Область техники, к которой относится изобретение
Изобретение относится к способу выполнения переключения между операциями по перемещению листового стекла, проводимыми при циклическом формовании первого и второго листового стекла разной формы, изобретение относится также к способу и устройству для перемещения листового стекла выбранной формы с рольганга на нижнюю поверхность верхней опоры, находящейся выше рольганга.
Уровень техники
Одним из способом, каким формируют листовое стекло, является нагрев на конвейере с последующим проведением нагретого стеклянного листа под верхней опорой, на которую он поднимается вверх с помощью узла подъемных струйных сопел для подготовки к моллированию. См., например, патенты US №№4 202 854 (Макмастер и др.) и 4 222 763 (Макмастер), которые переуступлены правопреемнику настоящего изобретения. Верхняя опора может быть шаблоном, вокруг которой формуется нагретый стеклянный лист, или может быть плоской поверхностью, которая передает нагретый лист стекла на другой шаблон, как описано в патентах Макмастера и Макмастера и др. Обычно для каждой формы листового стекла изготавливается и устанавливается свой узел подъемных струйных сопел необходимой формы, чтобы обеспечить подъем стеклянного листа к шаблону либо к плоской поверхности для последующего перемещения на другой шаблон. Такие индивидуальные узлы подъемных струйных сопел обязательно влекут затраты на производство, а также затраты времени на установку при переключении на другую операцию.
Раскрытие изобретения
Одной целью настоящего изобретения является обеспечить улучшенный способ проведения одной операции по перемещению листового стекла, выполняемой при циклическом формовании первых листовых стекол одной формы, и затем переключения на другую операцию перемещения листовых стекол, выполняемую при циклическом формовании вторых листовых стекол другой формы.
При осуществлении вышеназванной цели каждая операция по перемещению листового стекла выполняется циклически путем проведения стеклянных листов на рольганге над узлом подъемных струйных сопел, которая находится ниже проводимого стеклянного листа и содержит подъемные струйные сопла, через которые может подаваться вверх газ под давлением, чтобы обеспечить перемещение вверх стеклянного листа с рольганга на нижнюю поверхность верхней опоры, находящейся выше конвейера. В подъемные струйные сопла, которые не нужны для подачи газа под давлением, вставлены пробки, чтобы обеспечить перемещение вверх листового стекла первой формы при одной операции перемещения листового стекла, которая затем может быть завершена после циклического перемещения требуемого ряда стеклянных листов. После этого пробки удаляются из всех заткнутых подъемных струйных сопел, которые требуются для подачи газа под давлением для обеспечения перемещения вверх вторых стеклянных листов, и пробки добавляются во все незаткнутые подъемные струйные сопла, которые не требуются для подачи газа под давлением, чтобы обеспечить перемещение вверх вторых стеклянных листов.
При осуществлении вышеуказанного способа пробки вводятся в подъемные струйные сопла, расположенные вне границы формы стеклянных листов, перемещаемых при каждой операции, пробки могут также вводиться в определенные подъемные струйные сопла, находящиеся в пределах периметра формы стеклянных листов, перемещаемых при, по меньшей мере, одной операции.
Другой целью настоящего изобретения является предоставить улучшенный способ циклического перемещения нагретых стеклянных листов выбранной формы с рольганга на нижнюю поверхность верхней опоры, находящейся над рольгангом.
Улучшенный способ достижения вышеуказанной цели осуществляется путем проведения каждого нагретого листа стекла на рольганге над узлом подъемных струйных сопел, находящимся ниже проводимого стеклянного листа и содержащей подъемные струйные сопла, через которые газ под давлением может подаваться вверх, чтобы обеспечить перемещение стеклянного листа с рольганга на нижнюю поверхность верхней опоры. Кроме того, в выбранные подъемные струйные сопла, в которые для выбранной формы переносимого листового стекла не нужно подавать восходящей поток газа, вставляются пробки, благодаря чему отсутствует ненужное восходящее течение газа под давлением.
При осуществлении этого способа пробки вставляются в подъемные струйные сопла вне периметра выбранной формы переносимых стеклянных листов, пробки могут также вставляться в некоторые из подъемных струйных сопел, находящихся в пределах периметра выбранной формы переносимых стеклянных листов. Также этот способ проводится путем подачи газа под давлением в блок подъемных струйных сопел системы подъемных струйных сопел через множество питающих линий.
В одном варианте осуществления способа система подъемных струйных сопел используется, чтобы сформировать нагретый лист стекла вкруг искривленной формующей поверхности верхней опоры, а в другом способе осуществления процесса система подъемных струйных сопел используется, чтобы перенести нагретый лист стекла на плоскую поверхность переноса верхней опоры.
При осуществлении способа все пробки вставляются в отверстия под пробку, которые идут в направлении, поперечном отверстию сопла соответствующего подъемного струйного сопла.
Другой целью настоящего изобретения является дать улучшенное устройство для циклического переноса нагретых стеклянных листов выбранной формы с рольганга на нижнюю поверхность верхней опоры, находящейся выше рольганга.
Улучшенное устройство для достижения только что указанной цели включает систему подъемных струйных сопел, находящуюся ниже плоскости транспортировки проводимых стеклянных листов и содержащую несколько блоков подъемных струйных сопел, через которые газ под давлением может подаваться вверх, чтобы обеспечить перенос каждого нагретого листа стекла с рольганга на нижнюю поверхность верхней опоры. Система подъемных струйных сопел включает также несколько питающих линий, через которые газ под давление подается в соответствующие блоки подъемных струйных сопел. Устройство включает также пробки, которые закрывают некоторые сопла, в которые для выбранной формы переносимых нагретых стеклянных листов не нужно подавать восходящей поток газа, в соответствии с чем отсутствует ненужный восходящий поток газа под давлением.
Устройство для переноса листового стекла может иметь пробки, находящиеся в подъемных струйных соплах, расположенных вне периметра выбранной формы переносимых стеклянных листов, и может также иметь пробки, помещенные в некоторые из подъемных струйных сопел, расположенных внутри периметра выбранной формы переносимых листовых стекол.
Одна конструкция устройства имеет верхнюю опору, имеющую искривленную формующую поверхность, вокруг которой система подъемных струйных сопел формирует стеклянный лист, а другая конструкция устройства имеет верхнюю опору, имеющую плоскую поверхность переноса, на которую система подъемных сопел переносит стеклянный лист.
Описано устройство, у которого каждое подъемное струйное сопло включает отверстие под пробку, идущее в направлении, поперечном отверстию сопла, через которое подъемным струйным соплом подается газ под давлением, и каждая пробка выполнена как штырь, который вставляется через отверстие под пробку, чтобы заткнуть отверстие сопла.
Цели, отличительные признаки и преимущества настоящего изобретения станут легко понятны из следующего подробного описания предпочтительных вариантов реализации для осуществления изобретения, которое следует рассматривать вместе с прилагаемыми чертежами.
Краткое описание чертежей
Фиг.1 является видом в вертикальном разрезе секции перегрузки листового стекла, включающей устройство согласно изобретению для осуществления способов по изобретению в связи с переносом нагретых стеклянных листов с рольганга на верхнюю опору, причем показанная верхняя опора имеет криволинейную форму, вокруг которой также формуется стеклянный лист.
Фиг.2 является видом в вертикальном разрезе, сходным с видом на фиг.1, другого варианта осуществления устройства, в котором верхняя опора имеет плоскую поверхность, на которую перемещается стеклянный лист, готовясь к дальнейшей обработке.
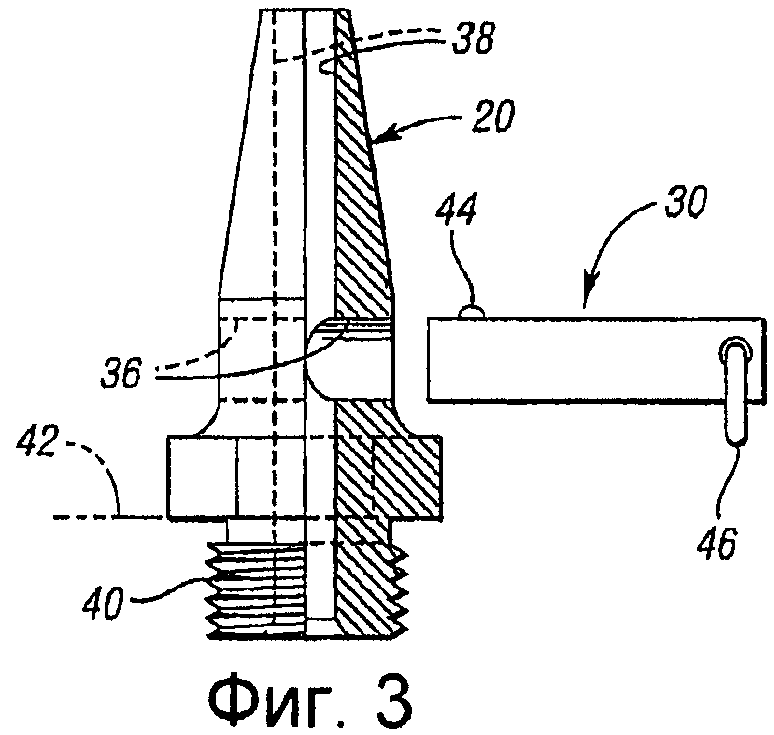
Фиг.3 является частичным разрезом одного сопла блока подъемных струйных сопел, использующегося для обеспечения перемещения вверх стеклянных листов в соответствии с изобретением.
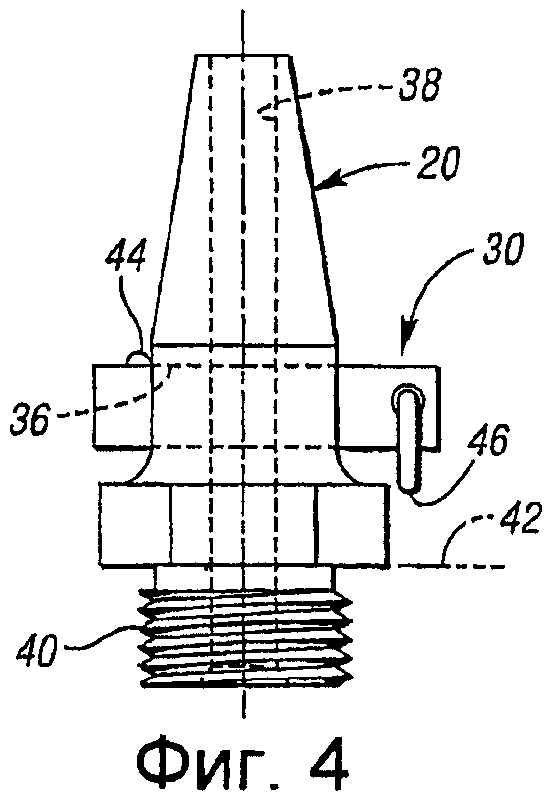
Фиг.4 является видом, сходным с фиг.3, подъемного струйного сопла, которое включает пробку для предотвращения восходящего течения газа из каждого подъемного струйного сопла, которое не нужно для конкретной формы перемещаемого стеклянного листа.
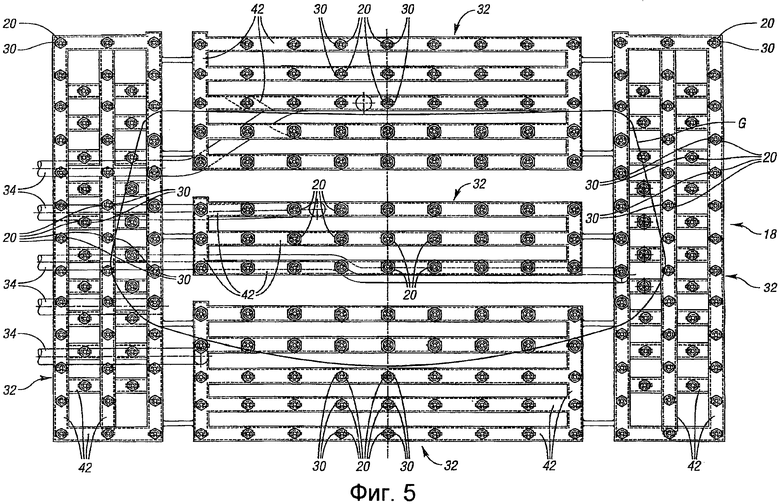
Фиг.5 является видом сверху - узел подъемных струйных сопел в разрезе по линии 5-5 с фиг.1, показывающим первый стеклянный лист одной формы, который перемещается вверх посредством действующих подъемных струйных сопел, схематически показанными заполненными с другими соплами, снабженными пробками, как показано на фиг.4, чтобы предотвратить ненужный поток вверх газа под давлением.
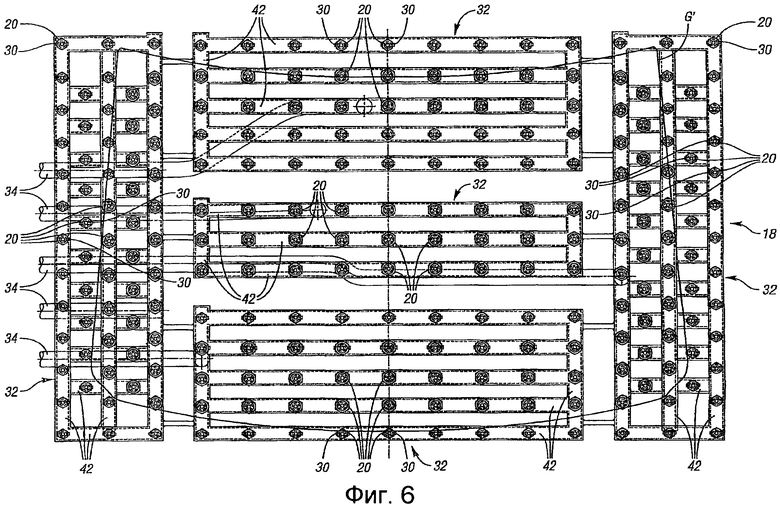
Фиг.6 является сходным с фиг.5 видом сверху узла подъемных струйных сопел, но показывающим второй стеклянный лист другой формы с отмеченным множеством работающих подъемных струйных сопел и с другими соплами, снабженными пробками, как показано на фиг.4, чтобы предотвратить ненужное течение вверх газа под давлением.
Осуществление изобретения
Согласно фиг.1 и 2, показаны соответственно два разных варианта осуществления секций перегрузки листового стекла соответственно, которые обозначены позициями 10a и 10b. Каждая из этих перегрузочных секций включает устройство 12 по изобретению для перемещения листового стекла, какое более полно описывается ниже при описании разницы между двумя секциями. Конструкция устройства 12, способ перемещения листового стекла, осуществляемый устройством, и способ, каким может быть проведено переключение операций со стеклянными листами разной формы, показаны на Фиг.5 и 6, и все это будет описано комплексно для облегчения понимания всех аспектов изобретения.
Каждая из перегрузочных секций 10a и 10b включает рольганг 14, имеющий ролики 16, на которых нагретые стеклянные листы G проводятся в соответствующую перегрузочную секцию для операции перемещения. Узел 18 подъемных струйных сопел каждой перегрузочной секции находится ниже рольганга 14 и включает множество подъемных струйных сопел 20 для подачи восходящего потока газа на нагретый стеклянный лист G, проводимый в перегрузочную секцию. Газ под давлением подается в сопла 20 из подходящего источника 22, как будет описано более полно ниже.
Каждая из перегрузочных секций 10a и 10b, показанных на фиг.1 и 2, включает соответствующую верхнюю опору 24a и 24b, удерживаемые выше рольганга 14 и имеющие нижнюю поверхность 26a и 26b. Восходящий поток газа из соответствующего узла 18 подъемных струйных сопел каждой перегрузочной секции перемещает стеклянный лист G вверх на поверхность верхней опоры 26a или 26b. Можно, чтобы верхние опоры 24a и 24b могли перемещаться вниз, как изображено пунктирной линией, на соседний конвейер 14, чтобы облегчить перемещение, и затем возвращаться вверх, готовясь к дальнейшей обработке, в частности к перемещению на формовочные шаблоны. У перегрузочной секции 10a верхняя опора 24a имеет нижнюю поверхность 26a, имеющую криволинейную форму, так что восходящий поток газа из узла 18 подъемных струйных сопел начнет также формовать листовое стекло криволинейной формы, тогда как плоская поверхность 26b перегрузочной секции 10b сохраняет стеклянный лист плоским, готовя его к формованию на шаблоне, на который перемещается стеклянный лист. Каждая из верхних опор 24a и 24b описывается как имеющая нижнюю поверхность 26a или 26b, снабженную отверстиями 28, через которые подается вакуум, чтобы удержать лист стекла, полученный с конвейера. Этот вакуум может подаваться как сначала более глубокий вакуум, который обеспечивает начальную поддержку, а затем как менее глубокий вакуум, что предотвращает деформацию нагретого стеклянного листа у отверстий. Кроме того, можно позднее подавать газ под давлением в эти отверстия, чтобы облегчить перемещение с соответствующей верхней опоры на другой шаблон для формования или доставки.
Как показано на фиг.3 и 4, в некоторые подъемные струйные сопла 20, в которые не нужно подавать газ под давлением, вставлены пробки 30, чтобы обеспечить перемещение вверх стеклянного листа при каждой операции по перемещению листового стекла. Эти пробки 30, как более полно описывается ниже, предотвращают восходящее течение газа из закрытого сопла и тем самым сохраняют энергию газа под давлением, которая иначе подавалась бы в это сопло. Эта конструкция позволяет использовать узел 18 подъемных струйных сопел со стеклянными листами разной формы, тем не менее, обеспечивая эффективную операцию перемещения с конвейера на верхнюю опору.
Согласно фиг.5 и 6 показан узел 18 подъемных струйных сопел, использующийся со стеклянными листами G и G' двух разных форм. Каждый из этих видов схематически показывает сопла, которые действуют и не закрыты пробками, в закрашенном виде, а сопла, закрытые пробками, незакрашенными. Как показано на фиг.5, стеклянный лист G имеет несколько меньшую форму, чем стеклянный лист G', показанный на фиг.6, и у него все подъемные струйные сопла 20 в пределах его периметра не закрыты пробками, а все подъемные струйные сопла 20 вне его периметра закрыты, чтобы обеспечить наиболее эффективную операцию перемещения. Кроме того, в случае стеклянного листа G', показанного на фиг.6, все подъемные струйные сопла 20 вне его периметра закрыты, как и ряд подъемных струйных сопел 20 в пределах его периметра, но другие подъемные струйные сопла 20 в пределах его периметра являются действующими, чтобы обеспечить действие подъемной струи. Обычно все подъемные струйные сопла 20 вне периметра конкретной формы перемещаемого стеклянного листа будут заткнуты пробками, а большинство или все сопла в пределах периметра стеклянного листа не будут закрыты, то есть будут действующими. Проведены расчеты и испытания, чтобы определить, какие подъемные струйные сопла 20 в пределах периметра листового стекла могут не работать и, таким образом, будут закрыты пробками.
Как показано на фиг.5 и 6, узел 18 подъемных струйных сопел включает ряды 32 подъемных струйных сопел 20, в частности показано пять рядов 32 подъемных струйных сопел, и также включает множество питающих линий 34, через которые газ под давлением подается соответственно из источника 22 (фиг.1 и 2) к разным блокам сопел для стеклянного листа.
Как показано на фиг.3 и 4, пробки 30 вынимаются (фиг.3), чтобы удалить пробки из выбранных подъемных струйных сопел 20, и вставляются в подъемные струйные сопла 20 (фиг.4), чтобы заткнуть их, что предотвращает восходящее течение газа. В частности, каждое подъемное струйное сопло 20 включает отверстие под пробку 36, которое продолжается в направлении, поперечном отверстию 38 сопла, через которое газ под давлением течет вверх. Каждое подъемное струйное сопло 20 имеет нижний резьбовой конец 40, который ввинчивается в резьбовое отверстие в соответствующей линии 42 питания блока сопел. Эти линии питания 42 каждого блока 32 подают газ под давлением из ранее описанных линий 34, чтобы обеспечить подъем вверх стеклянного листа.
Возвращаясь опять к фиг.3 и 4, пробка 30 перемещается из положения на фиг.3 в положение на фиг.4 в отверстие под пробку 36, чтобы предотвратить течение газа через подъемное струйное сопло 20, и удаляется из отверстия под пробку, как показано на фиг.3, чтобы разрешить восходящее течение газа для работы подъемного струйного сопла. Как показано, каждая пробка 30 имеет продолговатую форму с круглым сечением и имеет подпружиненный шариковый фиксатор 44 у ее вставляемого конца и кольцо 46 для захвата на другом конце, чтобы облегчить удаление. Хотя эта конструкция пробки предпочтительна благодаря ее простоте и легкости введения и удаления, могут также использоваться другие конструкции пробок, такие как клапанные элементы, которые отключают и включают течение газа.
Хотя были проиллюстрированы и описаны предпочтительные варианты реализации изобретения, это не значит, что эти варианты осуществления описывают и иллюстрируют все возможные формы изобретения. Напротив, формулировки, использованные в подробном описании, являются скорее описательными, чем ограничительными, и следует понимать, что могут быть выполнены различные изменения, не выходя за сущность и объем изобретения, какие определены в следующей формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2083512C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2081067C1 |
| ГИБКА СТЕКЛЯННЫХ ЛИСТОВ | 2017 |
|
RU2742780C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ТВЕРДЫХ МАТЕРИАЛОВ | 2015 |
|
RU2702789C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПЛОСКОГО ЛИСТА СТЕКЛА И СПОСОБ ФОРМОВАНИЯ ПЛОСКОГО ЛИСТА СТЕКЛА | 1991 |
|
RU2094398C1 |
| Подъемное устройство для системы обработки стекла | 2016 |
|
RU2730155C2 |
| Способ упрочнения стекла и устройство для его осуществления | 1983 |
|
SU1232142A3 |
| СИСТЕМА ФОРМОВАНИЯ СТЕКЛЯННОГО ЛИСТА И СПОСОБ | 2006 |
|
RU2427539C2 |
| УСТАНОВКА И СПОСОБ ГИБКИ ЛИСТОВ СТЕКЛА | 2003 |
|
RU2350572C2 |
| ЭРЛИФТ | 2020 |
|
RU2746516C1 |


Изобретение относится к способу выполнения переключения между операциями по перемещению листа стекла, проводимого при циклическом формовании первого и второго листового стекла. Технический результат изобретения заключается в снижении затрат при производстве стекла и снижении затрат времени при циклическом перемещении нагретых стеклянных листов выбранной формы. Листы стекла перемещают путем циклического транспортирования на рольганге над узлом подъемных струйных сопел. Через сопла может подаваться вверх газ под давлением, чтобы обеспечить перемещение вверх стеклянного листа с рольганга на нижнюю поверхность верхней опоры, находящейся над рольгангом. Вставляют пробки в те подъемные струйные сопла, в которые не нужно подавать газ под давлением, чтобы обеспечить операцию перемещения вверх стеклянного листа первой формы. Пробки также можно удалить из закрытых подъемных струйных сопел, которые требуются для подачи газа под давлением, чтобы обеспечить перемещение вверх вторых стеклянных листов. 3 н. и 13 з.п. ф-лы, 6 ил.
1. Способ выполнения одной операции перемещения стеклянного листа, проводимой при циклическом формовании первых стеклянных листов одной формы, и последующего переключения на другую операцию перемещения листового стекла, проводимую при циклическом формовании вторых стеклянных листов другой формы, включающий:
выполнение каждой операции по перемещению листового стекла, проводимой путем циклического транспортирования стеклянных листов на рольганге над узлом подъемных струйных сопел, находящимся ниже транспортируемого стеклянного листа и содержащим подъемные струйные сопла, через которые может подаваться вверх газ под давлением, чтобы обеспечить перемещение вверх стеклянного листа с рольганга на нижнюю поверхность верхней опоры, находящейся над рольгангом;
вставку пробок в подъемные струйные сопла, в которые не нужно подавать газ под давлением, чтобы обеспечить операцию перемещения вверх стеклянного листа первой формы при первой операции перемещения листового стекла, которая затем может быть завершена после циклического перемещения требуемого числа стеклянных листов; и
последующее удаление всех пробок из закрытых подъемных струйных сопел, которые требуются для подачи газа под давлением, чтобы обеспечить перемещение вверх вторых стеклянных листов, и добавление пробок в незакрытые подъемные струйные сопла, которые не нужны для подачи газа под давлением, чтобы обеспечить перемещение вверх вторых стеклянных листов.
2. Способ перемещения стеклянных листов по п.1, в котором пробки подаются в подъемные струйные сопла, находящиеся вне периметра стеклянных листов, перемещаемых при каждой операции.
3. Способ перемещения стеклянных листов по п.2, в котором пробки дополнительно вставляют в некоторые из подъемных струйных сопел, находящихся внутри периметра формы стеклянных листов, перемещаемых, по меньшей мере, при одной операции.
4. Способ циклического перемещения нагретых стеклянных листов выбранной формы с рольганга на нижнюю поверхность верхней опоры, находящейся выше рольганга, включающий:
транспортирование каждого нагретого стеклянного листа на рольганге над узлом подъемных струйных сопел, находящимся ниже транспортируемого стеклянного листа и содержащим подъемные струйные сопла, через которые может подаваться вверх газ под давлением, чтобы обеспечить перемещение стеклянного листа с рольганга на нижнюю поверхность верхней опоры; и
снабжение пробками выбранных подъемных струйных сопел, в которых для выбранной формы перемещаемых стеклянных листов не нужно подавать восходящий поток газа, в соответствии с чем нет ненужного восходящего потока газа под давлением.
5. Способ перемещения стеклянных листов по п.4, в котором пробками снабжают подъемные струйные сопла вне периметра выбранной формы перемещаемых стеклянных листов.
6. Способ перемещения стеклянных листов по п.5, в котором пробками дополнительно снабжают некоторые из подъемных струйных сопел, находящихся внутри периметра выбранной формы перемещаемых стеклянных листов.
7. Способ перемещения стеклянных листов по п.4, в котором газ под давлением подают в ряды сопел узла подъемных струйных сопел через несколько питающих линий.
8. Способ перемещения стеклянных листов по п.4, в котором узел подъемных струйных сопел формирует стеклянный лист вокруг искривленной формующей поверхности верхней опоры.
9. Способ перемещения стеклянных листов по п.4, в котором узел подъемных струйных сопел перемещает стеклянный лист на плоскую поверхность перемещения верхней опоры.
10. Способ перемещения стеклянных листов по п.4, в котором пробками снабжают все отверстия под пробку, которые продолжаются в направлении, поперечном отверстию соответствующего подъемного струйного сопла.
11. Устройство для циклического перемещения нагретых стеклянных листов выбранной формы с рольганга на нижнюю поверхность верхней опоры, находящуюся выше рольганга, включающее:
узел подъемных струйных сопел, находящийся ниже плоскости транспортировки транспортируемого стеклянного листа и содержащий множество групп подъемных струйных сопел, через которые может подаваться вверх газ под давлением, чтобы обеспечить перемещение каждого нагретого стеклянного листа с рольганга на нижнюю поверхность верхней опоры; и множество питающих линий, через которые газ под давлением подается соответственно в группы подъемных струйных сопел; и
пробки, которые закрывают некоторые сопла, в которых для выбранной формы перемещаемого стеклянного листа не нужно подавать вверх поток газа, в соответствии с чем отсутствует ненужный восходящий поток газа под давлением.
12. Устройство для перемещения стеклянных листов по п.11, в котором пробки размещены в подъемных струйных соплах, находящихся вне периметра выбранной формы перемещаемых стеклянных листов.
13. Устройство для перемещения стеклянных листов по п.11, в котором пробки также размещены в некоторых из подъемных струйных сопел, расположенных внутри периметра выбранной формы перемещаемых стеклянных листов.
14. Устройство для перемещения стеклянных листов по п.11, в котором верхняя опора включает нелинейную формующую поверхность, вокруг которой узел подъемных струйных сопел формирует стеклянный лист.
15. Устройство для перемещения стеклянных листов по п.11, в котором верхняя опора включает плоскую поверхность перемещения, на которую узел подъемных струйных сопел перемещает стеклянный лист.
16. Устройство для перемещения стеклянных листов по п.11, в котором каждое подъемное струйное сопло включает отверстие под пробку, которое продолжается в направлении, поперечном отверстию сопла, через которое газ под давлением подается в подъемное струйное сопло, а каждая пробка выполнена в виде штыря, который вставлен через отверстие под пробку, чтобы закрыть отверстие сопла.
| US 4222763 А, 16.09.1980 | |||
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2083512C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 4529380 A, 16.07.1985 | |||
| US 2005214078 A1, 29.09.2005. | |||

