Изобретение относится к металлургии сложнолегированных сварочных материалов, содержащих железо, никель, хром, углерод, молибден, марганец, кремний, азот, и может быть использовано для сварки деталей из сталей перлитного класса между собой, а также для приварки к деталям из стали аустенитного класса оборудования атомного энергетического машиностроения, реакторов гидрокрекинга и другого нефтехимического оборудования, работающего при температуре до 500°С.
Известна сварочная проволока марки Св-10Х16Н25АМ6 по ГОСТ 2246-70 (прототип), применяемая для сварки деталей из стали перлитного класса между собой и с деталями из стали аустенитного класса, со следующей массовой долей элементов, %:
углерод 0,08-0,12
кремний не более 0,6
марганец 1,0-2,0
хром 15,0-17,0
никель 24,0-27,0
молибден 5,5-7,0
азот 0,10-0,20
сера не более 0,018
фосфор не более 0,025
железо - остальное.
Указанная проволока обеспечивает получение металла швов с достаточно высоким уровнем механических свойств.
Недостатком указанного состава-прототипа является повышенная склонность к образованию кристаллизационных трещин (надрывов) в процессе сварки. Это вызвано тем, что металл швов этого состава имеет однофазную глубоко аустенитную структуру с крупным зерном. При затвердевании сварочной ванны легкоплавкие малопрочные эвтектики, содержащие преимущественно серу, фосфор и кремний, концентрируются по границам зерен, ослабляя их деформационную способность при высоких температурах.
Актуальной задачей является повышение технологической прочности сварочной проволоки, исключающей образование горячих (кристаллизационных) трещин при сварке в широком диапазоне режимов.
Техническим результатом настоящего изобретения является разработка состава сварочной проволоки, обеспечивающего стойкость к образованию горячих трещин при сварке при сохранении требуемого уровня механических свойств металла шва.
Заявленный технический результат достигается оптимизацией химического состава за счет того, что состав сварочной проволоки, содержащий железо, никель, хром, углерод, молибден, марганец, кремний, азот, дополнительно содержит алюминий, титан, иттрий при следующем соотношении массовой доли элементов, %:
углерод 0,08-0,12
кремний 0,15-0,35
марганец 1,0-2,0
хром 15,0-17,0
никель 24,0-27,0
молибден 5,5-7,0
азот 0,10-0,20
алюминий 0,05-0,10
титан 0,05-0,12
иттрий 0,05-0,10
железо и примеси - остальное.
При этом содержание в масс.% примесей серы и фосфора не должно превышать следующих значений:
S≤0,010
Р≤0,015,
а суммарное их содержание 
Суммарное содержание в масс.% кремния, алюминия, титана должно быть в пределах 
Сера и фосфор при суммарном содержании более 0,020% способствуют существенному увеличению толщины межкристаллитных прослоек и ослаблению границ зерен. Принятое ограничение верхних пределов серы и фосфора при условии выполнения соотношения (1) обеспечивает повышение технологической прочности при сварке и сохранение в наплавленном металле достаточного запаса прочности и пластичности. При содержании серы и фосфора менее 0,001% каждого происходит ослабление границ зерен и снижение прочности металла шва.
Экспериментально установлено, что для обеспечения требуемой технологической прочности содержание кремния должно быть не более 0,35%. В то же время в проволоке должно быть не менее 0,15% кремния, необходимого для протекания окислительно-восстановительных процессов в сварочной ванне во избежание возникновения пор в металле шва.
Алюминий в количестве 0,05-0,10% является модификатором, измельчающим структуру наплавленного металла и увеличивающим общую протяженность границ зерен. При его содержании более 0,10% возможно образование межваликовых трещин за счет возникновения хрупких интерметаллидных фаз типа Ni3Al. При содержании алюминия менее 0,05% модифицирующее влияние алюминия не проявляется.
Титан в количестве 0,05-0,12% проявляет аналогичное воздействие. При содержании титана более 0,12% в сварочной ванне интенсифицируются образования неметаллических включений (оксидов, карбонитридов, интерметаллидов), способствующих охрупчиванию металла шва. При содержании титана менее 0,05% не достигается заметного измельчения зерна.
Учитывая, что раскисляющее воздействие кремния, алюминия и титана проявляется аддитивно, для обеспечения оптимальной структуры металла шва и отсутствия склонности к образованию трещин и пор при сварке их суммарное содержание должно быть в пределах от 0,028% до 0,055%.
Легирование иттрием в количестве 0,05÷0,10% повышает технологическую прочность проволоки при сварке за счет некоторого измельчения структуры металла швов и очищения границ зерен. Содержание иттрия менее 0,05% не позволяет получить заметный эффект, а при содержании иттрия более 0,10% увеличивается сегрегация легкоплавких эвтектик примесей по границам зерен, что приводит к снижению пластичности металла шва.
В опытном производстве института были выплавлены плавки стали предлагаемого и известных составов в индукционных печах с основным тиглем, произведена горячая пластическая обработка, включая ковку, горячую и холодную прокатку, в результате чего получена проволока диаметром 4,0 мм. С использованием этой проволоки осуществили сварку деталей из стали 22К и выполнили оценку технологической прочности.
Стойкость против образования горячих трещин в процессе сварки оценивали с применением методик, основанных на принудительной деформации (растяжении, изгибе) металла шва в процессе кристаллизации сварочной ванны с определением критической скорости деформирования (Акр, мм/мин), не приводящей к образованию кристаллизационных трещин в шве. Для создания деформаций растяжения использовали специальную машину ЛТП-1-6 и пробу МВТУ им. Баумана. Образцы размером 3×45×50 мм изготавливали из листа стали 22К толщиной 5 мм. Попарно собранные образцы сваривали с полным проплавлением автоматическим аргонодуговым методом без присадки. Защита обратной стороны шва от окисления осуществлялась аргоном. Образцы сваривали без заходной технологической планки, механизм растяжения включали в момент образования в начале шва перемычки размером 0,5-1 мм из твердожидкого металла. Сварка остальной части шва длиной 20 мм производилась при растяжении металла, кристаллизующегося с постоянной для данного образца скоростью. За показатель технологической прочности металла шва принимали максимальную скорость растяжения Акр, не приводящую к образованию трещин в металле шва. Установлено, что при значении Акр≥1,5 мм/мин металл шва обладает достаточно высокой технологической прочностью и обеспечивает отсутствие горячих кристаллизационных трещин при сварке проб, имитирующих по жесткости реальные сварные соединения. При меньших значениях Акр в металле швов наблюдались трещины.
Дополнительно технологическую прочность оценивали при сварке Каутц-проб размером ⌀50×50 мм, изготовленных из перлитной стали. Сварку осуществляли аргонодуговой сваркой с присадкой проволоки ⌀4,0 мм. Отсутствие трещин в металле шва свидетельствовало об удовлетворительной технологической прочности сварочной проволоки.
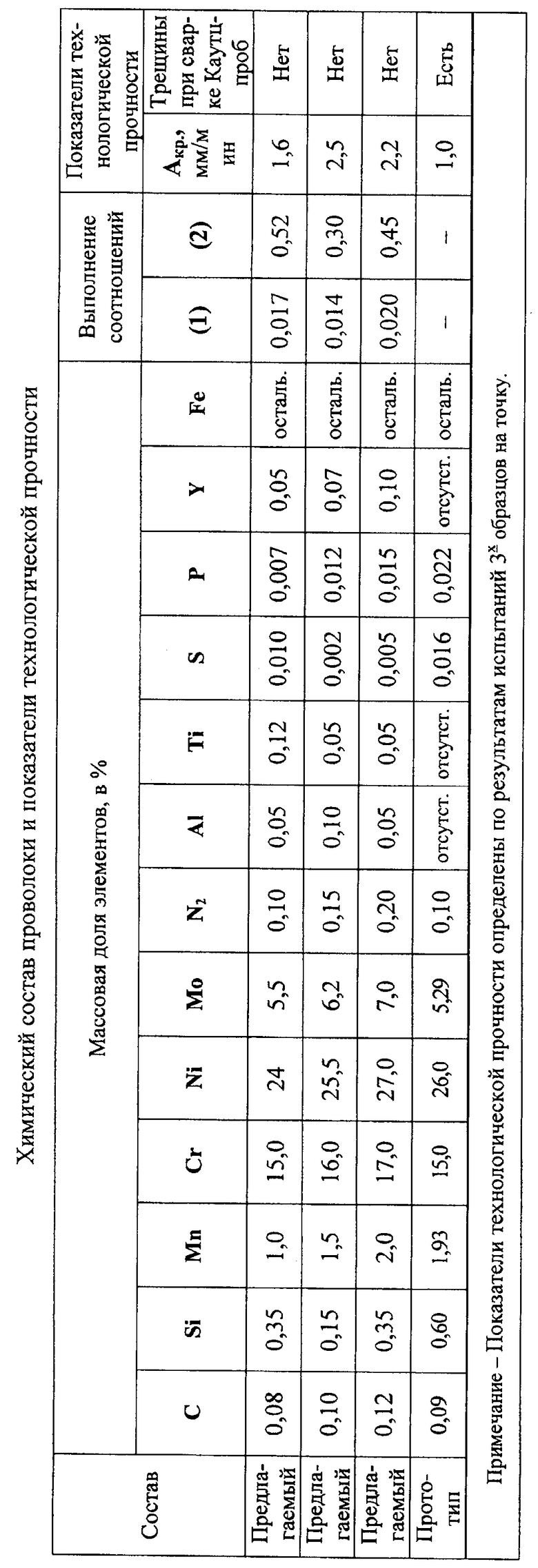
Химический состав сварочной проволоки, расчет соотношений и показатели технологической прочности приведены в таблице 1.
Результаты испытаний подтверждают преимущество предлагаемого состава по стойкости металла шва к образованию горячих трещин.
Ожидаемый экономический эффект от применения предлагаемых материалов обусловлен возможностью повысить производительность сварочных работ и качество сварных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 2015 |
|
RU2595305C1 |
| Проволока марки Св-08Х21Н10М2Г4АФБ для сварки высокопрочных сталей | 2022 |
|
RU2796567C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2013 |
|
RU2530611C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ВЫСОКОНИКЕЛЕВЫХ СПЛАВОВ | 2014 |
|
RU2553768C1 |
| ЛИТЕЙНЫЙ СПЛАВ НА ОСНОВЕ НИКЕЛЯ | 2003 |
|
RU2237741C1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2194602C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ ЖАРОСТОЙКИХ СПЛАВОВ | 2008 |
|
RU2373039C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2440876C1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2373037C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2010 |
|
RU2451588C2 |
Изобретение относится к металлургии сложнолегированных сварочных материалов и может быть использовано для сварки деталей из сталей перлитного класса между собой или для приварки к деталям из стали аустенитного класса. Предложен состав сварочной проволоки, масс.%: углерод 0,08-0,12, кремний 0,15-0,35, марганец 1,0-2,0, хром 15,0-17,0, никель 24,0-27,0, молибден 5,5-7,0, азот 0,10-0,20, алюминий 0,05-0,10, титан 0,05-0,12, иттрий 0,05-0,10, железо и примеси - остальное, при этом суммарное содержание кремния, алюминия, титана находится в пределах, масс.%: 0,28≤Si+Al+Ti≤0,55%, а содержание примесных элементов серы и фосфора не превышает, масс.%: S≤0,010, P≤0,015, а суммарное содержание серы и фосфора не превышает, масс.%: S+P≤0,020. Повышается технологическая прочность металла шва при сварке под флюсом или в среде аргона, что позволит снизить трудоемкость сварочных работ. 1 з.п. ф-лы, 1 табл.
1. Состав сварочной проволоки для сварки деталей из сталей перлитного класса между собой или для их приварки к деталям из стали аустенитного класса, содержащий железо, никель, хром, углерод, молибден, марганец, кремний, азот, отличающийся тем, что он дополнительно содержит алюминий, титан, иттрий при следующем соотношении элементов, мас.%:
при этом суммарное содержание кремния, алюминия, титана находится в пределах, мас.%:
0,28≤Si+Al+Ti≤0,55%.
2. Состав сварочной проволоки по п.1, отличающийся тем, что содержание примесных элементов серы и фосфора не превышает следующих значений, мас.%:
S≤0,010
Р≤0,015,
а суммарное содержание серы и фосфора не превышает, мас.%: S+P≤0,020.
| Микрофонно-телефонное устройство | 1925 |
|
SU2246A1 |
| Проволока стальная сварочная | |||
| - М.: Издательство стандартов, 1970 | |||
| US 4141762 А, 27.02.1979 | |||
| АКУЛОВ А.И | |||
| и др | |||
| Сварка в машиностроении | |||
| - М.: Машиностроение, 1978, с.91 | |||
| Состав сварочной проволоки | 1979 |
|
SU872129A1 |
| CN 1927528 А, 14.03.2007. | |||

