Изобретение относится к черной металлургии, в частности к технологии получения стали высокой обрабатываемости резанием для массового и быстрого изготовления болтов, гаек и других деталей для машиностроения и автомобилестроения.
Известны способы легирования такой стали, включающие введение в струю расплава стали (при разливке в изложницы, кристаллизатор, ковш и др.) элементов, повышающих обрабатываемость стали (свинца или висмута), в виде дроби (в том числе покрытой графитом), частиц, кусков, прутков, гранул [1-3].
Недостатком этих способов легирования являются высокие потери (30-60%) при введении в струю элементов, повышающих обрабатываемость стали, что удорожает производство сталей высокой обрабатываемости. Интенсивное испарение и окисление приводит к очень неоднородному распределению в стали этих элементов, усложняет получение оптимального размера их включений в расплаве и в заготовках, что сопровождается нестабильностью обрабатываемости заготовок стали и большими колебаниями их механических свойств. Кроме этого, выделяющиеся в процессе легирования ядовитые пары легирующих металлов и их оксидов (1 и 2 класса опасности) загрязняют рабочую зону до концентраций, превышающих в 2 и более раз предельно допустимые в воздухе концентрации (ПДК).
Наиболее близким по технической сущности и достигаемому результату является способ легирования висмутом сталей высокой обрабатываемости резанием, заключающийся во введении в струю расплава сплава висмута с марганцем, содержащего 70-75% висмута и 25-30% марганца [4].
Практика легирования стали высокой обрабатываемости резанием известным способом [4] и изготовления из них деталей выявила следующие недостатки:
- высокие (25-50%) потери легирующих элементов (висмута и марганца) при их введении в расплав;
- нестабильный и невысокий уровень обрабатываемости и механических свойств заготовок стали из-за неравномерного распределения в них частиц висмута неоптимального размера;
- загрязнение рабочей зоны парами висмута и марганца;
- увеличенная стоимость заготовок стали высокой обрабатываемости резанием за счет высоких потерь легирующих элементов.
Задачей изобретения является создание способа легирования стали высокой обрабатываемости резанием элементами, повышающими обрабатываемость, позволяющего уменьшить потери легирующих элементов и снизить стоимость стали, обеспечить необходимые и стабильные обрабатываемость и механические свойства за счет повышения равномерности распределения включений легирующих элементов оптимального размера, улучшить санитарно-гигиенические условия рабочей зоны.
Поставленная задача решается тем, что в заявленном способе легирования стали высокой обрабатываемости резанием для заготовок, суммарное содержание в котором одного или нескольких легколетучих металлов из висмута, теллура, свинца составляет 0,10-0,25 мас.%, в расплав стали вводят легирующие элементы, в виде сплава на основе меди, содержащего один или несколько из указанных металлов, суммарное содержание которых в нем составляет 50-60 мас.%.
В прототипе в расплав стали при температуре 1550-1650°С вводится сплав, содержащий 70-75% висмута и 25-30% марганца [4]. Висмут и марганец при такой температуре испаряются и сгорают в оксиды (потери при этом составляют 25-50%), что приводит к удорожанию стали, неравномерному распределению включений висмута неоптимального размера, которое сопровождается нестабильными и невысокими обрабатываемостью и механическими свойствами заготовок стали высокой обрабатываемости резанием. При этом выделяются очень ядовитые пары этих металлов и их оксидов, которые загрязняют рабочую зону до концентраций, превышающих предельно допустимые концентрации (ПДК) в 2 и более раза.
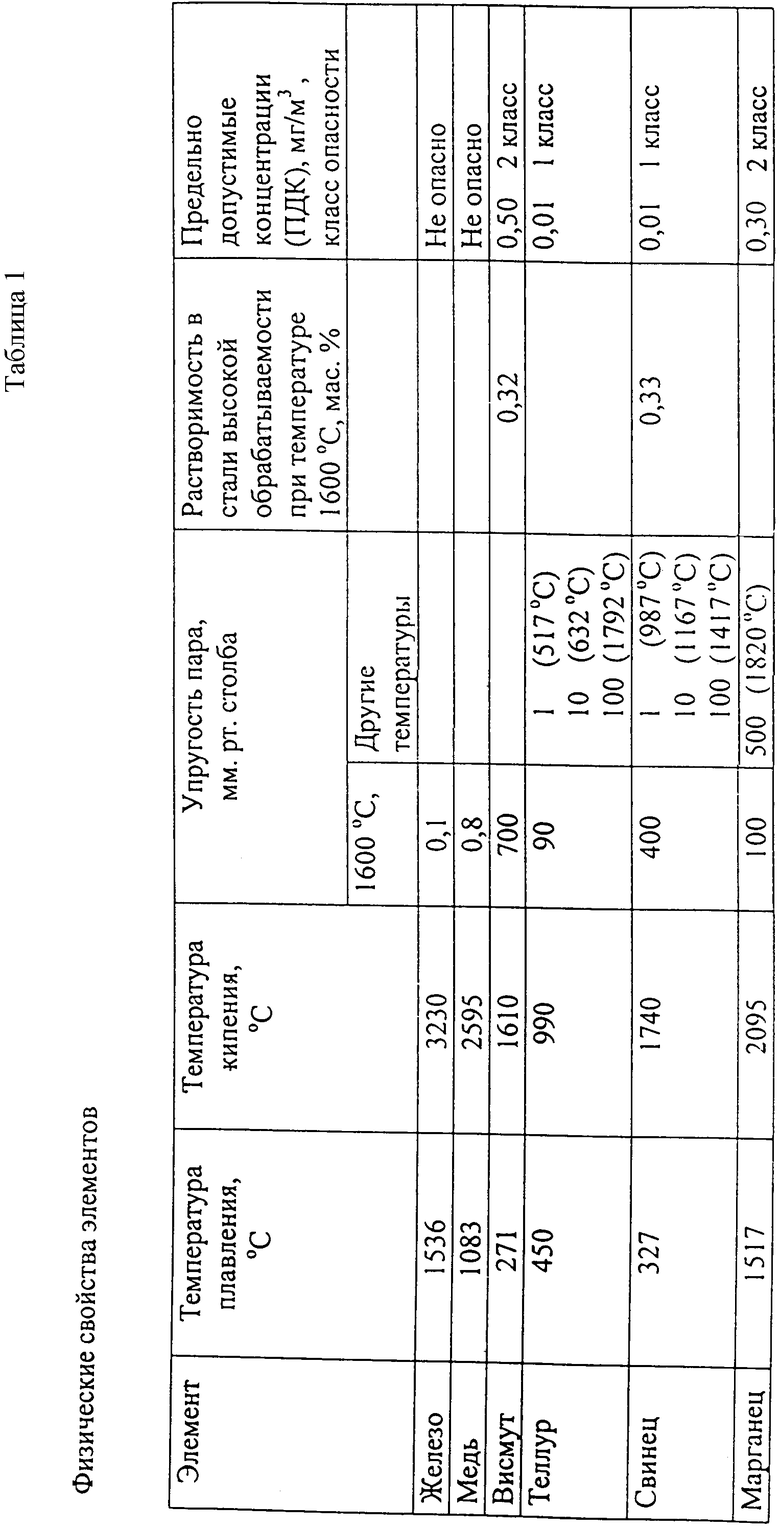
Согласно предлагаемому изобретению повышающие обрабатываемость стали легколетучие металлы с низкой температурой кипения и высокой упругостью паров (висмут, теллур, свинец) вводятся в расплав в виде сплава на основе меди (металла с низкой упругостью паров и высокой температурой кипения, справочная таблица 1). Установлено, что такое введение легколетучих металлов за счет уменьшения давления паров сплава на основе меди (у меди упругость пара в 110-875 раз ниже по сравнению с легколетучими металлами) практически исключает их испарение, приводит к существенному уменьшению их потерь (до 12-20%) и стоимости легирования, а также к уменьшению содержания паров этих металлов и их оксидов в рабочей зоне до концентраций менее ПДК. При этом достигается равномерное распределение в заготовках оптимальных по размерам (5-20 мкм) включений легколетучих легирующих металлов, что обеспечивает стабильные значения и более высокие, чем в прототипе, обрабатываемость и механические свойства, превышающие значения, заданные техническими условиями [5].
Установлено, что содержание в сплаве легколетучих металлов (висмут, теллур, свинец), повышающих обрабатываемость, более 60% приводит к заметному ускорению испарения этих металлов, которое сопровождается увеличением потерь в расплаве висмута, теллура, свинца (до величин более 20%) и превышением ПДК паров этих металлов и их оксидов в рабочей зоне. Кроме этого, происходит увеличение размера частиц висмута, теллура, свинца (до 30-50 мкм), что снижает общее их количество и равномерность распределения в объеме заготовки стали и приводит к снижению ее обрабатываемости и механических свойств.
Содержание в сплаве легколетучих металлов (висмут, теллур, свинец), повышающих обрабатываемость, менее 50% приводит к увеличению концентрации меди в стали выше допустимой (0,25-0,30%, [5]) и снижению обрабатываемости заготовки из-за уменьшения размера частиц легколетучих металлов (висмута, теллура, свинца) до 1-5 мкм, при которых они слабо повышают обрабатываемость стали.
Использование для легирования стали сплава, содержащего 50-60 мас.% одного или нескольких элементов из ряда: висмут, теллур, свинец, остальное - медь, позволяет уменьшить потери легколетучих металлов и содержание их паров в рабочей зоне (менее ПДК), обеспечить с запасом необходимые [5] и более высокие по сравнению с прототипом обрабатываемость и механические свойства за счет повышения равномерности распределения включений легирующих металлов и оптимальности их размеров (5-20 мкм, 70-90% от общего их количества).
Экспериментально установлено, что содержание в стали высокой обрабатываемости резанием более 0,25% одного или нескольких металлов из группы: висмут, теллур, свинец, приводит к существенному повышению стоимости изделия, увеличению потерь легколетучих металлов и содержания их паров в рабочей зоне, а также к снижению уровня обрабатываемости и механических свойств изделия из-за неравномерного распределения в заготовках включений висмута, теллура, свинца неоптимального (30-50 мкм) размера.
Содержание в стали менее 0,10% одного или нескольких металлов из группы: висмут, теллур, свинец, сопровождается снижением обрабатываемости заготовки из-за уменьшения размера частиц легколетучих металлов (висмута, теллура, свинца) до 1-5 мкм, при которых они слабо повышают обрабатываемость стали.
Использование в изделии из стали высокой обрабатываемости резанием содержаний одного или нескольких металлов из группы: висмут, теллур, свинец, в пределах 0,10-0,25 мас.% позволяет снизить стоимость стали за счет уменьшения потерь этих легколетучих металлов, обеспечить необходимые [5] и более высокие по сравнению с прототипом обрабатываемость и механические свойства изделия за счет повышения равномерности распределения и оптимальности размеров включений металлов (5-20 мкм, 70-90% от общего их количества), улучшить санитарно-гигиенические условия рабочей зоны.
Новизна заявляемого способа легирования стали высокой обрабатываемости резанием и изделия в виде заготовки стали, полученной по этому способу, обусловлена отсутствием в патентах и литературе способов легирования стали высокой обрабатываемости резанием путем введения в расплав легколетучих элементов, повышающих обрабатываемость стали, в виде сплава на основе меди (металла с низкой упругостью паров и высокой температурой кипения) при соотношении элементов в заявляемых пределах.
Использование для введения в расплав легколетучих элементов, повышающих обрабатываемость стали, сплава на основе меди (металла с низкой упругостью паров и высокой температурой кипения), приводит к снижению стоимости стали за счет уменьшения потерь легколетучих металлов, обеспечению необходимых обрабатываемости и механических свойств заготовок за счет повышения равномерности распределения частиц легирующих металлов оптимального размера, улучшению санитарно-гигиенических условий рабочей зоны. Все вышеизложенное не вытекает из металлургической практики и не обнаружено в источниках информации, что определяет неочевидность заявляемого способа.
Примеры конкретного выполнения.
Выплавку сплава на основе меди (марка МЗ, 99,6% меди), содержащего легколетучие металлы (висмут, теллур, свинец), проводили в печи Таммана с трубчатым графитовым нагревательным элементом и аспирацией воздуха рабочей зоны. Медь марки МЗ плавилась при температуре 1100-1150°С в тигле из плавленого глинозема, помещенного внутрь нагревательного элемента. В полученный расплав меди (весом около 1,2 кг) вводили висмут (97,5%) до получения сплава состава №1 (таблица 2). После отбора примерно 0,5 кг расплава в кварцевую трубку в оставшийся в тигле расплав вводили висмут и отбирали около 0,5 кг сплава №2 (таблица 2). Аналогичным образом последовательно получали по 0,4-0,5 кг сплавов №3 и 4. Потери висмута из-за невысокой упругости его паров при температуре плавления меди не превышали 5%.
Сплавы №9-12 получали последовательной присадкой теллура в расплав меди (весом около 1,2 кг) и отбором по 0,4-0,5 кг сплава каждого состава в кварцевые трубки. Сплавы №5-8 получали после плавления в тигле бронзы безоловянной марки БрС30 (ГОСТ 493-79), содержащей 30,4% свинца, и присадки в нее последовательно свинца (марка С3, 99,9% свинца, ГОСТ 3778-77). Сплавы №13-16 получали последовательной присадкой необходимых количеств висмута, теллура и свинца в расплав бронзы марки БрС30. Потери легирующих легколетучих металлов при температуре плавления меди и бронзы не превышали 5%.
Сплав №17 получали в среде аргона плавлением в тигле при температуре около 1600°С металлического марганца (марка Мн997, содержание марганца 99,75%, ГОСТ 6008-90) и присадкой в расплав висмута (потери около 40%).
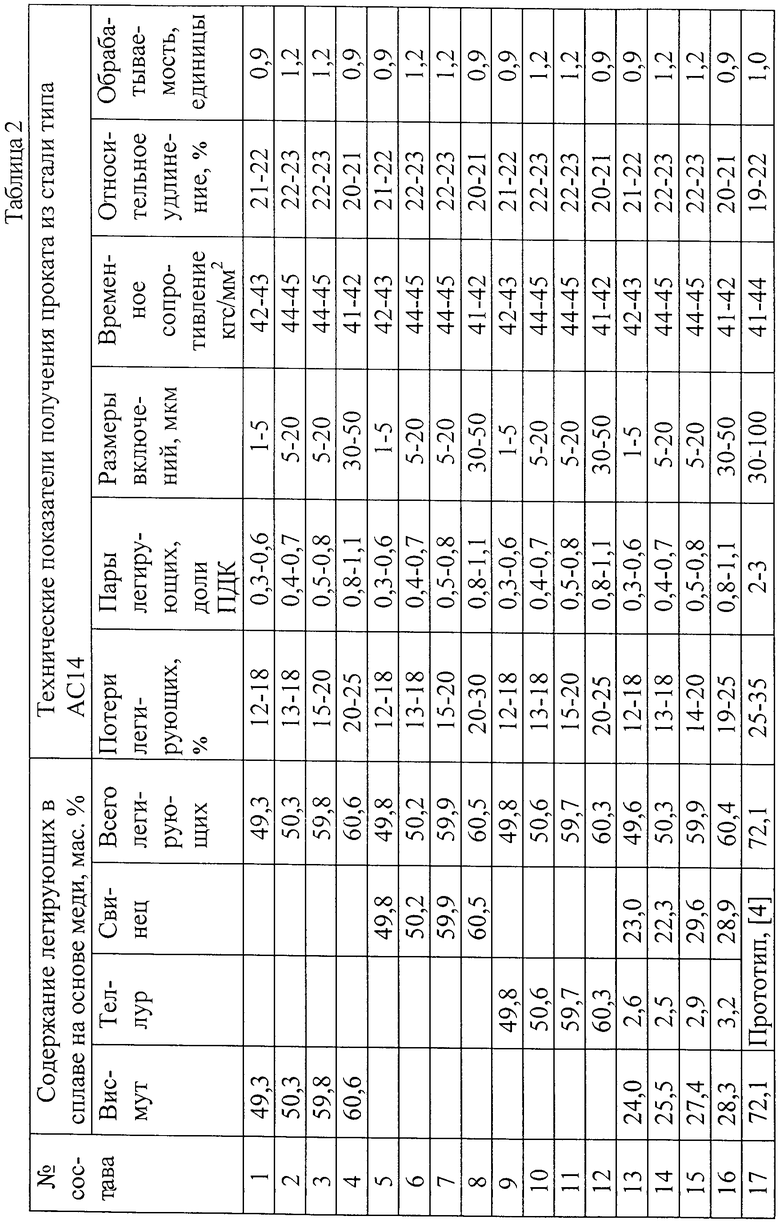
Опытные плавки по легированию стали АС 14 [5], содержащей (мас.%): углерод - 0,12; кремний - 0,11; марганец - 1,22; хром - 0,06; никель - 0,07; медь - 0,06; сера - 0,18; фосфор - 0,06, легколетучими металлами, повышающими обрабатываемость резанием, в соответствии с заявляемым способом и прототипом проводили в открытой индукционной печи емкостью 20 кг (таблица 2). Легирование стали осуществляли сплавами различного состава на основе меди (по 2-4 опыта на состав). Полученные слитки диаметром около 100 мм катали на пруток диаметром 25 мм, из которого готовили образцы (без термической обработки) для механических испытаний и металлографических исследований размера частиц металлов, повышающих обрабатываемость. Замеры концентраций паров легколетучих металлов в рабочей зоне проведены работниками СЭС. Обрабатываемость оценивалась в равных условиях в условных единицах (1,0 - прототип) по стойкости резцов. Данные исследований приведены в таблице 2.
Из таблицы 2 следует, что содержание в сплаве легколетучих металлов (висмут, теллур, свинец), повышающих обрабатываемость, более 60% (сплавы №4, 8, 12, 16) приводит к заметному увеличению их потерь в расплаве (до 20-30%) и превышению ПДК паров этих металлов и их оксидов в рабочей зоне. Кроме этого, происходит увеличением размера частиц висмута, теллура, свинца (до 30-50 мкм), что снижает общее их количество и равномерность распределения в объеме заготовки и приводит к уменьшению обрабатываемости до 0,9, временного сопротивления до 41-42 кгс/мм2 (допускается не менее 42 [5]), относительного удлинения до 20-21% (допускается не менее 20% [5]).
Содержание в сплаве легколетучих металлов (висмут, теллур, свинец), повышающих обрабатываемость, менее 50% (сплавы №1, 5, 9, 13 таблица 2), приводит к снижению обрабатываемости заготовки до 0,9 из-за уменьшения размера частиц легколетучих металлов (висмута, теллура, свинца) до 1-5 мкм, при которых они слабо повышают обрабатываемость стали.
Использование для легирования стали сплава, содержащего 50-60% одного или нескольких элементов из ряда: висмут, теллур, свинец, остальное - медь (составы 2-3, 6-7, 10-11, 14-15 таблица 2), позволяет по сравнению с прототипом [4] обеспечить обрабатываемость на уровне 1,2 (прототип 1,0), временное сопротивление - 44-45 кгс/мм2 (прототип 41-44), относительное удлинение - 22-23% (прототип 19-22%) за счет повышения равномерности распределения включений легирующих металлов и оптимальности их размеров (5-20 мкм, 70-90% от общего их количества, прототип - 30-100 мкм), снизить стоимость стали за счет сокращения потерь легколетучих металлов, а также уменьшить содержание их паров в рабочей зоне до 0,4-0,8 ПДК (прототип - 2-3 ПДК).
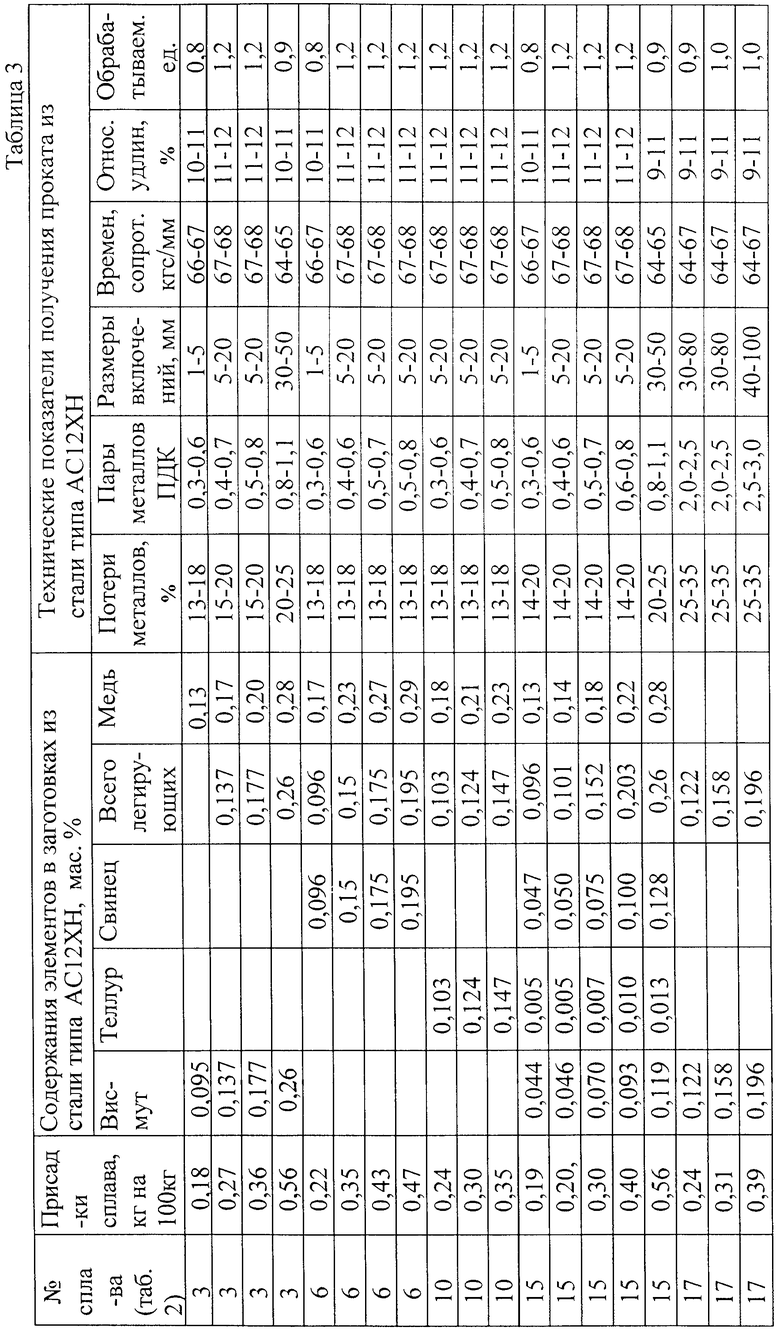
Полупромышленные опыты по выплавке стали высокой обрабатываемости типа АС12ХН [5], содержащей (мас.%): углерод - 0,13; кремний - 0,33; марганец - 0,54; хром - 0,62; никель - 0,74; сера - 0,032; фосфор - 0,031, в соответствии с заявляемым способом и прототипом проводили (по 2-4 опыта с каждым составом сплава) в 100 - кг индукционной печи с аспирацией воздуха рабочей зоны (таблица 3). В соответствии с прототипом [4] свинец (0,15-0,30%) в стали АС12ХН [5] полностью заменялся висмутом (таблица 3). В соответствии с предлагаемым способом и прототипом расплав стали указанного состава легировали по 3-5 вариантам введения соответствующего сплава (№3, 6, 10, 15, (17 - прототип), таблица 3). Расплав стали (100 кг) легировали в печи перед самым выпуском сплавом на основе меди и разливали по 20-33 кг в 30 кг изложницу, а затем катали на круг 25 мм. Из оставшегося в печи расплава последовательно получали еще два, три или четыре варианта (микролегирование в печи 67 и 33 кг расплава - варианты сплава №10 и 17; 75, 50, 25 кг расплава - вариант сплава №6; 80, 60, 40, 20 кг расплава - вариант сплава №15). В таблице 3 приведены по три-пять вариантов состава заготовок стали диаметром 25 мм, легированной легколетучими металлами, повышающими обрабатываемость стали резанием, по предлагаемому способу и прототипу (сплав №17). Присадки сплава на основе меди приведены в кг на 100 кг расплава. Прутки стали типа АС12ХН после различных вариантов легирования подвергали закалке в масле после нагрева до температуры 910°С, а затем отпуску на воздухе при температуре 160°С [5]. Обрабатываемость оценивалась в равных условиях в условных единицах (1,0 - прототип) по стойкости резцов. Замеры концентраций паров легколетучих металлов в рабочей зоне проведены работниками СЭС.
Из таблицы 3 следует, что содержание в стали типа АС12ХН высокой обрабатываемости резанием более 0,25% одного или нескольких металлов из группы: висмут, теллур, свинец, приводит к увеличению потерь легколетучих металлов (до 20-25%) и содержаний их паров в рабочей зоне (до 0,8-1,1 ПДК), а также к снижению уровня обрабатываемости до 0,9, временного сопротивления до 64-65 кгс/мм2 (допустимое по [5] 65 кгс/мм2), относительного удлинения до 10-11% (допустимое по [5] 10%) за счет неравномерного распределения в заготовках включений висмута, теллура, свинца неоптимального (30-50 мкм) размера.
Содержание в стали менее 0,10% одного или нескольких металлов из группы: висмут, теллур, свинец, сопровождается снижением обрабатываемости заготовки до 0,8 (таблица 3) из-за уменьшения размера частиц легколетучих металлов (висмута, теллура, свинца) до 1-5 мкм, при которых они слабо повышают обрабатываемость стали.
Использование в изделии из стали высокой обрабатываемости резанием содержаний одного или нескольких металлов из группы: висмут, теллур, свинец, в пределах 0,10-0,25% позволяет уменьшить потери этих легколетучих металлов (до 13-20%), обеспечить более высокие (1,2) по сравнению с прототипом (1,0) обрабатываемость, временное сопротивление - 67-68 кгс/мм2 (прототип - 65-66 кгс/мм2), относительное удлинение - 11-12% (прототип - 10-11%) за счет повышения равномерности распределения и оптимальности (5-20 мкм, 70-90% от общего их количества) размеров включений металлов, улучшить санитарно-гигиенические условия рабочей зоны (0,4-0,8 ПДК, прототип-2-3 ПДК) (таблица 3).
Из стали типа АС12ХН, легированной висмутом, теллуром и свинцом по предлагаемому способу с использованием сплава на основе меди с содержанием указанных элементов в заявляемых пределах, изготовлена полупромышленная партия заготовок стали высокой обрабатываемости резанием (круг 25 мм) для изготовления на станках автоматах крепежа (болтов, гаек, винтов и других деталей машиностроения). Заготовки из сталей высокой обрабатываемости резанием, выплавленный в соответствии с заявленным способом легирования, полностью удовлетворяет требованиям [5]. Такие заготовки по сравнению с прототипом [4] имеет лучшую обрабатываемость, особенно при скоростях резания свыше 100 м/мин, с образованием сыпучей стружки и обеспечивает высокое качество получаемого крепежа (низкая погрешность обработки, высокая точность размеров, низкая шероховатость).
Источники информации
1. Авторское свидетельство СССР №340311, Бюл. №43, 1977 г.
2. Патент Российской Федерации №2139353, Бюл. №28, 1999 г.
3. Патент Российской Федерации №2163933, Бюл. №7, 2001 г.
4. Патент Российской Федерации №2139354, Бюл. №28, 1999 г.
5. ГОСТ 1414-75. Прокат из конструкционной стали высокой обрабатываемости резанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТАНДАРТНОГО ОБРАЗЦА СОСТАВА СТАЛИ, ЧУГУНА ИЛИ СПЛАВА, МИКРОЛЕГИРОВАННЫХ ЛЕГКОЛЕТУЧИМИ МЕТАЛЛАМИ (ВАРИАНТЫ), СТАНДАРТНЫЙ ОБРАЗЕЦ СОСТАВА СТАЛИ, ЧУГУНА ИЛИ СПЛАВА, МИКРОЛЕГИРОВАННЫХ ЛЕГКОЛЕТУЧИМИ МЕТАЛЛАМИ, С АТТЕСТОВАННЫМ СОДЕРЖАНИЕМ ОДНОГО ИЛИ НЕСКОЛЬКИХ МЕТАЛЛОВ, ВЫБРАННЫХ ИЗ ГРУППЫ, ВКЛЮЧАЮЩЕЙ СВИНЕЦ, ВИСМУТ, СУРЬМУ, ТЕЛЛУР, ЦИНК, ОЛОВО, МЕДЬ, АЛЮМИНИЙ | 2008 |
|
RU2379647C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ | 1998 |
|
RU2139353C1 |
| СПОСОБ ЛЕГИРОВАНИЯ ВИСМУТОМ КОНСТРУКЦИОННЫХ СТАЛЕЙ ВЫСОКОЙ ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ | 1998 |
|
RU2139354C1 |
| МАРТЕНСИТНАЯ КОРРОЗИОННО-СТОЙКАЯ ХРОМСОДЕРЖАЩАЯ СТАЛЬ С УЛУЧШЕННОЙ ОБРАБАТЫВАЕМОСТЬЮ РЕЗАНИЕМ | 2015 |
|
RU2586933C1 |
| СПОСОБ ПРОИЗВОДСТВА АВТОМАТНОЙ СТАЛИ АМ14 | 2010 |
|
RU2437739C1 |
| АВТОМАТНАЯ СТАЛЬ | 1996 |
|
RU2106427C1 |
| МАРТЕНСИТНО-ФЕРРИТНАЯ КОРРОЗИОННО-СТОЙКАЯ ХРОМОНИКЕЛЕВАЯ СТАЛЬ С УЛУЧШЕННОЙ ОБРАБАТЫВАЕМОСТЬЮ РЕЗАНИЕМ | 2015 |
|
RU2586949C1 |
| ЛЕГКООБРАБАТЫВАЕМАЯ КОНСТРУКЦИОННАЯ ХРОМОНИКЕЛЕВАЯ СТАЛЬ | 2014 |
|
RU2570601C1 |
| ЛЕГКООБРАБАТЫВАЕМАЯ КОНСТРУКЦИОННАЯ ХРОМОМАРГАНЦЕВОМОЛИБДЕНОВАЯ СТАЛЬ | 2014 |
|
RU2557860C1 |
| ЛЕГКООБРАБАТЫВАЕМАЯ КОНСТРУКЦИОННАЯ ХРОМОМАРГАНЦЕВОНИКЕЛЕВАЯ СТАЛЬ | 2014 |
|
RU2561558C1 |
Изобретение относится к черной металлургии, в частности к технологии легирования стали высокой обрабатываемости резанием элементами, повышающими ее обрабатываемость. Способ легирования стали высокой обрабатываемости резанием для заготовок, суммарное содержание в котором одного или нескольких легколетучих металлов из висмута, теллура, свинца составляет 0,10-0,25 мас.%, включает введение в расплав стали легирующих элементов, в виде сплава на основе меди, содержащего один или несколько из указанных металлов, суммарное содержание которых в нем составляет 50-60 мас.%. Изделие в виде заготовки из стали высокой обрабатываемости резанием, суммарное содержание в которой одного или нескольких металлов из висмута, теллура, свинца составляет 0,10-0,25 мас.%, полученной способом п.1. Использование изобретения позволяет уменьшить потери легирующих элементов, повысить равномерность распределения включений легирующих элементов оптимального размера. 2 н.п. ф-лы, 3 табл.
1. Способ легирования стали высокой обрабатываемости резанием для заготовок, суммарное содержание в которой одного или нескольких легколетучих металлов из висмута, теллура, свинца составляет 0,10-0,25 мас.%, включающий введение в расплав стали легирующих элементов в виде сплава на основе меди, содержащего один или несколько из указанных металлов, суммарное содержание которых в нем составляет 50-60 мас.%.
2. Изделие в виде заготовки из стали высокой обрабатываемости резанием, суммарное содержание в которой одного или нескольких металлов из висмута, теллура, свинца составляет 0,10-0,25 мас.%, полученной способом по п.1.
| СПОСОБ ЛЕГИРОВАНИЯ ВИСМУТОМ КОНСТРУКЦИОННЫХ СТАЛЕЙ ВЫСОКОЙ ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ | 1998 |
|
RU2139354C1 |
| АВТОМАТНАЯ СТАЛЬ | 1996 |
|
RU2106427C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ ВИСМУТОМ | 1999 |
|
RU2163933C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ | 1998 |
|
RU2139353C1 |
| Способ легирования стали | 1970 |
|
SU340311A1 |

