Изобретение относится к области металлообработки, в частности к переносным установкам для механической обработки цилиндрических поверхностей крупногабаритных изделий, а именно к обработке роторов турбин тепловых и атомных электростанций (АЭС).
В процессе работы происходит износ роторов турбин из-за эрозионного воздействия и механических повреждений. В период ремонта и реконструкции турбин К-500-65/300, установленных на АЭС, возникает необходимость восстановления геометрических размеров роторов в соответствии с заводскими чертежами механическим путем. Для этого необходимо выполнять следующие трудоемкие операции: проточка хвостовиков рабочих лопаток, устанавливаемых взамен поврежденных на диски роторов, и бандажей рабочих лопаток; обработку цилиндрических и торцевых поверхностей роторов турбин, поврежденных эрозионным износом, для выполнения наплавки и проточке после наплавки в заданные заводскими чертежами размеры; шлифовка поверхности роторов для обеспечения требуемой чистоты поверхностей. На тепловых электростанциях эти операции выполняются на заводских станках. Для АЭС возникают трудности отправки роторов на заводы-изготовители из-за: радиоактивного загрязнения роторов, проблем дезактивации, транспортирования (вес роторов составляет от 27 до 39 т, диаметр до 3 м при длине 6-7 м). Известно устройство для механической обработки поверхности сварных патрубков (авт. св. СССР №57163, МКИ: В23В 5/12), содержащее размещенный и поддерживаемый опорами в патрубке корпус, выполненный в виде двух частей, одна из которых, установленная с возможностью вращения и несет выдвижной инструмент. Указанное устройство позволяет осуществлять срезку сварного шва в месте соединения патрубков, но с помощью этого устройства нельзя осуществлять расточку цилиндрической поверхности деталей большого диаметра. Известен также станок для обработки кольцевых кромок (авт. св. СССР №753543, МКИ: В23В 5/12), содержащий установленную в корпусе планшайбу с резцедержателями, привод вращения планшайбы и механизм подачи. Недостатком известного станка является его невысокая точность, обусловленная малой жесткостью технологической системы «станок - инструмент - деталь». Известен переносной станок для расточки изделий (патент РФ №2086363, МКИ: В23В 45/02, 41/12), включающий несущее основание с элементами крепления его на цилиндрической поверхности, обрабатывающую головку, закрепленную на несущем основании с возможность продольно-поперечного перемещения и привод несущего основания. Недостатком является то, что с помощью его нельзя качественно обработать поверхность большого диаметра. Существует проблема при ремонте турбин атомных станций, т.к. трудно обеспечить полную дезактивацию и демонтаж турбины и транспортировку ее на завод. Имеющееся штатное заводское оборудование позволяет обрабатывать вал, полностью освобожденный от дисков турбинных лопаток. Технологический процесс восстановления и обработки шеек вала турбины не только трудно реализуем практически, но и связан с большими экономическими затратами.
Ближайшим аналогом заявляемого технического решения является способ ремонта шейки вала ротора турбины по месту ее эксплуатации, описанный в патенте SU 1791906 A1, 14.01.1991, Н02К 15/00, 3 стр., в котором ротор устанавливают на роликовые опоры, приводят ротор во вращение и производят механическую обработку поверхности вала.
Задача, решаемая заявляемым техническим решением, заключается в разработке способа более точной механической обработки цилиндрических поверхностей ротора турбины непосредственно по месту ее эксплуатации.
Сущность данного технического решения заключается в том, что в способе ремонта вала ротора турбины по месту ее эксплуатации, включающем установку ротора на роликовые опоры, приведение ротора во вращение и механическую обработку цилиндрических поверхностей вала, предложено, ротор устанавливать на роликовые опоры, размещенные в нижней части корпуса турбины, под углом 4÷8° к вращающемуся осевому упору, размещенному в нижней части корпуса турбины, и приводить во вращение гидравлическим приводом.
Использование нижней части корпуса турбины с роликовыми опорами позволяет надежно, без повреждения отдельных элементов обрабатывать крупногабаритные изделия, т.к. внутренняя поверхность основания турбины полностью повторяет внутренние обводы крупногабаритного изделия, например турбины атомной или тепловой станции. Установка вала турбины с уклоном 4÷8° к вращающемуся осевому упору позволяет использовать горизонтальную составляющую от веса турбины в качестве силы, обеспечивающей фиксацию вала при обработке, т.е. обеспечить базу отсчета. Предложенный способ позволяет обеспечить плавное вращение ротора от гидропривода, регулировку оборотов, возможность обрабатывать ротора турбин между ступенями рабочих лопаток на глубине до 900 мм, ограниченной выступающими по обе стороны от нее деталями при расстоянии между ступенями турбины до 60 мм. Ротор вращается со скоростью 10÷15 об/мин.
Предлагаемое техническое решение проиллюстрировано графическим материалом. На чертеже показан пример осуществления способа применительно к обработке двухпоточного ротора 1 турбины, установленного на роликовые опоры 2, 3, закрепленные в нижней части корпуса 4 турбины. Роликовые опоры 2, 3 обеспечивают уклон ротора 1 в сторону осевого упора 5. Гидравлический привод 6 с опорой 7, предназначенного для вращения ротора 1 со скоростью 10÷15 об/мин. Механизм 8 для обработки ротора 1.
Способ ремонта вала ротора турбины по месту ее эксплуатации осуществляется следующим образом (см. чертеж). Для обеспечения неизменной стабильности положения ротора 1 в осевом положении при механизированной обработке со снятием металла ротор 1 укладывают в нижнюю половину части корпуса 4 турбины на специальные роликовые (дисковые) опоры 2, 3. При этом верхние половины цилиндра, обойм и диафрагм сняты, вкладыши подшипников вынуты. Роликовые опоры устанавливают на разном уровне: опору 3 выше опоры 2 на 3÷4 мм, обеспечивая, при угле уклона 4÷8°, постоянное давление ротора 1 на осевой упор 5 за счет составляющей веса турбины, действующей вдоль оси вала турбины при уклоне (см. схему разложения сил). Конструкция роликовых (дисковых) опор 2, 3 с относительно узкой кромкой опирания и применением подшипников качения обеспечивает постоянную малую величину радиальных биений (0,003÷0,005 мм) и легкость вращения. Гидравлический привод 6 с цепной передачей обеспечивает плавное вращение ротора 1.
Таким образом, заявленное техническое решение обеспечивает выполнение ремонтных работ роторов турбин в недоступных местах, позволяет обеспечить чистоту обрабатываемых поверхностей цилиндрических деталей большого диаметра в условиях электростанции.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ГЕРМЕТИЗАЦИИ ТРАНСПОРТНЫХ ПРОЕМОВ ТРАНСПОРТНОГО ШЛЮЗА ЛОКАЛИЗУЮЩЕЙ СИСТЕМЫ БЕЗОПАСНОСТИ АТОМНОЙ ЭЛЕКТРОСТАНЦИИ (ВАРИАНТЫ) И СПОСОБ ГЕРМЕТИЗАЦИИ ТРАНСПОРТНЫХ ПРОЕМОВ ТРАНСПОРТНОГО ШЛЮЗА ЛОКАЛИЗУЮЩЕЙ СИСТЕМЫ БЕЗОПАСНОСТИ АТОМНОЙ ЭЛЕКТРОСТАНЦИИ | 2014 |
|
RU2596815C2 |
| НАСОСНЫЙ АГРЕГАТ | 2004 |
|
RU2280194C1 |
| ЭЛЕКТРОПОЕЗД ВЫСОКОСКОРОСТНОЙ, ЭНЕРГОСБЕРЕГАЮЩИЙ, ЭКОЛОГИЧЕСКИ ЧИСТЫЙ И БЕЗОПАСНЫЙ ДЛЯ ЛЮДЕЙ | 2012 |
|
RU2574304C2 |
| ЭЛЕКТРОПОЕЗД ВЫСОКОСКОРОСТНОЙ, ЭНЕРГОСБЕРЕГАЮЩИЙ, ЭКОЛОГИЧЕСКИЙ ЧИСТЫЙ И БЕЗОПАСНЫЙ ДЛЯ ЛЮДЕЙ | 2013 |
|
RU2527638C1 |
| Способ дуговой сварки поворотных кольцевых стыков | 1977 |
|
SU732106A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2011 |
|
RU2458446C1 |
| ШЛЮЗ ТРАНСПОРТНЫЙ ЛОКАЛИЗУЮЩЕЙ СИСТЕМЫ БЕЗОПАСНОСТИ АТОМНОЙ ЭЛЕКТРОСТАНЦИИ | 2013 |
|
RU2564512C2 |
| Устройство для ремонта ротора вертикального электродвигателя и способ ремонта | 2021 |
|
RU2770177C1 |
| КОНСТРУКЦИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ПОПЕРЕЧНЫМ ПОТОКОМ И ЦИФРОВЫМ УПРАВЛЕНИЕМ | 2022 |
|
RU2784789C1 |
| ГЛАВНЫЙ ЦИРКУЛЯЦИОННЫЙ НАСОСНЫЙ АГРЕГАТ | 2016 |
|
RU2615039C1 |
Изобретение относится к области металлообработки, в частности к переносным установкам для механической обработки цилиндрических поверхностей крупногабаритных изделий, а именно к обработке роторов турбин тепловых и атомных электростанций (АЭС). Способ ремонта вала ротора турбины по месту ее эксплуатации включает установку ротора на роликовые опоры, приведение ротора во вращение и механическую обработку цилиндрических поверхностей вала. Ротор устанавливают на роликовые опоры, размещенные в нижней части корпуса турбины, под углом 4-8° к вращающемуся осевому упору, размещенному в нижней части корпуса турбины, и приводят во вращение гидравлическим приводом. Обеспечивается чистота обрабатываемых поверхностей цилиндрических деталей большого диаметра в условиях электростанции. 1 ил.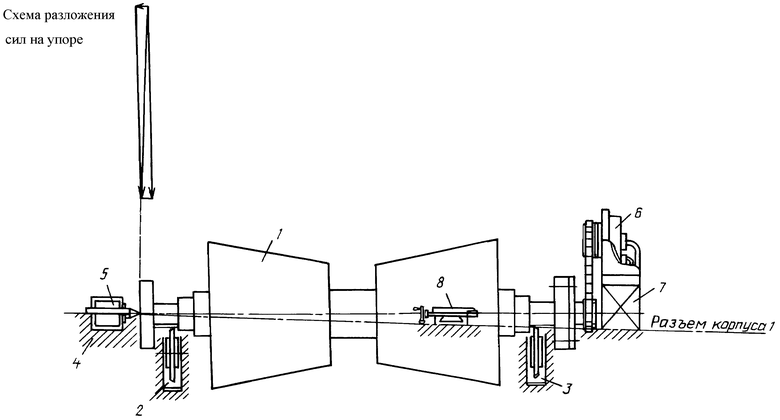
Способ ремонта вала ротора турбины по месту ее эксплуатации, включающий установку ротора на роликовые опоры, приведение ротора во вращение и механическую обработку цилиндрических поверхностей вала, отличающийся тем, что ротор устанавливают на роликовые опоры, размещенные в нижней части корпуса турбины, под углом 4-8° к вращающемуся осевому упору, размещенному в нижней части корпуса турбины, и приводят во вращение гидравлическим приводом.
| Установка для поворота роторов электродвигателей | 1991 |
|
SU1791906A1 |
| СПОСОБ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2171528C1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2187187C2 |
| US 4300078 A, 10.11.1981. | |||

