Область техники, к которой относится изобретение
Это изобретение относится к системе и способу формования стеклянных листов.
Уровень техники
Стеклянные листы традиционно формуют нагреванием на транспортере в печи и затем формованием в нагретой камере перед подачей на охлаждение. Такое охлаждение может быть медленным охлаждением, чтобы обеспечить отпуск, или более быстрым охлаждением, которое обеспечивает термическую закалку или отжиг. В связи с нагреванием стеклянных листов, см. Патенты США: 3,806,312 Макмастер и др.; 3,947,242 Макмастер и др.; 3,994,711 Макмастер; 4,404,011 Макмастер; и 4,512,460 Макмастер. В связи с формованием стеклянных листов, см. патенты США: 4,282,026 Макмастер и др.; 4,437,871 Макмастер и др.; 4,575,390 Макмастер; 4,661,141 Нитшке и др.; 4,662,925 Тимонс и др.; 5,004,491 Макмастер и др.; 5,330,550 Кустер и др.; 5,472,470 Корманьос и др.; 5,900,034 Мамфорд и др.; 5,906,668 Мамфорд и др.; 5,925,162 Нитшке и др.; 6,032,491 Нитшке и др.; 6,173,587 Мамфорд и др.; 6,418,754 Нитшке и др.; 6,718,798 Нитшке и др.; и 6,729,160 Нитшке и др. В связи с охлаждением, см. патенты США: 3,936,291 Макмастер; 4,470,838 Макмастер и др.; 4,525,193 Макмастер и др.; 4,946,491 Барр; 5,385,786 Шеттерли и др.; 5,917,107 Дукат и др. и 6,079,094 Дукат и др.
Во время формовочного процесса нагретые стеклянные листы могут удерживаться вакуумом, генерируемым у обращенной вниз формы, причем начальное удерживание стеклянного листа после приема с нагревающего транспортера может поддерживаться направленным вверх нагретым газовым потоком, который может обеспечиваться газовыми эжекторами, типа того, что раскрыт в патентах США: 4,204,854 Макмастер и др. и 4,222,763 Макмастер.
Для эффективного высокопроизводительного формования стеклянных листов важно для взаимодействующих форм быть должным образом размещенными при монтаже и установленными в линию друг с другом в течение каждого операционного цикла, который протекает труднее вследствие нагретой окружающей среды, в которой происходит формование стеклянного листа. См. патенты США: 4,781,745 Мамфорд; 5,158,592 Бакингем; 5,092,916 Макмастер и 5,230,728 Макмастер. Нагретая окружающая среда также делает более трудным замену форм между различными рабочими прогонами, которые не могут использовать те же самые формы. См. патент США 5,137,561 Шнабель младший, который раскрывает замену кольца ткани на стеклянном листе нагревательной печи.
После формования закалка или отпуск могут быть выполнены быстрым охлаждением в секции закалки между нижним и верхним модулями закалки и могут включать средство перемещения стеклянного листа в течение такого охлаждения продувкой большого количества газа вверх, так чтобы позволить присоединенному закалочному кольцу, которое несет стеклянный лист, двигаться назад к нагретой секции формования при подготовке к следующему циклу. См. патент США 4,361,432 Макмастер и др.
Все вышеупомянутые процитированные патенты тем самым включены ссылкой в рассмотрение.
Раскрытие изобретения
Задача настоящего изобретения - обеспечить улучшенную систему формования стеклянного листа.
Для решения вышеупомянутой задачи создана система формования стеклянного листа в соответствии с изобретением, которая включает в себя печь, имеющую камеру нагревания, в которой находится горизонтальный транспортер для перемещения стеклянных листов через печь по направлению перемещения для нагревания до температуры формования. Секция формования системы циклически формует нагретые стеклянные листы. Секция формования включает в себя нижнюю форму кольцевого типа и верхнюю форму, расположенную выше нижней формы и имеющую по всей поверхности обращенную вниз формовочную поверхность, у которой может быть создан вакуум. Вакуумная передающая плита системы установлена для горизонтального перемещения и имеет обращенную вниз (нижнюю) поверхность, у которой может быть создан вакуум для приема и удерживания стеклянного листа в контакте с нижней поверхностью. Система включает в себя первый привод, который перемещает вакуумную передающую плиту горизонтально между (а) положением приема внутри печи выше транспортера, от которого нижняя поверхность передающей вакуумной плиты получает нагретый стеклянный лист и удерживает его в контакте с нижней поверхностью, и (b) положением выгрузки внутри секции формования ниже верхней формы и выше нижней формы, чтобы выгрузить нагретый стеклянный лист на нижнюю форму. Второй привод системы перемещает верхнюю форму вверх и вниз. Второй привод перемещает верхнюю форму вверх, таким образом, вакуумная передающая плита может быть перемещена в положение выгрузки, чтобы выгрузить нагретый стеклянный лист на нижнюю форму. Затем вакуумная передающая плита перемещается назад в положение приема в пределах печи, а второй привод перемещает верхнюю форму вниз, чтобы прессовать нагретый стеклянный лист между нижней и верхней формами. После этого второй привод перемещает верхнюю форму вверх, и верхняя форма удерживает формованный стеклянный лист вакуумом, созданным по всей обращенной вниз формовочной поверхности верхней формы. Лоток доставки системы выполнен с возможностью горизонтального перемещения на уровне выше уровня вакуумной передающей плиты и ниже уровня верхней формы, движущейся вверх. Третий привод системы первоначально перемещает лоток доставки в секцию формования, чтобы принять формованный стеклянный лист от верхней формы, движущейся вверх, и затем перемещает лоток доставки и формованный стеклянный лист на ней из секции формования для доставки.
Система формования стеклянного листа, как раскрыто, включает секцию охлаждения, в которую формованный стеклянный лист поставляют лотком доставки для охлаждения.
Компоновка подъемного сопла поднимает нагретый стеклянный лист от транспортера до нижней поверхности вакуумной передающей плиты.
Нижняя поверхность вакуумной передающей плиты имеет слегка выпуклую форму, обращенную вниз и включает высокотемпературное тканевое покрытие, у которого удерживается нагретый стеклянный лист при его перемещении от печи до секции формования.
Секция формования системы включает нагретую камеру формования, сообщающуюся по текучей среде с камерой нагревания печи.
Система формования стеклянного листа также включает механизм наклона нижней формы.
Система раскрыта как включающая регулятор, который управляет перемещением вакуумной передающей плиты и лотка доставки таким образом, что каждая находится, по меньшей мере, частично в секции формования, и в то же самое время таким образом, что один цикл начинается в пределах секции формования прежде, чем предшествующий цикл заканчивается, чтобы уменьшить продолжительность цикла формования стеклянного листа. Регулятор перемещает вакуумную передающую плиту в секцию формования, по меньшей мере, частично ниже лотка доставки, перед тем как лоток доставки перемещается из секции формования, чтобы выгрузить формованный стеклянный лист предшествующего цикла. Предпочтительно регулятор управляет системой таким образом, что нагретый стеклянный лист выгружается на нижнюю форму приблизительно в то же самое время, когда лоток доставки принимает формованный стеклянный лист, обработанный в течение предшествующего цикла. Регулятор также управляет системой таким образом, что вакуумная передающая плита может принимать нагретый стеклянный лист с транспортера, в то время как стеклянный лист неподвижен или в то время как стеклянный лист перемещается. Кроме того, регулятор управляет системой таким образом, что полноповерхностная верхняя форма перемещается вниз, чтобы выгрузить формованный стеклянный лист на лоток доставки и затем перемещается назад вверх, так что лоток доставки может быть перемещен из секции формования для доставки.
Нижняя форма имеет верхние края обычно одного уровня, и каждый верхний край расположен на приблизительно 0,2-2 см, предпочтительно на приблизительно 0,2-6 см, ниже стеклянного листа непосредственно перед тем, как стеклянный лист отпускают от вакуумной передающей плиты на нижнюю форму.
Другая задача настоящего изобретения - обеспечить улучшенный способ формования стеклянных листов.
При выполнении способа формования стеклянных листов согласно предыдущей цели, стеклянный лист перемещают на горизонтальном транспортере по направлению перемещения в пределах печной камеры нагревания для нагревания до температуры формования. Вакуумную передающую плиту помещают внутрь печной камеры нагревания, причем нижняя поверхность вакуумной передающей плиты выше нагретого стеклянного листа на транспортере, и дифференциальное газовое давление применяют к стеклянному листу, так чтобы он принимался и удерживался в контакте с нижней поверхностью вакуумной передающей плиты. Вакуумную передающую плиту затем перемещают горизонтально с нагретым стеклянным листом, удерживаемым в контакте с нижней поверхностью, от печи до секции формования между нижней формой кольцевого типа и верхней формой, имеющей по всей поверхности формовочную поверхность, у которой может создаваться вакуум. Нагретый стеклянный лист выгружают с вакуумной передающей плиты на нижнюю форму, а вакуумная передающая плита перемещается от секции формования назад к печи. Верхняя форма перемещается вниз, чтобы совместиться с нижней формой для прессования нагретого стеклянного листа, причем вакуум создается у формовочной поверхности верхней формы, чтобы удерживать формованный стеклянный лист, и верхняя форма перемещается вверх с формованным стеклянным листом, удерживаемым верхней формой. Лоток доставки поддерживается для горизонтального перемещения на уровне выше уровня вакуумной передающей плиты и ниже уровня верхней формы, перемещающейся вверх.
Лоток доставки перемещается горизонтально к секции формования ниже верхней формы, и формованный стеклянный лист размещается на лотке доставки, который затем перемещается горизонтально от секции формования для доставки формованного стеклянного листа.
Формованный стеклянный лист перемещают на лотке доставки от секции формования до секции охлаждения для охлаждения.
Газ под давлением подают вверх из подъемного сопла, а вакуум создается у нижней поверхности вакуумной передающей плиты, чтобы поднять стеклянный лист вверх от транспортера и обеспечить его удержание вакуумной передающей плитой.
Нагретый стеклянный лист принимается высокотемпературным тканевым покрытием нижней поверхности вакуумной передающей плиты, которая имеет слегка выпуклую вниз форму.
Нижняя форма наклоняется после приема нагретого стеклянного листа, чтобы облегчить формование и последующую доставку.
Вакуумная передающая плита и лоток доставки размещаются, по меньшей мере, частично в секции формования в одно и то же время в соответствующих отношениях недокрытия (т.е. с зазором) и перекрытия, чтобы уменьшить продолжительность цикла формования стеклянного листа.
Задачи, особенности и преимущества настоящего изобретения легко очевидны из следующего подробного описания предпочтительного варианта, когда взяты в связи с сопровождающими чертежами.
Краткое описание чертежей
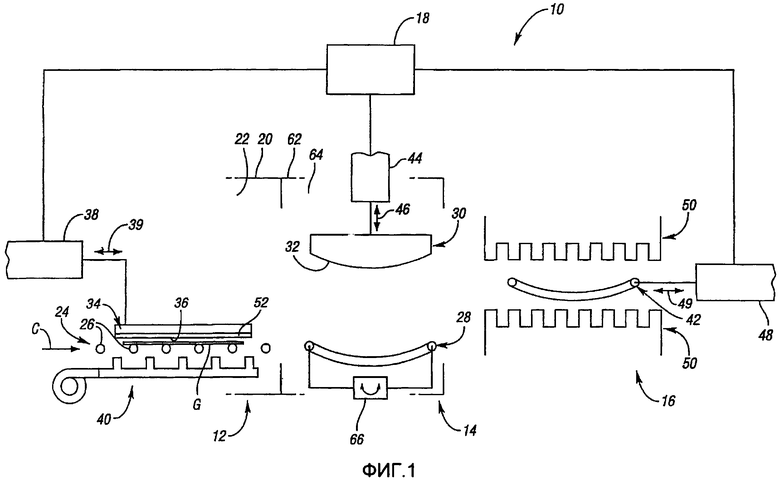
Фиг.1 показывает схематический вид системы формования стеклянного листа, построенной в соответствии с изобретением, чтобы обеспечить способ формования стеклянного листа во время работы системы и показывается в начальном положении до формования стеклянного листа.
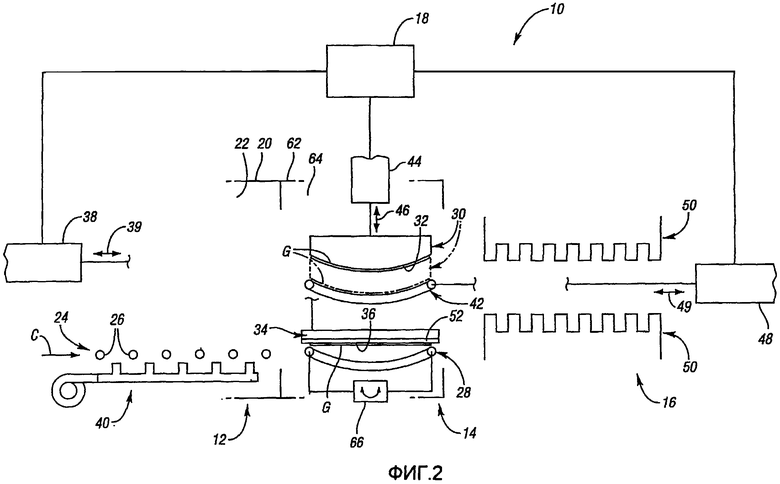
Фиг.2 показывает вид, подобный Фиг.1, как один цикл формования стеклянного листа почти завершается, а другой цикл формования начинается.
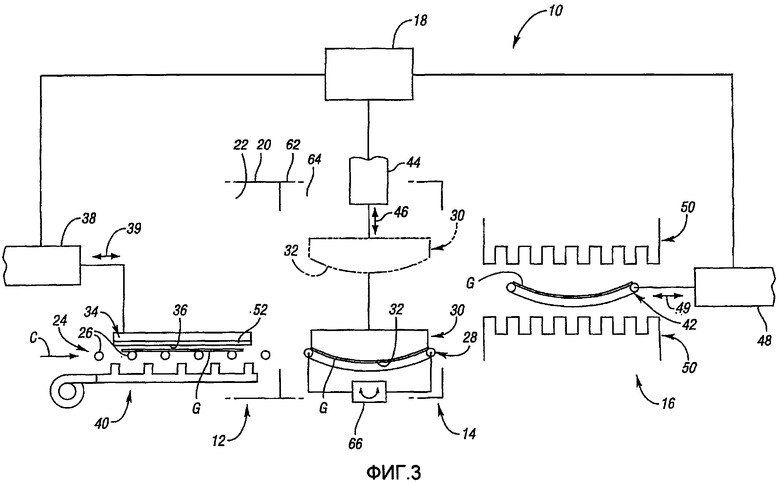
Фиг.3 показывает вид, подобный Фиг.2, на более поздней стадии после того, как один стеклянный лист выгружен, другой находится в процессе формования и третий стеклянный лист подготавливается для следующего цикла формования.
Осуществление изобретения
Со ссылкой на Фиг.1 система формования стеклянного листа, сконструированная в соответствии с изобретением, в целом обозначается 10 и включает в себя схематично обозначенную печь 12, секцию 14 формования и секцию 16 охлаждения, в которую доставляют формованные стеклянные листы. Регулятор 18 (контроллер) системы координирует работу печи 12, секций формования 14 и охлаждения 16. Формовочная система 10 согласно изобретению и способ выполнения формования стеклянных листов по изобретению в дальнейшем описан в комплексном виде, чтобы облегчить понимание всех аспектов изобретения.
Продолжая ссылаться на Фиг.1, печь 12 является печью обычного типа и включает изолированный корпус 20, который определяет обогревательную камеру 22, в которой расположен роликовый транспортер 24. Роликовый транспортер 24 включает ролики 26, на которых стеклянные листы G перемещаются с определенными интервалами в направлении перевозки, как показано стрелкой С для нагревания до температуры формования.
Секция 14 формования системы 10 циклически формует нагретые стеклянные листы G, как описано более полно в дальнейшем. Секция 14 формования включает в себя нижнюю форму 28 кольцевого типа и верхнюю форму 30, имеющую нижнюю поверхность 32, которая обеспечивает формовочную поверхность, у которой может создаваться вакуум, как описано более полно в дальнейшем.
Вакуумная передающая плита 34 системы 10 установлена для горизонтального перемещения и имеет нижнюю поверхность 36, у которой создается вакуум, чтобы принять и удержать нагретый стеклянный лист в контакте с нижней поверхностью. Первый привод 38 системы перемещает вакуумную передающую плиту 34 горизонтально, как показано стрелками 39, между положением приема в печи 12, как показано на Фиг.1, и положением выгрузки в пределах секции 14 формования, как показано в Фиг.2. Вакуумная передающая плита 34, когда перемещена приводом 38 в положение приема на Фиг.1, принимает нагретый стеклянный лист G, с транспортера под действием дифференциального давления газа, действующего на стеклянный лист. Более конкретно, вакуум создается у нижней поверхности 36 вакуумной передающей плиты 34 и подъемное сопло 40 может использоваться, чтобы обеспечить направленный вверх газовый поток так, чтобы стеклянный лист G перемещался вверх от роликового транспортера 24 в поддерживаемый контакт с нижней поверхностью плиты передачи. Первый привод 38 затем перемещает вакуумную передающую плиту 34 и стеклянный лист G, удерживаемый в контакте с ее нижней поверхностью, от положения приема на Фиг.1 в печи 12 к положению выгрузки на Фиг.2 в пределах секции 14 формования выше нижней формы 28 и ниже верхней формы 30. Вакуумная передающая плита 34 затем выгружает плоский стеклянный лист G на нижнюю форму 28, чтобы начать формование. Вакуумная передающая плита 34 затем перемещается первым приводом 38 назад в положение приема в пределах печи, как показано на Фиг.1, а лоток доставки 42 перемещается горизонтально от секции 14 формования, как показано на фиг.2, к секции 16 охлаждения, как показано на Фиг.3. Это перемещение лотка 42 доставки доставляет формованный стеклянный лист, как описано более полно в дальнейшем, так, чтобы могло проходить формование следующего стеклянного листа G, как показано на Фиг.3. Более конкретно, второй привод 44 системы перемещает верхнюю форму 30 вверх и вниз, как показано стрелками 46. Верхняя форма 30 перемещается вверх к положению на Фиг.2 таким образом, что стеклянный лист может быть принят от вакуумной передающей плиты 34 нижней формой 28 и перемещается вниз от высшего положения (пунктирная линия на Фиг.3) до низшего положения (сплошная линия), чтобы прессовать стеклянный лист между нижней и верхней формами. Вакуум создается у нижней поверхности 32 верхней формы 30, чтобы удержать стеклянный лист G на верхней форме, и второй привод 44 перемещает верхнюю форму вверх к положению на Фиг.2 для подготовки выгрузки формованного стеклянного листа и начала следующего цикла выгрузкой следующего стеклянного листа на нижнюю форму, как описано выше. Вакуум, созданный у нижней поверхности 32 верхней формы, может также помочь в формовании стеклянного листа между формами.
Как показано на Фиг.2 и 3, лоток 42 доставки перемещается горизонтально третьим приводом 48, как показано стрелками 49, между секцией 14 формования и секцией 16 охлаждения. В секции 14 формования лоток 42 доставки принимает формованный стеклянный лист от верхней формы 30 при снижении или полном прекращении ее вакуума. Кроме того, верхняя форма 30 может быть перемещена вниз, как показано пунктирной линией Фиг.2, ближе к лотку 42 доставки так, чтобы формованный стеклянный лист падал только малое расстояние, когда он принимается лотком доставки от верхней формы. После того верхняя форма 30 перемещается вверх, а лоток 42 доставки перемещается от секции 14 формования к секции 16 охлаждения между нижними и верхними охлаждающими головками 50, которые подают охлаждающий воздух для быстрого охлаждения стеклянного листа при отпуске или закалке. Следует понимать, что лоток доставки может также использоваться, чтобы обеспечить выгрузку формованного стеклянного листа для отжига, когда отожженное формованное стекло должно производиться.
К вакуумной передающей плите 34 и к верхней форме 30 могут быть первоначально подведен высокий вакуум, который затем понижают, чтобы предотвратить нежелательную деформацию стеклянного листа, и дальнейшее снижение вакуума или полное прекращение вакуума затем отпускает стеклянный лист. Кроме того, также возможно, что вакуумная передающая плита 34 и верхняя форма 30 снабжаются избыточным давлением газа, чтобы отпускать стеклянный лист в течение обработки, как описано выше.
Как показано на Фиг.2, лоток 42 доставки выполнен с возможностью перемещения на уровне выше уровня вакуумной передающей плиты 34 и ниже уровня верхней формы 30, перемещающейся вверх, таким образом, и вакуумная передающая плита и лоток доставки могут быть расположены в секции 14 формования в одно и то же время в соответствующих отношениях недокрытия и перекрытия друг к другу, по меньшей мере, частично или полностью, чтобы уменьшить продолжительность цикла формования стеклянного листа.
Более определенно, последующие циклы формования стеклянного листа могут быть выполнены в пределах секции формования 14 во время фазы перекрывания вследствие удерживания и перемещения вакуумной передающей плиты 34 и лотка 42 доставки на разных уровнях, так что они не мешают друг другу и могут, таким образом, быть, по меньшей мере, частично или полностью выстроены в соответствующих отношениях недокрытия и перекрытия друг к другу. Таким образом, один цикл формования может начаться в секции формования прежде, чем предшествующий цикл заканчивается, чтобы таким образом уменьшить продолжительность цикла системы. Как показано на Фиг.2, регулятор 18 управляет системой таким образом, что следующий стеклянный лист G, подлежащий формованию, принимается нижней формой 28 от вакуумной передающей плиты 34, приблизительно в то же самое время ранее отформованный стеклянный лист G отделяется от верхней формы 30 в лоток 42 доставки. Во многих применениях обе передачи не будут иметь место в одно и то же время, но и вакуумная передающая плита 34 и лоток 42 доставки будут, по меньшей мере, частично в пределах секции 14 формования в одно и то же время, причем с вакуумной передающей плитой, по меньшей мере, частично ниже лотка доставки и с лотка доставки, по меньшей мере, частично выше вакуумной передающей плиты, в режиме, который уменьшает продолжительность цикла формования по сравнению с системами, в которых каждый цикл должен быть полностью закончен в пределах секции формования прежде, чем следующий цикл может начаться, потому что формы мешают друг другу.
Нижняя поверхность 36 вакуумной передающей плиты 34 может быть плоской, но предпочтительно имеет слегка выпуклую вниз форму. Более определенно, нижняя поверхность 36 может иметь относительно большой радиус кривизны, такой, что стеклянный лист, имеющий длину приблизительно 1,5 метра, будет иметь центр, размещенный приблизительно на 2 сантиметра ниже прямой линии, соединяющей его концы.
Покрытие 52 из высокотемпературной ткани, которая может быть вязаной, тканой или войлочной и выполненной из стекловолокна или нержавеющей стали, закрепляют по периферии, чтобы покрыть нижнюю поверхность 36, и это покрытие не провисает вниз от поверхности вследствие ее формы, выпуклой вниз. Слегка выпуклая вниз форма поверхности вакуумной передающей плиты 36 устраняет необходимость связывать покрытие формы с поверхностью плиты и, следовательно, со стоимостью и временем изготовления. Такие покрытия формы предохраняют нагретые стеклянные листы от помарок или других искажений в течение обработки. Кроме того, выпуклая форма поверхности плиты 36 является предпочтительно цилиндрической в противоположность кривизне в поперечных направлениях. Более конкретно, цилиндрическая выпуклая вниз форма обеспечивает нижний край как линию, в противоположность поперечной кривизне, которая обеспечивает точку, и таким образом снижает давление, прилагаемое к стеклянному листу, и, следовательно, деформацию при съеме с транспортера.
Как показано в Фиг.1-3, секция 14 формования включает схематично обозначенный изолированный корпус 62, который определяет нагретую камеру 64 формования, которая сообщается флюидом с нагревательной камерой 22 печи. Секция 14 формования может быть изготовлена как отдельная единица, камера 64 формования сообщается флюидом с нижним по течению концом корпуса 20 печи, или может быть изготовлена как часть нижнего по течению конца печи. Кроме того, нижняя и верхняя формы 28 и 30 могут иметь большую кривизну в одном направлении и незначительную кривизну в поперечном направлении к большой кривизне, и большая кривизна может быть поперечной к направлению перемещения С вместо направления вдоль перемещения, как показано. Кроме того, в то время как секция 14 формования и секция 16 охлаждения, как показано, выстроены по направлению перемещения С, также возможно, что секция формования 14 и/или секция 16 охлаждения расположены на одной боковой стороне системы так, чтобы стеклянный лист выполнял 90-градусный поворот в течение его обработки. Как ранее сказано, также возможно использование системы для производства отожженного стеклянного листа.
Как показано в Фиг.1-3, нижняя форма 28 секции 14 формования включают механизм 66 наклона, который позволяет наклонять нижнюю форму после приема нагретого стеклянного листа. Стеклянный лист сначала сбрасывают на верхние края нижней формы, обычно с одинаковой высоты на каждом верхнем краю. Нижнюю форму со стеклянным листом на ней затем наклоняют и стеклянный лист формуют между формами в наклонном положении. Затем формованный стеклянный лист, в конечном счете, переносят на лоток доставки, который может перемещать стеклянный лист в секцию охлаждения, имеющую искривленные головки закалки, размещенные ближе друг к другу, чем это возможно без стеклянного листа, наклоненного от его начального положения. Кроме того, верхние края нижней формы 28 обычно находятся на одном и том же уровне и каждый верхний край располагается ниже на не меньше чем на приблизительно 0,2 сантиметра и не больше чем на приблизительно 2 сантиметра, и предпочтительно не больше, чем на приблизительно 0,6 сантиметра, ниже стеклянного листа G непосредственно перед тем, как стеклянный лист отпускают от вакуумной передающей плиты 34 на нижнюю форму.
Регулятор 18 может также управлять системой так, что первый привод 38 управляет вакуумной передающей плитой 34 так, что она принимает нагретый стеклянный лист G с роликового транспортера 24, в то время как стеклянный лист неподвижен или в то время как стеклянный лист перемещается.
Вакуумная передающая плита 34 также может перемещаться вниз в незначительной степени на противоположных концах передвижения в печи 12 и секции 14 формования. Такое движение вниз перемещает вакуумную передающую плиту 34 ближе к роликовому транспортеру 24, чтобы облегчить начальную передачу стеклянного листа плите передачи в печи. В секции 14 формования движение вниз снижает высоту падения стеклянного листа от вакуумной передающей плиты 34 на нижнюю форму 28.
В то время как предпочтительный вариант изобретения иллюстрирован и описан, это не значит, что этот вариант поясняет и описывает все возможные формы изобретения. Скорее, формулировки, используемые в спецификации, являются формулировками описания, а не ограничения, и понимается, что различные изменения могут быть сделаны, не отступая от сущности и объема изобретения, как определено в следующей формуле изобретения.
Изобретение относится к формованию стеклянных листов. Технический результат изобретения заключается в снижении времени цикла формования стекла. Система формования стеклянного листа содержит печь, горизонтальный транспортер, секцию циклического формования нагретых листов стекла, включающую нижнюю форму кольцевого типа и верхнюю форму, вакуумную передающую плиту, установленную для горизонтального перемещения стекла из печи в секцию формования, и лоток доставки, выполненный с возможностью горизонтального перемещения на уровне выше уровня вакуумной передающей плиты и ниже уровня верхней формы. Перемещение вакуумной передающей плиты в секцию формования начинается перед тем, как лоток доставки полностью выдвигается из секции формования, то есть вакуумная передающая плита и лоток доставки с расположенными на них листами стекла, по меньшей мере, частично находятся в секции формования в одно и то же время. 2 н. и 16 з.п. ф-лы, 3 ил.
1. Система формования стеклянного листа, содержащая:
печь, имеющую камеру нагревания;
горизонтальный транспортер, расположенный в камере нагревания печи для перемещения стеклянных листов через печь в направлении перемещения для нагревания до температуры формования;
секцию формования для циклического формования нагретых стеклянных листов, включающую нижнюю форму кольцевого типа и верхнюю форму, расположенную выше нижней формы и имеющую по всей поверхности обращенную вниз формовочную поверхность, у которой может создаваться вакуум;
вакуумную передающую плиту, установленную для горизонтального перемещения, и имеющую обращенную вниз поверхность, у которой создается вакуум для приема и удерживания стеклянного листа в контакте с обращенной вниз поверхностью;
первый привод, который перемещает вакуумную передающую плиту горизонтально между (а) положением приема в печи выше транспортера, с которого обращенная вниз поверхность вакуумной передающей плиты принимает нагретый стеклянный лист и удерживает его в контакте с обращенной вниз поверхностью, и (b) положением доставки в секции формования ниже верхней формы и выше нижней формы, чтобы доставить нагретый стеклянный лист на нижнюю форму;
второй привод, который перемещает верхнюю форму вверх и вниз, причем второй привод перемещает верхнюю форму вверх таким образом, что вакуумная передающая плита может быть перемещена к положению доставки, чтобы доставить нагретый стеклянный лист на нижнюю форму, вакуумная передающая плита затем перемещается первым приводом назад к положению приема в печи, а второй привод перемещает верхнюю форму вниз, чтобы взаимодействовать с нижней формой для прессования нагретого стеклянного листа, и затем второй привод перемещает верхнюю форму вверх, в то время как верхняя форма удерживает формованный стеклянный лист вакуумом, созданным по по всей обращенной вниз формовочной поверхности верхней формы;
лоток доставки, выполненный с возможностью горизонтального перемещения на уровне выше уровня вакуумной передающей плиты и ниже уровня верхней формы, перемещенной вверх; и
третий привод для начального перемещения лотка доставки в секцию формования, чтобы принять формованный стеклянный лист от верхней формы, перемещенной вверх, чтобы затем переместить лоток доставки и формованный стеклянный лист из секции формования для доставки; и
регулятор для управления приводами таким образом, что перемещение вакуумной передающей плиты в секцию формования начинается перед тем, как лоток доставки полностью выдвигается из секции формования так, что вакуумная передающая плита и лоток доставки, а также расположенные на них стеклянные листы, по меньшей мере, частично находятся в секции формования в одно и то же время и в соответствующих отношениях недокрытия и перекрытия по отношению друг к другу, посредством чего один цикл начинается внутри секции формования до того, как предыдущий цикл завершен для уменьшения продолжительности цикла формования стеклянного листа.
2. Система формования стеклянного листа по п.1, дополнительно включающая в себя секцию охлаждения, в которую формованный стеклянный лист поставляется лотком доставки для охлаждения.
3. Система формования стеклянного листа по п.1, в которой печь включает в себя компоновку подъемного сопла для подъема нагретого стеклянного листа от транспортера до обращенной вниз поверхности вакуумной передающей плиты.
4. Система формования стеклянного листа по п.1, в которой обращенная вниз поверхность вакуумной передающей плиты имеет слегка выпуклую вниз форму и включает в себя высокотемпературное тканевое покрытие, против которого нагретый стеклянный лист удерживается для его перемещения из печи в секцию формования.
5. Система формования стеклянного листа по п.1, в которой секция формования включает в себя нагретую камеру формования, сообщающуюся посредством текучей среды с камерой нагревания печи.
6. Система формования стеклянного листа по п.1, дополнительно включающая в себя механизм наклона нижней формы.
7. Система формования стеклянного листа по п.1, дополнительно включающая в себя регулятор управления перемещением вакуумной передающей плиты и лотка доставки таким образом, что оба находятся, по меньшей мере, частично в секции формования в одно и тоже время так, что один цикл начинается в пределах секции формования до того как предшествующий цикл заканчивается для уменьшения продолжительности цикла формования стеклянного листа.
8. Система формования стеклянного листа по п.1, дополнительно включающая в себя регулятор, который перемещает вакуумную передающую плиту в секцию формования, по меньшей мере, частично ниже лотка доставки перед тем как лоток доставки выдвигается из секции формования для доставки формованного стеклянного листа предшествующего формовочного цикла.
9. Система формования стеклянного листа по п.8, в которой регулятор управляет вакуумной передающей плитой для доставки нагретого стеклянного листа на нижнюю форму приблизительно в то же самое время, как верхняя форма отпускает формованный стеклянный лист предшествующего цикла на лоток доставки.
10. Система формования стеклянного листа по п.1, дополнительно включающая в себя регулятор, который управляет системой так, что вакуумная передающая плита может принять нагретый стеклянный лист с транспортера, в то время как стеклянный лист неподвижен или в то время как стеклянный лист перемещается.
11. Система формования стеклянного листа по п.1, дополнительно включающая в себя регулятор, который управляет системой так, что полноповерхностная форма движется вниз, чтобы доставить формованный стеклянный лист на лоток доставки, и затем перемещается назад вверх так, что лоток доставки может перемещаться из секции формования для доставки.
12. Система формования стеклянного листа по п.1, в которой нижняя форма имеет верхние края, которые расположены на не менее чем на приблизительно 0,2 см и не более чем на приблизительно 2 см ниже стеклянного листа непосредственно перед тем, как стеклянный лист отпускается от вакуумной передающей плиты на нижнюю форму.
13. Система формования стеклянного листа по п.1, в которой нижняя форма имеет верхние края, которые расположены не менее чем на приблизительно 0,2 см и не более чем на приблизительно 0,6 см ниже стеклянного листа непосредственно перед тем, как стеклянный лист отпускается от передающей плиты на нижнюю форму.
14. Способ формования стеклянного листа, содержащий этапы:
перемещение стеклянного листа на горизонтальном транспортере в направлении перемещения внутри камеры нагревания печи для нагревания до температуры формования;
размещение вакуумной передающей плиты внутри камеры нагревания печи с обращенной вниз поверхностью вакуумной передающей плиты выше нагретого стеклянного листа на транспортере и приложение дифференциального газового давления к стеклянному листу таким образом, чтобы он принимался и удерживался в контакте с обращенной вниз поверхностью вакуумной передающей плиты;
горизонтальное перемещение вакуумной передающей плиты с нагретым стеклянным листом, удержанным в контакте с обращенной вниз поверхностью, от печи до секции формования между нижней формой кольцевого типа и верхней формы, имеющей по всей поверхности формовочную поверхность, у которой может создаваться вакуум;
выгрузку нагретого стеклянного листа от вакуумной передающей плиты на нижнюю форму и перемещение вакуумной передающей плиты из секции формования назад в печь;
перемещение верхней формы вниз для взаимодействия с нижней формой для прессования нагретого стеклянного листа, создание вакуума у формовочной поверхности верхней формы для удержания формованного стеклянного листа, и перемещение верхней формы вверх с формованным стеклянным листом, удерживаемым таким образом;
поддержание лотка доставки для горизонтального перемещения на уровне выше уровня вакуумной передающей плиты и ниже уровня верхней формы, движущейся вверх; и
горизонтальное перемещение лотка доставки к секции формования ниже верхней формы и размещение формованного стеклянного листа на лоток доставки, и затем горизонтальное перемещение лотка доставки с формованным стеклянным листом на ней из секции формования для доставки; и расположение вакуумной передающей плиты и лотка подачи, по меньшей мере, частично в секции формования в одно и то же время в соответствующих отношениях недокрытия и перекрытия, чтобы уменьшить продолжительность цикла формования стеклянного листа.
15. Способ формования стеклянного листа по п.14, в котором формованный стеклянный лист перемещается на лотке доставки из секции формования в секцию охлаждения для охлаждения.
16. Способ формования стеклянного листа по п.14, в котором газ под давлением подают вверх из подъемного сопла, а вакуум создают у обращенной вниз поверхности вакуумной передающей плиты, чтобы поднять стеклянный лист вверх от транспортера и обеспечить его удержание вакуумной передающей плитой.
17. Способ формования стеклянного листа по п.14, в котором нагретый стеклянный лист принимают высокотемпературным тканевым покрытием ткани на обращенной вниз поверхности вакуумной передающей плиты, которая имеет слегка выпуклую вниз форму.
18. Способ формования стеклянного листа по п.14, в котором нижнюю форму наклоняют после приема нагретого стеклянного листа, чтобы облегчить дальнейшую обработку.
| US 4767437 A, 30.08.1988 | |||
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| US 2003106340 A1, 12.06.2003 | |||
| Устройство с переменной структурой для регулирования температуры воздуха в теплице | 1985 |
|
SU1308259A1 |
| Режущий инструмент | 1985 |
|
SU1287980A1 |

