Изобретение относится к устройству и промышленному способу гибки листового стекла.
Известно множество способов гибки. Согласно патентам EP448447 или EP0705798, стеклянные листы гнут под действием силы тяжести (гравитационная гибка) на двойных рамах, при этом стекло проходит от рамы для черновой гибки до рамы для окончательной гибки путем отвода одной рамы от другой. Применение устройства такого типа позволяет применить постепенную гибку и позволяет избежать явления обратного изгиба в углах листа. Согласно некоторым способам, как описанные в WO2004/087590 или WO2006072721, стекло сначала гнут под действием силы тяжести на гибочной раме, а затем гнут прессованием путем прижима к верхнему гибочному штампу или нижнему гибочному штампу. Эти способы требуют создания множества плит для гравитационной гибки, движущихся друг за другом как последовательность опор. Согласно EP255422, стеклянный лист гнут путем дутья вверх к верхнему гибочному штампу. Можно также сослаться на патент US5906668.
Согласно настоящему изобретению, было разработано очень компактное и быстродействующее устройство, позволяющее гнуть стеклянные листы друг за другом, используя время, необходимое для перехода от положения выгрузки с транспортирующего средства до узла гибки прессованием, чтобы осуществить гравитационную гибку при почти мгновенном переходе стеклянного листа, подлежащего гибке, от плиты для гравитационной гибки (называемой заготовочной формы) к прижимной форме. Для этого была разработана гибочная плита, которая комбинирует заготовочную форму, на которой лист начинается гнуться (или "гнется начерно", если использовать выражение, означающее, что этот изгиб является частичным по сравнению с окончательной изогнутой формой), и прижимную форму, причем эти два элемента находятся в непосредственной близости друг от друга, так как, если смотреть сверху, один находится внутри другого. Таким образом, прохождение стеклянного листа от заготовочной формы к прижимной форме совершается путем простого вертикального перемещения одного относительно другого. Прижимная форма предназначена для прижатия стеклянного листа к верхнему гибочному штампу. Таким образом, эти два гибочных инструмента, т.е. верхний гибочный штамп и прижимная форма, имеют формы, дополняющие друг друга в области их контакта со стеклом. Предпочтительно, именно прижимная форма окружает заготовочную форму. Таким образом, прижимная форма может с успехом прижимать край стекла так, чтобы даже самый кончик стекла не выступал за пределы прижимной формы. Таким образом, прижимная форма выступает за края стекла наружу на некоторое расстояние (расстояние "d" на фигуре 15c). Таким образом, прижимная форма имеет относительно широкую контактную дорожку со стеклом. Контактная дорожка прижимной формы имеет ширину, обычно лежащую в интервале от 20 до 150 мм. Заготовочная форма может иметь вид сплошной формы или кольцевой формы рамочного типа, так что ширина его контактной дорожки со стеклом может меняться в широком диапазоне. Предпочтительно штамп является кольцевой формой рамочного типа, так как она дешевле, чем сплошная форма, при этом контактная дорожка со стеклом заготовочной формы (которая в этом случае можно назвать " заготовочной рамой ") имеет обычно ширину в интервале от 3 мм до 90 мм, эти значения обычно приводятся после того, как заготовочная форма была снабжена волокнистым материалом, который соприкасается со стеклом, чтобы смягчить контакт между заготовочной формой и стеклом и обеспечить теплоизоляцию стекла от штампа. Таким образом, эти значения учитывают возможное расширение контактной дорожки из-за волокнистого материала. Предпочтительна широкая контактная дорожка, например, составляющая 25 мм или больше, в частности, с шириной в интервале от 25 до 90 мм, предпочтительно от 50 до 90 мм, так как это позволяет распределить вес стеклянного листа по большей площади поверхности и, тем самым, позволяет снизить риск царапания стекла. Кроме того, из-за большего трения большая площадь контакта более надежно удерживает стекло на заготовочной форме, и положение стекла на этой форме будет сохраняться лучше, несмотря на перемещения в боковом направлении с высокими ускорениями. Наконец, более широкую контактную дорожку легче снабдить всасывающей системой, действующей на нижнюю сторону листа. Затем контактную дорожку заготовочной формы снабжают отверстиями, через которые действует всасывание. В случае узкой контактной дорожки (например, составляющей 3 мм), вес стекла концентрируется на меньшей площади поверхности, и возрастают риски царапания. Кроме того, может оказаться, что такую узкую дорожку сложнее снабдить эффективной всасывающей системой. Поэтому заготовочная форма предпочтительно сочетает широкую контактную дорожку, в частности, с шириной в интервале от 25 до 90 мм, предпочтительно от 50 до 90 мм, с всасывающей системой, в которой всасывание прикладывается к нижней стороне листа через отверстия в контактной дорожке.
Когда гибочная плита движется в боковом направлении, верхняя сторона стекла обычно не касается никакого инструмента, то есть, она полностью находится в контакте с газовой атмосферой.
Заготовочную форму можно изготовить путем придания формы стальным листам на шаблоне или используя технику литья. Предпочтительно он не является шарнирным, чтобы его форма не менялась во время гибки. Шарнирную раму может быть сложно снабдить всасывающей системой.
Прижимная форма предпочтительно является кольцевой формой рамочного типа (его можно назвать "прижимной рамой"), имеющей относительно широкую контактную дорожку со стеклом. Прижимная форма предпочтительно имеет точную геометрию и высокую жесткость, так как он предназначен для придания стеклу его окончательной или почти окончательной формы и так как его геометрическая форма должна близко дополнять форму верхнего гибочного штампа. Поэтому прижимная форма предпочтительно является толстым и тяжелым компонентом, чтобы ему можно было придать жесткость, и получен литьем, его поверхность контакта со стеклом формована фрезерованием с возможной последующей механической обработкой, чтобы контактная поверхность выглядела гладкой при рассматривании невооруженным глазом.
Как правило, все гибочные инструменты, контактирующие со стеклом (заготовочная форма, верхний гибочный штамп, верхний удерживающий штамп, охлаждающая рама), за исключением прижимной формы предпочтительно покрыты жаростойким волокнистым материалом, хорошо известным специалистам в данной области, чтобы смягчить контакт инструмента со стеклом и, тем самым, уменьшить риск царапания стекла, или покрыты любым эмалевым покрытием, прилипающим к инструменту. Этот волокнистый материал, обычно тканый, или нетканый, или трикотажного типа, обычно имеет толщину в интервале от 0,5 до 12 мм.
Изобретение относится, в частности, к устройству для моллирования (обычно при температурах от 600°C до 750°C) листового стекла, содержащему верхний гибочный штамп и гибочную плиту, причем указанный верхний гибочный штамп и/или указанная гибочная плита могут перемещаться в боковом направлении относительно друг друга, причем указанная гибочная плита содержит основу для гравитационной гибки, называемую заготовочной формой, и прижимную форму, предназначенную для прижатия стеклянного листа к указанному верхнему штампу, причем в виде сверху один из этих двух штампов гибочной плиты окружен другим, и обе эти элемента гибочной плиты способны перемещаться по вертикали относительно друг друга. Когда указывается, что верхний гибочный штамп и гибочная плита могут перемещаться в боковом направлении относительно друг друга, это означает, что перемещаться в боковом направлении может либо всего один из этих двух элементов, тогда как другой фиксирован сбоку (но потенциально способен перемещаться по вертикали), либо оба эти элемента способны перемещаться в боковом направлении. При относительном перемещении в боковом направлении гибочной плиты и/или верхнего гибочного штампа, во время которого эти два элемента проходят один над другим, гибочная плита находится ниже верхнего гибочного штампа.
Выражение "вбок" или "в боковом направлении " в сочетании с движением означает, что это движение является горизонтальным или содержит по меньшей мере одну горизонтальную составляющую, позволяющую элементу устройства удаляться от какого-то положения путем перемещения вбок.
Когда именно гибочная плита перемещается в боковом направлении, рекомендуется, чтобы стекло было стабилизировано в его оптимальном положении на гибочной плите. В частности, выгодно, чтобы гибочная плита двигалась как можно быстрее, чтобы оптимизировать производительность. Таким образом, гибочная плита может испытывать высокие ускорения или замедления, в частности, по меньшей мере 1500 мм/сек2, или даже по меньшей мере 3000 мм/сек2, или же по меньшей мере 5000 мм/сек2. Обычно ускорение или замедление остается ниже 7500 мм/сек2. Система, приводящая гибочную плиту в движение, позволяет перемещение в боковом направлении с такими высокими ускорениями.
Для этого гибочная плита может содержать средство удерживания стекла в надлежащем положении на плите, в частности, на заготовочной форме. В частности, удерживающее средство, такое, как по меньшей мере один упор или, более общо, несколько упоров, может входить в контакт с кромкой стекла, чтобы предотвратить нежелательное перемещение в боковом направлении (то есть, горизонтальное перемещение или перемещение, содержащее по меньшей мере одну горизонтальную составляющую) листа относительно гибочной плиты, в случае перемещения в боковом направлении гибочной плиты. Другим удерживающим средством может быть всасывающая система, действующая на нижнюю сторону стекла, создающая силу давления, приложенную к верхней стороне стекла. Всасывание, оказываемое на лист всасывающей системой, действует во время упомянутых выше высоких ускорений или замедлений. В результате стекло сильнее прижимается к своей опоре, и нежелательное перемещение в боковом направлении стекла на опоре предотвращается. Во время всасывания стекло удерживается на опоре без бокового смещения относительно нее, несмотря на высокое ускорение или замедление рамы, несущей стекло. Таким образом, в это время стекло не может перемещаться в боковом направлении относительно плиты и закреплено на плите, несмотря на высокое ускорение или замедление. Если гибочная плита снабжена удерживающим средством всасывающего типа, ей не нужно иметь удерживающее средство типа упора. Обычно удерживание стекла на плите не является необходимым, когда оно лежит на заготовочной форме.
В альтернативном варианте всасывание производится через отверстия в контактной дорожке заготовочной форме. В этом случае рама содержит по меньшей мере одну замкнутую камеру под контактной дорожкой, при этом отверстии проходят через раму в замкнутой камере до механически обработанной поверхности рамы. Внутренний объем замкнутой камеры соединен каналом с системой вакуумирования. Таким образом, в замкнутой камере можно создать давление ниже атмосферного, чтобы вызвать всасывание через отверстия, выходящие на верхнюю механически обработанную поверхность рамы, при этом всасывание продолжается через промежуточный волокнистый материал, контактирующий со стеклом. Волокнистый материал пропускает газ (волокнистый материал не является газопроницаемым), и промежутки между волокнами можно считать каналами (то есть отверстиями) позволяющими всасывание. Стекло прочно удерживается на контактной дорожке благодаря всасыванию. Обычно не стремятся использовать всасывание для гибки стекла, но, тем не менее, стекло все же гнется под действием силы тяжести. Всасывание здесь является, скорее, действием, ограничивающим гибку, и обеспечивает возможность влиять на эту гибку. В частности, во время гравитационной гибки на раме стекло скользит по раме при изгибании как результат этой гибки. При этом скольжении край стекла направляется чуть к центру рамы. Всасывание обычно удерживает стекло и, следовательно, стремится ограничить это скольжение стекла. Таким образом, можно использовать интенсивность всасывания как инструмент для контроля гравитационной гибки. Сильное всасывание снижает значимость гравитационной гибки. Заготовочная форма является прежде всего и главным образом формой для переноса стекла с высоким ускорением или замедлением. Контактная дорожка имеет форму, соответствующую форме, желаемой в конце удерживания на заготовочной форме. Согласно этому альтернативному варианту, всасывание через контактную дорожку может производиться лишь через часть ее, в частности, в двух, или трех, или четырех, или пяти, или шести отдельных зонах. Таким образом, достаточно проделать отверстия в механически обработанной поверхности заготовочной формы только в точках, которые соответствуют этим зонам, тем самым очень существенно снижая стоимость производства по сравнению со случаем, когда перфорации имеет вся обработанная поверхность заготовочной формы. Под каждой перфорированной зоной образована замкнутая камера, которую можно вакуумировать через канал, соединенный с всасывающей системой. Таким образом, всасывание создается только в локальных зонах. Эффект удерживания на заготовочной форме достаточен, и система, позволяющая это, является менее сложной, чем если бы всасывание прикладывалось ко всей контактной дорожке заготовочной формы. Необходимо только, чтобы контакт между контактной дорожкой заготовочной формы и стеклом был достаточным по меньшей мере в некоторых зонах, снабженных всасывающими отверстиями, чтобы можно было создать вакуум. В частности, если формы контактной дорожки заготовочной формы и стекла слишком сильно отличаются, то все, на что способно всасывание, это создать непрерывный поток воздуха между заготовочной формой и стеклом.
Согласно другому варианту, всасывание производится в центральной части листа изнутри заготовочной формы. В этом случае заготовочная форма оборудована воздуходувной камерой, размещенной под центральной частью нижней стороны листа, чтобы создать там разрежение. Эта воздуходувная камера герметично соединена с рамой, чтобы можно было поддерживать вакуум под стеклом. Воздуходувная камера соединена каналом с системой вакуумирования. В этой конфигурации и в зависимости от интенсивности полученного вакуума всасывание может вызвать изгибание стекла. Обычно контактная дорожка не является плоской, но имеет форму, соответствующую желаемой форме после гибки на заготовочной форме. В этом варианте, чтобы всасывание могло выполнить свою функцию, следует обеспечить достаточную герметизацию между контактной дорожкой и стеклом вокруг всего периметра стекла, как только стекло помещают на контактную дорожку.
Согласно этим двум вариантам и учитывая, что заготовочная форма предпочтительно покрыта волокнистым материалом, смягчающим контакт со стеклом, герметизация между стеклом и контактной дорожкой не может быть идеальной, но она должна быть просто достаточной, чтобы сила давления, приложенная к стеклу, прочно прижимала лист к контактной дорожке. Открытая пористость волокнистого материала влияет на вакуум, который может быть создан путем всасывания, и, таким образом, также на силу давления, прикладываемую к стеклу сверху.
Описанный выше заготовочная форма, снабженная всасывающей системой, может также содержать систему дутья, создающую поток воздуха к нижней стороне стекла. Это дутье может предназначаться для облегчения регулирования удерживающей силы, давящей на верхнюю сторону стекла, снижая ее, или уменьшая риск царапания стекла при контакте с всасывающей рамой. Дутье действует на нижнюю сторону стекла в области, отличной от использующейся для всасывания.
Заготовочная форма и прижимная форма гибочной плиты сами являются опорами для стекла, и их контактирующая со стеклом сторона ориентирована вверх. Заготовочная форма имеет менее выраженную кривизну, чем прижимная форма, по меньшей мере в одной области. Заготовочная форма создает предварительный (черновой) изгиб, придавая стеклу форму, являющуюся промежуточной относительно формы, получаемой при гибке прессованием. Предварительный изгиб на заготовочной форме может соответствовать, например, от 10% до 80% конечного изгиба. Эту долю от конечного изгиба можно оценить, помещая стекло на плоскую опору выпуклой стороной вверх и измеряя расстояние между плоской опорой и максимально высокой частью стекла, и затем сравнивая это со стеклом, которое испытало только черновую гибку и со стеклом, которое было изогнуто до окончательной формы. В зависимости от ситуации, можно выбрать также черновую гибку стекла преимущественно только в одном направлении (преимущественно цилиндрическая черновая гибка) и затем гнуть стекло преимущественно в направлении, ортогональном этому преобладающему направлению черновой гибки. В этом случае предварительный изгиб может составлять более 80% от конечного изгиба и даже приближаться к 100% от конечного изгиба, при этом черновая гибка считается лишь частичной, поскольку она производится главным образом в единственном направлении.
Контактирующая со стеклом сторона верхнего гибочного штампа обращена вниз. Этот штамп может представлять собой кольцевой штамп рамочного типа (без контакта со стеклом в его центральной части) или может быть сплошным штампом. Верхний гибочный штамп оборудован всасывающим средством, позволяющим удерживать гнутый стеклянный лист напротив себя путем простого включения этого всасывающего средства. Всасывающее средство может осуществлять всасывание через его основную сторону контакта со стеклом, в этом случае указанная основная сторона содержит по меньшей мере одно отверстие, обычно множество отверстий, через которые осуществляется всасывание. Всасывающее средство может также содержать рубашку, окружающую верхний гибочный штамп, будь то сплошной штамп или кольцевая форма рамочного типа. Если верхний гибочный штамп является рамой, всасывание может быть осуществлено изнутри рамы, но предпочтительно оно осуществляется через рубашку. Всасывание создает восходящий поток воздуха, достаточный, чтобы удерживать стекло напротив верхнего гибочного штампа. Это удерживание напротив верхнего гибочного штампа с успехом используется, чтобы позиционировать под ним другую опору, такую как охлаждающая плита. Выключение всасывающего средства позволяет верхнему гибочному штампу выдать лист, который удерживался напротив него, на эту другую опору. Предпочтительно, чтобы верхний гибочный штамп был оборудован средством всасывания через по меньшей мере одно отверстие в его основной стороне контакта со стеклом, так как в дополнение к его функции удерживания листа это всасывающее средство выполняет также функцию удаления воздуха, захваченного между стеклом и верхним гибочным штампом, и устранения любого смещения между стеклом и штампом после прижатия, тем самым обеспечивая изгиб, лучше отвечающий ожиданиям. Фигура 3 в документе WO2011/144865 показывает пример верхнего гибочного штампа, у которого поверхность контакта со стеклом (эта поверхность обозначена позицией 31 на указанной фигуре) снабжена отверстиями, через которые может действовать всасывающее средство, чтобы удерживать лист напротив себя. Этот же верхний гибочный штамп снабжен также окружающей его рубашкой (позиция 39), при этом восходящий поток воздуха может быть создан всасыванием в промежутке между рубашкой и верхним гибочным штампом.
На заготовочной форме стекло провисает под действием силы тяжести из-за его собственного веса. Гравитационная гибка, осуществленная на стекле, является неполной и промежуточной по сравнению с изгибом, придаваемым на этапе гибки прессованием, проводимом после гравитационной гибки. Стеклянные листы гнутся устройством согласно изобретению при их температуре деформации, при этом подлежащий прессованию стеклянный лист, частично изогнутый на заготовочной форме, а затем на прижимной форме, перемещается в верхнее положение относительно заготовочной формы, чтобы можно было подхватить стеклянный лист и придавить его к верхнему гибочному штампу, увеличивая его изгиб. При необходимости частичная гравитационная гибка может также осуществляться на прижимной форме, прежде чем стекло будет прижато к верхнему гибочному штампу. Заготовочная форма и прижимная форма поддерживают по меньшей мере периферию стекла посредством контактной дорожки. Даже если прижимная форма является относительно широкой рамой, она предпочтительно контактирует со стеклом только на ширине всего порядка 0,5-3 мм от внешнего периметра стекла. Большая ширина прижимной формы необходима из-за того, что стекло скользит по нему во время гибки прессованием, так как его контур, если смотреть сверху, становится меньше в результате его изгибания.
Механизм гибочной плиты позволяет изменять по высоте размеры заготовочной формы и прижимной формы относительно друг друга. Таким образом, можно говорить о верхнем положении и нижнем положении каждого из штампов, при этом следует понимать, что либо только один из этих штампов способен перемещаться по вертикали, либо оба штампа могут перемещаться по вертикали. Основное действие на стекло штамп оказывает в верхнем положении по отношению к другому штампу. Один штамп (для черновой гибки или гибки прессованием) в верхнем положении обычно поддерживает больше веса стекла, чем другой штамп. Действительно, не исключено, что один из штампов (для черновой гибки или гибки прессованием) в нижнем положении продолжает касаться стекла, но этот штамп не играет основной роли в поддержке стекла. Поэтому считается, что именно штамп в верхнем положении захватывает стекло. Обычно в начале контакта стекла со штампом (для черновой гибки или гибки прессованием) в верхнем положении, только штамп, находящийся в верхнем положении, контактирует со стеклом, а другой штамп не касается стекла. В более широком смысле, когда один штамп находится в верхнем положении, другой штамп, в нижнем положении, не касается стекла. Однако не исключено, что штамп в нижнем положении все же касался стекла, чтобы помочь действию первого.
Как правило, устройство согласно изобретению содержит также верхний удерживающий штамп: пневматический удерживающий механизм для удержания стеклянного листа напротив него. Этот пневматический удерживающий механизм может представлять собой средство, дующее вверх, или всасывающее средство. Сторона контакта со стеклом верхнего удерживающего штампа обращена вниз. Этот штамп может быть кольцевой формой рамочного типа (без контакта со стеклом в его центральной части) или может быть сплошной формой. Указанный верхний удерживающий штамп может быть оборудован, посредством пневматического удерживающего механизма, всасывающим средством, действующим либо через рубашку, окружающую указанный штамп, или через по меньшей мере одно отверстие, проделанное в его основной стороне контакта со стеклом. Всасывающее средство позволяет также удерживать стекло напротив верхнего удерживающего штампа путем простого включения указанного всасывающего средства. Так, основная сторона верхнего удерживающего штампа может быть сплошной и содержать множество отверстий, через которые осуществляется всасывание. Если этот верхний удерживающий штамп является рамой, всасывание можно реализовать через внутреннюю часть рамы, причем эта внутренняя часть представляет собой единственное отверстие большого размера. Всасывание можно также осуществить через рубашку, независимо от того, является ли верхний удерживающий штамп сплошным или кольцевой формой рамочного типа. Легкость, с которой стеклянный лист удерживается напротив него, можно использовать для позиционирования под ним гибочной плиты. Если гибочная плита содержит штамп сплошного типа, то пневматический удерживающий механизм является механизмом всасывающего типа. Это связано с тем, что в этом случае дутье нельзя использовать для удерживания листа напротив верхнего удерживающего штампа, когда гибочная плита имеет такую форму, так как дующий воздух не мог бы пройти через гибочную плиту. Это также является одной из причин, почему и заготовочная форма, и прижимная форма предпочтительно являются кольцевыми формами рамочного типа, чтобы дующий воздух мог проходить от пневматического удерживающего средства через них. Таким образом, пневматический подъемный механизм может представлять собой дутье вверх, идущее через заготовочная форма и прижимная форма при перемещении в боковом направлении гибочной плиты, находящейся под верхним удерживающим штампом, удерживающим стеклянный лист напротив себя.
Выключение пневматического (всасывающего или дующего) удерживающего средства позволяет верхнему удерживающему штампу выдать лист, который он удерживал напротив себя, на гибочную плиту. Роль этого верхнего удерживающего штампа состоит в основном в захвате листа из положения захвата в конце транспортирующего средства и помещении его на заготовочная форма гибочной плиты. Верхний удерживающий штамп может быть плоским и не производить моллирования листа. Однако не исключается, что он является изогнутым, так что начнется изгибание стекла в результате моллирования. Эта предварительная гибка может быть, в частности, в основном цилиндрического типа или, альтернативно, может придавать кривизну в двух взаимно ортогональных направлениях. Кривизна, создаваемая верхним штампом, может даже, в одном заданном направлении, быть противоположной кривизне, придаваемой окончательно стеклу позднее в процессе, если гравитационная гибка имеет тенденцию протекать чрезмерно быстро в некоторых областях. В этом случае этот небольшой обратный изгиб, приданный стеклу, предназначен для компенсации сильного гравитационного изгиба, который произойдет позднее.
Этот верхний удерживающий штамп и/или гибочная плита могут перемещаться в боковом направлении относительно друг друга, так что гибочная плита может по очереди оказываться под верхним удерживающим штампом или под верхним гибочным штампом. Если говорится, что верхний удерживающий штамп и/или гибочная плита могут перемещаться в боковом направлении относительно друг друга, это означает, что перемещаться в боковом направлении может либо всего один из этих двух элементов, а другой фиксирован сбоку (но потенциально может перемещаться по вертикали), или что оба эти элемента могут перемещаться в боковом направлении. Во время относительного перемещения в боковом направлении гибочной плиты и/или верхнего удерживающего штампа, когда они проходят один над другим, гибочная плита находится ниже верхнего удерживающего штампа. Верхний удерживающий штамп используется для захвата стеклянного листа, поступающего в положение захвата, и затем он выдает этот стеклянный лист на гибочную плиту, когда ее заготовочная форма находится в верхнем положении. Листы проводятся друг за другом транспортирующим средством, ведущим к положению захвата. При приближении к положению захвата лист очень существенно замедляется и даже может остановиться. Как только он достигнет положения захвата, стекло перемещается вверх под действием пневматического подъемного механизма до тех пор, пока оно не вступит в контакт с верхним удерживающим штампом.
Транспортирующее средство обычно представляет собой рольганг. Этот рольганг ведет каждый стеклянный лист друг за другом в положение, называемое положением захвата, и замедлятся или может даже останавливаться в этом положении, чтобы облегчить захват верхним удерживающим штампом. Слишком длительная остановка нежелательна, так как ролики могут оставить царапины на стекле. Положение захвата (соответствующее одному концу рольганга), верхний гибочный штамп, верхний удерживающий штамп и гибочная плита обычно находятся в листогибочном модуле, нагретом до температуры моллирования стекла, а именно, до температуры пластической деформации стекла. Когда лист находится в положении захвата, верхний удерживающий штамп захватывает его с использованием пневматического подъемного механизма, при необходимости после перемещения в боковом направлении, чтобы находиться над положением захвата, занятым листом. Пневматический подъемный механизм создает градиент давления, которые вызывает течение воздуха вверх. Это может быть дутье снизу вверх, действующее на нижнюю сторону листа, обеспечиваемое воздуходувкой (такой, как воздуходувка, обозначенная позицией 15 на фигуре 3 документа EP0255422), или всасывание вверх, либо с использование рубашки, окружающей верхний удерживающий штамп, либо через по меньшей мере одно отверстие, образованное в основной стороне верхнего удерживающего штампа. В случае, когда в качестве пневматического подъемного механизма используется дутье, а в качестве транспортирующего средства рольганг, дутье производится через рольганг. Для этого дутья под транспортирующим средством, в частности, рольгангом, может быть устроена воздуходувная труба для проведения дующего воздуха, при этом воздушный поток создается в этой трубе воздуходувкой. Альтернативно, это дутье может быть реализовано системой форсунок для подачи сжатого воздуха, дующего через транспортирующее средство, в частности, рольганг. В частности, форсунки могут размещаться между роликами, чтобы быть ближе к стеклу. Пневматический подъемный механизм способен перемещать стеклянный лист вверх от его положения захвата до его контакта с верхним удерживающим штампом.
Затем верхний удерживающий штамп удерживает лист напротив себя с помощью пневматического удерживающего механизма, затем, после относительного перемещения в боковом направлении верхнего удерживающего штампа и/или гибочной плиты, верхний удерживающий штамп, удерживающий стеклянный лист напротив себя, возвращается в положение над гибочной плитой, заготовочная форма которой находится в верхнем положении и выдает указанный лист на заготовочная форма, где он может частично сгибаться. Для этого относительного перемещения в боковом направлении верхний удерживающий штамп может оставаться неподвижным, а перемещается гибочная плита, которая находится под ним, или альтернативно, гибочная плита остается неподвижной, а верхний удерживающий штамп перемещается в положение над гибочной плитой, или же, в альтернативном варианте, перемещаются оба эти элемента, чтобы в конечном итоге гибочная плита вернулась под верхний удерживающий штамп. Если неподвижен верхний удерживающий штамп, потенциально возможно использовать одно и тоже пневматическое средство для подъема и удерживания листа напротив него, то есть пневматический подъемный механизм является также пневматическим удерживающим механизмом. Однако, если для подъема листа в положение захвата используется дутье снизу, движение гибочной плиты, чтобы она могла быть позиционирована под верхним удерживающим штампом, может нарушить дующий поток, т.е. потенциально может быть предпочтительным, чтобы после того как дующий воздух поднимет лист до его вступления в контакт с верхним удерживающим штампом, вместо пневматического подъемного механизма дутьевого типа вступил в действие пневматический удерживающий механизм всасывающего типа, чтобы удерживать лист напротив верхнего штампа. Это всасывающее средство является средством всасывания через по меньшей мере одно отверстие в основной поверхности контакта верхнего удерживающего штампа, или средством всасывания через рубашку.
После того, как лист был выдан верхним удерживающим штампом на гибочную плиту после остановки пневматического удерживающего механизма, удерживающего лист напротив указанного штампа (при этом заготовочная форма находится в верхнем положении), происходит частичная гибка стеклянного листа на заготовочной форме. Время, необходимое для этой частичной гибки, используется для перемещения гибочной плиты от ее положения под верхней транспортирующей формы в положение под верхним гибочным штампом. Это перемещение осуществляется посредством, с одной стороны, относительного перемещения в боковом направлении гибочной плиты и/или верхнего удерживающего штампа и, с другой стороны, посредством относительного перемещения в боковом направлении гибочной плиты и/или верхнего гибочного штампа. Если верхний удерживающий штамп фиксирован сбоку, то обычно верхний гибочный штамп также фиксирован сбоку, и гибочная плита движется возвратно-поступательно между положением под верхним удерживающим штампом, чтобы принять лист на заготовочная форма, и положением под верхним гибочным штампом, чтобы придавить лист к верхнему гибочному штампу посредством своей прижимной формы. Если гибочная плита фиксирована сбоку, то в боковом направлении перемещаются верхние штампы, чтобы позиционироваться друг за другом над гибочной плитой. В этом случае верхний удерживающий штамп движется возвратно-поступательно между положением выше положения захвата для захвата листа и положением выше гибочной плиты для выдачи листа на заготовочная форма. Аналогично, в этом случае верхний гибочный штамп движется возвратно-поступательно между положением над гибочной плитой для гибки листа между собой и прижимной формой гибочной плиты, и положением для выдачи листа, чтобы его можно было позднее охладить.
После гибки о верхний гибочный штамп гнутый лист охлаждают. Для этого лист можно выдавать верхним гибочным штампом на охлаждающую плиту, проходящую под ним. Для этого верхний гибочный штамп оборудован средством всасывания через его основную поверхность, которое способно удерживать гнутый стеклянный лист напротив себя, при этом лист удерживается напротив верхнего гибочного штампа всасывающим средством после гибки листа прессованием, что позволяет подвижной в боковом направлении охлаждающей раме разместиться под верхним гибочным штампом, затем всасывающее средство верхнего гибочного штампа останавливают, охлаждающая рама принимает гнутый стеклянный лист, выданный верхним гибочным штампом, и затем переносит его в зону охлаждения путем перемещения в боковом направлении.
Зона охлаждения может медленно охлаждать стекло без его особой закалки. Однако, предпочтительно, зона охлаждения включает средства для закалки стекла, такие как воздуходувные камеры, способные дуть на обе основные поверхности стеклянного листа. Дутье может осуществлять полузакалку или закалку, в частности, типа термического отпуска. Предпочтительно, воздуходувные камеры находятся в непосредственной близости от секции гибки прессованием (включающей верхний гибочный штамп) и, таким образом, листогибочного модуля, если такой имеется. Охлаждающая рама сразу после принятия гнутого листа от верхнего гибочного штампа, покидает свое положение под верхним гибочным штампом и, в результате перемещения в боковом направлении после выхода из возможно имеющегося листогибочного модуля, располагается между воздуходувными камерами, чтобы подвергнуть лист закаливающей обработке, в частности, отпуску. Таким образом, в зоне охлаждения охлаждающая рама, поддерживающая стеклянный лист, находится между воздуходувными камерами, и стеклянный лист обдувается воздушными струями, что приводит к его охлаждению, в частности, по типу термического отпуска. После этой обдувки воздухом между воздуходувными камерами охлаждающая рама, в результате дальнейшего перемещения в боковом направлении, может перенести лист в холодную зону, где он выгружается. В соответствии с другим вариантом осуществления, после закалки обдувом дутье из нижней воздуходувной камеры можно использоваться для перемещения листа вверх до тех пор, пока он не вступит в контакт с верхней воздуходувной камерой, тем самым освобождая охлаждающую раму. Последнюю можно затем вернуть в секцию гибки, при необходимости в листогибочный модуль, чтобы принять следующий лист, требующий охлаждения. Затем дополнительная охлаждающая плита может занять положение между воздуходувными камерами под листом, который остался в контакте с верхней воздуходувной камерой, чтобы принять этот лист и перенести его в более холодную зону и завершить его охлаждение. Эта дополнительная охлаждающая плита может быть рамочного типа или может быть выполнена из простых прямых стержней. В частности, на этой стадии стекло застыло и больше не надо бояться его деформации под действием собственного веса, так что нет необходимости, чтобы плита имела форму, комплементарную форме стекла.
Верхний гибочный штамп (и дополняющая его прижимная форма) требуются, чтобы придать листу его окончательную или почти окончательную форму. Фактически, от момента, когда верхний гибочный штамп выдает гнутый лист, до момента, когда форма листа зафиксировалась в результате охлаждения, форму листа еще можно немного изменить, в частности, путем гравитационной гибки на охлаждающей плите. Поэтому выгодно учитывать это изменение при изготовлении верхнего гибочного штампа и прижимной формы, формы которых предпочтительно должны компенсировать изменение формы после выдачи гнутого листа и до момента, пока он застынет. Таким образом, лист, проходящий через гибочное устройство согласно изобретению, может подвергаться последовательности стадий частичной гибки, каждая из которых влияет на изгиб листа. Эти различные стадии являются следующими:
- возможно, гибка о верхний удерживающий штамп, если он является неплоским,
- гравитационная гибка на заготовочной форме гибочной плиты,
- возможно, гравитационная гибка на прижимной форме гибочной плиты,
- гибка прессованием между прижимной формой и верхним гибочным штампом,
- гравитационная гибка между выдачей верхним гибочным штампом на охлаждающую раму и застыванием стекла в результате охлаждения.
Таким образом, черновая гибка может начинаться на верхнем удерживающем штампе. В этом случае нижняя поверхность верхнего удерживающего штампа форму, соответствующую форме чернового изгиба. Эта предварительная гибка может создавать кривизну в двух взаимно ортогональных направлениях. Согласно другому варианту осуществления, эта предварительная гибка может быть в основном цилиндрической.
Предварительную гибку можно также начать после того как плоский лист будет выдан на заготовочную форму, являющуюся частью гибочной плиты. Верхний удерживающий штамп в этом случае является плоским (плоскость захвата). Прогибание при черновой гибке имеет место все время при переносе под верхний гибочный штамп. Таким образом, время переноса используется для черновой гравитационной гибки.
Черновая гибка может продолжаться на прижимной форме после того как стекло будет захвачено прижимной формой. Продолжительность гравитационной гибки можно регулировать временем, допустимым между захватом стекла прижимной формой и началом прессования. В соответствии с предлагаемыми изобретением устройством и способом, стекло гнется постепенно. Процесс гибки включает одну или более стадий черновой гибки и стадию гибки прессованием до переноса в зону охлаждения, в частности, для термического отпуска. Целью черновой гибки является постепенно согнуть стекло и придать ему кривизну, близкую к кривизне, придаваемой стадией гибки прессованием.
Изобретение относится к устройству гибки и к способу, в котором применяется указанное устройство. Для облегчения понимания устройство и способ описываются в сочетании.
В одном особенно подходящем варианте осуществления способа по изобретению стеклянные листы проводятся друг за другом на транспортирующем средстве, в частности, типа рольганга, до положения, называемого положением захвата, при этом лист в положении захвата поднимается посредством пневматического подъемного механизма, в частности, дующего вверх воздуха, в частности, через рольганг, до тех пор пока лист не вступит в контакт с верхним удерживающим штампом, находящимся выше положения захвата, причем указанный верхний удерживающий штамп удерживает лист напротив себя посредством пневматического удерживающего механизма, в частности, всасывающего удерживающего средства, а затем, после относительного перемещения в боковом направлении верхнего удерживающего штампа и/или гибочной плиты, верхний удерживающий штамп, удерживающий стеклянный лист напротив себя, устанавливается над гибочной плитой, у которой заготовочная форма находится в верхнем положении, затем пневматический удерживающий механизм верхнего удерживающего штампа выключается, и указанный лист выдается на заготовочную форму, чтобы он мог гнуться под действием гравитации. В частности, когда стеклянный лист находится на гибочной плите, после относительного перемещения в боковом направлении верхнего удерживающего штампа и/или гибочной плиты и относительного перемещения в боковом направлении верхнего гибочного штампа и/или гибочной плиты, верхний удерживающий штамп больше не находится над гибочной плитой, а верхний гибочный штамп устанавливается над гибочной плитой, чтобы лист можно было гнуть прессованием. В частности, для относительного перемещения в боковом направлении верхнего удерживающего штампа и/или гибочной плиты, гибочная плита приводится в перемещение в боковом направлении, при этом верхний удерживающий штамп факультативно фиксирован сбоку, и верхний гибочный штамп факультативно может быть фиксирован сбоку. Согласно другому варианту, для относительного перемещения в боковом направлении верхнего удерживающего штампа и/или гибочной плиты и относительного перемещения в боковом направлении верхнего гибочного штампа и/или гибочной плиты верхний удерживающий штамп и верхний гибочный штамп приводятся в перемещение в боковом направлении, а гибочная плита потенциально может быть фиксированной в боковом направлении.
Одним преимуществом изобретения является единичность каждого гибочного инструмента (всего одна гибочная плита, всего один верхний удерживающий штамп, который может осуществлять частичную гибку, всего один верхний гибочный штамп), в отличие от способов, которые требуют создания целой последовательности гибочных плит.
Перемещение в боковом направлении по меньшей мере одного инструмента в устройстве согласно изобретению перемещает один лист за другим. Перемещение в боковом направлении проводит лист на следующую стадию процесса и затем освобождает место в устройстве на более ранней стадии процесса, и это место может быть сразу же занято следующим листом. Таким образом, когда один лист находится в зоне охлаждения, следующий первый лист может находиться на гибочной плите под верхним гибочным штампом, а следующий второй лист может находиться в положении захвата под верхним удерживающим штампом. Таким образом, в листогибочном модуле одновременно могут находиться два листа, причем один лист в зоне охлаждения, в частности, закалки. Таким образом, гибка проводится по меньшей мере в две стадии, что дает значительное сокращение времени использования каждого инструмента и, следовательно, времени цикла. В процессе осуществления изобретения следующий первый лист заменит лист в зоне охлаждения, следующий второй лист заменит следующий первый лист, и следующий третий лист заменит следующий второй лист, и т.д.
Разбиение процесса формования на несколько стадий гибки дает ряд преимуществ. В частности, в листогибочном модуле может одновременно находиться несколько листов стекла. Каждый инструмент занят меньше времени с одним листом. Это существенно влияет на снижение продолжительности производственного цикла. Кроме того, каждый лист гнется постепенно на нескольких последовательных стадиях гибки. Полное время гибки на один лист потенциально больше, чем в обычном способе, давая больше времени на предварительную гибку и гибку стекла. Это постепенное изменение формы изгиба позволяет получать стеклянные листы более сложной геометрии и с лучшими оптическими свойствами.
Фигуры 1-7 иллюстрируют один вариант осуществления согласно изобретению, в котором верхний удерживающий штамп и верхний гибочный штамп фиксированы сбоку и могут перемещаться по вертикали, а гибочная плита поочередно проходит под тем и под другим из этих двух верхних штампов. Во всей этой серии фигур каждый элемент обозначен одинаковой позицией.
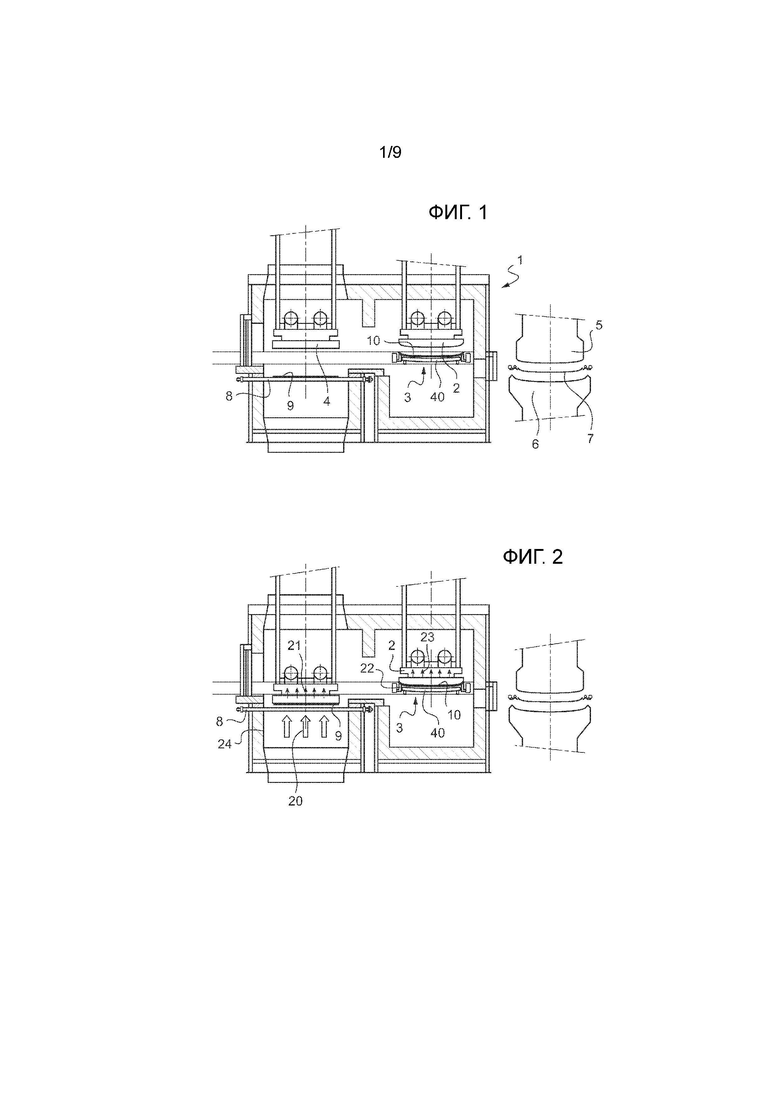
Фигура 1 показывает устройство согласно изобретению и его применение в процессе гибки. Листогибочный модуль 1, внутренний объем которого нагрет до температуры гибки стеклянных листов, подлежащих гибке, содержит верхний гибочный штамп 2, гибочную плиту 3 и верхний удерживающий штамп 4. Гибочная плита поддерживает лист 10, уже частично изогнутый в результате гравитационной гибки и уже поддерживаемый прижимной формой, так что его можно гнуть прессованием. Рядом с модулем 1 в зоне охлаждения находятся две закалочные воздуходувные камеры 5 и 6, между которыми находится охлаждающая плита 7. Рольганг 8 образует средство транспортировки стеклянных листов 9. Направление перемещения рольганга 8 перпендикулярно фигуре. Рольганг проводит листы 9 друг за другом в положение захвата в листогибочном модуле 1 под верхним удерживающим штампом 4. На фигуре 1 верхний удерживающий штамп 4 и верхний гибочный штамп 2 являются пустыми и находятся в поднятом положении.
Фигура 2 показывает то же устройство, что и на фигуре 1, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, два верхних штампа 2 и 4 были опущены, был включен пневматический подъемный механизм дующего типа (показанный стрелками 20), чтобы дуть между роликами 8 и поднимать плоский лист 9, пока он не вступит в контакт с верхним удерживающим штампом 4. Воздух выдувается их воздуходувной трубы 24. Пневматический удерживающий механизм всасывающего типа (показанный стрелками 21) был включен, чтобы удерживать лист 9 напротив верхнего удерживающего штампа, несмотря на последующее выключение пневматического подъемного механизма 20. Лист 10 был изогнут прессованием между верхним гибочным штампом и прижимной формой 22 гибочной плиты 3. Было включено всасывающее средство (показанное стрелками 23), чтобы удерживать лист 10 напротив штампа 2, несмотря на последующее отделение штампа 2 и плиты 3. Всасывающая система 23 имеет две функции: 1) удержание листа напротив штампа на время, пока под ним проходит охлаждающая рама, и 2) удаление пузырьков воздуха между стеклом и верхним штампом, что позволяет осуществить гибку, лучше удовлетворяющую ожиданиям.
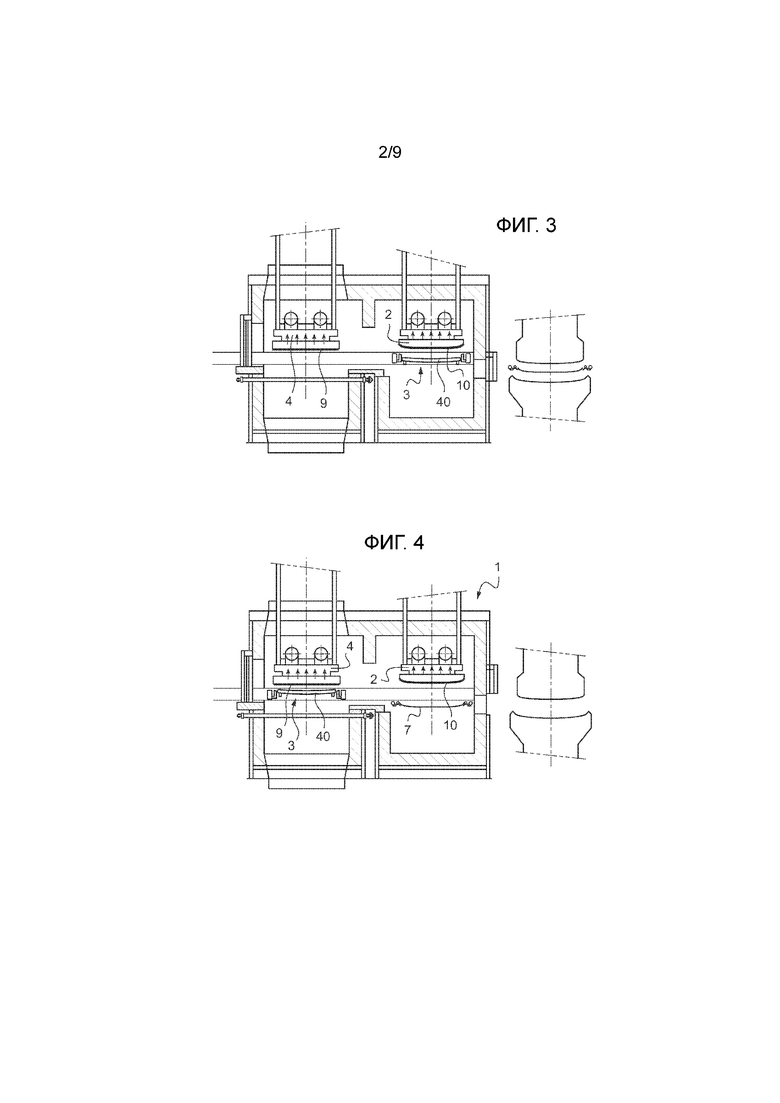
Фигура 3 показывает то же устройство, что и на фигуре 2, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, два верхних штампа 2 и 4 были подняты, и теперь каждый удерживает напротив себя лист, используя свое средство всасывания через их основную сторону: негнутый плоский лист 9 в случае верхнего удерживающего штампа 4 и гнутый лист 10 в случае верхнего штампа 2.
Фигура 4 показывает то же устройство, что и на фигуре 3, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, гибочная плита 3 переместилась вбок, чтобы занять положение под верхним удерживающим штампом 4, чтобы принять лист 9. Заготовочная форма 40 плиты 3 переместилась в верхнее положение относительно прижимной формы 22. После открывания двери 41 охлаждающая рама 7 вошла в модуль 1 в результате перемещения в боковом направлении и разместилась под верхним гибочным штампом 2, чтобы принять лист 10.
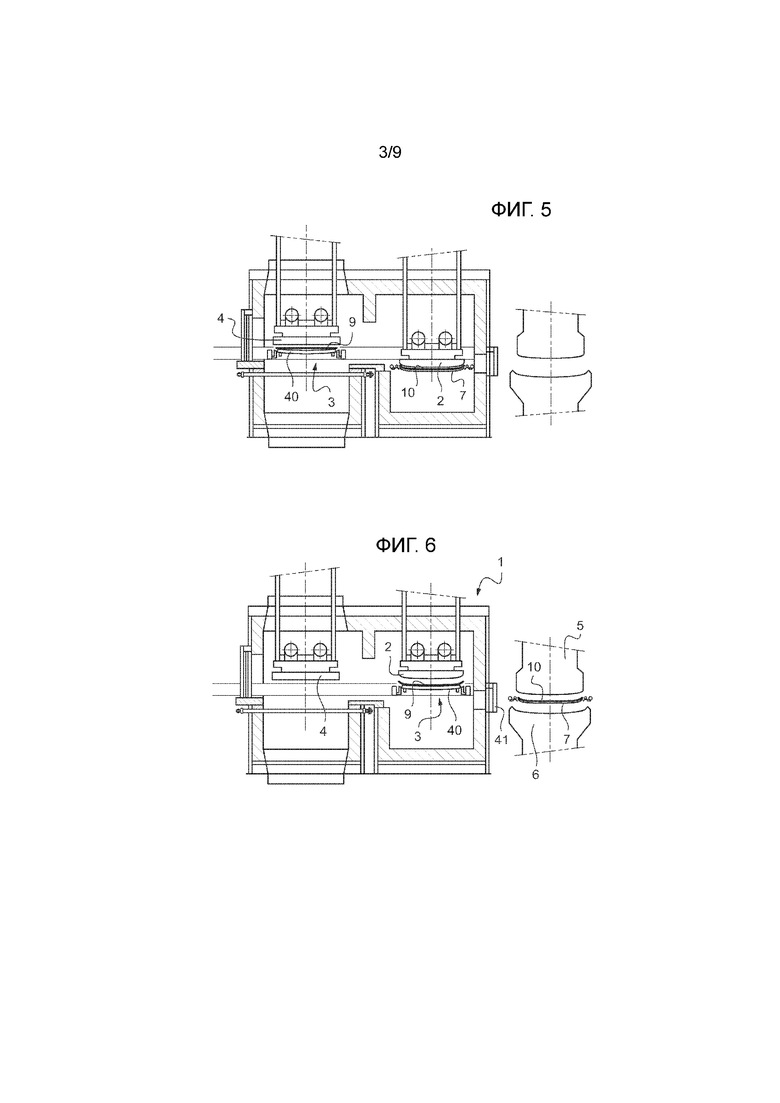
Фигура 5 показывает то же устройство, что и на фигуре 4, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, верхний удерживающий штамп 4 опустился и выдал лист 9 на заготовочную форму 40 плиты 3, так что он может гнуться под действием гравитации. Верхний гибочный штамп 2 опустился и выдал гнутый лист 10 на охлаждающую плиту 7.
Фигура 6 показывает то же устройство, что и на фигуре 5, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, два верхних штампа 4 и 2 были подняты пустыми, а плита 3, несущая лист 9, переместилась вбок, чтобы оказаться под верхним гибочным штампом 2, причем этот перенос использовался для гравитационной гибки листа 9 на заготовочной форме 40. При необходимости, чтобы избежать перемещения в боковом направлении листа на гибочной плите, положение листа на заготовочной форме удерживают с помощью упоров, которые контактируют с кромкой стекла.
Охлаждающая плита 7 переместилась вбок, чтобы извлечь лист 10 из модуля 1 и поместить его между закалочными воздуходувными камерами 5 и 6, затем дверь 41 снова закрылась.
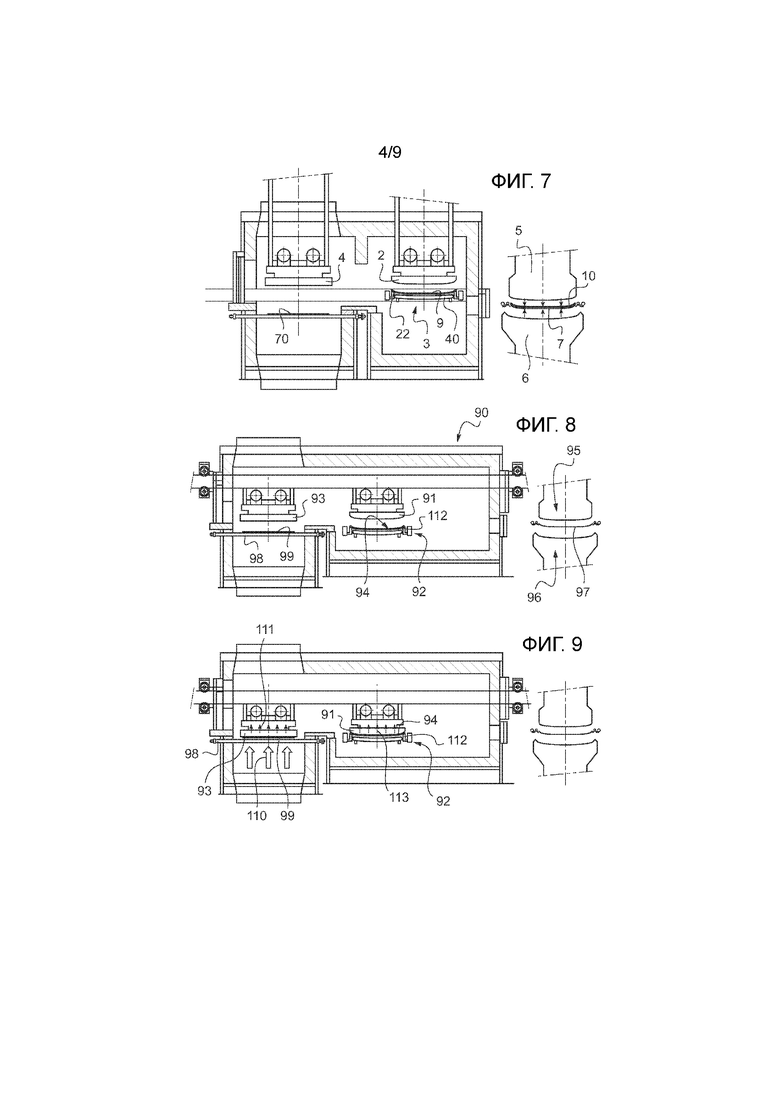
Фигура 7 показывает то же устройство, что и на фигуре 8, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, закалочные воздуходувные камеры начали выдувать воздух на обе стороны листа 10 в целях его закалки, прижимная форма 22 переместилась в верхнее положение, чтобы захватить лист 9 для прижатия его к верхнему гибочному штампу 2, плоский лист 70 поступил в положение захвата под верхним удерживающим штампом 4. Таким образом, это является повторением конфигурации, аналогичной показанной на фигуре 1, за исключением того, что лист 70 занял место листа 9 и будет подвергаться тому же процессу, тогда как лист 9 занял место листа 10 и будет подвергаться тому же процессу, а лист 10 будет отведен из его положения между воздуходувными камерами, например, путем перемещения в боковом направлении, позволяющего выгрузить его с охлаждающей плиты 7.
Фигуры 8-14 иллюстрируют вариант осуществления согласно изобретению, в котором гибочная плита закреплена сбоку, а верхний удерживающий штамп и верхний гибочный штамп движутся в боковом направлении (и вертикально) в листогибочном модуле. Во всей этой серии фигур каждый элемент сохраняет свое численное обозначение.
Фигура 8 показывает устройство согласно изобретению и его применение в процессе гибки. Листогибочный модуль 90, внутренний объем которого нагрет до температуры гибки стеклянных листов, подлежащих гибке, содержит верхний гибочный штамп 91, гибочную плиту 92 и верхний удерживающий штамп 93. Гибочная плита 92 поддерживает лист 94, уже частично изогнутый в результате гравитационной гибки и уже поддерживаемый прижимной формой 112, так что его можно гнуть прессованием. Рядом с модулем 90 в зоне охлаждения находятся две закалочные воздуходувные камеры 95 и 96, между которыми находится охлаждающая плита 97. Рольганг 98 образует средство для транспортировки стеклянных листов 99. Направление перемещения рольганга 98 перпендикулярно фигуре. Рольганг перемещает листы 99 друг за другом в положение захвата, над которым может быть позиционирован верхний удерживающий штамп 93. На фигуре 8 верхний удерживающий штамп 93 и верхний гибочный штамп 91 являются пустыми и находятся в поднятом положении. Верхний удерживающий штамп 93 находится выше положения захвата, которое занято плоским листом 99.
На фигуре 9 показано то же устройство, что и на фигуре 8, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, два верхних штампа 91 и 93 были опущены, пневматический подъемный механизм дутьевого типа (показанный стрелками 110) был включен, чтобы выдувать воздух между роликами 98 и поднимать плоский лист 99, пока он не вступит в контакт с верхним удерживающим штампом 93. Был включен пневматический удерживающий механизм всасывающего типа (показанный стрелками 111), чтобы удерживать лист 99 напротив верхнего удерживающего штампа, несмотря на позднейшее выключение пневматического подъемного механизма 110. Затем лист 94 гнулся прессованием между верхним гибочным штампом 91 и прижимной формой 112 гибочной плиты 92. Всасывающее средство (показанное стрелками 113) было включено, чтобы удерживать лист 94 напротив штампа 91, несмотря на последующее разделение штампа 91 и плиты 92.
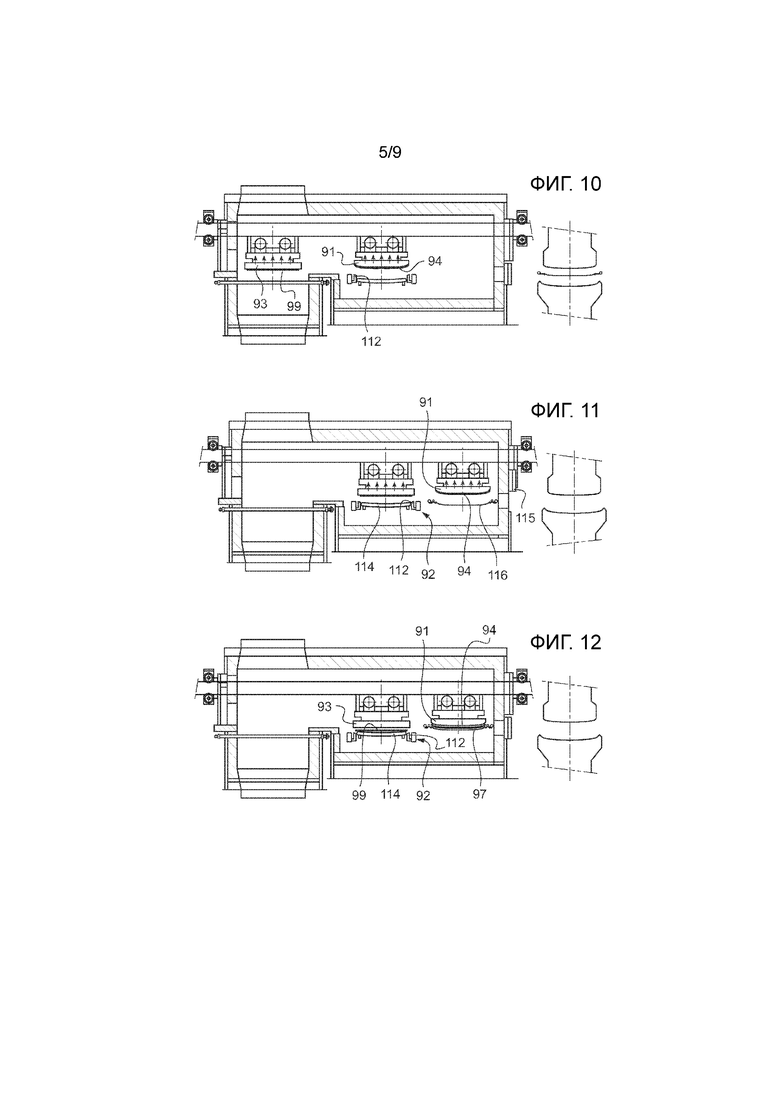
На фигуре 10 показано то же устройство, что и на фигуре 9, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, два верхних штампа 93 и 91 были подняты, и каждый удерживает напротив себя лист посредством средства всасывания через их главную поверхность: негнутый плоский лист 99 в случае верхнего удерживающего штампа 93 и гнутый лист 94 в случае верхнего гибочного штампа 91.
На фигуре 11 показано то же устройство, что и на фигуре 10, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, верхний удерживающий штамп был отведен в боковом направлении, чтобы оказаться над гибочной плитой 92 для выдачи на нее листа 99. Заготовочная форма 114 плиты 92 переместилась в верхнее положение относительно прижимной формы 112, чтобы принять лист 99. Верхний гибочный штамп 91 также переместился в боковом направлении . После открывания двери 115 охлаждающая рама 116 вошла в модуль 90 путем перемещения в боковом направлении и расположилась под верхним гибочным штампом 91, чтобы принять лист 94.
На фигуре 12 показано то же устройство, что и на фигуре 11, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, верхний удерживающий штамп 93 был опущен и выдал лист 99 на заготовочную форму 114 плиты 92, так что он может гнуться под действием силы тяжести. Верхний гибочный штамп 91 был опущен и выдал гнутый лист 114 на охлаждающую плиту 97.
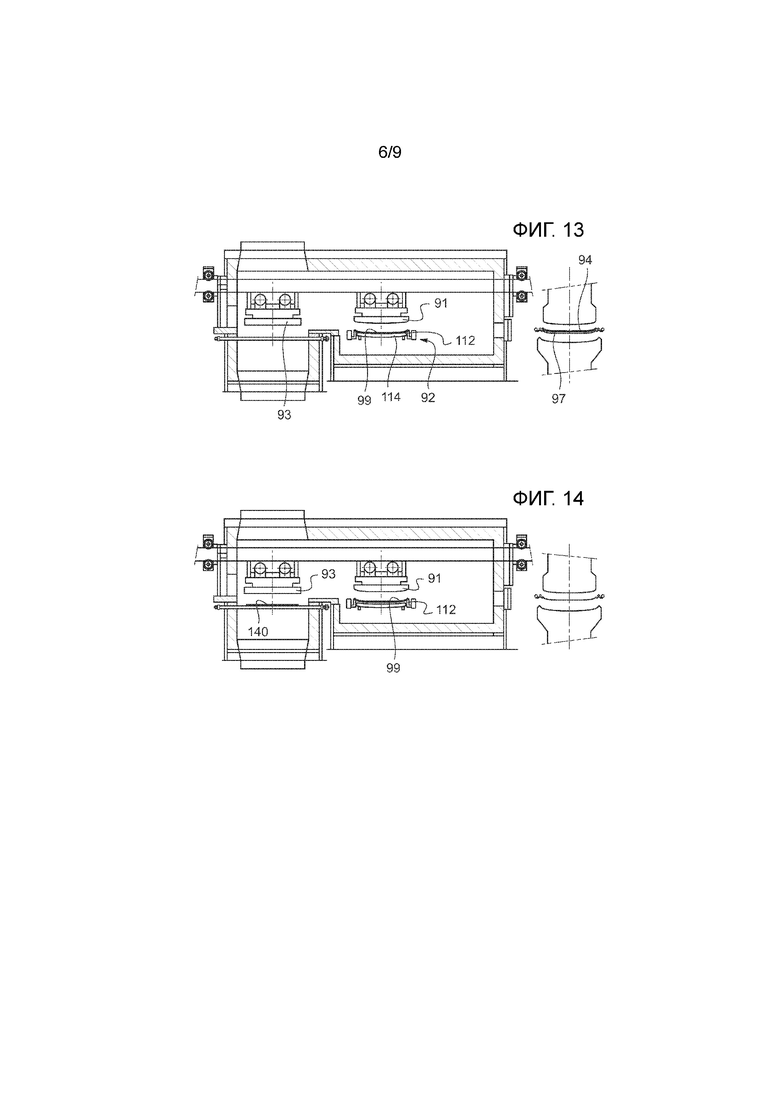
Фигура 13 показывает то же устройство, что и на фигуре 12, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, два верхних штампа 93 и 91 были подняты пустыми и перемещены вбок, чтобы верхний удерживающий штамп 93 вернулся в его положение над положением захвата, а верхний гибочный штамп 91 вернулся в его положение выше гибочной плиты 92. Время этого переноса верхних штампов было использовано для гравитационной гибки листа 99 на заготовочной форме 114. Охлаждающая плита 97 переместилась вбок, чтобы извлечь лист 94 из модуля 90 и поместить его между закалочными воздуходувными камерами 95 и 96, затем дверь 115 снова закрылась.
На фигуре 14 показано то же устройство, что и на фигуре 13, но на более поздней стадии. Между моментами, изображенными на этих двух фигурах, закалочные воздуходувные камеры начали выдувать воздух на две стороны листа 94 с целью его отпуска, при этом прижимная форма 112 переместилась в верхнее положение, чтобы захватить лист 99 для его прижатия к верхнему гибочному штампу 91, плоский лист 140 поступил в положение захвата под верхним удерживающим штампом 93. Таким образом, это снова соответствует конфигурации, изображенной на фигуре 8, за исключением того, что место листа 99 занял лист 140, который будет подвергаться тому же процессу, тогда как лист 99 занял место листа 94 и будет подвергаться тому же процессу, а лист 94 будет удален из его положения между воздуходувными камерами, например, в результате перемещения в боковом направлении охлаждающей плиты 97, чтобы его можно было выгрузить с указанной охлаждающей плиты 97.
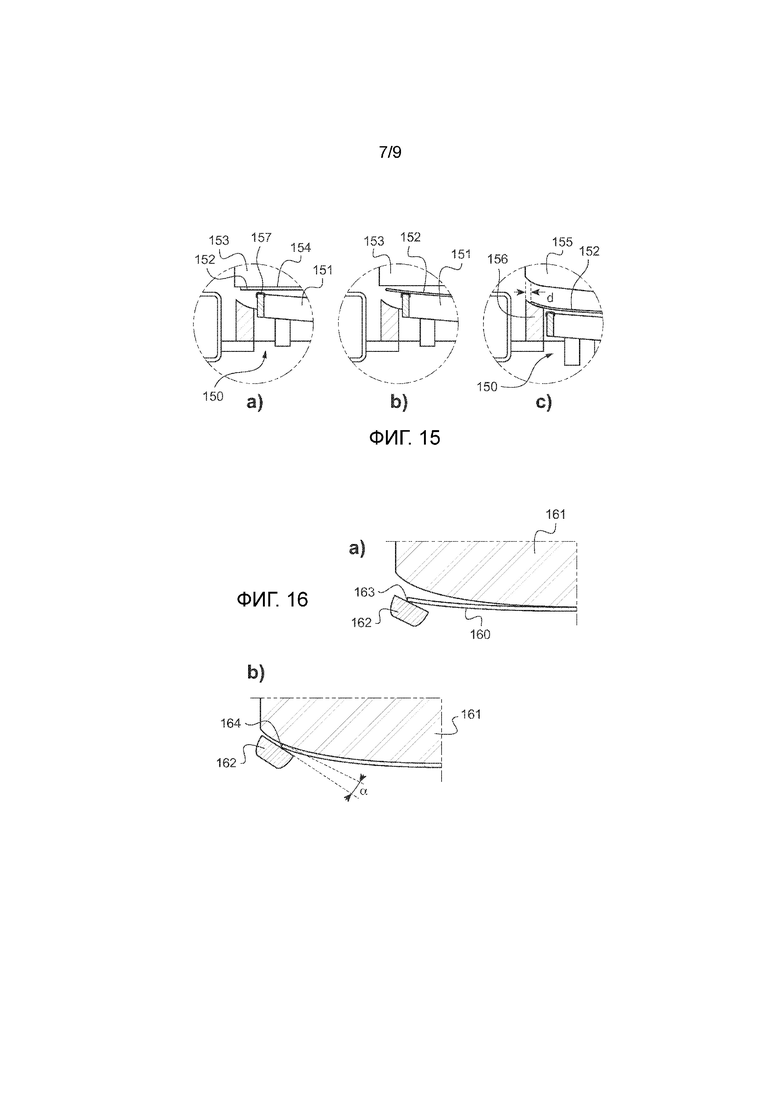
Фигура 15 показывает часть гибочной плиты и перемещение в верхнее или нижнее положение заготовочной формы и прижимной формы. Фигура 15a) показывает гибочную плиту 150, у которой заготовочная форма 151 находится в поднятом положении, способном принять лист 152, удерживаемый напротив верхнего удерживающего штампа 153 пневматическим удерживающим механизмом всасывающего типа, действующим через его главную поверхность 154 в контакте со стеклом. Контактная дорожка заготовочной формы покрыта волокнистым материалом 157, хорошо известным специалистам в данной области, для смягчения контакта между инструментом и стеклом и уменьшения риска царапин, а также для изоляции стекла от заготовочной формы. На фигуре 15b), так как всасывающее средство верхнего удерживающего штампа 153 было выключено, лист 152 был принят на заготовочной форме 151. Началась гравитационная гибка листа 152 на заготовочной форме 151. Между моментами, изображенными на фигуре 15b) и фигуре 15c), произошло относительное перемещение в боковом направлении верхних штампов и гибочной плиты 150, так что верхний гибочный штамп 155 снова находится выше гибочной плиты 150. На фигуре 15c) прижимная форма 156 переместилась в верхнее положение и захватила лист 152. Прижимная форма выступает за край стекла на расстояние d.
Фигура 16 показывает гибку прессованием изогнутого начерно стеклянного листа 160 между верхним гибочным штампом 161 и прижимной формой 162. В момент a) штамп 162 начал толкать лист 160 от штампа 161, чтобы центральная зона листа вошла в контакт с центральной зоной верхнего штампа 161. На этой стадии зона контакта листа со штампом 162 находится в верхней части 163 штампа 162. Момент b) соответствует концу прессования, и периферия листа также находится в контакте с верхним гибочным штампом 161. Можно отметить, что штамп 162 касается только тонкой полосы стекла в этот момент, и штамп отклоняется от стекла при продолжении движения к центру, образуя угол сближения α. Это снижает опасность того, что штамп 162 поцарапает стекло. Внешний край стекла не выходит за пределы прижимной формы 162. Чем больше стекло изгибается во время гибки, тем больше край стекла скользит по штампу 162, пока не окажется в итоге в нижней половине ширины контактной дорожки 164 штампа 162. Верхний штамп 161 и прижимная форма 162 имеют комплементарные формы в зоне их контакта со стеклом. Следует отметить, что формы этих двух инструментов больше не дополняют друг друга на расстоянии от зоны контакта.
Фигура 17 показывает гибочную плиту согласно изобретению, содержащую заготовочную форму 200, поддерживающую стеклянный лист 201 с помощью контактной дорожки 202. Заготовочная форма снабжена всасывающей системой для улучшения удерживания на ней стекла во время ускорений или замедлений. В виде сверху заготовочная форма и его контактная дорожка имеют форму кольца, окружающего отверстие 210. Контактная дорожка выполнена из жаростойкого волокнистого материала 205, хорошо известного специалистам в данной области для оборудования инструментов, контактирующих с горячим стеклом. Этот волокнистый материал покрывает, в частности, механически обработанную верхнюю поверхность 208 заготовочной формы, под которой была устроена замкнутая камера 209, из которой можно откачать воздух, причем указанная верхняя поверхность 208 является перфорированной. Волокнистый материал является достаточно мягким, чтобы принимать форму механически обработанной верхней поверхности 208 заготовочной формы. Внутренний объем замкнутой камеры 209 соединен с системой вакуумирования через воздухопровод 203. Всасывание производится через отверстия 204, имеющиеся в механически обработанной верхней поверхности заготовочной формы, затем через волокнистый материал 205, причем последний намеренно выполнен газопроницаемым. Считается, что он тоже содержит отверстия, которые позволяют проходить через них всасываемому воздушному потоку. В этом варианте осуществления контактная дорожка является слегка искривленной. На этом заготовочной форме можно осуществить частичную черновую гибку. Другой гибочный инструмент состоит из верхнего гибочного штампа 206 и прижимной гибочной рамы 207, которая окружает заготовочную форму 200. В подходящий момент, то есть когда перенос стекла был завершен, т.е. оно находится под верхним гибочным штампом 206, заготовочная форма опускается, позволяя прижимной гибочной раме принять стекло, и верхний штамп 206 опускается, прижимая лист к прижимной гибочной раме 207. Включается всасывание, чтобы удерживать лист на заготовочной форме во время переноса стекла, пока оно не окажется под верхним гибочным штампом. Время этого переноса можно использовать для осуществления предварительной гравитационной гибки на заготовочной форме. Когда стекло окажется в правильном положении, всасывание выключают, чтобы заготовочная форма больше не удерживала стекло, и чтобы прижимная гибочная рама могла принять лист.
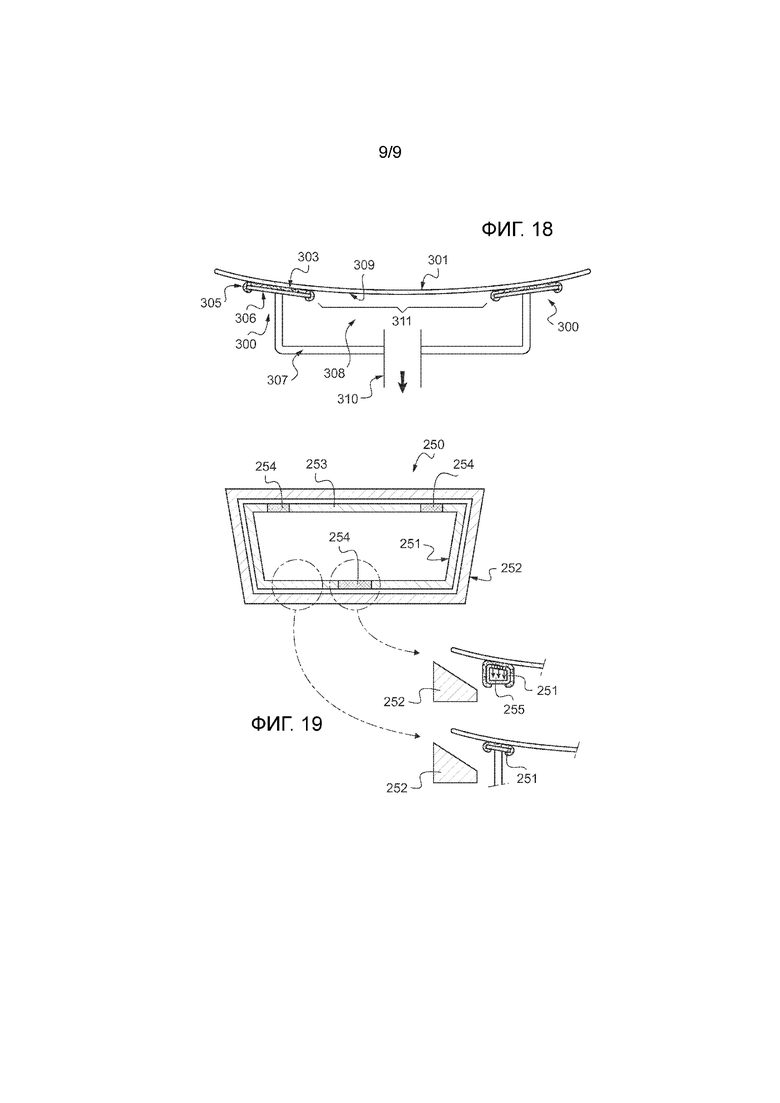
Фигура 18 показывает заготовочная форма 300, поддерживающая стеклянный лист 301 посредством контактной дорожки 303. Эта контактная дорожка выполнена из жаростойкого волокнистого материала 305, хорошо известного специалистам в данной области для оборудования инструментов, контактирующих с горячим стеклом. Указанный волокнистый материал покрывает, в частности, верхнюю поверхность кольцевой металлической рамы 306, окружающей отверстие 311. Металлическая рама 306 придает контактной дорожке желаемую форму, при этом волокнистый материал является достаточно мягким, чтобы принять форму верхней стороны металлической рамы 306. Рама соединена своей стороной, противоположной контактной дорожке, с воздуходувной камерой 307, образующей объем 308 под нижней поверхностью 309 стеклянного листа. Воздуходувная камера соединена с воздухопроводом 310, позволяющим создать вакуум в объеме 308 после того, как стеклянный лист опустится на контактную дорожку. Таким образом, всасывание осуществляется в центральной зоне нижней стороны 309 листа через отверстие 311, окруженное заготовочной формой. Вакуум увеличивает силу, приложенную к верхней стороне листа 301. В результате лист более прочно удерживается на заготовочной форме и, тем самым, лучше удерживается на месте, несмотря на перемещение в боковом направлении заготовочной формы. Как и в случае гибочной плиты с фигуры 17, эта заготовочная форма может предназначаться для позиционирования листа под верхним гибочным штампом, прижимная гибочная рама, окружающая заготовочную форму, принимает затем на себя управление листом, чтобы изогнуть его о верхний гибочный штамп, согласно принципу, уже описанному в связи с фигурой 17.
Фигура 19 показывает вид сверху плиты 250 для гибки стеклянного листа, содержащей заготовочную форму 251 и окружающую ее прижимную гибочную раму 252. Контактная дорожка 253 заготовочной формы содержит 3 зоны 254 (показанные заштрихованными), снабженные отверстиями, чтобы можно было осуществить всасывание для лучшего удерживания стекла на контактной дорожке. Таким образом, всасывание реализуется только через часть контактной дорожки заготовочной формы. Под перфорированной зоной образована замкнутая камера 255, которую можно вакуумировать с помощью воздухопроводов (не показаны), соединенных с всасывающей системой. Таким образом, всасывание создается только в трех ограниченных зонах, которые соединены с всасывающей системой. Это локализованное всасывание снижает затраты на оборудование и упрощает всасывающую систему в заготовочной форме.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСАСЫВАЮЩАЯ ОПОРА ДЛЯ СТЕКЛА | 2017 |
|
RU2742025C2 |
| ГИБКА ТОНКОГО СТЕКЛА | 2017 |
|
RU2753297C2 |
| ОКОННОЕ СТЕКЛО С УМЕНЬШЕННЫМ РАСТЯГИВАЮЩИМ НАПРЯЖЕНИЕМ | 2018 |
|
RU2764111C2 |
| Устройство для изготовления гнутого стеклянного листа | 1979 |
|
SU1120922A3 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМНОЙ ГИБКИ РАЗМЯГЧЕННОГО ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2009108C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГНУТОГО МНОГОСЛОЙНОГО ОКОННОГО СТЕКЛА, СОДЕРЖАЩЕГО ТОНКИЙ СТЕКЛЯННЫЙ ЛИСТ | 2017 |
|
RU2720685C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГИБКИ ОКОННЫХ СТЕКОЛ | 2018 |
|
RU2744119C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГИБКИ ОКОННЫХ СТЕКОЛ | 2018 |
|
RU2731248C1 |
| ШТАМП ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2069647C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГИБАНИЯ ПЛАСТИН | 2019 |
|
RU2760812C1 |

Группа изобретений относится к устройству для гибки стеклянных листов и способу получения гнутых листовых стекол. Устройство для гибки стеклянных листов содержит верхний гибочный штамп и гибочную плиту. Верхний гибочный штамп и/или указанная гибочная плита выполнены с возможностью перемещения в боковом направлении относительно друг друга. Гибочная плита содержит заготовочную форму для гравитационной гибки стеклянного листа и прижимную форму, выполненную с возможностью прижатия стеклянного листа к верхнему штампу. В виде сверху одна из этих двух форм гибочной плиты окружена другой, и по меньшей мере одна из этих двух форм гибочной плиты выполнена с возможностью перемещения по вертикали относительно другого. Устройство содержит верхний удерживающий штамп, снабженный пневматическим удерживающим механизмом, в частности, всасывающим средством, способным удерживать стеклянный лист напротив себя. Верхний удерживающий штамп и/или гибочная плита выполнены с возможностью перемещения в боковом направлении относительно друг друга, так что гибочная плита выполнена с возможностью поочередного нахождения под верхним удерживающим штампом или под верхним гибочным штампом. Гибочная плита выполнена с возможностью возвратно-поступательного перемещения между позицией под верхним удерживающим штампом, чтобы принять лист на свою заготовочную форму, и позицией под верхним гибочным штампом, чтобы прижимать лист к верхнему гибочному штампу посредством его прижимной формы. Заготовочная форма содержит удерживающее средство, содержащее всасывающую систему, действующую на нижнюю сторону стекла через отверстия в его контактной дорожке. Всасывание является достаточно сильным, чтобы предотвратить перемещение стекла в боковом направлении на заготовочной форме во время ускорения или замедления. Технический результат заключается в стабилизации стекла в оптимальном положении на гибочной плите во время ее перемещения. 2 н. и 19 з.п. ф-лы, 19 ил.
1. Устройство для гибки стеклянных листов, содержащее верхний гибочный штамп (2) и гибочную плиту (3), причем верхний гибочный штамп и/или указанная гибочная плита выполнены с возможностью перемещения в боковом направлении относительно друг друга, причем гибочная плита содержит заготовочную форму (40) для гравитационной гибки стеклянного листа и прижимную форму (22), выполненную с возможностью прижатия стеклянного листа к верхнему штампу, причем в виде сверху одна из этих двух форм гибочной плиты окружена другой, и по меньшей мере одна из этих двух форм гибочной плиты выполнена с возможностью перемещения по вертикали относительно другого, при этом устройство содержит верхний удерживающий штамп (4), снабженный пневматическим удерживающим механизмом, в частности, всасывающим средством, способным удерживать стеклянный лист напротив себя, при этом верхний удерживающий штамп и/или гибочная плита выполнены с возможностью перемещения в боковом направлении относительно друг друга, так что гибочная плита выполнена с возможностью поочередного нахождения под верхним удерживающим штампом или под верхним гибочным штампом, гибочная плита выполнена с возможностью возвратно-поступательного перемещения между позицией под верхним удерживающим штампом, чтобы принять лист на свою заготовочную форму, и позицией под верхним гибочным штампом, чтобы прижимать лист к верхнему гибочному штампу посредством его прижимной формы, заготовочная форма содержит удерживающее средство, содержащее всасывающую систему, действующую на нижнюю сторону стекла через отверстия в его контактной дорожке (202), причем всасывание является достаточно сильным, чтобы предотвратить перемещение стекла в боковом направлении на заготовочной форме во время ускорения или замедления.
2. Устройство по предыдущему пункту, отличающееся тем, что заготовочная форма представляет собой раму, у которой контактная дорожка со стеклом имеет ширину в интервале от 3 мм до 90 мм.
3. Устройство по п. 1, отличающееся тем, что верхний удерживающий штамп является плоским или изогнутым.
4. Устройство по п. 1, отличающееся тем, что оно содержит транспортирующее средство (8), переносящее листы друг за другом, доводя каждый лист до положения захвата верхним удерживающим штампом, и пневматический подъемный механизм, способный перемещать стеклянный лист вверх от его положения захвата до тех пор, пока он не придет в контакт с верхним удерживающим штампом.
5. Устройство по предыдущему пункту, отличающееся тем, что транспортирующее средство является рольгангом, и тем, что пневматический подъемный механизм является средством, нагнетающим воздух снизу вверх через рольганг.
6. Устройство по п. 1, отличающееся тем, что оно содержит листогибочный модуль (1), выполненный с возможностью нагрева до температуры гибки, включающий положение захвата, верхний гибочный штамп, верхний удерживающий штамп и гибочную плиту.
7. Устройство по п. 1, отличающееся тем, что гибочная плита выполнена с возможностью перемещения в боковом направлении с ускорением или замедлением по меньшей мере 1500 мм/с2, или же по меньшей мере 3000 мм/с2, или же по меньшей мере 5000 мм/с2, обычно менее 7500 мм/с2.
8. Устройство по предыдущему пункту, отличающееся тем, что гибочная плита содержит удерживающее средство, содержащее по меньшей мере один упор, способный контактировать с поверхностью кромки листа.
9. Устройство по п. 1, отличающееся тем, что заготовочная форма представляет собой раму, у которой дорожка контакта со стеклом имеет ширину в интервале от 25 до 90 мм, предпочтительно от 50 до 90 мм.
10. Устройство по п. 1, отличающееся тем, что верхний удерживающий штамп выполнен с возможностью возвратно-поступательного перемещения между положением над положением захвата для захвата листа и положением над гибочной плитой для выдачи листа на заготовочную форму, и тем, что верхний гибочный штамп выполнен с возможностью возвратно-поступательного перемещения между положением над гибочной плитой для гибки листа между собой и прижимной формой гибочной плиты и положением выдачи листа, чтобы он мог охлаждаться.
11. Устройство по одному из предыдущих пунктов, отличающееся тем, что верхний гибочный штамп оборудован всасывающим средством, способным удерживать гнутый стеклянный лист напротив себя.
12. Устройство по одному из предыдущих пунктов, отличающееся тем, что оно содержит охлаждающую раму (7), выполненную с возможностью перемещения в боковом направлении и с возможностью позиционирования под верхним гибочным штампом, чтобы принять гнутый лист, выданный верхним гибочным штампом, и с возможностью перемещения листа в зону охлаждения.
13. Способ получения гнутых листовых стекол, включающий гибку листов при температуре моллирования при помощи устройства по одному из пп. 1-7, причем стеклянный лист повергается гравитационной гибке на заготовочной форме, затем прижимная форма перемещается в верхнее положение относительно заготовочной формы, чтобы захватить стеклянный лист, и затем стеклянный лист прижимается к верхнему гибочному штампу, при этом стеклянные листы проводят друг за другом на конвейерном средстве, в частности, типа рольганга, до положения, называемого положением захвата, при этом лист в положении захвата поднимается пневматическим подъемным механизмом, в частности, типа дующего снизу вверх воздуха, в частности, через рольганг, до тех пор, пока он не придет в контакт с верхним удерживающим штампом, находящимся выше положения захвата, затем верхний удерживающий штамп удерживает лист напротив себя посредством пневматического удерживающего механизма, в частности, всасывающего типа, и затем, после относительного перемещения в боковом направлении верхнего удерживающего штампа и/или гибочной плиты, верхнее удерживающее средство, удерживающее стеклянный лист напротив себя, позиционируется над гибочной плитой, у которой заготовочная форма находится в верхнем положении, затем пневматический удерживающий механизм верхнего удерживающего штампа выключается, и указанный лист выдается на заготовочную форму для его гибки под действием силы тяжести, для относительного перемещения в боковом направлении верхнего удерживающего штампа и/или гибочной плиты, гибочная плита приводится в перемещение в боковом направлении, при этом верхний удерживающий штамп при необходимости фиксирован в боковом направлении, и верхний гибочный штамп при необходимости фиксирован в боковом направлении, при ускорении или замедлении перемещения в боковом направлении гибочной плиты лист удерживается на заготовочной форме благодаря всасыванию, создаваемому всасывающей системой, действующей на нижнюю поверхность листа, через отверстие в контактной дорожке (202) заготовочной формы.
14. Способ по предыдущему пункту, отличающийся тем, что верхний гибочный штамп снабжен всасывающим средством, способным удерживать гнутый стеклянный лист напротив себя, при этом гнутый лист удерживается напротив верхнего гибочного штампа посредством всасывающего средства после гибки прижатием, при этом выполненная с возможностью перемещения в боковом направлении охлаждающая рама проходит под верхним гибочным штампом, затем всасывающее средство верхнего гибочного штампа выключается, и охлаждающая рама принимает гнутый стеклянный лист, выданный верхним гибочным штампом, и переносит его путем перемещения в боковом направлении в зону охлаждения.
15. Способ по предыдущему пункту, отличающийся тем, что в зоне охлаждения охлаждающая рама, поддерживающая стеклянный лист, находится между воздуходувными камерами, при этом на стеклянный лист действует струя воздуха, охлаждая его, в частности, по типу термического отпуска.
16. Способ по предыдущему пункту, отличающийся тем, что в положении захвата гибочная плита, верхний удерживающий штамп и верхний гибочный штамп находятся внутри листогибочного модуля, нагретого до температуры моллирования листового стекла.
17. Способ по п. 13, отличающийся тем, что когда стеклянный лист находится на гибочной плите после относительного перемещения в боковом направлении верхнего удерживающего штампа и/или гибочной плиты и после относительного перемещения в боковом направлении верхнего гибочного штампа и/или гибочной плиты, верхний удерживающий штамп больше не находится над гибочной плитой, а верхний гибочный штамп находится над гибочной плитой для гибки листа прижатием.
18. Способ по п. 13, отличающийся тем, что гибочная плита приводится в перемещение в боковом направлении, включающее ускорение или замедление, больше или равное 1500 мм/с2, или же больше или равное 3000 мм/с2, или же больше или равное 5000 мм/с2, обычно менее 7500 мм/с2.
19. Способ по п. 13, отличающийся тем, что заготовочная форма представляет собой раму, у которой контактная дорожка со стеклом имеет ширину в интервале от 25 до 90 мм, предпочтительно от 50 до 90 мм.
20. Способ по предыдущему пункту, отличающийся тем, что прижимная форма представляет собой раму, причем пневматический подъемный механизм, нагнетающий воздух снизу вверх, проходящий через заготовочную форму и прижимную форму при перемещении в боковом направлении гибочной плиты, позиционируется под верхним удерживающим штампом, чтобы удерживать стеклянный лист напротив себя.
21. Способ по п. 13, отличающийся тем, что для относительного перемещения в боковом направлении верхнего удерживающего штампа и/или гибочной плиты и для относительного перемещения в боковом направлении верхнего гибочного штампа и/или гибочной плиты верхний удерживающий штамп и верхний гибочный штамп приводятся в перемещение в боковом направлении, а гибочная плита, при необходимости, фиксирована в боковом направлении.
| СПОСОБ ОЦЕНКИ ПРОЦЕССОВ РАЗРУШЕНИЯ КОНСТРУКЦИЙ ПРИ АКУСТИКО-ЭМИССИОННОМ КОНТРОЛЕ | 2003 |
|
RU2233444C1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Универсальный гибочный штамп | 1982 |
|
SU1072951A1 |

