ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к подъемному устройству для поднятия листа стекла в системе обработки стекла.
УРОВЕНЬ ТЕХНИКИ
[0002] Устройства известного уровня техники для поднятия листов стекла раскрыты, например, в патентах США №4204854 и №4356018.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] Подъемное устройство в соответствии с настоящим изобретением для поднятия листа стекла в системе обработки стекла содержит массив подъемных струй, содержащий периферийные выпуски подъемных струй и внутренние выпуски подъемных струй, расположенные внутри относительно периферийных выпусков подъемных струй. Кроме того, каждый выпуск подъемной струи выполнен таким образом, чтобы обеспечивать возможность течения газа в направлении листа стекла. Подъемное устройство также содержит блок управления для управления работой выпусков подъемных струй, и блок управления выполнен с возможностью запуска работы по меньшей мере одного из внутренних выпусков подъемных струй перед запуском работы по меньшей мере одного из периферийных выпусков подъемных струй.
[0004] В соответствии с другим аспектом настоящего изобретения подъемное устройство для поднятия листа стекла в системе обработки стекла содержит массив подъемных струй, содержащий несколько периферийных выпусков подъемных струй и несколько внутренних выпусков подъемных струй, расположенных внутри относительно периферийных выпусков подъемных струй. По меньшей мере один периферийный выпуск подъемной струи наклонен в направлении центральной плоскости массива подъемных струй, и по меньшей мере один внутренний выпуск подъемной струи, ближайший к по меньшей мере одному периферийному выпуску подъемной струи, наклонен в сторону от центральной плоскости.
[0005] Способ в соответствии с настоящим изобретением для поднятия листа стекла в системе обработки стекла включает размещение листа стекла над массивом подъемных струй, содержащим несколько периферийных выпусков подъемных струй и несколько внутренних выпусков подъемных струй, расположенных внутри относительно периферийных выпусков подъемных струй. Способ дополнительно включает запуск работы по меньшей мере одного из внутренних выпусков подъемных струй так, чтобы газ тек от по меньшей мере одного внутреннего выпуска подъемной струи в направлении листа стекла, и запуск работы по меньшей мере одного из периферийных выпусков подъемных струй так, чтобы газ тек от по меньшей мере одного периферийного выпуска подъемной струи в направлении периферийной части листа стекла. Выпуски подъемных струй выполнены с возможностью содействия поднятию листа стекла в направлении инструмента, и запуск работы по меньшей мере одного периферийного выпуска подъемной струи выполняют после запуска работы по меньшей мере одного внутреннего выпуска подъемной струи с целью препятствования течению газа между листом стекла и инструментом.
[0006] Несмотря на то, что проиллюстрированы и раскрыты примерные варианты осуществления, данное раскрытие не следует толковать как ограничивающее формулу изобретения. Предполагается, что различные модификации и альтернативные конструкции могут быть осуществлены без отступления от объема настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
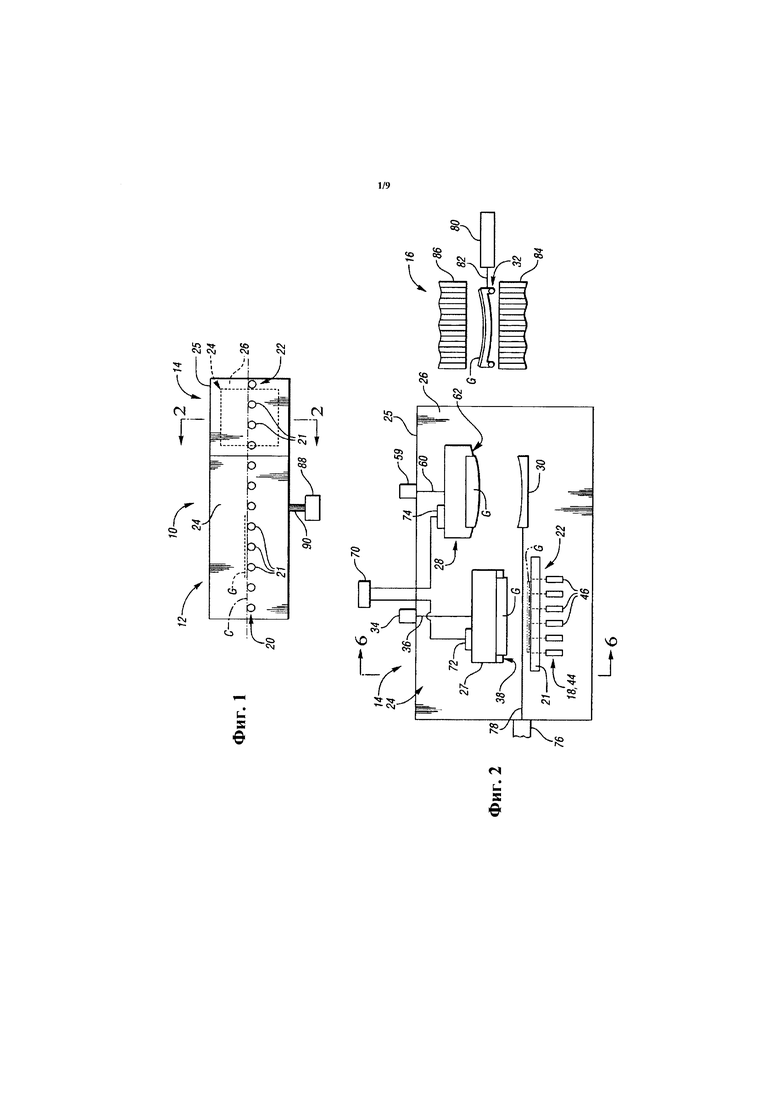
[0007] На фиг. 1 представлена схематическая вертикальная проекция системы обработки листов стекла, которая содержит станцию формования, содержащую подъемное устройство в соответствии с настоящим изобретением для поднятия нагретого листа стекла;
[0008] на фиг. 2 представлен вид в разрезе, полученный через станцию формования в направлении линии 2-2, показанной на фиг. 1, и иллюстрирующий формовочное устройство, содержащее первую и вторую верхние формы, нижнюю форму и форму для доставки для выполнения трехэтапного формования горячего листа стекла с поперечной кривизной и его последующей доставки;
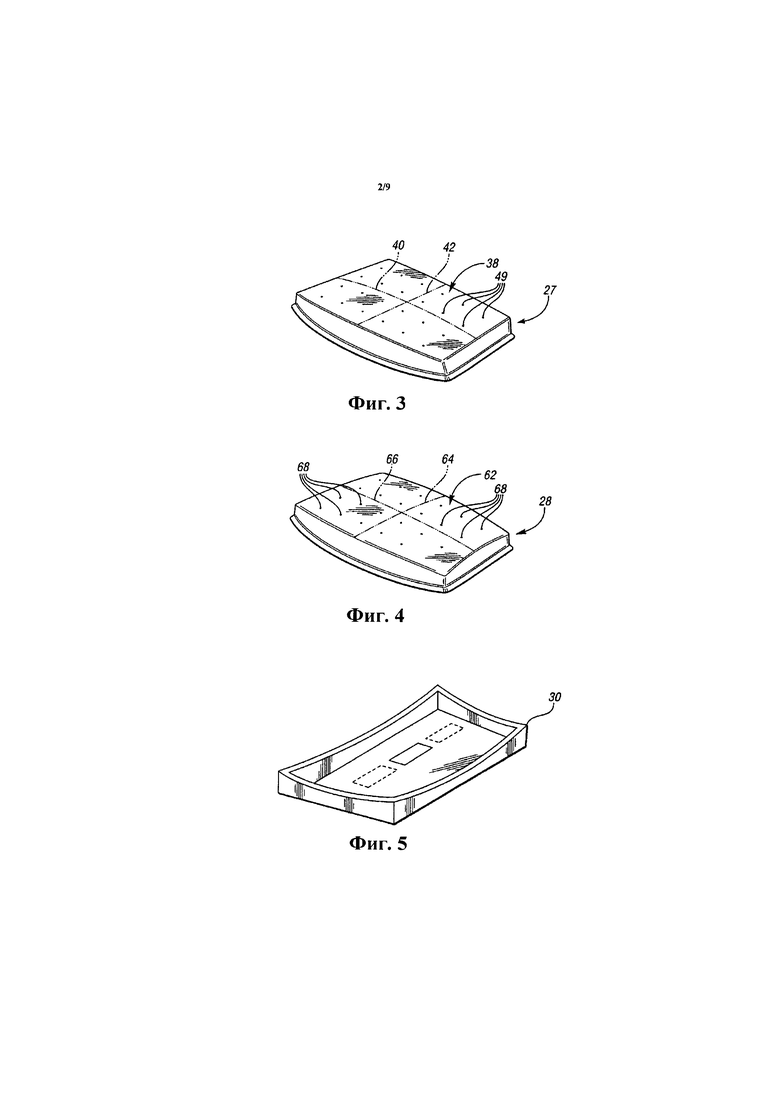
[0009] на фиг. 3 представлен перспективный вид первой верхней формы с ее обращенной в нормальных условиях вниз формовочной выпуклой поверхностью в целях иллюстрации показанной как обращенная в целом вверх;
[0010] на фиг. 4 представлен перспективный вид второй верхней формы с ее обращенной в нормальных условиях вниз формовочной выпуклой поверхностью в целях иллюстрации показанной как обращенная в целом вверх;
[0011] на фиг. 5 представлен перспективный вид нижней формы, которая принимает первично формованный лист стекла с первой верхней формы для провисания под действием тяготения и перемещения под вторую верхнюю форму с целью последующего прессования;
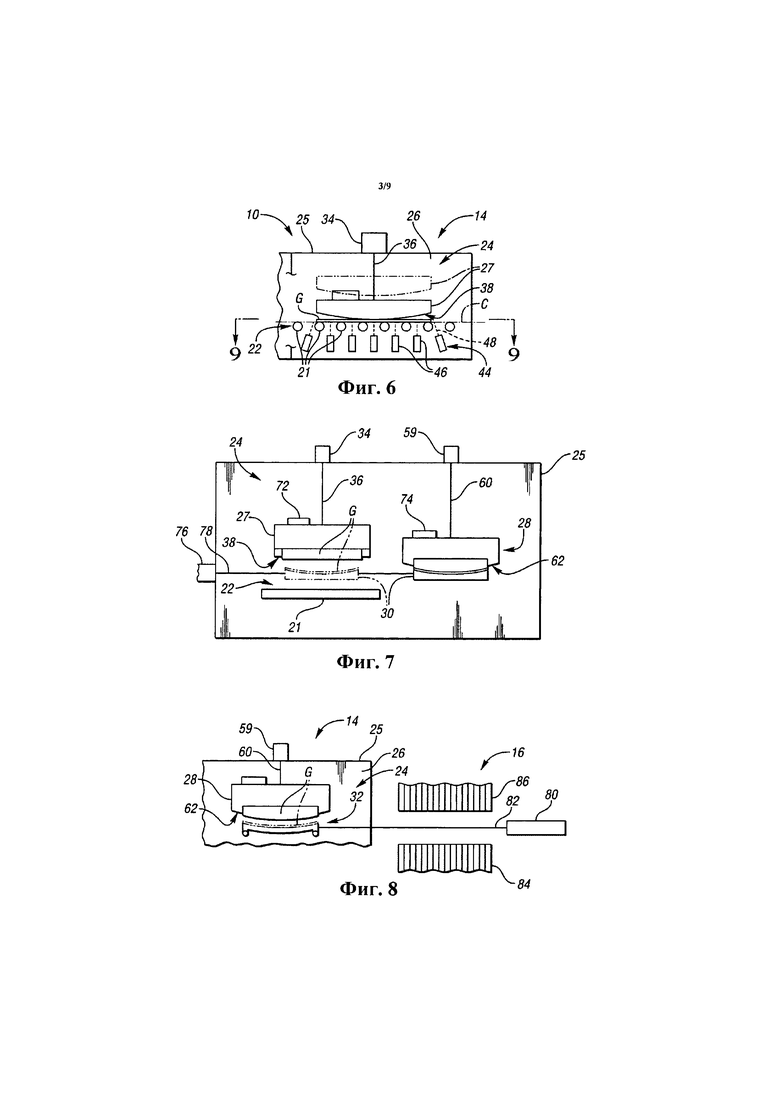
[0012] на фиг. 6 представлен вид, полученный в направлении линии 6-6,
показанной на фиг. 2, для демонстрации начального захвата горячего листа стекла с конвейерной системы первой верхней формой с целью первичного формования;
[0013] на фиг. 7 представлена вертикальная проекция, полученная в том же направлении, что и на фиг. 2, и иллюстрирующая перемещение листа стекла на нижней форме от первой верхней формы под вторую верхнюю форму с целью прессования с поперечной кривизной;
[0014] на фиг. 8 представлена вертикальная проекция, полученная в том же направлении, что и на фиг. 7, и иллюстрирующая работу формы для доставки с целью доставки формованного листа стекла из станции формования;
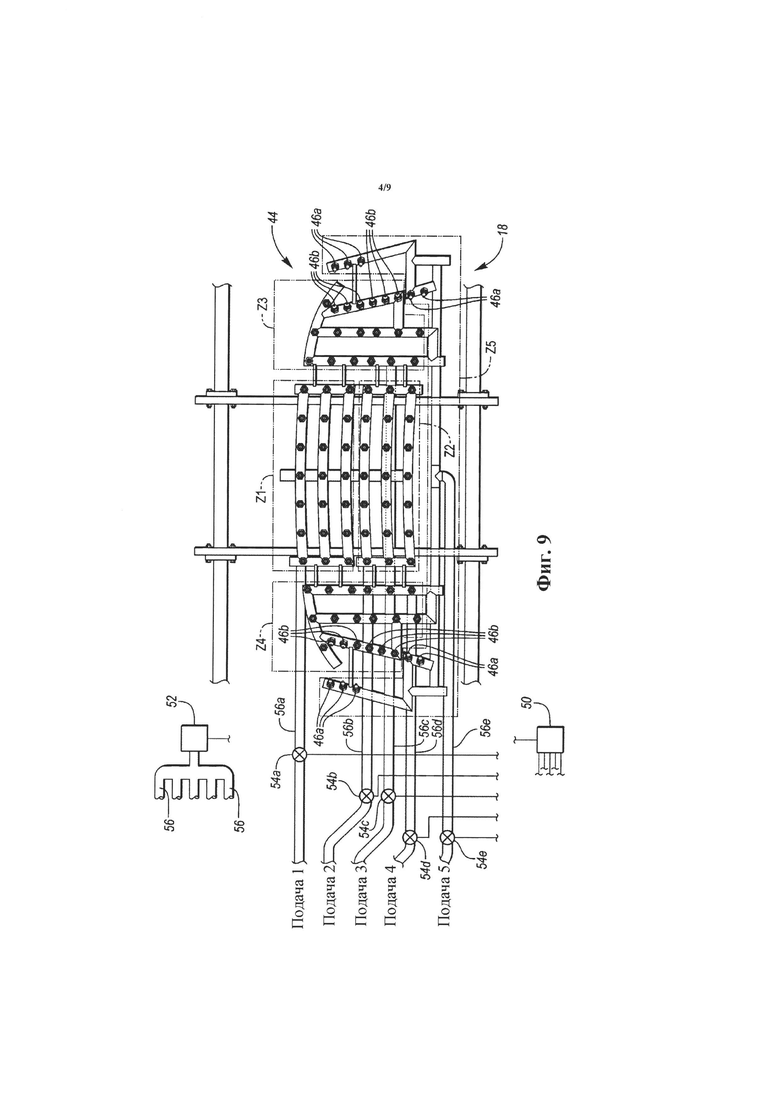
[0015] на фиг. 9 представлен вид в плане, полученный в направлении линии 9-9, показанной на фиг. 6, для иллюстрации подъемного устройства, содержащего массив газовых подъемных струй, действующий с целью выполнения начального захвата листа стекла с конвейерной системы первой верхней формой;
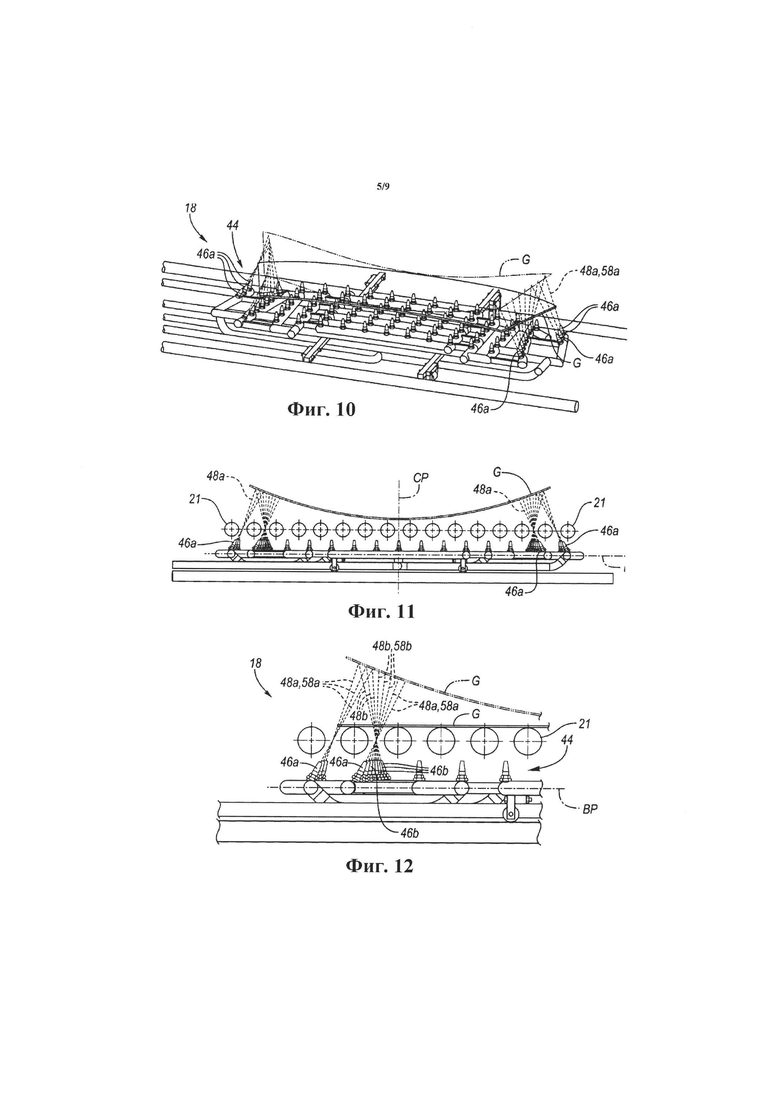
[0016] на фиг. 10 представлен перспективный вид подъемного устройства для поднятия листа стекла из в целом плоского состояния на конвейерной системе в поднятое и гнутое состояние, показанное линиями воображаемого контура (для ясности конвейерная система не показана);
[0017] на фиг. 11 представлен вид сбоку подъемного устройства и конвейерной системы, демонстрирующий лист стекла в поднятом и гнутом состоянии;
[0018] на фиг. 12 представлен увеличенный вид сбоку части подъемного устройства, показанного на фиг. 11;
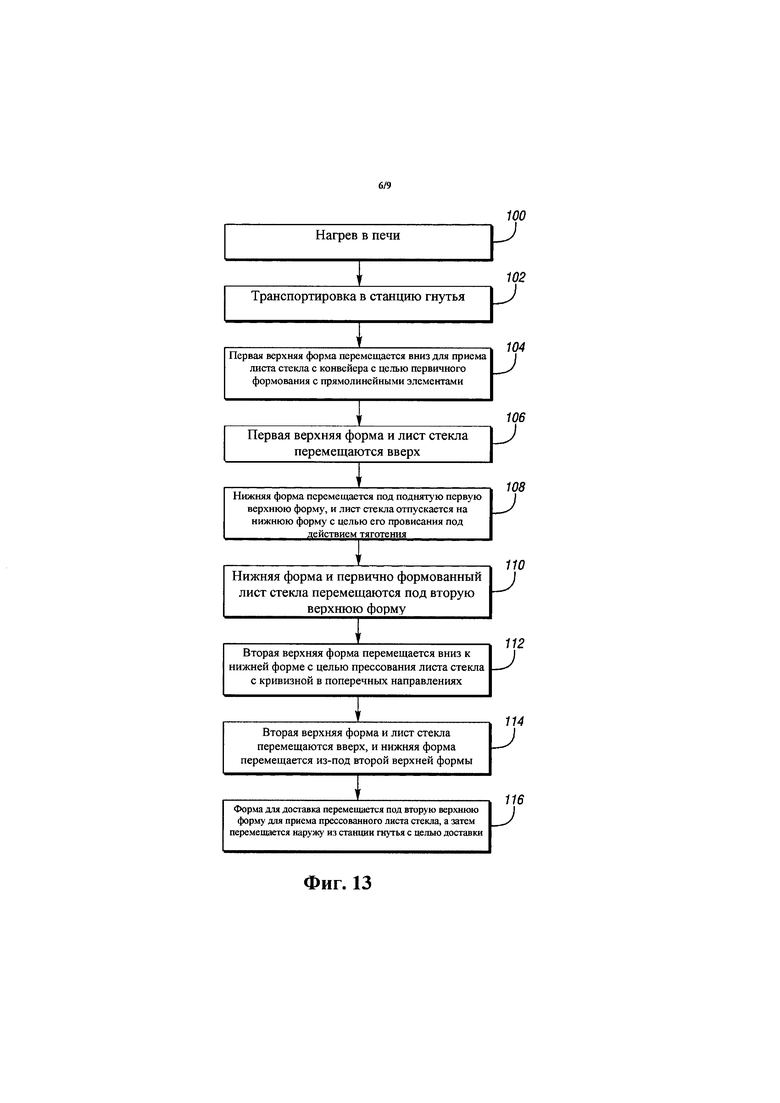
[0019] на фиг. 13 представлена блок-схема, иллюстрирующая операцию трехэтапного формования горячего листа стекла;
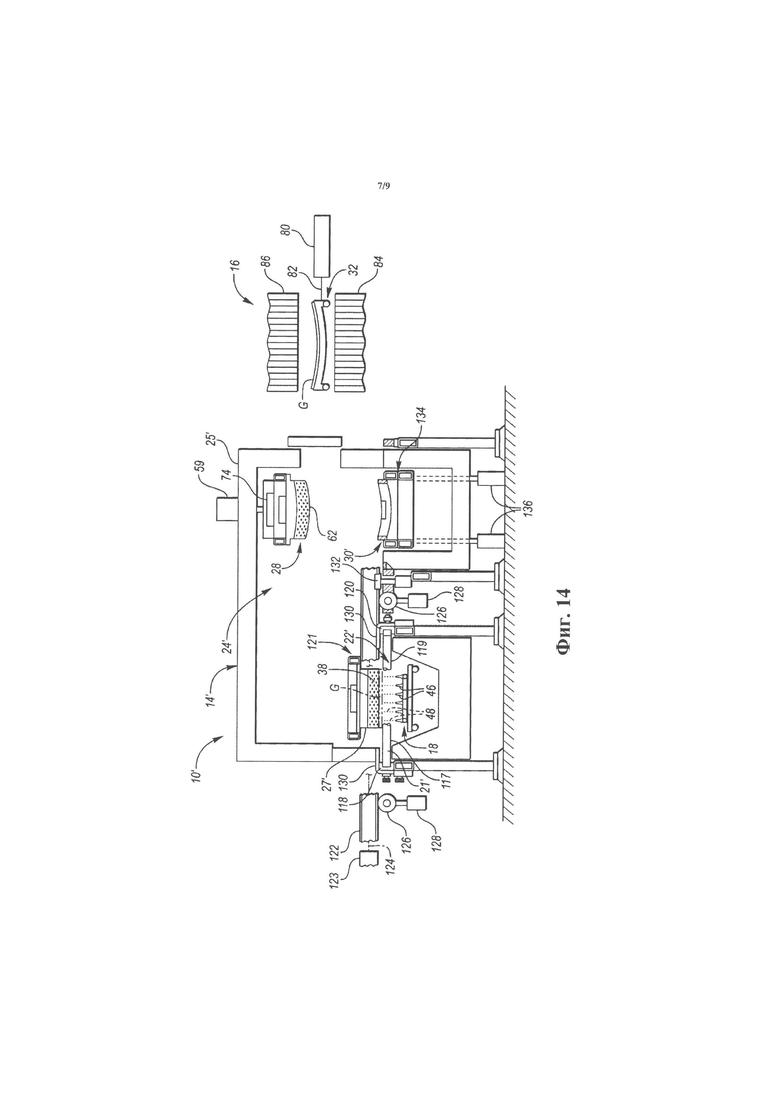
[0020] на фиг. 14 представлен вид, полученный в том же направлении, что и на фиг. 2, но иллюстрирующий еще один вариант осуществления станции трехэтапного формования, содержащей подъемное устройство в соответствии с настоящим изобретением;
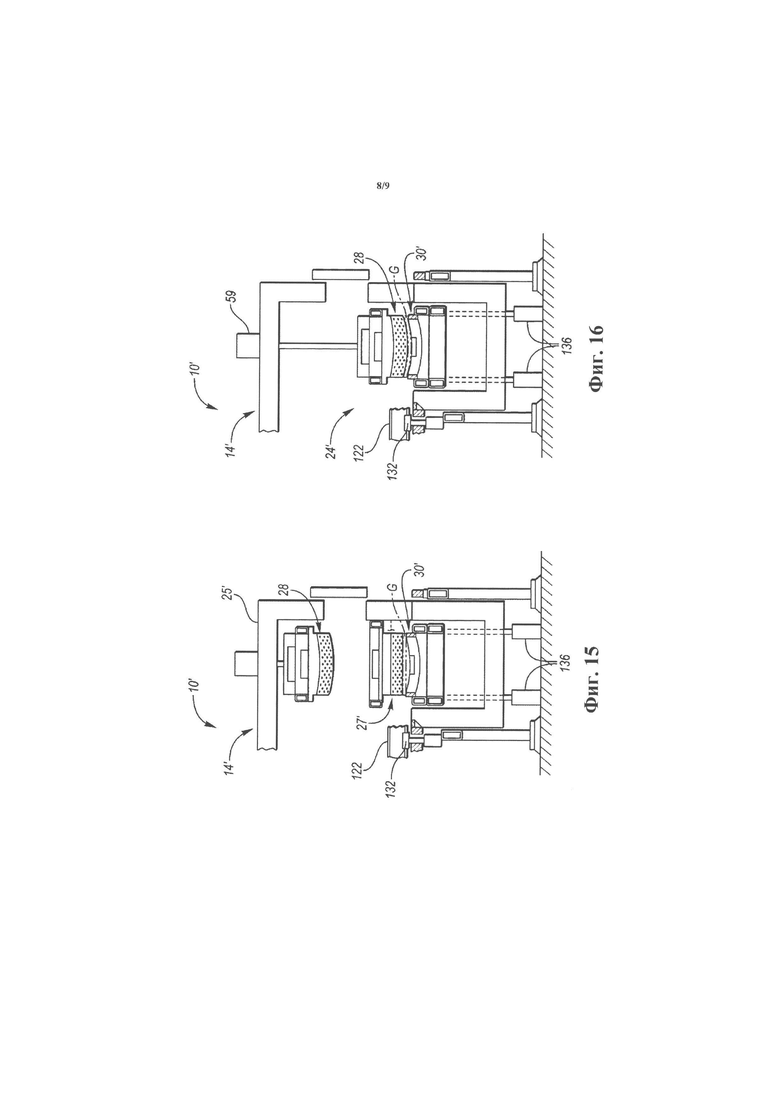
[0021] на фиг. 15 и фиг. 16 представлены частичные виды станции формования, показанной на фиг. 14, иллюстрирующие обработку листа стекла в ходе цикла работы системы; и
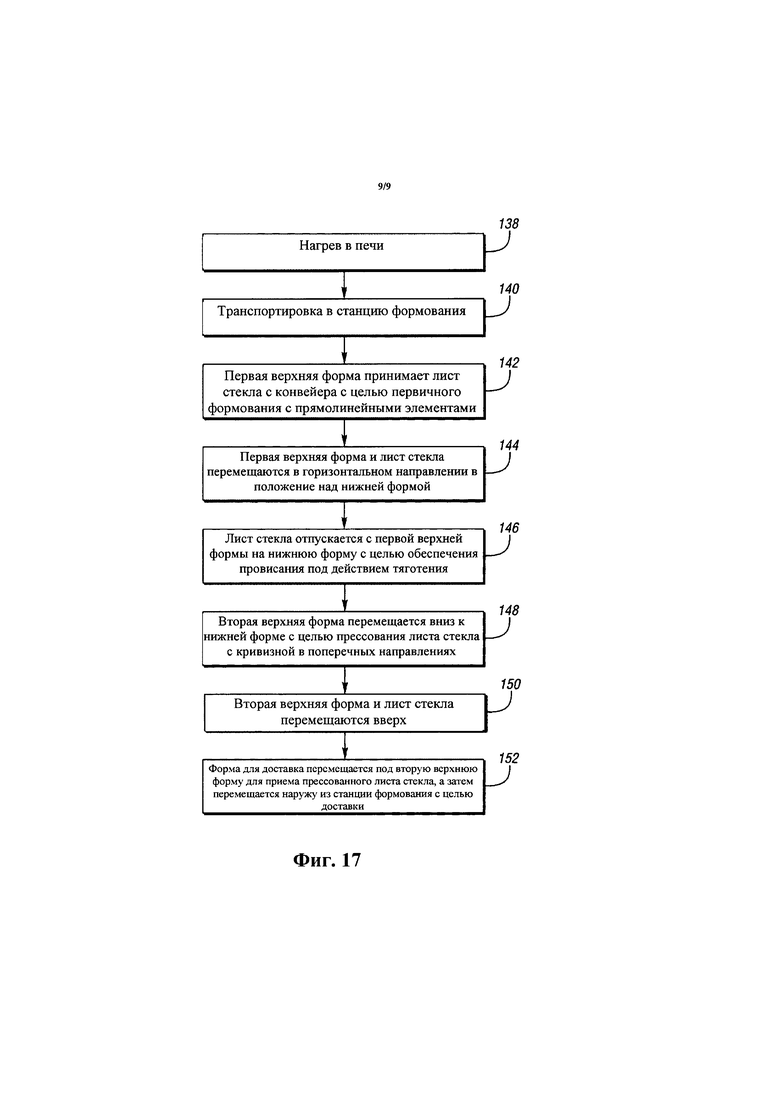
[0022] на фиг. 17 представлена блок-схема, иллюстрирующая операцию трехэтапного формования горячего листа стекла варианта осуществления станции формования, показанной на фиг. 14-16.
ПОДРОБНОЕ ОПИСАНИЕ
[0023] В настоящем документе в необходимом объеме раскрыты подробные варианты осуществления; однако следует понимать, что раскрытые варианты осуществления представляют собой лишь примеры, и возможны различные и альтернативные варианты. Фигуры не обязательно выполнены с соблюдением масштаба; некоторые признаки могут быть преувеличены или преуменьшены для того, чтобы показать детали конкретных компонентов. Вследствие этого конкретные конструктивные и функциональные детали, раскрытые в настоящем документе, должны быть истолкованы не как ограничивающие, а только в качестве показательной основы для обучения специалиста в данной области техники тому, как различными способами применять настоящее изобретение. Кроме того, как будет понятно специалистам в данной области техники, различные признаки вариантов осуществления, проиллюстрированные и описанные со ссылкой на любую из фигур, могут быть объединены с признаками, проиллюстрированными на одной или нескольких других фигурах, для получения вариантов осуществления, не проиллюстрированных или не описанных в явном виде. В дополнение, другие варианты осуществления могут применяться на практике без одного или нескольких из конкретных признаков, разъясненных в следующем описании.
[0024] В ходе изготовления стеклянного листового продукта, такого как стеклянная зеркальная панель для применения при накоплении солнечной энергии, ветровое стекло транспортного средства, заднее стекло или любой другой применимый продукт, может потребоваться поднятие листа стекла в связи с операцией формования или гнутья (например, с целью поднятия листа стекла к формовочному инструменту) или в связи с любой другой операцией обработки стекла с целью содействия обработке листа стекла. В настоящем изобретении предусмотрены способы и устройства для поднятия листов стекла в ходе таких операций с целью усовершенствования обработки стекла (например, для того чтобы добиться узких допусков на форму и/или улучшенных оптических свойств).
[0025] Обратимся к фиг. 1 и фиг. 2, на которых показана система 10 обработки стекла для обработки листов G стекла. Система 10 содержит нагревательное устройство или станцию, такую как печь 12, для нагрева листов G стекла; станцию 14 формования или гнутья для формования или гнутья каждого листа G стекла в требуемую форму; и станцию охлаждения, такую как станция отжига или станция 16 закалки, выполненную с возможностью охлаждения каждого листа G стекла. В варианте осуществления, показанном на фиг. 1 и фиг. 2, система 10 дополнительно содержит подъемное устройство 18 в соответствии с настоящим изобретением, размещенное в станции 14 гнутья для поднятия листов G стекла в ходе процесса формования или гнутья, который подробно разъяснен ниже.
[0026] Печь 12 может иметь любую подходящую конфигурацию для нагрева листов G стекла. Например, печь 12 может содержать любые пригодные нагревательные элементы (не показаны), установленные над и/или под конвейером или конвейерной системой 20, которая может использоваться для транспортировки листов G стекла в целом в горизонтально проходящей ориентации по плоскости транспортировки С через печь 12. В качестве более подробного примера, нагревательные элементы могут включать лучистые нагревательные элементы, такие как электронагреватели, и/или конвективные нагревательные элементы, такие как распределители горячего газа или горячего воздуха. Конвейерная система 20 может относиться к типу роликового конвейера и содержать ролики 21, такие как ролики, раскрытые в патентах США №3806312, McMaster; №3934970, McMaster и др.; №3947242, McMaster и др.; и №3994711, McMaster и др., которые включены в настоящий документ посредством ссылки.
[0027] Подобным образом, станция 14 гнутья может иметь любую конфигурацию, подходящую для формования или гнутья каждого горячего листа G стекла в конкретную форму. Например, станция 14 гнутья может содержать конвейер или конвейерную систему 22, которая может представлять собой отдельную конвейерную систему или часть конвейерной системы 20, для приема нагретого листа G стекла; и схематически показанное на фиг. 1 устройство для формования или устройство 24 для гнутья листа стекла для формования или гнутья листа G стекла. Кроме того, станция 14 гнутья содержит изолированный корпус 25, определяющий нагретую камеру 26 (например, нагретую до температуры в диапазоне 610-725 градусов Цельсия (°С) или по меньшей мере 600°С), в которой расположено гибочное устройство 24. Несмотря на то, что ролики 21 конвейерной системы 22 показаны на фиг. 2, как содержащиеся внутри корпуса 25, концы каждого ролика 21 могут проходить в боковом направлении за боковые стенки корпуса 25.
[0028] Обратимся к фиг. 2, на которой показано гибочное устройство 24, которое может быть выполнено в виде устройства для многоэтапного гнутья с целью гнутья листа G стекла в несколько этапов (например, в три этапа). В варианте осуществления, показанном на фиг. 2, гибочное устройство 24 содержит первую верхнюю форму 27, действующую в ходе первого этапа формования или гнутья горячего листа стекла, вторую верхнюю форму 28, действующую в ходе этапа прессования при формовании горячего листа стекла, нижнюю форму 30, принимающую лист G стекла с первой верхней формы 27 с целью его провисания под действием тяготения, и перемещающую лист G стекла от первой верхней формы 27 ко второй верхней форме 28, и взаимодействующую со второй верхней формой 28 для обеспечения прессования, и форму 32 для доставки, принимающую формованный лист G стекла со второй верхней формы 28 для доставки из станции 14 формования в станцию 16 закалки.
[0029] Снова обратимся к фиг. 2, на которой схематически указанный привод 34, такой как один или несколько цилиндров, содержит одно или несколько соединений 36 с первой верхней формой 27 для обеспечения ее перемещения между верхним положением над конвейерной системой 22 и, как показано на фиг. 6, нижним положением в примыкании к конвейерной системе 22 и транспортируемому горячему листу G стекла. Первая верхняя форма 27 содержит обращенную вниз поверхность 38, имеющую выпуклую вниз форму, показанную на фиг. 6 и проиллюстрированную на фиг. 3 линией 40 воображаемого контура. Поверхность 38 формы также содержит прямолинейные элементы, такие как элементы, показанные линией 42 воображаемого контура, которые могут обеспечиваться цилиндрической формой или частичной конической формой.
[0030] Подъемное устройство 18 в станции 14 гнутья может быть выполнено в виде массива 44 газовых подъемных струй для поднятия и гнутья нагретого листа G стекла. Обратимся к фиг. 2 и фиг. 6, на которых массив 44 подъемных струй расположен под плоскостью транспортировки С горячего листа G стекла и содержит несколько разнесенных выпусков подъемных струй или выпусков 46 газовых струй, таких как сопла, патрубки или насосы, подающие направленные вверх газовые струи 48 (например, реактивные струи) для поднятия листа G стекла вверх от конвейерной системы 22 с целью первичного формования и удерживания листа стекла у обращенной вниз поверхности 38 первой верхней формы 27, которая затем перемещается вверх в ее верхнее положение с листом G стекла, удерживаемым у обращенной вниз поверхности 38, как показано на фиг. 2. Обращенная вниз поверхность 38 первой верхней формы 27 может также содержать массив вакуумных отверстий 49, через которые может создаваться вакуум, содействующий начальному поднятию листа G стекла, а затем удерживанию листа стекла, как будет описано в дальнейшем.
[0031] Как показано на фиг. 6, массив 44 подъемных струй может быть выполнен так, чтобы газовые струи 48 из выпусков 46 газовых струй проходили между роликами 21 конвейера. В этой связи некоторые газовые струи 48 могут течь в основном вертикально, тогда как другие газовые струи 48 могут течь под углами относительно вертикальной плоскости. Такая конфигурация может быть особенно преимущественной тогда, когда расстояние между соседними роликами 21 конвейера является неизменным, или когда ролики 21 конвейера нельзя легко отрегулировать. Кроме того, каждый выпуск 46 газовой струи может быть выполнен из любого подходящего материала, такого как нержавеющая сталь или любой другой подходящий металл, и может относиться к типу, раскрытому в патентах США №4204854 и №4356018, включенных в настоящий документ посредством ссылки, и, таким образом, для обеспечения поднятия первичный газовый поток из них индуцирует вторичный газовый поток, во много раз превышающий величину первичного газового потока.
[0032] Обратимся к фиг. 9, на которой выпуски 46 газовых струй подъемного устройства 18 содержат несколько периферийных или наружных выпусков 46а газовых струй и несколько внутренних выпусков 46b газовых струй, расположенных внутри относительно периферийных выпусков 46а газовых струй. Периферийные выпуски 46а газовых струй выполнены с возможностью поднятия и поддержки периферийных частей листа G стекла, а внутренние выпуски 46b газовых струй выполнены с возможностью поднятия и поддержки периферийных частей листа G стекла и/или внутренних частей листа G стекла (т.е. частей листа G стекла, расположенных внутри относительно периферийных частей). Кроме того, периферийные выпуски 46а подъемных струй могут определять контур, который отличается от периферии листа G стекла, когда лист G стекла размещен над массивом 44 подъемных струй и не находится в поднятом состоянии.
[0033] Выпуски 46 газовых струй могут быть представлены в виде одной или нескольких управляемых частей или зон. В варианте осуществления, показанном на фиг. 9, например, выпуски 46 газовых струй разделены на пять зон Z1-Z5, которые являются управляемыми по отдельности. Например, подъемное устройство 18 может содержать устройство управления или блок 50 управления, источник 52 газа (например, воздуха) под давлением (например, баллон, насос или воздуходувку) и несколько управляемых клапанов 54, которые являются управляемыми с возможностью регулировки, например, блоком 50 управления с целью подачи газа под требуемым давлением к каждому из нескольких подающих трубопроводов 56, которые подают газ в пять зон, как более подробно разъяснено ниже. Кроме того, блок 50 управления может содержать любое подходящее аппаратное и/или программное обеспечение для управления работой подъемного устройства 18 (например, для выполнения конкретных алгоритмов, представленных функциями, описанными в настоящем документе). Например, блок 50 управления может содержать один или несколько процессоров на связи с одним или несколькими запоминающими устройствами или блоками памяти, которые содержат машиночитаемые программные команды, исполняемые одним или несколькими процессорами таким образом, что блок 50 управления может управлять работой источника 52 газа, клапанов 54 и т.д. Блок 50 управления может в дополнение к этому или вместо этого содержать одну или несколько специализированных интегральных схем, программируемых вентильных матриц, программируемых логических устройств и/или процессоров цифровой обработки сигналов.
[0034] Обратимся к фиг. 10-12, на которых один или несколько (например, по меньшей мере один, два, три или четыре) периферийных выпусков 46а газовых струй могут быть размещены снаружи листа G стекла, когда лист G стекла размещен над массивом 44 подъемных струй и не находится в поднятом состоянии, и один или несколько периферийных выпусков 46а газовых струй могут являться наклонными в направлении центральной плоскости CP, например, вертикальной центральной плоскости массива 44 подъемных струй. Например, один, два, три или четыре из периферийных выпусков 46а газовых струй могут быть размещены снаружи листа G стекла, и каждый из них может являться наклонным в направлении центральной плоскости CP под углом в диапазоне 51-89,9 градусов (измеренным между центральной осью 58а соответствующего периферийного выпуска 46а газовых струй и базовой плоскостью BP, например, горизонтальной плоскостью или другой плоскостью, перпендикулярной центральной плоскости CP, массива 44 подъемных струй) или, в частности, под углом 59,9-78,9 градусов, когда лист G стекла размещен над массивом 44 подъемных струй и не находится в поднятом состоянии. В варианте осуществления, показанном на фиг. 10, по меньшей мере пять периферийных выпусков 46а газовых струй размещены снаружи листа G стекла на каждом конце листа G стекла, когда лист G стекла не находится в поднятом состоянии (см. лист G стекла, показанный сплошными линиями), и каждый из этих периферийных выпусков 46а газовых струй наклонен в направлении центральной плоскости СР.
[0035] На одном или на обоих концах массива 44 подъемных струй один или несколько (например, один, два, три или четыре) внутренних выпусков 46b газовых струй, которые размещены внутри относительно периферии листа G стекла, когда лист G стекла не находится в поднятом состоянии, могут являться наклонными в сторону от центральной плоскости СР. Например, на каждом конце массива 44 подъемных струй один или несколько из внутренних выпусков 46b газовых струй, которые размещены на той же стороне центральной плоскости CP, что и один или несколько периферийных выпусков 46а газовых струй, являющихся наклонными в направлении центральной плоскости CP, или каждый из которых размещен вблизи (например, в пределах 10-23 см или, в частности, в пределах 13,2-18,8 см) от одного из одного или нескольких таких периферийных выпусков 46а газовых струй, могут являться наклонными в сторону от центральной плоскости CP под углом в диапазоне 51-89,9 градусов (измеренным между центральной осью 58b соответствующего внутреннего выпуска 46b газовой струи и базовой плоскостью BP массива 44 подъемных струй) или, в частности, под углом в диапазоне 59,9-78,9 градусов. В варианте осуществления, показанном на фиг. 10 и фиг. 11, по меньшей мере три внутренних выпуска 46b газовых струй на каждом конце массива 44 подъемных струй являются наклонными в сторону от центральной плоскости СР.
[0036] Кроме того, на каждом конце массива 44 подъемных струй один или несколько других внутренних выпусков 46b газовых струй, которые размещены внутри относительно периферии листа G стекла, когда лист G стекла не находится в поднятом состоянии, могут являться наклонными в направлении центральной плоскости СР. Например, один или несколько из внутренних выпусков 46b газовых струй, которые размещены на той же стороне центральной плоскости CP, что и один или несколько периферийных выпусков 46а газовых струй, являющихся наклонными в направлении центральной плоскости CP, или каждый из которых размещен вблизи (например, в пределах 10-23 см или, в частности, в пределах 13,2-18,8 см) от одного из одного или нескольких таких периферийных выпусков 46а газовых струй, могут являться наклонными в направлении центральной плоскости CP под углом в диапазоне 51-89,9 градусов (измеренным между центральной осью 58b соответствующего внутреннего выпуска 46b газовой струи и базовой плоскостью BP массива 44 подъемных струй) или, в частности, под углом в диапазоне 59,9-78,9 градусов.
[0037] В вышеописанной конфигурации подъемное устройство 18 является выполненным с возможностью эффективного и оперативного поднятия листа G стекла, например, с конвейерной системы 22 и в направлении первой верхней формы 27. Кроме того, выпуски 46 газовых струй массива 44 подъемных струй могут управляться последовательно, обеспечивая эффективное поднятие и, в то же время, препятствуя течению газа между листом G стекла и первой верхней формой 27. Например, блок 50 управления может быть выполнен с возможностью последовательного запуска работы выпусков подъемных струй так, чтобы работа по меньшей мере одного из внутренних выпусков 46b подъемных струй могла быть инициирована перед запуском работы по меньшей мере одного из периферийных выпусков 46а подъемных струй. В качестве более подробного примера, в первую очередь может быть инициирована работа выпусков 46 газовых струй в зонах Z1-Z4 с первой по четвертую с целью поднятия листа G стекла с конвейерной системы 22 и запуска гнутья листа G стекла. После достаточного поднятия и/или гнутья листа G стекла, например через 0,1-0,5 секунды или, в частности, через приблизительно 0,2 секунды работы выпусков 46 газовых струй зон Z1-Z4, может быть инициирована работа периферийных выпусков 46а газовых струй пятой зоны Z5 с целью дополнительного достаточного поднятия и/или гнутья оконечных частей листа G стекла у первой верхней формы 27. Поскольку периферийные выпуски 46а газовых струй пятой зоны Z5 расположены снаружи листа G стекла и являются наклонными в направлении центральной плоскости CP, течение газа между листом G стекла и первой верхней формой 27 может предотвращаться за счет запуска работы этих выпусков 46а газовых струй после запуска работы других выпусков 46 газовых струй.
[0038] Кроме того, поскольку периферийные выпуски 46а газовых струй пятой зоны Z5 могут являться наклонными в направлении центральной плоскости CP, струи 48, испускаемые из них, могут вступать в контакт с листом G стекла под более благоприятными углами (например, под углами в диапазоне 50-90 градусов). В результате периферийные выпуски 46а газовых струй пятой зоны Z5 могут обеспечивать эффективное гнутье и/или поднятие листа G стекла к обращенной вниз поверхности 38 первой верхней формы 27. В дополнение, как показано на фиг. 12, газовые струи 48 из разных газовых выпусков 46 могут сходиться на листе G стекла или иначе в целом вступать в контакт с одной областью или частью листа G стекла, способствуя гнутью и/или поднятию листа G стекла. Например, газовая струя 48а из периферийного выпуска 46а газа, являющегося наклонным в направлении центральной плоскости CP, может сходиться на листе G стекла с газовой струей 48b из внутреннего выпуска 46b газа, являющегося наклонным в сторону от центральной плоскости СР.
[0039] Снова обратимся к фиг. 2, на которой вторая верхняя форма 28 станции 14 гнутья отнесена в горизонтальном направлении в сторону от первой верхней формы 27 в пределах нагретой камеры 26 корпуса 25 станции гнутья и является подвижной в вертикальном направлении посредством привода 59 и соединения 60, подобных приводу и соединению, связанным с первой верхней формой 27. Вертикальное перемещение второй верхней формы 28 происходит между верхним положением, расположенным над возвышением плоскости транспортировки С, и нижним положением (фиг. 7), более близким к возвышению плоскости транспортировки С. Вторая верхняя форма 28 содержит обращенную вниз поверхность 62 выпуклой вниз формы с кривизной в поперечных направлениях без каких-либо прямолинейных элементов, что показано на фиг. 4 изогнутыми линиями 64 и 66 воображаемого контура. Вторая верхняя форма 28 также содержит массив вакуумных отверстий 68 в своей обращенной вниз поверхности 62 для формования и удерживания нагретого листа G стекла у второй верхней формы 28 в ходе цикла формования.
[0040] Также следует упомянуть, что первая и вторая верхние формы 27 и 28 также могут одновременно перемещаться вверх и вниз посредством единственного привода вместо отдельных приводов.
[0041] Как показано на фиг. 2, схематически показанный источник 70 вакуума выполнен с возможностью создания вакуума на обращенных вниз поверхностях 38 и 62 первой и второй верхних форм 27 и 28. Фактически, источник вакуума может обеспечиваться воздухом под избыточным давлением, подаваемым в газоструйные насосы 72 и 74 на первой и второй верхних формах 27 и 28, и струйные насосы могут относиться к типу, раскрытому в патентах США №4202681 и №4222763, для того чтобы они были способны создавать разные уровни вакуума, а также предоставлять воздух под избыточным давлением для отпуска листа стекла в ходе операции формования, как будет более подробно описано в дальнейшем.
[0042] Нижняя форма 30, наилучшим образом показанная на фиг. 5, обращена вверх поверхностью вогнутой вверх формы в поперечных направлениях, дополнительных к выпуклой вниз форме обращенной вниз поверхности 62 второй верхней формы 28. Данная нижняя форма 30 является подвижной посредством привода 76 и соединения 78 в горизонтальном направлении в пределах нагретой камеры 26 корпуса 25 станции гнутья до положения под первой верхней формой 27, когда первая верхняя форма 27 находится в своем верхнем положении, как показано на фиг. 7, с листом G стекла, удерживаемым у ее обращенной вниз поверхности 38. Затем первая верхняя форма 27 затем может перемещаться вниз для отпуска листа стекла с целью его переноса на нижнюю форму 30. Отпуск листа G стекла может обеспечиваться прекращением создания вакуума и прекращением подачи направленных вверх газовых струй, подаваемых ранее описанным массивом 44 газовых струй, а также путем подачи к поверхности 38 формы газа под избыточным давлением. Первая верхняя форма 27 затем перемещается вверх в свое верхнее положение, а нижняя форма 30 и поддерживаемый на ней лист G стекла перемещаются в горизонтальном направлении в местоположение под второй верхней формой 28, в то время как она находится в своем верхнем положении, как показано на фиг. 2. В ходе этого перемещения лист G стекла провисает под действием тяготения по форме нижней формы 30 с кривизной в поперечных направлениях. Вторая верхняя форма 28 затем перемещается вниз из своего верхнего положения, показанного на фиг. 2, в свое нижнее положение, показанное на фиг. 7, для совместного действия с нижней формой 30 с целью прессования листа G стекла с кривизной в поперечных направлениях, а затем вторая верхняя форма 28 создает вакуум на своей обращенной вниз поверхности 62 с целью удерживания листа стекла и перемещается вверх в свое верхнее положение, показанное на фиг. 8.
[0043] Операция формования стекла продолжается перемещением нижней формой 30 из-под второй верхней формы 28 обратно под первую верхнюю форму 27, как показано на фиг. 7 при помощи представления линиями воображаемого контура, в то время как форма 32 для доставки перемещается из положения в станции 16 закалки, показанного на фиг. 2, в местоположение под второй верхней формой 28 с целью приема листа стекла, как показано на фиг. 8, после прекращения создания вакуума на второй верхней форме 28, в результате чего лист G стекла падает на форму 32 для доставки. Форма 32 для доставки затем перемещается посредством своего привода 80 и соединения 82 наружу из станции 14 гнутья с целью доставки прессованного листа стекла или его дополнительной обработки, например, путем закалки в станции 16 закалки между нижней и верхней закалочными головками 84 и 86, как показано на фиг. 2.
[0044] Система 10 может дополнительно содержать устройство управления или блок 88 управления, показанный на фиг. 1, для управления работой вышеописанных компонентов. Блок 88 управления может содержать набор соединений 90 для соединения с различными компонентами системы 10, такими как конвейерная система 20, конвейерная система 22, первая верхняя форма 27, вторая верхняя форма 28, нижняя форма 30, форма 32 для доставки, подъемное устройство 18, источник 70 вакуума и станция 16 закалки. Кроме того, блок 88 управления может содержать любое аппаратное и/или программное обеспечение, пригодное для управления работой вышеуказанных компонентов с целью выполнения прессования листа G стекла, а также его доставки и закалки (например, для выполнения конкретных алгоритмов, представленных функциями, описанными в настоящем документе). Например, блок 88 управления может содержать один или несколько процессоров на связи с одним или несколькими запоминающими устройствами или блоками памяти, которые содержат машиночитаемые программные команды, исполняемые одним или несколькими процессорами таким образом, что блок 88 управления может управлять работой конвейерной системы 20, конвейерной системы 22, первой верхней формы 27, второй верхней формы 28, нижней формы 30, формы 32 для доставки, подъемного устройства 18, источника 70 вакуума, станции 16 закалки и т.д. Блок 88 управления может в дополнение к этому или вместо этого содержать одну или несколько специализированных интегральных схем, программируемых вентильных матриц, программируемых логических устройств и/или процессоров цифровой обработки сигналов. Вместо соединений 90 блок 88 управления может быть соединен с одним или несколькими из вышеуказанных компонентов беспроводным образом. Кроме того, блок 50 управления подъемного устройства 18 может составлять часть блока 88 управления, или блок 50 управления может являться отдельным от блока 88 управления, но выполненным с возможностью осуществления связи с блоком 88 управления.
[0045] В раскрытой станции трехэтапного гнутья источник 70 вакуума, показанный на фиг. 2, управляется блоком 88 управления, показанным на фиг. 1, для создания вакуума на обращенной вниз поверхности 38 первой верхней формы 27 для содействия подъемному устройству 18 при поднятии листа G стекла с роликового конвейера 22 в контакт с первой верхней формой 27 на ее обращенной вниз поверхности 38 с целью первичного формования и удерживания листа G стекла. После перемещения листа G стекла вверх и его вхождения в контакт с обращенной вниз поверхностью 38 первой верхней формы 27 блок 88 управления может прекращать работу массива 44 газовых подъемных струй, одновременно продолжая создавать вакуум, таким образом, остающийся единственным средством удерживания листа G стекла на первой верхней форме 27.
[0046] Снова обратимся к фиг. 9, в связи с которой будут более подробно описаны дополнительные аспекты подъемного устройства 18. Выпуски 46 газовых струй первой и второй зон Z1 и Z2 соответственно выполнены с возможностью обеспечения поднятия центральных частей листа G стекла, выпуски 46 газовых струй третьей и четвертой зон Z3 и Z4 выполнены с возможностью обеспечения поднятия промежуточных и оконечных частей листа G стекла, и выпуски 46 газовых струй пятой зоны Z5, проходящие за противоположные оконечные части листа G стекла, выполнены с возможностью обеспечения поднятия оконечных частей листа G стекла. В другом варианте осуществления выпуски 46 газовых струй на противоположных концах массива 44 газовых струй могут быть предусмотрены в отдельных зонах. Кроме того, как было упомянуто выше, работа выпусков 46 газовых струй зон Z1-Z5 может быть инициирована последовательно. Например, блок 50 управления или блок 88 управления может управлять работой источника 52 газа и клапанов 54 так, чтобы клапаны 54a-54d открывались, подавая сначала нагретый газ (например, воздух) под давлением через трубопроводы 56a-56d к выпускам 46 газовых струй зон Z1-Z4 с первой по четвертую с целью запуска поднятия и гнутья листа G стекла. Газ под давлением из источника 52 газа может нагреваться в ходе своего втекания и течения по нагретому пути в нагретой камере 26 станции 14 гнутья. После достаточного поднятия и/или гнутья листа G стекла, например, у первой верхней формы 27, оконечные части листа G стекла являются выровненными по центральным осям 58а периферийных выпусков 46а газовых струй пятой зоны Z5. Клапаны 54е могут затем открываться, подавая нагретый газ (например, воздух) под давлением к периферийным выпускам 46а газовых струй пятой зоны Z5, и, таким образом, реактивные струи 48, испускаемые периферийными выпусками 46а газовых струй пятой зоны Z5, могут вступать в контакт с оконечными частями листа G стекла и вызывать дополнительное гнутье и/или поднятие листа G стекла, например, к первой верхней форме 27. В отсутствие такой последовательной работы реактивные струи 48а, испускаемые из соответствующих выпусков 46а газовых струй пятой зоны Z5 могут вызывать введение газа между листом G стекла и первой верхней формой 27, что может препятствовать полному требуемому гнутью листа G стекла и/или препятствовать соразмерному удерживанию у первой верхней формы 27 посредством вакуума, создаваемого на поверхности 38 первой верхней формы.
[0047] В дополнение к обеспечению последовательного управления зонами Z1-Z5, клапаны 54 могут управляться с возможностью регулировки для изменения давления газа, подаваемого в трубопроводы 56 и к выпускам 46 газовых струй. В качестве другого примера, клапаны 54 могут быть выполнены в форме двухпозиционных клапанов, и подъемное устройство 18 может дополнительно содержать регулятор давления (например, программируемый электронный пропорциональный регулятор давления) выше по потоку относительно каждого клапана 54 для управления давлением в каждом соответствующем трубопроводе 56. Разумеется, клапанная система и управление снабжением массива 44 газовых струй также могут быть сконструированы способами, отличающимися от конкретного способа, показанного для последовательного и регулируемого управления величиной поднятия и удерживания в центральной, промежуточных и оконечных частях листа G стекла. Кроме того, данная операция имеет место после перемещения вниз первой верхней формы 27 с целью приема листа G стекла для первого этапа формования, а затем она может прекращаться, в то время как вакуум продолжает создаваться на поверхности 38 первой верхней формы, продолжая удерживать лист G стекла. Вакуум может продолжаться вплоть до отпуска листа G стекла на нижнюю форму 30, и его прекращение может сопровождаться подачей воздуха под избыточным давлением, подаваемого газоструйным насосом 72.
[0048] Также возможным является содействие выпускам 46 газовых струй за счет механического прижатия листа G стекла к первой верхней форме 27 на ее обращенной вниз поверхности 38, для того чтобы обеспечить полный контакт с ней стекла даже в случае резкой кривизны в одном или нескольких положениях. Например прижатие такого типа может быть выполнено при наличии одного или нескольких прижимных элементов, установленных на первой верхней форме 27 и управляемых устройством 88 управления посредством одного или нескольких приводов, проходящих между первой верхней формой 27 и прижимными элементами, которые могут поворачиваться или иначе перемещаться относительно первой верхней формы 27. См. патент США №4514208, в котором раскрыто механическое прижатие к верхней форме, и который полностью включен в настоящий документ посредством ссылки.
[0049] Обратимся к блок-схеме, показанной на фиг. 13, на которой обработка листа G стекла в системе 10 начинается с нагрева 100 листа стекла (например, до температуры в диапазоне 575-675°С или до температуры по меньшей мере 575°С) в печи и его последующей транспортировки 102 после нагрева в станцию гнутья для начала операции прессования или гнутья. Первая верхняя форма затем перемещается вниз, как показано в блоке 104, для приема листа стекла с целью первичного формования с кривизной в первом направлении и прямолинейными элементами во втором поперечном направлении. Как было упомянуто выше, подъемное устройство в соответствии с настоящим изобретением действует с целью поднятия листа стекла к первой верхней форме, а последовательный запуск работы внутренних выпусков газовых струй, а затем периферийных выпусков газовых струй обеспечивает усовершенствованное поднятие и первичное гнутье листа стекла у первой верхней формы. Далее первая верхняя форма и лист стекла перемещаются вверх 106, а затем, как показано в блоке 108, нижняя форма перемещается под поднятую первую верхнюю форму, и лист стекла отпускается на нижнюю форму с целью его провисания под действием тяготения, что дает начало его поперечной кривизне. Нижняя форма и первично формованный лист стекла затем перемещаются, как показано в блоке 110, под вторую верхнюю форму, которая затем перемещается вниз, как показано в блоке 112, с целью прессования с поперечной кривизной первично формованного листа стекла. Вторая верхняя форма затем перемещается вверх, как показано в блоке 114, и нижняя форма перемещается из-под второй верхней формы с последующим перемещением 116 формы для доставки под вторую верхнюю форму для приема формованного листа стекла с целью доставки. Перемещение вниз второй верхней формы, показанное в блоке 112, инициирует прессование листа стекла совместно с нижней формой по мере подачи вакуума ко второй верхней форме для обеспечения прессования в поперечных направлениях, при этом оптические свойства улучшаются за счет первичного формования листа стекла с прямолинейными элементами и последующего провисания под действием тяготения перед прессованием.
[0050] Обратимся к фиг. 14, на которой показан еще один вариант 14' осуществления станции трехэтапного формования или гнутья, совместно с которой может использоваться подъемное устройство 18 в соответствии с настоящим изобретением. Станция 14' формования составляет часть системы 10' обработки стекла, содержащей выше по потоку печь (не показана), подобную системе 10 обработки стекла, подробно описанной выше. Кроме того, станция 14' формования содержит многие аналогичные компоненты, действующие подобно компонентам вышеописанного варианта осуществления, и, таким образом, к подобным компонентам применены подобные ссылочные позиции за исключением того, что каждая ссылочная позиция для компонентов станции 14' формования может содержать штрих. Кроме того, большая часть предшествующего описания применима к станции 14' формования и поэтому не будет повторяться.
[0051] В станции 14' формования, показанной на фиг. 14-16, нагретый лист G стекла на конвейере или конвейерной системе 22' может быть поднят с валков или роликов 21' конвейерной системы 22' при помощи подъемного устройства 18, и, таким образом, лист G стекла может быть принят первой верхней формой 27'. Как было упомянуто выше, первая верхняя форма 27' может также содержать массив вакуумных отверстий, через которые может создаваться вакуум, содействующий начальному поднятию листа G стекла, а затем удерживанию листа стекла у первой верхней формы 27'.
[0052] В варианте осуществления, показанном на фиг. 14, ролики 21' конвейерной системы 22' имеют по меньшей мере один конец, расположенный внутри корпуса 25'. Например, каждый ролик 21' содержит один конец 117, который может проходить наружу из корпуса 25' для приведения во вращательное движение посредством схематически показанного приводного механизма 118, тогда как другой конец 119 каждого ролика 21' расположен в нагретом положении станции 14' формования (например, в пределах нагретой камеры, определенной корпусом 25' и нагретой до температуры в диапазоне 610-725°С) и размещается в опорной конструкции 120 роликов, схематически показанной на фиг. 14 (центральная часть ролика 21', показанного на фиг. 14, разорвана, для того чтобы показать струи 48 из подъемного устройства 18). Кроме того, опорная конструкция 120 роликов может иметь удлиненную форму в направлении транспортировки С и содержать удлиненный охлаждающий элемент (не показан), имеющий корпус, определяющий камеру охлаждения, вмещающую и содержащую подшипники, поддерживающие с возможностью вращения выровненный набор концов 119 роликов. Дополнительные подробности конвейерной системы 22' раскрыты в заявке на патент США №14/929763 (номер патентного реестра GLT 1996 PUS), которая полностью включена в настоящий документ посредством ссылки.
[0053] В вышеописанной конфигурации конвейерной системы 22' расстояние между соседними роликами 21' может являться неизменным или выполненным без возможности легкой регулировки (например, соседние ролики 21' могут быть разнесены на 4 дюйма от центра до центра, и каждый ролик 21' может иметь диаметр 2,5 дюйма). Как было упомянуто выше, газовые выпуски 46 подъемного устройства 18 могут быть выполнены и расположены так, чтобы соответствующие газовые струи 48 проходили между роликами 21'. Например, некоторые из выпусков 46 газовых струй могут быть ориентированы в основном вертикально, а другие выпуски 46 газовых струй могут являться наклонными, как подробно упомянуто выше. Кроме того, угол каждого выпуска 46 газовой струи может быть выбран или рассчитан с учетом факторов, оказывающих влияние на поток (например, эффекта Бернулли, эффекта Коанда и т.д.), действие которых поток может испытывать при прохождении соответствующей газовой струи 48 мимо одного или нескольких роликов 21'. Например, конкретный угол выпуска 46 газовой струи может быть увеличен или уменьшен с учетом склонности соответствующей газовой струи 48 к притяжению к одному или обоим роликам 21', между которыми проходит газовая струя 48.
[0054] После обеспечения удерживания листа G стекла у первой верхней формы 27', как описано выше, первая верхняя форма 27' перемещается в горизонтальном направлении из своего положения захвата, показанного на фиг. 14, в положение доставки, показанное на фиг. 15, в котором лист G стекла отпускается на нижнюю форму 30'. Это отличается от предыдущего варианта осуществления, в котором предусмотрено горизонтальное перемещение нижней формы 30. После выкладывания листа стекла первой верхней формой 27' на нижнюю форму 30' первая верхняя форма 27' перемещается обратно из своего положения доставки, показанного на фиг. 15, в свое положение захвата, показанное на фиг. 14, а вторая верхняя форма 28 перемещается вниз, как показано на фиг. 16, для содействия нижней форме при прессовании листа стекла, как было описано ранее. После прессования вторая верхняя форма 28 перемещается вверх с листом стекла, удерживаемым у ее обращенной вниз поверхности 62 посредством создания вакуума, как было описано ранее, а форма 32 для доставки, показанная на фиг. 14, перемещается из станции 16 закалки в станцию 14' формования для приема листа стекла и перемещения обратно наружу в станцию закалки между нижней и верхней закалочными головками 84 и 86 с целью закалки, что также было описано ранее.
[0055] Как показано на фиг. 14, первая верхняя форма 27' содержит каркас 121, поддерживаемый удлиненными балками 122 (показана только одна), которые перемещаются приводом 123 посредством соединения 124. Данные балки 122 поддерживаются соответствующими роликами 126, установленными посредством приводов 128 для обеспечения вертикального перемещения балок и, таким образом, вертикального перемещения первой верхней формы 27' в ходе ее работы. В частности первая верхняя форма 27' может перемещаться вниз до высоты приблизительно половина дюйма (12-15 мм) от конвейерной системы 22' с целью начального захвата листа стекла, а затем может перемещаться вверх так, чтобы она перемещалась над крышками 130 приводного механизма, расположенными на торцах конвейерных роликов 21' с целью уменьшения теплового потока изнутри станции формования в окружающую среду предприятия. Боковые ролики 132 также вступают в контакт с балками, обеспечивая размещение в боковом положении в ходе перемещения первой верхней формы 27' между ее положением захвата, показанным на фиг. 14, и ее положением доставки, показанным на фиг. 15.
[0056] Станция 14' формования, показанная на фиг. 14-16, таким образом, также имеет три этапа работы, в ходе которых лист стекла формуется на первой верхней форме 27' с кривизной в первом направлении и прямолинейными элементами во втором направлении, поперечном первому направлению, под действием тяготения - на нижней форме 30' после приема с первой верхней формы 27' в ее положении доставки, показанном на фиг. 15, и, наконец, путем прессования между второй верхней формой 28 и нижней формой 30', как показано на фиг. 16.
[0057] Нижняя форма 30' показана как поддерживаемая каркасом 134, опирающимся на приводы 136, такие как винтовые домкраты, с целью вертикального перемещения. Это вертикальное перемещение может происходить вниз, что позволяет первой верхней форме 27' перемещаться в положение над нижней формой 30', а затем вверх, для того чтобы отпускать лист стекла в как можно более тесной взаимосвязи с целью управления размещением. В дополнение, вертикальное перемещение нижней формы 30' также можно использовать совместно с вертикальным перемещением второй верхней формы 28 с целью выполнения гнутья.
[0058] Обратимся к блок-схеме, показанной на фиг. 17, на которой операция прессования, выполняемая в соответствии с вариантом осуществления, показанным на фиг. 14-16, начинается с нагрева 138 листа G стекла в печи (например, до температуры в диапазоне 575-675°С или до температуры по меньшей мере 575°С) с последующей его транспортировкой 140 в станцию формования, за которой следует прием листа стекла с конвейерной системы первой верхней формой с целью первичного формования с прямолинейными элементами на первом этапе 142, а затем горизонтальное перемещение 144 первой верхней формы и листа стекла в положение над нижней формой. Затем лист стекла отпускается 146 с первой верхней формы на нижнюю форму с целью обеспечения провисания под действием тяготения на втором этапе, которое может выполняться в течение более краткого времени, чем при горизонтальном перемещении нижней формы. В блоке 148 вторая верхняя форма затем перемещается вниз к нижней форме с целью прессования с поперечной кривизной на третьем этапе. Затем вторая верхняя форма и лист стекла перемещаются вверх в блоке 150 с последующим перемещением 152 формы для доставки под вторую верхнюю форму с целью приема прессованного листа стекла. Форма для доставки затем перемещается наружу из станции формования с целью доставки.
[0059] Оба варианта осуществления имеют сокращенное время цикла за счет размещения раскрытых конструкций по вертикали. В варианте осуществления, показанном на фиг. 1-13, размещение по вертикали позволяет как нижней форме 30, так и форме 32 для доставки находиться под второй верхней формой 28 одновременно, поэтому последовательные циклы перекрываются, сокращая время цикла. В варианте осуществления, показанном на фиг. 14-17, размещение по вертикали позволяет как первой верхней форме 27', так и форме 32 для доставки находиться под второй верхней формой 28 одновременно, поэтому последовательные циклы перекрываются, сокращая время цикла.
[0060] Дополнительные подробности вышеописанных станций трехэтапного формования или гнутья можно найти в заявке на патент США №14/174265 (номер патентного реестра GLT 1964 PUS), которая полностью включена в настоящий документ посредством ссылки. Разумеется, подъемное устройство в соответствии с настоящим изобретением может быть использовано с любой подходящей станцией гнутья или системой обработки стекла. Например, подъемное устройство в соответствии с настоящим изобретением может быть использовано для поднятия листа стекла к любому подходящему инструменту (например, форме, челночному устройству и т.д.).
[0061] Тогда способ в соответствии с настоящим изобретением для поднятия листа стекла в системе обработки стекла включает размещение листа стекла над массивом подъемных струй, содержащим несколько периферийных выпусков подъемных струй и несколько внутренних выпусков подъемных струй, расположенных внутри относительно периферийных выпусков подъемных струй. Способ дополнительно включает запуск работы по меньшей мере одного из внутренних выпусков подъемных струй так, чтобы газ тек от по меньшей мере одного внутреннего выпуска подъемной струи в направлении листа стекла, и запуск работы по меньшей мере одного из периферийных выпусков подъемных струй так, чтобы газ тек от по меньшей мере одного периферийного выпуска подъемной струи в направлении периферийной части листа стекла. Выпуски подъемных струй выполнены с возможностью содействия поднятию листа стекла в направлении инструмента, и при этом запуск работы по меньшей мере одного периферийного выпуска подъемной струи выполняют после запуска работы по меньшей мере одного внутреннего выпуска подъемной струи с целью препятствования течению газа между листом стекла и инструментом.
[0062] Несмотря на то, что выше описаны примерные варианты осуществления, не имеется в виду, что эти варианты осуществления описывают все возможные варианты в соответствии с настоящим изобретением. Слова, употребляемые в описании, представляют собой слова, носящие описательный, а не ограничительный характер, и следует понимать, что различные изменения могут быть внесены без отступления от сущности и объема настоящего изобретения. Кроме того, признаки различных вариантов осуществления могут быть объединены для образования дополнительных вариантов осуществления в соответствии с настоящим изобретением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ОБРАБОТКИ СТЕКЛА СО СТАНЦИЕЙ ИЗМЕНЯЕМОГО ГНУТЬЯ | 2020 |
|
RU2811817C2 |
| ПРИСПОСОБЛЕНИЕ С ШАРНИРНОЙ ФОРМОЙ ДЛЯ СИСТЕМЫ ОБРАБОТКИ СТЕКЛА | 2021 |
|
RU2839106C1 |
| Челночная система позиционирования формы для системы формирования листов стекла | 2016 |
|
RU2729662C2 |
| Челночная система вакуумной формы для формования горячего листа стекла и трехступенчатая станция формования для формования горячего листа стекла (варианты) | 2020 |
|
RU2799352C1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| Устройство и способ формования листов стекла | 2016 |
|
RU2719872C2 |
| ТРЕХСТАДИЙНОЕ ФОРМОВАНИЕ ЛИСТА СТЕКЛА С ПОПЕРЕЧНОЙ КРИВИЗНОЙ | 2015 |
|
RU2680547C2 |
| Способ и устройство для позиционирования листов стекла с целью формования | 2012 |
|
RU2613657C2 |
| ПРЕССОГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ГИБКИ СТЕКЛЯННОГО ЛИСТА | 1990 |
|
RU2031864C1 |
| УСТАНОВКА И СПОСОБ ГИБКИ ЛИСТОВ СТЕКЛА | 2003 |
|
RU2350572C2 |
Изобретение относится к подъемному устройству для поднятия нагретого листа стекла в системе изгибания стекла и содержит массив подъемных струй, содержащий периферийные выпуски подъемных струй и внутренние выпуски подъемных струй, расположенные внутри относительно периферийных выпусков подъемных струй. Каждый выпуск подъемной струи выполнен таким образом, чтобы обеспечивать возможность течения газа в направлении листа стекла. Подъемное устройство также содержит блок управления работой выпусков подъемных струй, который обеспечивает возможность запуска работы по меньшей мере одного из внутренних выпусков подъемных струй перед запуском работы по меньшей мере одного из периферийных выпусков подъемных струй. Подъемное устройство размещено под конвейерными роликами. Технический результат изобретения - исключение течения газа между листом стекла и формовочным инструментом. 5 н. и 19 з.п. ф-лы, 17 ил.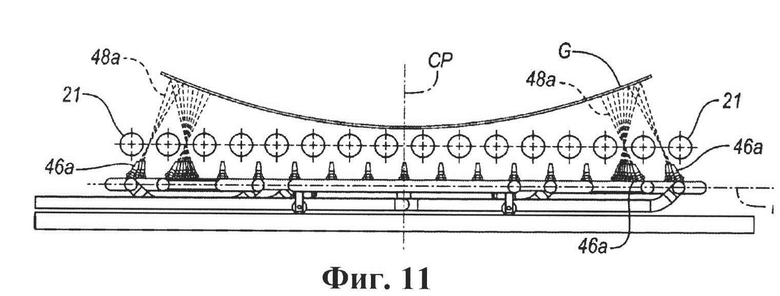
1. Подъемное устройство для поднятия листа стекла в системе обработки стекла, которая содержит конвейерную систему, содержащую несколько роликов для транспортировки указанного листа, при этом указанное подъемное устройство содержит:
массив подъемных струй, содержащий периферийные выпуски подъемных струй и внутренние выпуски подъемных струй, расположенные внутри относительно указанных периферийных выпусков, при этом указанные периферийные и внутренние выпуски расположены под указанными роликами во время использования указанного подъемного устройства с указанной системой обработки стекла, причем каждый выпуск подъемной струи выполнен с обеспечением возможности протекания газа в направлении указанного листа стекла; и
блок управления, предназначенный для управления работой указанных выпусков подъемных струй, причем указанный блок управления выполнен с возможностью запуска работы по меньшей мере одного из указанных внутренних выпусков перед запуском работы по меньшей мере одного из указанных периферийных выпусков.
2. Подъемное устройство по п.1, в котором указанный по меньшей мере один периферийный выпуск расположен снаружи указанного листа стекла, когда указанный лист размещен над указанным массивом, при этом указанный по меньшей мере один периферийный выпуск наклонен в направлении центральной плоскости указанного массива.
3. Подъемное устройство по п.2, в котором по меньшей мере один из указанных внутренних выпусков, расположенный вблизи указанного по меньшей мере одного периферийного выпуска, наклонен в сторону от центральной плоскости указанного массива.
4. Подъемное устройство по п.3, в котором по меньшей мере еще один из указанных внутренних выпусков, расположенный вблизи указанного по меньшей мере одного периферийного выпуска, наклонен в направлении центральной плоскости указанного массива.
5. Подъемное устройство по п.1, в котором указанный по меньшей мере один периферийный выпуск расположен снаружи указанного листа стекла, когда указанный лист размещен над указанным массивом, при этом указанный по меньшей мере один периферийный выпуск наклонен в направлении центральной плоскости указанного массива, и по меньшей мере один из указанных внутренних выпусков, расположенный на той же стороне указанной центральной плоскости, что и указанный по меньшей мере один периферийный выпуск, наклонен в сторону от указанной центральной плоскости.
6. Подъемное устройство по п.5, в котором по меньшей мере еще один из указанных внутренних выпусков, расположенный на той же стороне указанной центральной плоскости, что и указанный по меньшей мере один периферийный выпуск, наклонен в направлении указанной центральной плоскости.
7. Подъемное устройство по п.1, в котором несколько периферийных выпусков расположены снаружи указанного листа стекла, когда указанный лист размещен над указанным массивом, и каждый из указанных нескольких периферийных выпусков наклонен в направлении центральной плоскости указанного массива.
8. Подъемное устройство по п.7, в котором указанные несколько периферийных выпусков включают по меньшей мере два периферийных выпуска подъемных струй на каждом конце указанного массива.
9. Подъемное устройство по п.1, в котором указанные периферийные выпуски ограничивают контур, который отличается от периферии указанного листа стекла, когда указанный лист размещен над указанным массивом и не находится в поднятом состоянии.
10. Подъемное устройство по п.1, содержащее первый подающий трубопровод, предназначенный для подачи газа к указанному по меньшей мере одному внутреннему выпуску, второй подающий трубопровод, предназначенный для подачи газа к указанному по меньшей мере одному периферийному выпуску, источник газа под давлением, соединенный с указанными первым и вторым подающими трубопроводами, и первый и второй управляемые клапаны, соединенные, соответственно, с указанными первым и вторым подающими трубопроводами, причем указанный блок управления выполнен с возможностью открывания указанного первого управляемого клапана перед открыванием указанного второго управляемого клапана так, что струйный поток, испускаемый из указанного по меньшей мере одного периферийного выпуска, вступает в контакт с указанным листом стекла после того, как струйный поток, испускаемый из указанного по меньшей мере одного внутреннего выпуска, вступил в контакт с указанным листом.
11. Подъемное устройство по п.1, в котором указанные внутренние выпуски находятся в четырех отдельно управляемых зонах, а указанные периферийные выпуски находятся в пятой зоне, которая выполнена с возможностью управления отдельно от указанных четырех зон, причем подъемное устройство содержит источник газа под давлением, пять подающих трубопроводов, каждый из которых выполнен с возможностью подачи газа из указанного источника в одну из указанных зон, и пять управляемых клапанов, каждый из которых соединен с одним из указанных подающих трубопроводов, причем указанный блок управления выполнен с возможностью открывания управляемых клапанов, соединенных с подающими трубопроводами для указанных четырех зон, перед открыванием управляемого клапана, соединенного с подающим трубопроводом для указанной пятой зоны.
12. Система обработки стекла, содержащая:
станцию гнутья листов стекла, которая содержит конвейерную систему, содержащую несколько конвейерных роликов для транспортировки нагретого листа стекла, и подъемное устройство по п.1, расположенное под указанными конвейерными роликами с возможностью поднятия указанного листа стекла с указанных роликов.
13. Подъемное устройство для поднятия листа стекла в системе обработки стекла, содержащей конвейерную систему, которая содержит несколько роликов для транспортировки указанного листа стекла, при этом указанное подъемное устройство содержит:
массив подъемных струй, содержащий несколько периферийных выпусков подъемных струй и несколько внутренних выпусков подъемных струй, которые расположены внутри относительно указанных периферийных выпусков, причем по меньшей мере один периферийный выпуск наклонен в направлении центральной плоскости указанного массива, а по меньшей мере один внутренний выпуск, ближайший к указанному по меньшей мере одному периферийному выпуску, наклонен в сторону от указанной центральной плоскости, при этом указанные периферийные и внутренние выпуски расположены под указанными роликами во время использования указанного подъемного устройства с указанной системой обработки стекла.
14. Подъемное устройство по п.13, в котором по меньшей мере еще один из указанных внутренних выпусков, расположенный вблизи указанного по меньшей мере одного периферийного выпуска, наклонен в направлении центральной плоскости указанного массива.
15. Подъемное устройство по п.13, в котором каждый из указанных выпусков выполнен с обеспечением возможности протекания газа между конвейерными роликами указанной системы обработки стекла.
16. Подъемное устройство по п.13, в котором указанный по меньшей мере один периферийный выпуск включает первый периферийный выпуск подъемной струи, выполненный с возможностью подачи газовой струи, наклоненной в направлении указанной центральной плоскости, для обеспечения контакта с первой частью указанного листа стекла, а указанный по меньшей мере один внутренний выпуск включает первый внутренний выпуск подъемной струи, выполненный с возможностью подачи газовой струи, наклоненной в сторону от указанной центральной плоскости, для обеспечения контакта с указанной первой частью указанного листа.
17. Подъемное устройство по п.13, в котором каждый из указанных периферийных и внутренних выпусков представляет собой сопло, при этом каждое сопло имеет одинарное выпускное отверстие, и указанные сопла разнесены друг от друга.
18. Подъемное устройство по п.17, в котором каждое сопло выполнено с возможностью подачи одной газовой струи в одном направлении.
19. Система обработки стекла, содержащая:
станцию формования листов стекла, которая содержит конвейерную систему, содержащую несколько конвейерных роликов для транспортировки нагретого листа стекла, и подъемное устройство по п.13, расположенное под указанными конвейерными роликами с возможностью поднятия указанного листа стекла с указанных роликов.
20. Способ поднятия листа стекла с конвейерных роликов, осуществляемый в системе обработки стекла, при этом указанный способ включает:
размещение листа стекла над массивом подъемных струй, который содержит несколько периферийных выпусков подъемных струй и несколько внутренних выпусков подъемных струй, расположенных внутри относительно указанных периферийных выпусков, причем указанные периферийные и внутренние выпуски расположены под указанными конвейерными роликами;
запуск работы по меньшей мере одного из указанных внутренних выпусков с обеспечением протекания газа из указанного по меньшей мере одного внутреннего выпуска в направлении указанного листа стекла; и
запуск работы по меньшей мере одного из указанных периферийных выпусков с обеспечением протекания газа из указанного по меньшей мере одного периферийного выпуска в направлении периферийной части указанного листа стекла;
причем указанные выпуски выполнены с возможностью содействия поднятию указанного листа стекла в направлении инструмента, при этом запуск работы указанного по меньшей мере одного периферийного выпуска выполняют после запуска работы указанного по меньшей мере одного внутреннего выпуска, чтобы препятствовать протеканию газа между указанным листом стекла и указанным инструментом.
21. Способ по п.20, в котором указанный по меньшей мере один периферийный выпуск расположен снаружи указанного листа стекла, когда указанный лист размещен над указанным массивом, а указанный по меньшей мере один периферийный выпуск наклонен в направлении центральной плоскости указанного массива.
22. Способ по п.21, в котором по меньшей мере один из указанных внутренних выпусков, расположенный вблизи указанного по меньшей мере одного периферийного выпуска, наклонен в сторону от центральной плоскости указанного массива.
23. Способ по п.20, в котором указанные периферийные выпуски ограничивают контур, который отличается от периферии указанного листа стекла, когда указанный лист размещен над указанным массивом, но еще не поднят.
24. Способ по п.20, в котором с указанным по меньшей мере одним внутренним выпуском соединен первый подающий трубопровод для подачи газа к указанному по меньшей мере одному внутреннему выпуску, а с указанным по меньшей мере одним периферийным выпуском соединен второй подающий трубопровод для подачи газа к указанному по меньшей мере одному периферийному выпуску, с указанными первым и вторым подающими трубопроводами соединен источник газа под давлением, и с указанными первым и вторым подающими трубопроводами соединены, соответственно, первый и второй управляемые клапаны, причем при запуске работы указанного по меньшей мере одного внутреннего выпуска открывают указанный первый управляемый клапан, а при запуске работы указанного по меньшей мере одного периферийного выпуска открывают указанный второй управляемый клапан, при этом указанный второй управляемый клапан открывают после открывания указанного первого управляемого клапана.
| US 4865638 A, 12.09.1989 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| US 4204854 A, 27.05.1980 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ЗАКАЛКИ ФОРМОВАННЫХ ЛИСТОВ СТЕКЛА | 2007 |
|
RU2448915C2 |
| ВОЗДУХООХЛАДИТЕЛЬНОЕ/ЗАКАЛОЧНОЕ УСТРОЙСТВО ДЛЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ВОЗДУШНОГО ОХЛАЖДЕНИЯ/ЗАКАЛКИ | 2009 |
|
RU2511169C2 |

