Изобретение относится к черной металлургии, а именно к производству непрерывнолитых заготовок из автоматной стали с высокой обрабатываемостью резанием для изготовления деталей в автомобилестроении.
Известна сталь, содержащая, мас.%:
углерод - 0,17 - менее 0,2;
кремний - 0,17-0,37;
марганец - 0,8-1,1;
хром - 1,0-1,3;
свинец - 0,1-0,25;
сера - 0,02-0,04;
титан - 0,03-0,06;
железо и примеси - остальное.
В разделе описания данной стали "осуществление изобретения" предлагается способ производства, включающий выплавку в электропечи с доводкой по составу и температуре на агрегате ковш-печь (АКП) с разливкой в слитки. Разливка и легирование свинцом проводится в специальном отделении, оборудованном дозирующим устройством и отсосом возгонов свинца [1].
Известна сталь АС14, содержащая, мас.%:
углерод - 0,10-0,17;
кремний - не более 0,12;
марганец - 1,0-1,3;
сера - 0,15-0,30;
фосфор - не более 0,1;
свинец - 0,15-0,30;
железо и примеси - остальное.
ГОСТ 1414-75 содержит технические условия, то есть требования к химическому составу и механическим свойствам, но не описывает способ производства данной стали [2]. Выплавку данной стали, разливку и прокатку слитков проводят в соответствии с техническими инструкциями предприятий. Основной особенностью данных сталей является наличие в матрице специальных, контролируемых по составу и структуре неметаллических включений - сульфидов, а также включений свинца. Недостатками этих сталей является способ ее получения - разливкой в слитки и токсичность свинца, относящегося к элементам первого класса опасности. Для производства свинецсодержащей стали в сталеплавильных цехах применяются достаточно сложные устройства для аспирации образующихся газов. В прокатных цехах задача защиты от соединений свинца практически неразрешима.
Производство таких сталей в виде непрерывнолитой заготовки считалось технически неосуществимым. Близкого аналога, описывающего способ производства свинецсодержащих или висмутсодержащих сталей, патентный поиск не выявил.
Основная техническая задача изобретения состоит в создании способа производства висмутсодержащей стали с высоким содержанием серы в виде непрерывнолитой заготовки, обеспечивающего высокий уровень механических свойств по всему сечению и объему проката с сохранением обрабатываемости на уровне свинецсодержащей стали и улучшение экологической обстановки в металлургической промышленности.
Задача решается при способе производства стали, включающем выплавку в сталеплавильном агрегате полупродукта основного состава, содержащего углерод, марганец, кремний, железо; выпуск в сталеразливочный ковш, внепечную обработку с вводом в расплав компонентов для доведения химического состава и микролегирования, разливку стали с высоким содержанием серы на МНЛЗ способом «под уровень» в виде непрерывнолитой заготовки следующего химического состава в мас.%:
углерод - не более 0,16;
кремний - не более 0,35;
марганец 1,0-1,5;
сера 0,08-0,35;
фосфор 0,06-0,15;
алюминий - не более 0,03;
висмут 0,06-0,12;
железо и примеси - остальное.
Содержание углерода не более 0,16% обеспечивает получение необходимых механических характеристик. При превышении верхнего содержания снижается пластичность и увеличивается твердость, что не позволяет использовать сталь по прямому назначению.
Содержание марганца и серы обеспечивает соотношение, равное 2,9…18,75. При таком соотношении проявление в стали эффекта красноломкости менее вероятно. Количественное содержание серы ниже 0,08% приводит к снижению обрабатываемости.
Минимальное содержание висмута в стали 0,06% обусловлено достижением обрабатываемости на уровне свинецсодержащей стали. Максимальное содержание 0,12% экспериментально подобрано для оптимальных условий разливки на МНЛЗ, соблюдения требований по предельно-допустимой концентрации (ПДК) висмута в воздухе (установлена на уровне 0,5 мг/м3).
Нижнее количественное содержание фосфора 0,06% обеспечивает увеличение обрабатываемости стали. При концентрации фосфора, превышающей значение 0,15%, проявляется его негативное влияние на пластичность металла. Присутствие алюминия необходимо для качественного раскисления металла. Максимальное содержание алюминия 0,03% ограничено влиянием на разливаемость стали на МНЛЗ.
Использование результатов термодинамического расчета фазовых равновесий в системе Fe-Mn-Si-O позволили теоретически определить требуемое оптимальное отношение [Mn]/[Si] с целью получения жидких шлаковых образований, которые не оказывают влияния на процесс непрерывной разливки стали. При разливке низкоуглеродистых сталей отношение [Mn]/[Si]≤3 является критическим и при раскислении полупродукта должно быть выдержано данное соотношение концентраций [Мn] и [Si].
По своим физическим свойствам висмут является близким аналогом свинца. Однако висмут отличается от свинца более низкой температурой кипения (температура кипения свинца 1740°С, а висмута - 1560°С), следовательно - большей летучестью.
В процессе внепечной обработки стали при практически постоянной продувке аргоном после наведения целевого содержания элементов основного состава и присадки проволоки, содержащей элементарную серу, производят легирование металла с вводом висмута в виде наполнителя порошковой проволоки MnBi (20/80). Затрудняет введение висмута высокая упругость его паров при температуре внепечной обработки. Поэтому перед подачей порошковой проволоки шлак загущают магнезитовым порошком для получения минимальной газопроницаемости и температура стали должна быть на минимально возможном уровне, необходимом для разливаемости ее на МНЛЗ. После проведения операции легирования на поверхности шлака образуется корка, препятствующая удалению висмута в газообразном состоянии. Разливаемость металла на МНЛЗ обеспечивается определенной последовательностью раскисления стали, ввода легирующих материалов (сера, висмут) и технологическими параметрами процесса разливки (скорость, режим охлаждения). Перегрев стали над температурой ликвидус в промежуточном ковше должен составлять 15-25°С. Также при разливке шлаковый покров в промежуточном ковше регулярно должен загущаться магнезитовым порошком и его основность не должна превышать значения 1,5.
При наведении шлака в кристаллизаторе необходимо использовать шлакообразующие смеси, рекомендованные производителями для разливки автоматных марок стали.
Практический пример выполнения.
В СПА выплавляют сталь основного состава, содержащую углерод, марганец, кремний, железо и неизбежные примеси, после нагрева до 1630-1640°С выпускают в сталеразливочный ковш и до его наполнения вводят в донную зону ковша компоненты для раскисления с учетом выполнения в металле соотношения [Mn]/[Si]≤3. Достаточно глубокое раскисление стали вторичным алюминием на сливе из СПА в ковше необходимо для получения оптимальных условий всплытия образовавшихся крупных оксидов алюминия.
После выпуска плавки из СПА производят удаление печного шлака из сталеразливочного ковша. При внепечной обработке с продувкой металла аргоном наводят известково-глиноземистый шлак присадками извести и алюмосодержащего материала. После получения марочного содержания основных элементов (углерод, марганец, кремний, фосфор) для достижения целевой концентрации серы с помощью трайб-аппарата вводят проволоку с наполнителем - элементарная сера. Перед присадкой проволоки для снижения активности шлака производится присадка магнезитового порошка в количестве 80-100 кг на стальковш вместимостью 50 т. Затем нагревают металл до температуры, гарантирующей перегрев металла над температурой ликвидус стали в промежуточном ковше при разливке на МНЛЗ, в пределах 15-25°С с учетом потерь температуры при последующем легировании висмутом.
Ввод висмута в сталь осуществляют порошковой проволокой с наполнителем MnBi (20/80) после дополнительного загущения магнезитовым порошком.
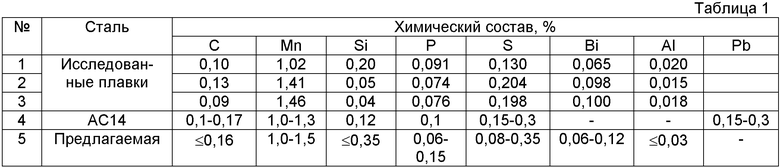
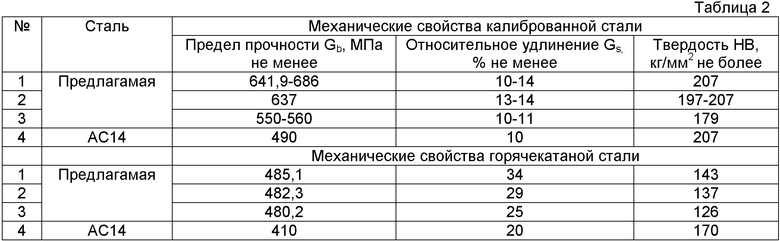
Разливку на МНЛЗ производят с защитой металла от вторичного окисления способом «под уровень». Оголение поверхности металла в промковше (искрение) не допускают. В течение разливки шлаковый покров в промежуточном ковше загущают разовыми присадками магнезитового порошка 5-10 кг. Рекомендуемая скорость разливки для заготовки сечением 150×150 мм составляет 1,8…2,1 м/мин. Предложенным способом провели три плавки стали AM14. Полученный химический состав в сравнении с прототипом приведен в таблице 1. Результаты исследования механических свойств известной и предлагаемой калиброванной и горячекатаной стали приведены в таблице 2.
Предложенный химический состав, способ раскисления, выплавки и разливки позволяет получать горячекатаную продукцию с выполнением требований по механическим свойствам для стали АС14 согласно ГОСТ 1414. Кроме того, имеющийся запас по пластичности и получаемая твердость на горячекатаном металле позволяет калибровать данный металл в холодном состоянии без проведения предварительной термообработки (смягчающего отжига), при этом обеспечивается выполнение требований по механическим свойствам калиброванного металла из стали марки АС14. Для оценки обрабатываемости стали на базе ООО «ПРОСАМ», г.Рязань, были изготовлены детали с токарно-автоматной обработкой, с нарезанием метчиком резьбы в глухих внутренних отверстиях. По итогам опытной партии были получены положительные результаты: стабильная точность контролируемых размеров деталей с хорошей чистотой обработки и без расслоения металла при накатке резьбы.
Источники информации
1. RU 2383651 С2, С22С 38/60, 26.11.2007.
2. ГОСТ 1414-75, Госстандарт России, М., 1992, с.4-5, 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТНЫЕ ВИСМУТСОДЕРЖАЩИЕ СТАЛИ | 2012 |
|
RU2503737C1 |
| СРЕДНЕУГЛЕРОДИСТАЯ АВТОМАТНАЯ СТАЛЬ | 2014 |
|
RU2544981C1 |
| НИЗКОЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ СТАЛЬ С ПОВЫШЕННОЙ ОБРАБАТЫВАЕМОСТЬЮ | 2014 |
|
RU2564502C1 |
| СПОСОБ ПРОИЗВОДСТВА БОРСОДЕРЖАЩЕЙ СТАЛИ | 2011 |
|
RU2477324C1 |
| СПОСОБ ПРОИЗВОДСТВА БОРСОДЕРЖАЩЕЙ СТАЛИ | 2011 |
|
RU2492248C2 |
| НИЗКОУГЛЕРОДИСТАЯ АВТОМАТНАЯ СТАЛЬ | 2023 |
|
RU2814575C1 |
| СПОСОБ ПРОИЗВОДСТВА КОРРОЗИОННОСТОЙКОЙ ТИТАНСОДЕРЖАЩЕЙ СТАЛИ | 2020 |
|
RU2786736C2 |
| НИЗКОЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ СТАЛЬ С ПОВЫШЕННОЙ ПРОЧНОСТЬЮ | 2012 |
|
RU2505618C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКА ИЗ СРЕДНЕУГЛЕРОДИСТОЙ СТАЛИ | 2004 |
|
RU2285053C2 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА ИЗ СРЕДНЕЛЕГИРОВАННОЙ СТАЛИ | 2004 |
|
RU2276192C1 |
Изобретение относится к металлургии, а именно к производству непрерывнолитых заготовок из автоматной стали. Способ включает выплавку полупродукта в сталеплавильном агрегате, раскисление стали алюминием на сливе из сталеплавильного агрегата в ковш, введение в донную зону ковша компонентов для раскисления при оптимальном соотношении [Mn]/[Si]≤3, внепечную обработку при продувке аргоном с наведением известково-глиноземистого шлака, введение порошковой проволоки с наполнителем элементарная сера после загущения шлака магнезитовым порошком, последующий ввод порошковой проволоки с наполнителем MnBi, разливку на МНЛЗ способом «под уровень» с получением непрерывнолитой заготовки из автоматной стали следующего состава в мас.%: углерод - не более 0,16; кремний - не более 0,35; марганец 1,0-1,5; сера 0,08-0,35; фосфор 0,06-0,15; алюминий - не более 0,03; висмут 0,06-0,12; железо и примеси - остальное. Использование изобретения обеспечивает высокий уровень механических свойств по всему сечению и объему непрерывнолитой заготовки. 2 табл.
Способ производства непрерывнолитых заготовок из автоматной стали, включающий выплавку полупродукта в сталеплавильном агрегате, раскисление стали алюминием на сливе из сталеплавильного агрегата в ковш, введение в донную зону ковша компонентов для раскисления при оптимальном соотношении [Mn]/[Si]≤3, внепечную обработку при продувке аргоном с наведением известково-глиноземистого шлака, введение порошковой проволоки с наполнителем элементарная сера после загущения шлака магнезитовым порошком, последующий ввод порошковой проволоки с наполнителем MnBi, разливку на МНЛЗ способом «под уровень» с получением непрерывно-литой заготовки из автоматной стали следующего состава, в мас.%:
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТЫХ СОРТОВЫХ ЗАГОТОВОК ИЗ ВЫСОКОУГЛЕРОДИСТОЙ АВТОМАТНОЙ СТАЛИ | 1993 |
|
RU2063298C1 |
| СПОСОБ ЛЕГИРОВАНИЯ ВИСМУТОМ КОНСТРУКЦИОННЫХ СТАЛЕЙ ВЫСОКОЙ ОБРАБАТЫВАЕМОСТИ РЕЗАНИЕМ | 1998 |
|
RU2139354C1 |
| АВТОМАТНАЯ ЛЕГИРОВАННАЯ СТАЛЬ | 1997 |
|
RU2128725C1 |
| Способ раскисления стали | 1972 |
|
SU438716A1 |
| СПОСОБ ПРОИЗВОДСТВА АВТОМАТНОЙ СТАЛИ | 0 |
|
SU313372A1 |

