаний данного изобретения. Другими словами, ориентация вспомогательных канавок 38 в основном совпадает с поперечным направлением, если отклонение от него не превышает 45o. Кроме того, также не обязательно, чтобы вспомогательные канавки 38 были совершенно прямыми, они могут иметь некоторую степень кривизны или волнистости, при условии, что они остаются преимущественно ориентированными в поперечном направлении, отклоняясь от него не более чем на 45o.
Установлено, что вспомогательные канавки 38 значительно уменьшают напряжения на участках 36 контакта при использовании ленты 16 на прессе с длинной зоной зажима, препятствуют возникновению изгибной усталости и, как следствие, продлевают срок службы ленты 16 на прессе с длинной зоной зажима.
У предложенной ленты 16 глубина основных канавок 26 может составлять приблизительно 1,5 мм, а ширина - от 0,5 до 2,0 мм. Каждая основная канавка 26 может быть отделена от соседней на расстояние (ширину контакта) от 1,0 до 2,5 мм. Глубина и ширина вспомогательных канавок 38 меньше, чем у основных канавок 26, однако ширина должна быть не менее 0,1 мм, чтобы избежать возможного удаления войлочного волокна с поверхности прессовой сетки, находящейся в контакте с лентой 16, в результате защемления, когда лента 16 изгибается в зоне прессового зажима. Расстояние, разделяющее вспомогательные канавки 38, выбирают независимо от расстояния, разделяющего основные канавки 26, и обычно оно превышает расстояние, разделяющее основные канавки 26.
Для специалистов данной области техники очевидна возможность внесения изменений в вышеописанное изобретение, которые не выходят за рамки его притязаний, установленные в формуле изобретения.

Изобретение предназначено для использования в целлюлозно-бумажной промышленности. Пропитанная смолой бесконечная лента для пресса башмачного типа с длинной зоной зажима содержит основную структуру, пропитанную материалом из полимерной смолы, который делает ленту непроницаемой для текучих сред, таких, как масло, вода и воздух. Материал из полимерной смолы образует слои на внутренней и внешней сторонах основной структуры. Внутренний слой является гладким, а внешний слой имеет основные канавки для временного размещения воды, отжатой из бумажного полотна. Основные канавки отделены друг от друга участками контакта, которые для уменьшения напряжений, являющихся причиной изгибной усталости, и трещин, вызываемых этими напряжениями, имеют проходящие по ним дополнительные канавки. Обеспечивается эффективность обезвоживания волокнистого полотна в зоне зажима по сравнению с зонами зажима обычных бумагоделательных машин, а также продлевается срок службы ленты. 20 з.п. ф-лы, 4 ил.
| US 4559258 A, 17.12.1985 | |||
| EP 0354743 A1, 14.02.1990 | |||
| КОНФИГУРАЦИЯ ПАЗОВ В ПРИЖИМНОЙ ЛЕНТЕ | 1995 |
|
RU2142032C1 |
| БЕСКОНЕЧНАЯ ЗАМКНУТАЯ ПРИЖИМНАЯ ЛЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1995 |
|
RU2135666C1 |

