Настоящее изобретение относится к устройству весовой балансировки и способу соединения труб; а более точно, к устройству весовой балансировки и способу соединения труб, которые способны к снижению нагрузки труб при компоновке и сварке труб на судах, заводах, рабочих местах прокладки трубопроводов и тому подобном.
Известно много легких или тяжелых труб на судах, заводах, рабочих местах прокладки трубопроводов и тому подобном. То есть, трубы, через которые могут проходить различные жидкости, газы, электрические соединения или тому подобное, устанавливаются настолько сложным образом, насколько сложна сеть.
В действительности, поскольку такие трубы ограничены по длине, сварщик-автоматчик приваривает множество труб одна к другой для создания трубы требуемой длины.
Более точно, даже одиночная труба, используемая в магистральных трубопроводах, и тяжеловесные трубы соединяются, чтобы превращаться в относительно длинные трубы, будучи пригодными для трубопровода или водопроводно-канализационной конструкции.
В материалах настоящей заявки опорной трубе (в дальнейшем указываемой ссылкой как 'первая труба') и трубе (в дальнейшем указываемой ссылкой как 'вторая труба'), соответствующей объекту, который должен выравниваться и который должен привариваться в стык к первой трубе, требуется выравниваться до сваривания в стык.
Пользователь выполняет операцию нивелирования, вручную регулируя направление, размещение и высоту второй трубы посредством использования троса или ремня крана, тем самым делая первую трубу и вторую трубу выровненными.
Пользователь помещает первую трубу на стол, подобный поверочной плите, и помещает вторую трубу в простой кондуктор, подобный Y-образной подпорке, размещенный в местоположении, противоположном поверочной плите. Простой кондуктор поддерживает вторую трубу в нижней части второй трубы с фиксированием второй трубы под собственным весом второй трубы и Y-образную подпорку.
Пользователь перемещает вторую трубу понемногу во всех направлениях движения вперед, назад, влево, вправо, вверх, вниз и подобным образом после незначительного подъема второй трубы с помощью троса крана или регулирует высоту и направление простого кондуктора в соответствии с перемещением, тем самым выравнивая вторую трубу по отношению к первой трубе.
Однако ручная операция выравнивания труб, подобная этой, очень трудна, когда вторая труба велика по длине и тяжела по нагрузке, и включает в себя недостаток, заключающийся в том, что время операции для выравнивания и сваривания труб занимает продолжительность, зависящую от высоты, угла, расположения, раскачивания и тому подобного у трубы, даже если оператор является специалистом, особенно когда есть состояние неуравновешенности, такое что центр тяжести не центрирован по центру тяжести объема согласно форме второй трубы.
Кроме того, операция сварки трубы не может выполняться быстро вследствие трудности выполнения ручной операции выравнивания труб точным образом. Например, во время операции сварки для сварки первой и второй трубы оператору обычно требуется заходить вовнутрь трубы для соединения прихваточным швом участка сопряжения, а затем приваривания трубы снаружи нормальным образом.
Соответственно, требуется устройство весовой балансировки, которое может улучшать качество сварки точным регулированием высоты, расположения, наклона, раскачивания трубы, в то время как 6 степеней свободы заданы для двухплоскостного типа рабочей плиты, поддерживающей трубу.
Кроме того, обычно, множество труб должно быть выровнено для соединения перед сваркой в стык. Операция совмещения до сварки встык двух труб согласно предшествующему уровню техники является следующей. Операция совмещения является такой, что зазор и ступенчатое несовпадение между предварительно установленными трубами делаются попадающими в установленный допуск, с тем чтобы сваривать трубы, например, посредством TIG (дуговой сварки вольфрамовым электродом в среде инертного газа). Правка круглости должна производиться так, чтобы две трубы сообразно подгонялись друг к другу.
В настоящем описании правильная окружность указывается ссылкой на окружность, диаметр или радиус которой, измеряемые по длине окружности, постоянны. Что касается трубы, правильная окружность дополнительно указывает ссылкой на окружность, где круглость, соответствующая разнице между максимальным внутренним диаметром и минимальным внутренним диаметром, установлена в пределах допуска.
В способе соединения труб по предшествующему уровню техники оператор помещает все трубы на поверочную плиту и равномерно удерживает их проемы в контакте один с другим, используя трос или ремень, а затем выполняется прихваточный сварной шов присоединением первой части выводной планки к одной стороне наружного диаметра трубы. Затем оператор вставляет домкрат с силовым приводом в трубу и делает ступенчатое несовпадение подогнанным, наряду с правкой правильной окружности трубы при использовании домкрата с силовым приводом повторно, а затем выполняется прихваточный сварной шов, чтобы присоединить вторую часть выводной планки к противоположной стороне трубы, имеющей первую часть выводной планки, прикрепленной к ней, которая присоединялась первой. После того оператор неизменно осуществляет соединение прихваточным швом, для того чтобы присоединить третью часть выводной планки к месту, соответствующему направлению 90° второй части выводной планки трубы, сопровождаемое операцией присоединения четвертой части выводной планки к противоположной стороне трубы, имеющей третью часть выводной планки, присоединенной к ней. Затем оператор правит зазор трубы, перемещая лопаточный чекан по длине окружности трубы после вставки лопаточного чекана в зазор между двумя трубами. В заключение оператор дополнительно соединяет другие части выводной планки между первой и второй частями выводной планки, между второй и третьей частями выводной планки, между третьей и четвертой частями выводной планки и между четвертой и первой частями первой выводной планки. Здесь количество других частей выводных планок определено диаметрами труб.
Однако операция соединения труб согласно предшествующему уровню техники заключает в себе проблему, заключающуюся в том, что время операции не только занимает много времени, так как она протекает вручную, но и отклонение качества сварки также является очень нестабильным, зависящим от мастерства оператора. Таким образом, имеется недостаток, заключающийся в том, что, когда операция соединения труб не выполняется ровно до некоторой степени, она потом оказывает влияние на последующую операцию сварки для трубы.
Кроме того, операция соединения труб согласно предшествующему уровню техники трудна в большей степени, когда труба велика. То есть, одна большая труба помещается на поверочную плиту, и для того, чтобы присоединяться к большой трубе после этого, другая большая труба помещается на множество кондукторов, имеющих такую же высоту, как уровень поверочной плиты, при использовании крана. После того оператор поправляет зазор вставкой проволоки между двумя большими трубами, наряду с манипулированием краном, регулировкой высоты кондукторов или их перемещением влево и вправо, и покрывает ступенчатое несовпадение временным выставлением уровня по их верху, а затем части выводных планок фиксируются сверху согласно способу прихватки. После того часть выводной планки прихватывается после правки ступенчатого несовпадения и правильной окружности вставкой домкрата с силовым приводом в трубу. После того оставшиеся части выводных планок привариваются по окружности трубы.
Однако операция соединения труб согласно предшествующему уровню техники включает в себя недостаток, заключающийся в том, что большая труба должна перемещаться при использовании транспортного устройства, подобного отдельному крану для правки круглости, так как большая труба заключает в себе большой вес, например около 600 кг, и длину, например, около 6 м, и заключает в себе недостаток по той причине, что время операции выравнивания и сварки труб отнимает длинное время, обусловленное высотой, углом, расположением, раскачиванием и тому подобным у трубы, даже если оператор является высококвалифицированным, так как есть состояние неуравновешенности, такое что центр тяжести не центрирован по центру тяжести объема в соответствии с формой трубы, например подогнутой трубы, колена, T-образной трубы и тому подобного.
Кроме того, для предотвращения окисления и нитрификации в процессе сваривания дорогостоящий газообразный аргон (Ar) вводится во все пространство в трубе, и введенный газообразный аргон выпускается в воздух через участок проема обоих боковых торцов трубы, таким образом есть проблема, состоящая в том, что увеличивается стоимость денежных расходов на газ.
Для решения вышеуказанных проблем было предложено устройство автоматического выравнивания труб и способ выравнивания труб, которые раскрыты в патенте № 639607 Кореи (указываемом ссылкой как 'патентная ссылка 1').
Однако было обнаружено затруднение в отношении устройства автоматического выравнивания по патентной ссылке 1 при выравнивании труб, наряду с преодолением веса подгоночной части одной трубы, которая должна выравниваться по другой трубе.
Например, в случае, когда вес и длина трубы, соответствующей подгоночной части, составляют около 600 кг и 6 м, бывает, что шесть степеней свободы движения не реализуются, так как шестикоординатный совмещенный робот, подобный платформе Стюарта-Гау, установленный в пределах устройства автоматического выравнивания труб, не может выдерживать вес подгоночной части в силу этого, претерпевая неудачу в выравнивании или подгонке труб. В настоящем описании движение с шестью степенями свободы включает в себя трехкоординатное поступательное движение и трехкоординатное вращательное движение. Здесь трехкоординатное поступательное движение включает в себя движение вперед и назад (продольное перемещение) по направлению оси абсцисс; движение влево и вправо (поперечное перемещение) по направлению оси ординат; движение вверх и вниз (вертикальное перемещение) по направлению оси аппликат, а трехкоординатное вращательное движение включает в себя обкат (ro), при котором она вращается на основе направления оси абсцисс; тангаж (pi), при котором она поворачивается исходя из направления оси ординат; и рыскание (ya), при котором она поворачивается исходя из направления оси аппликат.
Кроме того, для совмещения небольшой подгоночной части шестикоординатный совмещенный робот может перемещать подгоночную часть по отношению к трубе, но возникает трение между верхней частью устройства весовой балансировки и подгоночной частью. Таким образом, чрезмерная нагрузка может выдаваться на подгоночную часть и устройство автоматического выравнивания труб, могут возникать повреждения, такие как задир и тому подобное в подгоночной части, а место зажима устройства автоматического выравнивания труб и подгоночной части может меняться.
Кроме того, устройство автоматического выравнивания труб предшествующего уровня техники не учитывает совместную работу с отдельным устройством весовой балансировки, а лишь предлагает способ автоматического выравнивания труб посредством устройства автоматического выравнивания труб, таким образом фактически возникает большое затруднение при автоматическом выравнивании труб, так как не было никакого упоминания касательно способа объединения их вместе с устройством весовой балансировки.
Например, способ автоматического выравнивания труб предшествующего уровня техники заключает в себе недостаток, заключающийся в том, что место зажима непостоянно, а точность поправки правильной окружности или выравнивания трубы и подгоночной части относительно низка, так как не раскрыто никакого действия для балансировки устройства непосредственно перед зажиманием.
Более точно, устройство весовой балансировки, упомянутое в описании устройства автоматического выравнивания труб предшествующего уровня техники, заключает в себе простую конструкцию. Подгоночная часть, которая выравнивается по отношению к трубе, устанавливается на верхней части, и устройство весовой балансировки двигается по площадке, чтобы действовать для формирования части стыка приведением подгоночной части в соприкосновение с трубой.
Однако в случае, когда устройство весовой балансировки используется в устройстве автоматического выравнивания труб предшествующего уровня техники, нагрузка на подгоночную часть, которая является полезной нагрузкой, не может активно снижаться и не может удерживать подгоночную часть, наряду с поступательным движением или поворотом, чтобы соответствовать 6 степеням свободы. Кроме того, верхняя часть устройства весовой балансировки, поддерживающая подгоночную часть, неподвижна, тем самым имея следствием проблему, что вызывает трение, как упомянуто выше, между подгоночной частью и верхней частью устройства весовой балансировки.
Поэтому основная задача настоящего изобретения состоит в создании устройства весовой балансировки, которое является самонастраивающимся для улучшения качества сварки точным регулированием высоты, расположения, наклона, раскачивания трубы, в то время как 6 степеней свободы заданы для двухплоскостного типа рабочей плиты, поддерживающей трубу, наряду со снижением нагрузки трубы.
Дополнительная задача настоящего изобретения состоит в создании устройства весовой балансировки, которое является самонастраивающимся для быстрого выполнения операции выравнивания труб вручную или посредством робота автоматического выравнивания труб, в то время как операция весовой балансировки связана с операцией нивелирования соответствующего цилиндра при использовании множества динамометрических элементов.
Еще одна задача настоящего изобретения состоит в создании способа соединения труб, который является самонастраивающимся для управления устройством весовой балансировки, и устройства автоматического выравнивания труб в сопряжении с ним.
Другая задача настоящего изобретения состоит в создании способа соединения труб, который является самонастраивающимся для максимизации эффективности эксплуатации посредством автоматизации операции подгонки до стыкового сварного соединения труб, в то время как устройство весовой балансировки, обладающее функциями снижения нагрузки, поддержки с 6 степенями свободы, поступательного движения, вращения и прецизионной регулировки, изготовлено в сопряжении с устройством автоматического выравнивания труб, которое установлено на внутренней стенке трубы и может выполнять операцию точного выравнивания.
В соответствии с настоящим изобретением предусмотрено устройство весовой балансировки, содержащее: рабочую плиту для размещения объекта выравнивания; множество динамометрических элементов, установленных в нижней части рабочей плиты; контроллер, который принимает сигнал обнаружения, формируемый из динамометрического элемента, и анализирует информацию об объекте выравнивания для формирования управляющего сигнала; формирователь рабочего усилия, который принимает управляющий сигнал из контроллера для управления рабочим давлением каждой из множества линий подачи давления; и множество цилиндров нивелирования и устройств балансировки, которые присоединены к линиям подачи давления, для управления расположением или позицией рабочей плиты, с тем чтобы соответствовать величине рабочего давления, регулируемого формирователем рабочего усилия.
В устройстве весовой балансировки цилиндр нивелирования и устройство балансировки являются любым, выбранным из пневмобаллонной пружины, давление которой может настраиваться, линейного электродвигателя, являющегося устройством линейного перемещения, протяженность которого может настраиваться, гидравлического сервоцилиндра, электродвигателя, и механизма реечной передачи, и шариковой винтовой пары.
В устройстве весовой балансировки электронный уровень, присоединенный к контроллеру для ввода информации о наклоне, приближен к рабочей плите.
В устройстве весовой балансировки в нижней части рамы кузова предусмотрено множество валов настройки высоты и подвижный ролик, имеющий стопорный узел.
В устройстве весовой балансировки рабочая плита включает в себя верхнюю пластину и нижнюю пластину, между которыми расположено множество контактных частей скольжения, и рандбалка приближена к нижней поверхности кромки верхней пластины.
Устройство весовой балансировки дополнительно включает в себя множество частей направляющих, установленных между нижней пластиной и рамой кузова, и каждая часть направляющей включает в себя: шарнир шарового типа, объединенный с нижней пластиной; направляющий вал, который проходит вдоль осевого направления от шара шарнира шарового типа и заключает в себе осевую длину, относительно большую, чем максимальное расстояние величины хода цилиндра нивелирования и устройства балансировки; и направляющую втулку, установленную на верхней пластине рамы кузова, чтобы объединяться с направляющим валом способом вставки со скольжением.
В устройстве весовой балансировки множество валов поддержания зазора для сохранения расстояния от нижней пластины дополнительно установлены в рандбалке.
В устройстве весовой балансировки верхняя пластина включает в себя множество монтажных отверстий пазового типа для компоновки множества роликовых кондукторов, которые являются съемными и подпирают объект выравнивания, и монтажное отверстие пазового типа заключает в себе зазор и ориентацию расположения, соответствующие каждой форме множества схем соединения труб, включая по меньшей мере прямую трубу, коленчатую трубу и T-образную трубу.
В соответствии с настоящим изобретением предложен способ соединения труб, в котором первую трубу и вторую трубу размещают на поверочной плите и устройстве весовой балансировки соответственно, и устройство автоматического выравнивания труб вставляют в первую трубу, которая должна устанавливаться, способ соединения труб включает в себя: считывание для подтверждения, чтобы рабочее положение останавливалось после приведения в действие устройства автоматического выравнивания труб; расширение устройства правки правильной окружности для сохранения устройства автоматического выравнивания труб находящимся на одном уровне; правку правильной окружности каждой из первой и второй труб; первое измерение формы стыка, образованного между первой и второй трубами для выравнивания; выравнивание второй трубы по отношению к первой трубе, чтобы соответствовали результату первого измерения; второе измерение формы стыка для подтверждения того, что выровнен; и осуществление устройством автоматического выравнивания труб уплотнения и впуска газа для сварки, когда значение результата второго измерения заключено в заранее заданном допуске.
Способ соединения труб дополнительно включает в себя перемещение устройства регулировки зазора вперед, так что деталь внутреннего давления переднего устройства правки правильной окружности может располагаться внутри второй трубы до правки правильных окружностей первой и второй труб.
Способ соединения труб дополнительно включает в себя этап детального выравнивания для выравнивания первой и второй труб, так что зазор и ступенчатое несовпадение первой и второй труб может свариваться, на этапе выравнивания труб, при этом этап выравнивания деталей включает в себя этапы: перемещения второй трубы в направлении оси абсцисс, чтобы отделялась от первой трубы; поворачивания второй трубы, чтобы соответствовать значению поворотной составляющей для перевода в целевое положение; перемещение второй трубы, чтобы соответствовать значениям перемещения направлений оси аппликат и оси ординат для целевой позиции; и заключительного регулирования смещения в направлении оси абсцисс.
В способе соединения труб устройство весовой балансировки принимает обратную связь о нагрузке и информацию о наклоне, считанные в устройстве весовой балансировки, и принимает информацию о работе устройства автоматического выравнивания труб, переданную через интегральный регулятор, а затем такая информация используется в качестве условной оценки, требуемой для расчета рабочего контрольного значения цилиндра балансировки и цилиндра нивелирования устройства весовой балансировки, таким образом устройство весовой балансировки связано с устройством автоматического выравнивания труб.
В способе соединения труб в случае, в котором значение результата второго измерения не заключено в допуске, этап проверки, заключено или нет второе измерение в допуске, повторно выполняется вновь после выполнения второго этапа выравнивания труб.
В способе соединения труб лазерный луч используется на этапе подтверждения рабочего положения.
Способ соединения труб по настоящему изобретению предлагает специальный способ точного выравнивания перегруженной подгоночной части по отношению к трубе, тем самым давая возможность устранять погрешность выравнивания.
Кроме того, способ соединения труб по настоящему изобретению не порождает нарушения нормальной работы, вызванного взаимным мешающим воздействием между трубой и подгоночной частью, таким образом качество выравнивания труб может быть максимизировано, и качество сварки может улучшаться.
Кроме того, способ соединения труб по настоящему изобретению перенимает интегральный регулятор и связывает устройство весовой балансировки с устройством автоматического выравнивания труб, таким образом подгоночная часть и труба могут быстро компоноваться в состоянии, в котором статическая или динамическая нагрузка, наклон, раскачивание и вес или весовая неуравновешенность уменьшаются.
Вышеприведенные и другие задачи и признаки настоящего изобретения станут очевидными из последующего описания предпочтительных вариантов осуществления со ссылками на прилагаемые чертежи, на которых:
фиг. 1 - структурная схема, иллюстрирующая электрическую конфигурацию устройства весовой балансировки согласно варианту осуществления настоящего изобретения;
фиг. 2 - вид сверху в перспективе, иллюстрирующий механическую конфигурацию устройства весовой балансировки, показанного на фиг. 1;
фиг. 3 - покомпонентный вид сверху в перспективе устройства весовой балансировки, показанного на фиг. 2;
фиг. 4 - увеличенный вид в поперечном разрезе круговой области 'A', показанной на фиг. 2;
фиг. 5 - вид сверху для разъяснения рабочей плиты устройства весовой балансировки, показанного на фиг. 2;
фиг. 6 - состояние компоновки устройства автоматического выравнивания труб и устройства весовой балансировки, показанных на фиг. 2;
фиг. 7 - структурная схема для разъяснения способа соединения труб согласно настоящему изобретению;
фиг. 8-21 - рабочие состояния для каждого этапа способа соединения труб согласно настоящему изобретению.
(Устройство весовой балансировки)
Предпочтительные варианты осуществления настоящего изобретения будут подробно описаны со ссылкой на прилагаемые чертежи.
Как показано на фиг. 1 и 2, устройство весовой балансировки согласно варианту осуществления настоящего изобретения включает в себя контролер 120 и формирователь 130 рабочего усилия в пределах рамы 110 кузова коробчатой формы.
Контроллер 120 включает в себя схему источника питания, которая присоединена к внешнему источнику питания или закрепленному источнику питания, например аккумуляторной батарее, и которая может формировать рабочую мощность, которая может использоваться в различных датчиках, формирователе 130 рабочего усилия, модуле обработки операций нивелирования и балансировки, компоновке схем ввода/вывода и тому подобном.
Модуль обработки операций нивелирования и балансировки контроллера 120 анализирует статическую нагрузку, например сосредоточенную нагрузку, передаваемую сложным образом, поступательным движением (продольным перемещением, поперечным перемещением, вертикальным перемещением) и вращательным движением (обкатом, тангажом, рысканием), сообщаемым рабочей плите 120, при использовании сигналов обнаружения из различных датчиков, например электронного уровня 142, динамометрических элементов 145, 146, введенных через интерфейс датчиков, а затем служит для передачи сигнала управления цилиндром, такого как сигнал регулирования длины хода, который уменьшает или регулирует статическую или динамическую нагрузку, наклон и раскачивание, в модуль 130 обработки операций.
Динамометрические элементы 145, 146 детектируют нагрузку трубы и тому подобного и действуют для передачи сигнала обнаружения, преобразованного в электрический сигнал, в контроллер 120.
Модуль обработки нивелирования и балансировки контроллера 120 может быть по меньшей мере обычным автоматическим регулятором или его эквивалентом, но его вид не ограничен этим.
Контроллер 120 включает в себя: формирователь 130 рабочего усилия; модуль обработки операций нивелирования и балансировки, имеющий конфигурацию, подобную компьютеру, который контролирует множество, например 8 динамометрических элементов 145, 146, и узел отображения 170, соответственно операционному способу, описанному ниже; и компоновку схемы ввода, такую как интерфейс датчиков, выключатель питания, множество рабочих переключателей, кнопок и тому подобного, которые электрически присоединены к контроллеру 120.
Контроллер 120 включает в себя обычную компоновку схемы вывода для передачи аналоговых сигналов, соответствующих рабочему состоянию устройства 100 весовой балансировки, на различные индикаторы работы и устройство отображения узла 170 отображения.
Формирователь 130 рабочего усилия включает в себя компоновку линии соединения, присоединенную для снабжения рабочим давлением из внешнего рабочего источника (не показан), например воздушного нагнетательного насоса, гидравлического нагнетательного насоса и тому подобного; компоновку схемы привода, которая регулирует величину или увеличивает и уменьшает рабочее давление, наряду с избирательностью и точным управлением открыванием и закрыванием множества, например 8, электромагнитных клапанов, каждый из которых установлен на линии подачи давления (не показана) компоновки линии соединения.
В этом варианте осуществления изобретения одна боковая линия у линии подачи давления присоединена к каждому цилиндру 150 нивелирования в одном боковом порте формирователя 130 рабочего усилия, а другая боковая линия линии подачи давления присоединена к каждому устройству 160 балансировки в другом боковом порте формирователя 130 рабочего усилия.
Формирователь 130 рабочего усилия точно управляет открыванием или закрыванием электромагнитного клапана принадлежащей линии подачи давления соответственно сигналу управления цилиндром у цилиндра 120, таким образом формирователь 130 рабочего усилия действует, чтобы изменять осевое усилие множества, например 4, устройств 160 балансировки и множества, например 4, цилиндров 150 нивелирования соответственно величине подходящего рабочего давления или чтобы изменять осевую длину направления расширения и сокращения.
В описании настоящего изобретения используемый цилиндр 150 нивелирования и устройство 160 балансировки, которые берут на себя роль нивелирования или весовой балансировки, могут подразумеваться в качестве исполнительного механизма, который линейно перемещает рабочую ось поршня в пределах обшивки цилиндра, снабженного рабочим давлением, для снижения нагрузки трубы или формирования осевой силы такой же величины, как нагрузка трубы, в направлении, противоположном направлению силы тяжести, таким образом сумма нагрузки трубы и нагрузки цилиндра делается нулевой.
То есть, цилиндр 150 нивелирования и устройство 160 балансировки являются устройством давления, которое расширяет или сокращает осевую длину в пределах ограниченного расстояния хода для подъема рабочей оси (например, прямого действия) или снижения (например, обратного действия) в осевом направлении в пределах ограниченного расстояния хода или перемещения сильфонной трубки в верхнем и нижнем направлении, по мере того как оно управляет рабочим давлением, подаваемым из внешнего рабочего источника, например давлением воздуха, гидравлическим давлением или давлением другой жидкости, регулируемым контроллером 120.
Кроме того, цилиндр 150 нивелирования и устройство 160 балансировки могут конфигурироваться электрически, например, линейным электродвигателем или серводвигателем, вращающим ось шарикового винта, и блок шариковой гайки, объединенный с осью шарикового винта, может конфигурироваться, чтобы быть типом с давлением воздуха, таким как сервоцилиндр гидравлического давления, и могут конфигурироваться, чтобы выполнять нивелирование и весовую балансировку рабочей плиты 180, в то время как блок шариковой гайки поднимается и опускается.
То есть, в случае использования конфигурации типа с давлением в настоящем изобретении цилиндру 150 нивелирования и множеству устройств 160 балансировки желательно быть любыми, выбранными из пневмобаллонной пружины, давление которой может регулироваться, линейного электродвигателя, являющегося устройством линейного перемещения, протяженность которого может настраиваться, сервоцилиндра с гидравлическим давлением, электродвигателя, и механизма реечной передачи, и шариковой винтовой пары.
Более точно, устройство 160 балансировки в настоящем изобретении управляет впуском или выпуском давления воздуха, таким образом может использоваться тип трубы восстановительной пружины, которая может растягивать или сокращать сильфонную трубку в осевом направлении.
Длине растяжения или сокращения рабочей оси каждого из цилиндра 150 нивелирования и устройства 160 балансировки желательно управляться сигналом регулирования длины хода контроллера 120 соответственно величине сигнала обнаружения, образованного в динамометрических элементах 145, 146.
Кроме того, электронному уровню 142, уровню или тому подобному желательно дополнительно крепиться к центру рабочей плиты 180.
Например, в случае электронного уровня 142 сигнал обнаружения, например информация о наклоне, образованный и детектированный электронным уровнем 142, вводится в контроллер 120 через применимые провод ввода и интерфейс датчиков.
Кроме того, в настоящем изобретении ручному золотниковому клапану, FRL, реле давления, звукопоглотителю, коллектору, распределителю, фильтру, глушителю и тому подобному желательно дополнительно устанавливаться между наружной рабочей поверхностью, цилиндром 150 нивелирования и устройством 160 балансировки посредством использования обычной конфигурации контура давления и технологии объединения.
Каждый из динамометрических элементов 145, 146 установлен на рабочей оси устройства 160 балансировки и цилиндра 150 нивелирования и вводит электрический сигнал обнаружения, например измеренную нагрузку, образованный и детектированный соответственно нагрузке, приложенной к рабочей оси устройства 160 балансировки и цилиндра 150 нивелирования соответственно, в контроллер 120 через применимый провод ввода и интерфейс датчиков.
Узел 170 отображения действует, чтобы отображать рабочее состояние каждого формирователя 130 рабочего усилия, динамометрического элемента 145, 146, цилиндра 150 нивелирования и устройства 160 балансировки соответственно выходному сигналу, введенному из контроллера 120.
Со ссылкой на фиг. 2, рама 110 кузова предпочтительно дополнительно содержит множество осей 111 регулирования высоты, которые расположены в ее нижней части и принадлежат к винтовому типу и у которых переменная длина составляет сотни миллиметров; и подвижный ролик 112, имеющий стопорный узел для свободного перемещения рамы 110 кузова.
Кроме того, раму 110 кузова желательно дополнительно выполнять со множеством рукояток 113 на ее боковой поверхности.
Рабочая плита 180, являющаяся двухплоскостным типом и действующая, чтобы быть кондуктором, установлена поверх рамы 110 кузова.
Рабочая плита 180 подпирается цилиндром 150 нивелирования и устройством 160 балансировки, имеющим динамометрические элементы 145, 146 соответственно.
Множество направляющих частей 190 действуют, чтобы направлять расширение и сокращение оси цилиндра 150 нивелирования или устройства 160 балансировки согласно конфигурационному и комбинационному соотношению, которые будут подробно описаны ниже.
Как показано на фиг. 3, рабочая плита 180, как упомянуто выше, является кондуктором двухплоскостного типа и включает в себя верхнюю пластину 181, нижнюю пластину 182 и рандбалку 183.
Верхняя пластина 181 является деталью пластины типа поверочной плиты, имеющей площадь плоской фигуры, равную или подобную таковой у рамы 110 кузова.
Верхняя пластина 181 объединена с множеством роликовых кондукторов 184, которые осуществляют поддержку соответственно форме применимой трубы среди труб различной формы (обратитесь ко второй трубе 13 по фиг. 6, соответствующей объекту, который должен выравниваться) и которые могут поворачивать трубы в направлении окружности трубы вместо предотвращения перемещения трубы в осевом направлении или в направлении диаметра согласно собственному весу, форме и положению компоновки трубы.
Для того чтобы объединять роликовый кондуктор 184, на верхней поверхности верхней пластины 181 выполнено множество монтажных отверстий H пазового типа, которые принадлежат к подшипниковому типу, так что роликовый кондуктор 184 может поворачиваться на основе осевого направления закладных втулок после того, как каждая из закладных втулок роликового кондуктора 184 вставлена в него.
Монтажные отверстия H пазового типа могут компоноваться на верхней поверхности верхней пластины 181 в любом одном из типов компоновки среди решетчатого типа, спирального типа и композиционного типа в соответствии с зазором компоновки, направлением и их количеством.
Например, в случае, когда тип компоновки является композиционным типом, на верхней поверхности верхней пластины 181 могут быть скомпонованы монтажные отверстия H1-H10 пазового типа первой группы для схемы 103 соединений труб неизогнутого типа, монтажные отверстия H11-H20 пазового типа второй группы для схемы 104 соединений труб коленного типа и монтажные отверстия H21-H23 пазового типа третьей группы для схемы 105 соединений труб T-образного типа, как показано на фиг. 5.
То есть, монтажным отверстиям H1-H22 пазового типа желательно заключать в себе интервал размещения и ориентацию, соответствующие форме каждой из схем 103, 104, 105 соединений труб, включая по меньшей мере трубу неизогнутого типа, трубу коленного типа и трубу T-образного типа.
Со ссылкой на фиг. 3, в нижней части верхней пластины 181 расположена нижняя пластина 182, имеющая площадь плоской фигуры, меньшую, чем таковая у верхней пластины 181. На верхней поверхности нижней пластины 182 выполнено множество контактных частей 185 скольжения, имеющих типы компоновки, такие как решетчатый тип, спиральный тип и тому подобное.
Контактная часть 185 скольжения поддерживает верхнюю пластину 181 на основе нижней пластины 182, и верхняя пластина 181 имеет возможность свободного перемещения в плоскостном направлении по контактной части 185 скольжения. До этой степени контактная часть 185 скольжения является деталью, которая находится в точечном или линейном соприкосновении с нижней поверхностью верхней пластины 181 и которой желательно быть любой, выбранной из шарикоподшипника, упорного подшипника, ролика и тому подобного.
Например, в случае шарикоподшипника, на верхней поверхности нижней пластины 182 выполнено множество контактных частей 185 скольжения, и фиксирующие кольца объединены по пазам 186 размещения подшипников соответственно. Таким образом, желательно делать работу шарикоподшипника устойчивой в состоянии, в котором выпадение шарикоподшипника предотвращено фиксирующим кольцом. Например, что касается объединения фиксирующего кольца, на его внутренней кромке сформированы винтовые резьбы, выступающие вниз, и внутренним винтовым резьбам, способным объединяться с наружными винтовыми резьбами, желательно формироваться по внутренней окружности пазов 186 размещения подшипников.
Рандбалка 183 заключает в себе форму оси прямоугольного кольца, заключает в себе размер, так что может сохраняться боковое и разделительное пространство нижней пластины 182, является относительно более толстой, чем нижняя пластина 182, и приближена к низу кромки верхней пластины 181.
Рандбалка 183 дополнительно включает в себя множество усиливающих перекладин 187, каждая из передних частей которых является обращенной от нижней поверхности центральной части по четырем ее сторонам по направлению к центру рабочей плиты 180. Каждая усиливающая перекладина 187 прикреплена к нижней поверхности рандбалки 183 сваркой.
Комбинационное соотношение между верхней пластиной 181, нижней пластиной 182 и рандбалкой 183 будет описано ниже.
Нижняя пластина 182 расположена внутри рандбалки 183, и усиливающая перекладина 187, прикрепленная к рандбалке 183, предохраняет нижнюю пластину 182 от впадения вниз.
Верхняя пластина 181 расположена на верхней поверхности рандбалки 183, так что ее боковая поверхность может быть плотной с боковой поверхностью рандбалки 183.
После этого в способе присоединения верхней пластины 181 к рандбалке 183 могут использоваться множество болтовых отверстий 188, выполненных в рандбалке 183 и боковой поверхности верхней пластины 181, и крепежный болт, который может объединяться с болтовым отверстием 188.
В этот момент верхняя поверхность нижней пластины 182, имеющая контактные части 185 скольжения, удерживается, чтобы быть параллельной нижней поверхности верхней пластины 181, и обе поверхности отделены друг от друга.
По контактной части 185 скольжения верхняя пластина может скользить в плоскостном направлении в пределах ограниченного диапазона вдоль плоскостного направления X-Y, через которое проходят оси X-Y на основе нижней пластины 182, то есть она может перемещаться в направлении оси абсцисс или направлении оси ординат, а верхняя пластина 181 сконфигурирована, чтобы быть в свободно вращаемом состоянии, например, поворачивающейся вокруг вертикальной оси, исходя из оси аппликат в качестве опорной оси вращения.
Кроме того, верхняя пластина 181 может принимать восходящее и нисходящее усилие для нивелирования или весовой балансировки от цилиндра 150 нивелирования и устройства 160 балансировки при комбинационном соотношении с нижней пластиной 182. Таким образом, она может перемещаться в направлении оси аппликат, или может производиться поворот, такой как обкат, исходя из оси абсцисс в качестве опорной оси вращения, и тангаж, исходя из оси ординат в качестве опорной оси вращения.
Здесь осевое перемещение означает, что она перемещается вдоль применимого направления оси абсцисс, ординат или аппликат, а опорная ось вращения указывает основную ось вращения.
С другой стороны, трубам необходимо перемещаться, когда оператор вручную выравнивает трубы. Что касается этого, в предшествующем уровне техники есть проблемы по той причине, что простой кондуктор, такой как Y-образная подпорка, поддерживающая трубу, должен вынуждаться перемещаться, и время операции отнимает долгое время. К тому же, для раздельного поступательного перемещения и вращения, кроме простой весовой балансировки, есть преимущество, заключающееся в том, что замысловатое движение, такое как представленное многокоординатное перемещение, должно придаваться трубам, которые должны компоноваться посредством отдельного крана, с тем чтобы дать возможность операции выравнивания труб.
Однако в настоящем изобретении верхняя пластина 181 рабочей плиты 180 и объект выравнивания (вторая труба 13, показанная на фиг. 6), такой как труба, которая должна помещаться на нее, может совершать перемещение по оси абсцисс, перемещение по оси ординат и рыскание с помощью контактной части 185 скольжения в пределах заранее заданного диапазона, приведенного ниже, и одновременно они могут совершать перемещение по оси аппликат, обкат и тангаж посредством цилиндра 150 нивелирования или устройства 160 балансировки. В этот момент нижняя пластина 182 рабочей плиты 180 может поддерживать равновесие посредством части 190 направляющей, так что нижняя пластина 182 не может совершать перемещение по оси абсцисс, перемещение по оси ординат и рыскание на основе рамы 110 кузова.
В заключение устройство весовой балансировки по настоящему изобретению заключает в себе характеристику, допускающую полную связь с выравниванием труб, а также нивелированием и весовой балансировкой посредством рабочей плиты 180.
Заранее заданный диапазон может пониматься в качестве диапазона рабочего участка, определенного в границах, таких как перемещение по оси абсцисс или поступательное движение типа продольного перемещения, например ±20 мм, перемещение по оси ординат или поступательное движение типа поперечного перемещения, например ± 20 мм, перемещение по оси аппликат или поступательное движение вертикального типа, например ± 20 мм, угол обката, например ±15°, угол тангажа, например ±15°, и угол рыскания, например +15°, на основе диаметра, например 600-800 мм, установленной трубы. Но, измерение диапазона рабочего участка является только примерным, но не ограничено таковым.
Как показано в увеличенной окружности 'A' по фиг. 4, множеству поддерживающих зазор валов 189, например ограничителям, ходовым винтам и тому подобному, желательно дополнительно устанавливаться на рандбалке 183 через установочное отверстие, например резьбовое отверстие, проходящим в направлении ширины рандбалки 183.
Более подробно, поддерживающий зазор вал 189 объединен с установочным отверстием, пронизывающим центральную часть по четырем сторонам рандбалки, при использовании винтов. Поддерживающий зазор вал 189 может регулировать длину, выставленную из внутренней поверхности рандбалки 183 посредством осевого перемещения, соответствующего повороту его винта.
То есть, поддерживающий зазор вал 189 включает в себя часть головки типа шестигранного болта и винтовой стержневой вал. Когда винтовое движение создается оператором в установочном отверстии, поддерживающий зазор вал 189 перемещается вперед к или назад от нижней пластины 182. Кроме того, концевой блок 189a объединен с концом винтового стержневого вала поддерживающего зазор вала 189, исходя из противоположной стороны головной части типа шестигранного болта.
Расстояние раздвигания между нижней пластиной 182 и концевым блоком 189a поддерживающего зазор вала 189 регулируется в соответствии со скоростью перемещения вала у поддерживающего зазор вала 189. Концевой блок 189a может быть изготовлен из эластичного материала для смягчения удара.
Поддерживающий зазор вал 189 действует для ограничения перемещения, или вращения вышеупомянутой верхней пластины 181 в пределах установленного диапазона, или для предохранения верхней пластины 181 от соударения с нижней пластиной 182 или внутренней поверхностью рандбалки 183.
Рабочая плита 180 функционально поддерживается цилиндром 150 нивелирования или устройством 160 балансировки, как упомянуто выше.
Механическое комбинационное соотношение для этого будет описано более подробно.
Со ссылкой на фиг. 3, вновь, множество частей 190 направляющих объединяются исходя из множества опорных частей объединения, расположенных на нижней поверхности нижней пластины 182 рабочей плиты 180, и множество динамометрических элементов 145, 146 выполнены на основе нижней части контактного участка, расположенного на нижней поверхности нижней пластины 182.
Например, часть 190 направляющей включает в себя направляющий вал 191 и направляющую втулку 192. Направляющая втулка 192 установлена на верхней пластине 119 рамы 110 кузова, и направляющее отверстие направляющей втулки 192 объединяется с направляющим валом 191 способом вставки со скольжением. Шарнир 193 шарового типа установлен на верхнем конце направляющего вала 191.
Здесь направляющий вал 191 тянется вдоль осевого направления от шара шарнира 193 шарового типа, который будет описан ниже. К тому же направляющему валу 191 желательно включать в себя относительно более длинную ось, чем максимальное расстояние хода поршня цилиндра 150 нивелирования и устройства 160 балансировки.
Шарнир 193 шарового типа включает в себя корпус шара и шар, шар огражден для осуществления свободного перемещения в корпусе шара, и концевая часть направляющего вала 191 входит в часть проема корпуса шара, чтобы как целая часть присоединяться к сферической поверхности шара.
Корпус шара зафиксирован к месту крепления нижней пластины 182, но шар внутри корпуса шара может свободно перемещаться в пространстве внутри корпуса шара, таким образом направляющий вал 191 выполнен с возможностью вращения в осевом направлении и наклона без напряжения перекоса. В конечном счете операция подъема и опускания нижней пластины 182 направляется направляющим валом 191 и направляющей втулкой 192. Кроме того, наклон, например рыскание или обкат, всей рабочей плиты 180, включая нижнюю пластину 182, может выполняться на основе шарнира 193 шарового типа.
То есть, посредством шарнира 193 шарового типа направляющий вал 191 может выполнять роль направляющей вместе с направляющей втулкой 192, наряду с поддержкой нижней поверхности 182 рабочей плиты 180 в осевом направлении, и это дает рабочей плите 180 возможность наклоняться в пределах ограниченного углового диапазона.
С другой стороны, динамометрические элементы 145, 146 могут только поддерживать нижнюю пластину 182, будучи в соприкосновении с ней, но не прикрепленными к ней.
Например, динамометрический элемент 145, установленный на одной стороне среди динамометрических элементов 145, 146, предназначен для цилиндра 150 нивелирования и расположен в одной боковой части рабочей плиты 180, чтобы быть более подробным, в нижней части центрального участка контакта нижней пластины 182 рабочей плиты 180, то есть он базируется в центральном расположении. Обшивка цилиндра у цилиндра 150 нивелирования фиксируется, чтобы сохранять установленный зазор компоновки в центральной части, такой как у одной части верхней пластины 119 рамы 110 кузова, исходя из центрального расположения. В этот момент обшивка цилиндра у цилиндра 150 нивелирования расположена внутри рамы 110 кузова. Наоборот, каждая рабочая ось цилиндра 150 нивелирования проходит через рабочую осевую втулку верхней пластины 119 рамы 110 кузова, таким образом рабочая ось выставляется в верхнюю часть верхней пластины 119 для объединения с динамометрическим элементом.
В частности, зазору компоновки по направлению оси абсцисс желательно быть относительно большим, чем зазор компоновки по направлению оси ординат, принимая во внимание осевое направление трубы, когда цилиндр 150 нивелирования является множественным, например 4, и сохраняет постоянный зазор компоновки исходя из центра верхней плиты 119 рамы 110 кузова.
Цилиндр 150 нивелирования может действовать, чтобы заставлять высоту второй трубы 13, соответствующей объекту выравнивания, достигать целевого значения посредством регулирования положения рабочей плиты 180, чтобы соответствовать величине рабочего давления, подаваемого из формирователя рабочего усилия.
С другой стороны, динамометрический элемент 146, скомпонованный на другой стороне среди динамометрических элементов 145, 146, предназначен для устройства 160 балансировки и расположен в другой боковой части рабочей плиты 180, чтобы быть более подробным, в нижней части углового бокового участка контакта нижней пластины 182 рабочей плиты 180, то есть базируется в угловом расположении. Каждый динамометрический элемент 146 объединяется с рабочей осью устройства 160 балансировки на основе углового расположения. И в этот момент обшивка цилиндра устройства 160 балансировки зафиксирована и поддерживается в угловой части, как в другой боковой части верхней пластины 119 рамы 110 кузова.
Устройство 160 балансировки может действовать для предотвращения наклона и раскачивания рабочей плиты 180 соответственно величине рабочего давления, подаваемого из формирователя рабочего усилия.
В этот момент, как описано выше, вследствие комбинационной относительной характеристики между рабочей плитой 180, имеющей верхнюю пластину, нижнюю пластину 182, рандбалку 183, контактную часть 185 скольжения и усиливающую перекладину 187, и шарниром 193 шарового типа части 190 направляющей, или характеристики комбинационного соотношения между рабочей плитой 180 и динамометрическим элементом 145, 146, 6 степеней свободы могут быть получены в пределах ограниченного диапазона.
То есть, рабочая плита 180, имеющая 6 степеней свободы по этому варианту осуществления, заключает в себе перемещение, точно соответствующее поступательному перемещению и вращению, и выполняет роль кондуктора, который выполняет нивелирование и весовую балансировку посредством цилиндра 150 нивелирования и устройства 160 балансировки, таким образом могут выполняться более точные нивелирование и весовая балансировка.
Как показано на фиг. 6, первая труба 12 транспортируется транспортером или тому подобным для размещения на поверочной плите 11, питание подается на устройство 100 весовой балансировки, и рабочее давление подается из внешнего рабочего источника, чтобы быть в состоянии эксплуатационной готовности к выравниванию, в котором могут выполняться нивелирование и весовая балансировка. Как описано выше, благодаря верхней пластине 181, нижней пластине 182, контактной части скольжения, комбинационному соотношению между нижней пластиной 182 и шаровым шарниром части 190 направляющей, конструктивному соотношению, в котором нижняя пластина 182 и динамометрический элемент 145, 146 не зафиксированы, и тому подобному, рабочая плита 180 заключает в себе пассивное перемещение в пределах ограниченного заранее заданного диапазона, чтобы учитывать 6 степеней свободы (X, Y, Z, ro, pi, ya) исходя из рамы 110 кузова, установленной на основании.
Пассивное перемещение рабочей плиты 180 определено в качестве являющегося таким, что рабочая плита вынуждена перемещаться рабочим усилием цилиндра 150 нивелира и устройства 160 балансировки или ручным усилием, например, выдаваемым оператором, либо рабочая плита перемещается в пределах ограниченного диапазона, принимая рабочее усилие, обязательное для робота автоматического выравнивания труб.
Высота поверочной плиты 11 и высота рабочей плиты 180 устройства 100 весовой балансировки выбираются так, чтобы быть в соответствии заранее, а целевое значение, упомянутое в настоящем изобретении, является высотой, где поверочная плита 11 находится в соответствии с рабочей плитой 180 или может быть представлена исходя из высоты, где первая труба 12 на поверочной плите 11 находится в соответствии со второй трубой 13 на рабочей плите 180, и измерение не ограничено устройством 100 весовой балансировки.
Когда вторая труба 13 транспортируется и загружается транспортером и тому подобным, рабочая плита 180 проседает или наклоняется под весом второй трубы 13 или весового дисбаланса, и в этот момент надлежащий вес второй трубы 13 детектируется динамометрическими элементами 145, 146 через рабочую плиту 180.
Затем устройство 10 автоматического выравнивания труб вводится вовнутрь первой трубы 12, а затем динамическая нагрузка детектируется в динамометрических элементах 145, 146, когда устройство 10 автоматического выравнивания труб вынуждено перемещаться во вторую трубу 13.
Кроме того, если устройство 10 автоматического выравнивания труб полностью установлено на первой и второй трубах 12, 13, и начинается функция выравнивания для исправления ступенчатого несовпадения, зазора между свариваемыми кромками первой и второй труб 12, 13, устройство 100 весовой балансировки уменьшает поступательное движение и вращение, вызванное статической или динамической нагрузкой, так что первая и вторая трубы 12, 13 могут легко компоноваться, а высота поверочной плиты 11 и высота рабочей плиты 180 делаются постоянными для осуществления перемещения второй трубы 13.
Например, устройство 100 весовой балансировки вводит статическую или динамическую нагрузку, детектированную по динамометрическим элементам 145, 146, и информацию о наклоне второй трубы 13 или рабочей плиты 180, детектированную в электронном уровне 142, в контроллер.
Модуль обработки операций нивелирования и балансировки контроллера, как описано выше, формирует сигнал управления цилиндром, такой как сигнал регулирования длины хода для уменьшения или устранения сложного движения и нагрузки верхней пластины 181 второй трубы 13, помещенной на нее, применяя каждый из сигналов обнаружения динамометрических элементов 145, 146 и электронного уровня 142. Затем модуль обработки операций нивелирования и балансировки контроллера передает сформированный сигнал в формирователь 130 рабочего усилия.
Здесь сигнал управления цилиндром предназначен для регулировки величины прямого действия, например величины осевого расширения длины, или величины обратного действия, например величины осевого сокращения длины, по рабочей оси цилиндра 150 нивелирования и устройства 160 балансировки. Сигнал управления цилиндром получается или рассчитывается общим программно-реализованным алгоритмом, используемым в обычном автоматическом регуляторе, или системе управления демпфированием или горизонталью для преобразования в электрический сигнал.
Формирователь рабочего усилия выполняет открывание и закрывание электромагнитного клапана и управление увеличением или уменьшением рабочего давления соответственно переданному сигналу управления цилиндром. В заключение формирователь рабочего усилия управляет расширением или сокращением длины рабочей оси цилиндра 150 нивелирования и устройства 160 балансировки, и, как результат, он снижает статическую и динамическую нагрузки, наклон и раскачивание, передаваемые через рабочую плиту 180, тем самым помогая первой трубе 12 и второй трубе 13 компоноваться совместимым образом.
То есть, множество цилиндров 150 нивелирования регулирует высоту, расположение и направление рабочей плиты 180 для снижения нагрузки или сохраняет высоту второй трубы 13 неизменной. Например, рабочее давление прикладывается в относительно большей степени к цилиндру 150 нивелирования одной стороны, где нагрузка является большей, чем целевое значение, которое предварительно записано и сохранено, тем самым приводя уровень одной стороны цилиндров нивелирования в соответствие с таковым у другой стороны цилиндров нивелирования. В дополнение к этому, множество устройств 160 балансировки действует, чтобы балансировать трубу точной регулировкой высоты, расположения, направления, наклона и раскачивания рабочей плиты 180, то есть предотвращает наклон и раскачивание второй трубы 13. Например, давление воздуха повышается или снижается соответственно каждому из алгоритма регулировки угла наклона и алгоритма предотвращения демпфирования на основе устройства 160 балансировки одной стороны или другой стороны места, где наклон и раскачивание отличны от предварительно записанного и сохраненного целевого значения, таким образом поступательное перемещение и вращение рабочей плиты 180 ослабляются.
Узел 170 отображения действует, чтобы отображать различные измерения, считанные с динамометрических ячеек 145, 146 или электронного уровня 142. Конечно, узел 170 отображения может отображать или выводить измерение, которое операционно обрабатывается контроллером, в отношении нивелирования и балансировки второй трубы 13, по мере того как измерение, детектированное по динамометрическим элементам 145, 145, вводится в контроллер.
Устройство весовой балансировки по настоящему изобретению, как описано выше, снижает нагрузку, формируемую при нивелировании труб, и точно регулирует высоту и расположение труб или предотвращает раскачивание и наклон посредством устройства балансировки и цилиндра нивелирования, имеющего множество динамометрических элементов, при выполнении операции выравнивания или сваривания труб тяжелого веса.
Кроме того, устройство весовой балансировки по настоящему изобретению может присоединять или отсоединять множество роликовых кондукторов к рабочей плите и компоновать роликовые кондукторы на рабочей плите, так что применимая труба может поддерживаться, наряду с подгонкой формы применимой трубы, таким образом устройство весовой балансировки может использоваться в операции компоновки труб различных форм, а также труб специфической формы.
Кроме того, устройство весовой балансировки согласно настоящему изобретению использует рабочую плиту, которая принадлежит к двухплоскостному типу и заключает в себе 6 степеней свободы для осуществления точного перемещения в пределах ограниченного диапазона, в качестве поддерживающего трубу кондуктора, так что верхняя пластина рабочей плиты и вторая пластина рабочей плиты могут перемещаться в пределах заранее заданного диапазона. Таким образом, можно устранять неудобство перемещения всей рамы кузова при выполнении весовой балансировки и нивелирования, и есть конструктивная характеристика легкости компоновки труб, так как верхняя пластина рабочей плиты может полностью связываться с выравниванием труб.
Соответственно, устройство весовой балансировки согласно настоящему изобретению может улучшать точность высоты и расположения трубы и дополнительно может улучшать качество сварки.
(Способ соединения труб)
В дальнейшем, способ соединения труб, который управляет устройством весовой балансировки и устройством автоматического выравнивания труб совместно, будет описан подробно со ссылкой на прилагаемые чертежи.
Фиг. 7 - структурная схема для разъяснения способа соединения труб, а фиг.8A-8N - рабочие диаграммы состояний для каждого из этапов способа соединения труб.
Во-первых, как показано на фиг. 6, способ соединения труб согласно настоящему изобретению может включать в себя устройство 100 весовой балансировки; устройство 10 автоматического выравнивания труб; интегральный регулятор 30 для выполнения интегрального управления, для того чтобы связывать их; и конфигурацию других устройств.
В числе конфигурации устройств, требуемой в этом изобретении, поверочной плите 11 желательно заключать в себе высоту, соответствующую устройству 100 весовой балансировки, но быть стандартной поверочной плитой, которая удовлетворяет международному стандарту.
Первая труба 12 указывает ссылкой на трубу или ее эквивалент, например различные размеры трубных деталей или соединительных труб, помещенные на поверочную плиту 11.
Вторая труба 13 образует участок стыка вместе с первой трубой 12 и указывается ссылкой как являющаяся другой трубой или ее эквивалентом, например T-образной трубой, коленом, трубой расширения, трубой сужения, и тому подобным, которые скомпонованы и выровнены, чтобы соответствовать первой трубе 12.
Как описано выше, устройство 100 весовой балансировки включает в себя множество динамометрических элементов; электронный уровень; цилиндр нивелирования; цилиндр балансировки; контроллер 120; формирователь рабочего усилия; рабочую плиту 180 двухплоскостного типа; и тому подобное, с тем чтобы выполнять функции, такие как снижение нагрузки трубы, поддержка 6 степеней свободы, поступательное движение, вращение и точная регулировка. Рабочая плита 180 включает в себя верхнюю пластину; нижнюю пластину; рандбалку; и крепежный штифт 219 для крепления верхней пластины к нижней пластине.
Фактически вторая труба 13 кладется на верхнюю пластину рабочей плиты 180. Если крепежный штифт 219 удален, верхняя плита может свободно перемещаться по множеству контактных частей скольжения, расположенных на нижней пластине. Нижняя пластина поддерживается устройством 160 балансировки и цилиндром 150 нивелирования устройства 100 весовой балансировки. Соответственно присоединению или удалению крепежного штифта 219 крепежный штифт 219 действует, чтобы удерживать верхнюю пластину в неподвижном состоянии или в свободном состоянии, где он может свободно перемещаться, на основе нижней пластины.
Устройство 10 автоматического выравнивания труб является аппаратным узлом, который по существу может осуществлять способ соединения труб, подробно описанный ниже, и может быть устройством автоматического выравнивания труб, раскрытым в патенте Кореи, № 639607. Описание устройства 10 автоматического выравнивания труб ясно и подробно приведено в патентной ссылке, таким образом соответствующее содержание, за исключением абсолютно необходимого содержания, будет опущено ради простоты.
Например, устройство 10 автоматического выравнивания труб включает в себя множество устройств зажима и правки правильной окружности; множество герметичных устройств; приводное устройство; направляющее устройство; устройство регулировки зазора, подобное 6-координатному совмещенному роботу; контрольное устройство; защитное устройство; контроллер 21; и тому подобное.
Интегральный регулятор 30 может быть установлен в отдельном блоке управления или может быть изготовлен в качестве устройства интегральной схемы в любом одном из контроллера 120 устройства 100 весовой балансировки или контроллера 21 устройства 10 автоматического выравнивания труб.
Интегральный регулятор 30 присоединен к контроллеру 120 устройства 100 весовой балансировки и контроллеру 21 устройства 10 автоматического выравнивания труб и выполняет роль посредника, который передает их интегральные управляющие сигналы, например рабочую информацию устройства автоматического выравнивания труб и тому подобное, друг другу. До этой степени интегральный регулятор 30 включает в себя модуль электроснабжения схемы; модуль связи; модуль ввода и вывода; и интегральный модуль управления перемещениями.
Как показано на фиг. 7, способ соединения труб согласно настоящему изобретению может осуществляться вышеупомянутой конфигурацией устройств.
Способ соединения труб согласно настоящему изобретению включает в себя первый этап размещения (S10); второй этап перемещения устройства автоматического выравнивания труб вперед (S20); третий этап подтверждения рабочего положения (S30); четвертый этап расширения обоих устройств правки правильной окружности для нивелирования (S40); пятый этап перемещения устройства регулировки зазора вперед (S50); шестой этап правки правильной окружности трубы (S60); седьмой этап правки правильной окружности подгоночной части (S70); восьмой этап первого измерения формы стыка для выравнивания (S80); девятый этап выравнивания подгоночной части по трубе (S90); десятый этап второго измерения формы стыка для подтверждения выравнивания (S100); седьмой этап проверки сравнением результирующего значения по второму измерению с заранее заданным допуском (S110); двенадцатый этап уплотнения и впуска газа для сварки (S120); тринадцатый, операции чистки и поглощения (S130); четырнадцатый этап отпускания зажима и установки в исходное положение устройства регулировки зазора (S140); и пятнадцатый этап перемещения устройства автоматического выравнивания труб назад (S150).
Размещение - первый этап (S10)
Как описано на фиг. 8, по существу, оператор готовится к работе.
Оператор размещает первую трубу 12 на поверочной плите 11. Оператор размещает вторую трубу 13, соответствующую другой трубе, которая должна выравниваться по первой трубе 12, на устройстве 100 весовой балансировки. Устройство 100 весовой балансировки расположено последовательно на основе поверочной плиты 11 на площадке рабочего места, с тем чтобы быть в соответствии с первой трубой 12 на воображаемой линии. К тому же, первая труба 12 и вторая труба 13 приводятся оператором в контакт друг с другом, с допустимым зазором (g) между ними. Устройство 100 весовой балансировки, как упомянуто выше, включает в себя рабочую плиту 180, соответствующую кондуктору двухплоскостного типа. Крепежный штифт 219 удерживает верхнюю пластину в неподвижном состоянии на основе нижней пластины устройства 100 весовой балансировки.
В таком состоянии, устройство 100 весовой балансировки принимает обратную связь о нагрузке и информацию о наклоне, считанную в устройстве 100 весовой балансировки, и принимает рабочую информацию устройства 10 автоматического выравнивания труб, переданную через интегральный регулятор, а затем использует такую информацию в качестве условных оценок, необходимых для расчета рабочих контрольных значений устройства 160 балансировки и цилиндра 150 нивелирования устройства 100 весовой балансировки. К тому же, устройство 100 весовой балансировки соединено с устройством 10 автоматического выравнивания труб. В результате расчета статическая или динамическая нагрузка, наклон, раскачивание, вес или весовой дисбаланс второй трубы 13, передаваемые через рабочую плиту 180, снижаются, тем самым выполняя балансировочную операцию, в дальнейшем указываемую ссылку как 'балансировочная операция', которая помогает компоновке или выравниванию между второй трубой 13 и первой трубой 12.
Балансировочная операция устройства 100 весовой балансировки может выполняться в соединении с устройством 10 автоматического выравнивания труб для каждого его рабочего этапа.
С другой стороны, оператор вставляет устройство 10 автоматического выравнивания труб в первую трубу 12 при использовании тележки 40 для деталей.
После того оператор включает каждую систему интегрального регулятора, устройства 100 весовой балансировки и устройства 10 автоматического выравнивания труб.
В этом случае устройство 10 автоматического выравнивания труб начинает операцию своей инициализации, а затем лазерный луч 22 испускается из LVS (системы лазерного визирования) контрольного устройства, расположенного в устройстве 10 автоматического выравнивания труб.
Испускаемому лазерному лучу 22 желательно проецироваться с прохождением через перекрывающуюся часть первой трубы 12 и часть однорычажной рукоятки тележки 40 для деталей.
Перемещение устройства автоматического выравнивания труб вперед - второй этап (S20);
Как показано на фиг. 9, устройство 10 автоматического выравнивания труб, вставленное в первую трубу 12, включает в себя направляющее устройство, расположенное в передней части устройства 10 автоматического выравнивания труб; и приводное устройство, расположенное в задней части устройства 10 автоматического выравнивания труб.
Устройство 10 автоматического выравнивания труб приводит в действие колеса приводного устройства и направляющего устройства, чтобы твердо придерживались внутренней круговой поверхности первой трубы 12, посредством алгоритма привода, заранее запрограммированного в его контроллере. Затем приводное усилие передается на колесо. В этом случае устройство 10 автоматического выравнивания труб начинает самостоятельное вождение к соединительной части между первой трубой 12 и второй трубой 13.
Устройство 10 автоматического выравнивания труб осуществляет детектирование изображения испускаемого лазерного луча 22 в течение хода вождения. Вождение продолжается до центра лазерного луча 22, соответствующего центру между устройствами зажима и правки правильной окружности, расположенными на обоих торцах устройства 10 автоматического выравнивания труб, которое расположено в соединительной части первой трубы 12 и второй трубы 13.
В этот момент в устройстве 100 весовой балансировки крепежный штифт 219 верхней пластины удерживает верхнюю пластину и вторую трубу 13 на ней в неподвижном состоянии.
Подтверждение рабочего положения - третий этап (S30)
Как показано на фиг. 10, устройство автоматического выравнивания труб выполняет подтверждение рабочего положения, то есть оно останавливается после считывания рабочего положения при использовании лазерного луча после движения вперед, то есть вождения. Более детально, привод устройства 10 автоматического выравнивания труб останавливается, когда приводное устройство останавливается, так как рабочее состояние остановки является таким, что центр испускаемого лазерного луча 22 расположен в соединительной части первой трубы 12 и второй трубы 13. Здесь рабочее состояние остановки может устанавливаться, принимая во внимание положение щетки шлифовального устройства, описанного ниже.
В этот момент передняя часть устройства 10 автоматического выравнивания труб расположена в пределах второй трубы 13, а задняя часть устройства 10 автоматического выравнивания труб расположена в пределах первой трубы 12.
Расширение обоих устройств правки правильной окружности для нивелирования - четвертый этап (S40);
Как показано на фиг. 11, устройство 10 автоматического выравнивания труб перемещает множество деталей 23 внутреннего давления его заднего устройства зажима и правки правильной окружности к внутренней круговой поверхности первой трубы 12, чтобы расширялось как раз на частичное расстояние величины хода, и одновременно перемещает множество деталей 25 внутреннего давления его переднего устройства зажима и правки правильной окружности к поверхности внутренней окружности второй трубы 13, чтобы расширялось как раз на расстояние величины хода, так что устройство 10 автоматического выравнивания труб сохраняется находящимся на одном уровне.
Перемещение устройства регулировки зазора вперед - пятый этап (S50)
Как показано на фиг. 12, устройство 10 автоматического выравнивания труб управляет шестикоординатным совмещенным роботом устройства 24 регулировки зазора для размещения деталей 25 внутреннего давления переднего устройства зажима и правки правильной окружности внутри второй трубы 13, для того чтобы выправлять правильную окружность второй трубы 13 в относительно постоянном месте.
В этот момент деталь 25 внутреннего давления не находится в состоянии полного сжимания, таким образом деталь 25 внутреннего давления может скользить по внутренней круговой поверхности второй трубы 13. В этом состоянии деталь 25 внутреннего давления перемещается вперед соответственно работе шестикоординатного совмещенного робота устройства 24 регулировки зазора.
Правка правильной окружности трубы - шестой этап (S60)
Как показано на фиг. 13, устройство 10 автоматического выравнивания труб управляет усилием дополнительного перемещения множества деталей 23 внутреннего давления его заднего устройства зажима и правки правильной окружности по направлению к внутренней круговой поверхности первой трубы 12, таким образом деталь 23 внутреннего давления полностью прижимается к внутренней круговой поверхности первой трубы 12 и формируется правильная окружность первой трубы 12.
Правка правильной окружности второй трубы - седьмой этап (S70)
Как показано на фиг. 14, крепежный штифт 219 вынимается на этом этапе, таким образом верхняя пластина рабочей плиты 180 становится свободной для перемещения на основе нижней пластины.
В этом случае устройство 10 автоматического выравнивания труб управляет усилием дополнительного перемещения множества деталей 25 внутреннего давления его переднего устройства зажима и правки правильной окружности по направлению к внутренней круговой поверхности второй трубы 13, таким образом деталь 25 внутреннего давления полностью прижимается к внутренней круговой поверхности второй трубы 13 и формируется правильная окружность второй трубы 13.
Наряду с формированием правильной окружности второй трубы 13, динамическая нагрузка или весовой дисбаланс, даваемые второй трубой 13, снижаются балансировочной операцией устройства 100 весовой балансировки, которое находится в соединении с устройством 10 автоматического выравнивания труб, таким образом можно точнее формировать правильную окружность второй трубы.
Первое измерение формы стыка для выравнивания - восьмой этап (S80)
Как показано на фиг. 15, LVS (L) контрольного устройства, расположенного в устройстве 10 автоматического выравнивания труб, поворачивается на 360° вдоль внутренней круговой поверхности стыка, тем самым в первый раз измеряя зазор и ступенчатое несовпадение между первой трубой 12 и второй трубой 13.
После того контроллер устройства 10 автоматического выравнивания труб выполняет круговую подгонку для концевых участков первой трубы 12 и второй трубы 13, которые являются обращенными друг к другу, при использовании первого измеренного значения и рассчитывает систему координат центра окружности концевого участка для формирования целевой позиции.
Кроме того, контроллер устройства 10 автоматического выравнивания труб передает значение очередности операции для определенной целевой позиции в контроллер перемещений для устройства регулировки зазора устройства 10 автоматического выравнивания труб.
Выравнивание второй трубы по первой трубе - девятый этап (S90)
Как показано на фиг. 16, контроллер перемещений для устройства 24 регулировки зазора устройства 10 автоматического выравнивания труб передает значение перемещения с 6 степенями свободы для целевой позиции на каждый из линейных исполнительных механизмов 6-координатного совмещенного робота устройства 24 регулировки зазора при использовании переданного значения очередности операции, тем самым выполняя этап детального выравнивания зазора и ступенчатого несовпадения между первой трубой 12 и второй трубой 13 в состоянии, в котором может производиться сварка (m2).
Здесь этапу детального выравнивания желательно производиться в порядке, приведенном ниже, с тем чтобы не порождать недостатки, вызванные взаимными мешающими действиями между первой трубой 12 и второй трубой 13.
То есть, этап детального выравнивания включает в себя (a) перемещение второй трубы 13 в направлении оси абсцисс для ее отделения от первой трубы 12, (b) поворачивание второй трубы 13, чтобы соответствовать значению поворотной составляющей для преобразования в целевое положение, (c) перемещение второй трубы 13, чтобы соответствовать значениям перемещения направлений оси аппликат и оси ординат для целевой позиции, и (d) регулировку смещения в направлении оси абсцисс, в заключение.
В этот момент устройство 100 весовой балансировки выполняет балансировочную операцию, как в цилиндре 150 нивелирования и устройстве 14 балансировки, так что вес или весовой дисбаланс второй трубы 13 могут снижаться до такой степени, что устройство 10 автоматического выравнивания труб может перемещать трубу.
Второе измерение формы стыка для подтверждения выравнивания - десятый этап (S100)
Как показано на фиг. 17, LVS (L) контрольного устройства, расположенного в устройстве 10 автоматического выравнивания труб, поворачивается на 360° вдоль внутренней круговой поверхности стыка, тем самым второй раз измеряя зазор и ступенчатое несовпадение между первой трубой 12 и второй трубой 13. И результирующее значение второго измерения передается в контроллер устройства 10 автоматического выравнивания труб.
Проверка допуска - одиннадцатый этап (S110)
Контроллер автоматической трубной системы сравнивает второе измеренное результирующее значение с допуском для заранее заданного зазора и ступенчатого несовпадения всей окружности поперечных сечений выровненных первой и второй труб 12, 13, чтобы проверить результат сравнения.
Если второе измеренное результирующее значение включено в допуск, выполняется двенадцатый этап (S120), описанный ниже.
Наоборот, если второе измеренное результирующее значение не включено в допуск, подобно восьмому этапу (S80), выполняется подгонка окружности концевых участков первой трубы 12 и второй трубы 13, которые являются обращенными друг к другу, при использовании второго измеренного результирующего значения. И в результате этого центральная система координат концевого участка окружности повторно рассчитывается, формируется вторая целевая позиция, а затем выполняется девятый этап (S90).
Уплотнение и впуск газа для сварки - двенадцатый этап (S120)
Как показано на фиг. 18, контроллер устройства 10 автоматического выравнивания труб разворачивает множество герметичных устройств 26, 27, чтобы плотно придерживались внутренней круговой поверхности второй трубы 13.
После этого устройство 10 автоматического выравнивания труб выполняет процесс выполнения впуска газообразного аргона в часть, где должна производиться сварка. Выпущенный газообразный аргон удерживается в ней герметичными устройствами 26, 27, таким образом величина использования газа может быть заметно снижена по сравнению с предшествующим уровнем техники.
В таком состоянии оператор выполняет прихватку, при которой множество частей выводных планок временно прихватываются к стыку выровненных первой и второй труб 12, 13.
Кроме того, защитное устройство устройства 10 автоматического выравнивания труб, принадлежащее к частично экранирующему пленочному устройству, выполняет операцию поворота для перемещения точно на диапазон продвижения прихватки, под управлением оператора.
После этого наряду с тем, что оператор, друг за другом, удаляет части выводных планок, используемые при прихватке, оператор выполняет сварку TIG по всему их стыку, и даже в этот момент защитное устройство также задействуется поворотным образом, чтобы соответствовать сварке TIG.
Операция чистки и поглощение - тринадцатый этап (S130)
Как показано на фиг. 19, контроллер устройства 10 автоматического выравнивания труб возвращает множество герметичных устройств 26, 27 в исходные положения.
После этого устройство 10 автоматического выравнивания перемещает шлифовальное устройство 28 в окрестность участка сварного шва после запуска его шлифовального устройства 28, а затем шлифовальное устройство 28 является самостоятельно работающим для чистки подварочного шва или оксидной пленки, сформированной при сварке, и поглощает подварочный шов и оксидную пленку, отделенные такой чисткой, чтобы выполнить операцию очистки.
Отпускание зажима и установка в исходное положение устройства регулировки зазора - четырнадцатый этап (S140)
Как показано на фиг. 20, контроллер устройства 10 автоматического выравнивания труб контролирует участок подварочного шва посредством видеосистемы, которая может поворачиваться на 360°, таким образом оператор может выполнять визуальный осмотр для сваренной части снаружи.
После этого контроллер устройства 10 автоматического выравнивания труб отпускает зажим, возвращая детали 23, 24 внутреннего давления устройства правки правильной окружности в исходное положение, и выполняет установку в исходное положение, возвращая 6-координатный совмещенный робот устройства 24 регулировки зазора в начальное состояние.
Перемещение устройства автоматического выравнивания труб назад - пятнадцатый этап (S150)
В заключение, как показано на фиг. 21, устройство 10 автоматического выравнивания труб перемещается обратно в исходную отправную точку, чтобы восстанавливаться оператором.
Несмотря на то что изобретение было показано и описано относительно его предпочтительных вариантов осуществления, специалистами в данной области техники будет подразумеваться, что различные изменения и модификации могут быть произведены не выходя из объема изобретения, который определен в последующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗОГНУТОЕ УСТРОЙСТВО ОТОБРАЖЕНИЯ | 2014 |
|
RU2630481C1 |
| БАЛАНСИР И СПИРАЛЬНАЯ МАШИНА С ТАКИМ БАЛАНСИРОМ | 2014 |
|
RU2604310C1 |
| ИЗОГНУТОЕ УСТРОЙСТВО ОТОБРАЖЕНИЯ | 2014 |
|
RU2575223C2 |
| ГИБКОЕ УСТРОЙСТВО ОТОБРАЖЕНИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ УПРАВЛЕНИЯ | 2013 |
|
RU2653303C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ОЧИСТКИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ, ОСНАЩЕННОЕ ЭЛЕМЕНТОМ ДЛЯ ПРИЛОЖЕНИЯ МАГНИТНОГО ПОЛЯ, СПОСОБ ИЗВЛЕЧЕНИЯ ЦЕЛЕВОГО ВЕЩЕСТВА ИЗ БИОЛОГИЧЕСКОГО ОБРАЗЦА И СПОСОБ ЭКСПРЕССИИ И ОЧИСТКИ БЕЛКА | 2011 |
|
RU2545404C2 |
| ПРИВОДНОЕ УСТРОЙСТВО БАЛАНСИРОВОЧНОЙ МАШИНЫ ДЛЯ РОТОРА | 2004 |
|
RU2359390C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ КОРРЕКЦИИ ПОЛОЖЕНИЯ ДИСБАЛАНСА И КОРРЕКЦИИ ВЕЛИЧИНЫ ДИСБАЛАНСА НА БАЛАНСИРОВОЧНОМ СТАНКЕ | 2002 |
|
RU2294046C2 |
| ТРУБНЫЙ УЗЕЛ ДЛЯ ТРУБЧАТОГО ТЕПЛООБМЕННИКА И ТРУБЧАТЫЙ ТЕПЛООБМЕННИК, СОДЕРЖАЩИЙ ТАКОЙ ТРУБНЫЙ УЗЕЛ | 2017 |
|
RU2738905C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2013 |
|
RU2584360C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРИЛОЖЕНИЯМИ | 2014 |
|
RU2622873C2 |



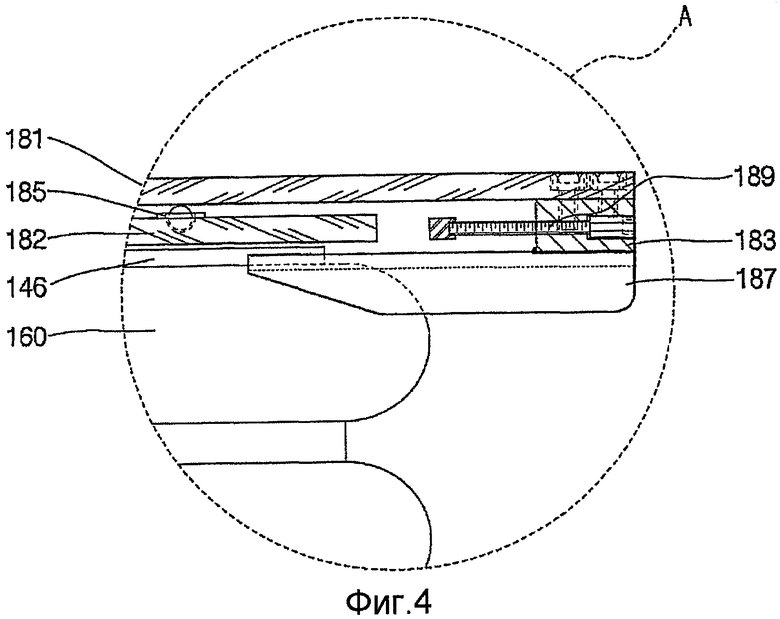





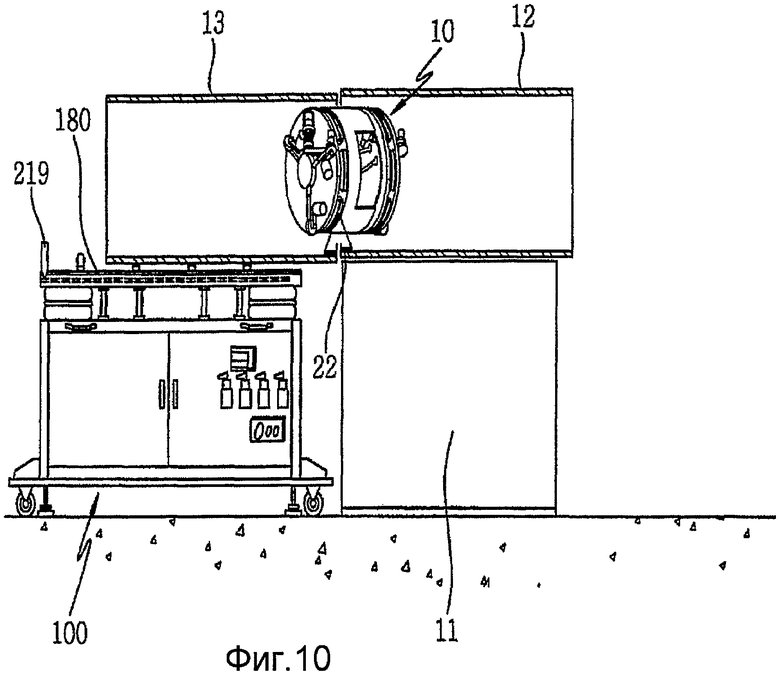











Изобретение может быть использовано для компоновки и соединения труб требуемой длины при изготовлении сложных сетей, в частности, на судах, заводах, рабочих местах прокладки трубопроводов и т.п. Первую трубу располагают на поверочной плите, а вторую трубу - на рабочей плите устройства весовой балансировки для выравнивания по первой трубе. Устройство автоматического выравнивания труб вставляют в первую трубу и измеряют форму стыка. Выравнивают вторую трубу по первой трубе для соответствия результату первого измерения. Осуществляют второе измерение формы стыка для подтверждения его выравнивания. При попадании значения результата второго измерения в заданный допуск осуществляют уплотнение и впуск газа для сварки. Устройство включает множество динамометрических элементов, установленных в нижней части его рабочей плиты. Контроллер принимает сигнал обнаружения, формируемый из динамометрического элемента, и анализирует информацию об объекте выравнивания для формирования управляющего сигнала. Формирователь рабочего усилия принимает управляющий сигнал из контроллера для управления рабочим давлением каждой из множества линий подачи давления. Цилиндры нивелирования и устройства балансировки присоединены к линиям подачи давления для управления расположением рабочей плиты. Изобретение обеспечивает снижение нагрузки труб при их компоновке и сварке. 2 н. и 12. з.п. ф-лы, 21 ил.
1. Способ соединения труб сваркой, при котором первую трубу располагают на поверочной плите, а вторую трубу - на устройстве весовой балансировки для выравнивания по первой трубе, вставляют устройство автоматического выравнивания труб в первую трубу и осуществляют этапы, на которых:
производят считывание информации для подтверждения остановки в рабочем положении после приведения в действие устройства автоматического выравнивания труб;
расширяют устройство формирования правильной окружности для сохранения на одном уровне устройства автоматического выравнивания;
формируют правильную окружность в каждой из первой и второй труб;
осуществляют первое измерение формы стыка, образованного между первой и второй трубами для выравнивания;
выравнивают вторую трубу по первой трубе для соответствия результату первого измерения;
осуществляют второе измерение формы стыка для подтверждения его выравнивания; и
когда значение результата второго измерения попадает в заранее заданный допуск, осуществляют уплотнение и впуск газа для сварки с помощью устройства автоматического выравнивания труб.
2. Способ соединения труб по п.1, дополнительно содержащий этап, осуществляемый до формирования правильных окружностей в первой и второй трубе, на котором перемещают вперед устройство регулировки зазора между трубами так, что детали внутреннего давления передней части устройства формирования правильной окружности располагают внутри второй трубы.
3. Способ соединения труб по п.1, дополнительно содержащий на этапе выравнивания труб этап детального выравнивания зазора и ступенчатого несовпадения первой и второй труб до состояния, в котором производиться сварка, при этом этап детального выравнивания включает в себя этапы, на которых:
перемещают вторую трубу в направлении оси абсцисс для ее отделения от первой трубы;
поворачивают вторую трубу, чтобы она соответствовала значению поворотной составляющей для перевода в целевую позицию;
перемещают вторую трубу, чтобы она соответствовала значениям перемещения направлений оси аппликат и оси ординат для целевой позиции; и
затем регулируют смещение труб в направлении оси абсцисс.
4. Способ соединения труб по п.1, в котором устройство весовой балансировки принимает обратную связь о тяжести и наклоне трубы, считанные в устройстве весовой балансировки, и принимает рабочую информацию устройства автоматического выравнивания труб, переданную через интегральный регулятор, а затем используют эту информацию в качестве условной оценки, требуемой для расчета рабочего контрольного значения устройств балансировки и цилиндров нивелирования устройства весовой балансировки для связывания устройства весовой балансировки с устройством автоматического выравнивания труб.
5. Способ соединения труб по п.1, в котором в случае отклонения от допуска значения результата второго измерения этап проверки попадания результата второго измерения в допуск выполняют повторно после выполнения вновь этапа выравнивания труб.
6. Способ соединения труб по п.1, в котором на этапе подтверждения рабочего положения используют лазерный луч.
7. Устройство весовой балансировки для выравнивания труб при соединении их сваркой, содержащее:
рабочую плиту для размещения объекта выравнивания;
динамометрические элементы, установленные в нижней части рабочей плиты;
контроллер, принимающий сигнал обнаружения, формируемый из динамометрического элемента, и анализирующий информацию об объекте выравнивания для формирования управляющего сигнала;
формирователь рабочего усилия, принимающий управляющий сигнал из контроллера для управления рабочим давлением каждой из линий подачи давления; и
цилиндры нивелирования и устройства балансировки, которые присоединены к линиям подачи давления, для управления расположением или позицией рабочей плиты для соответствия величине рабочего давления, управляемого формирователем рабочего усилия.
8. Устройство весовой балансировки по п.7, в котором цилиндр нивелирования и устройство балансировки являются любыми выбранными из пневмобаллонной пружины, давление которой может настраиваться, линейного электродвигателя, являющегося устройством линейного перемещения, протяженность которого может настраиваться, гидравлического сервоцилиндра, электродвигателя, механизма реечной передачи и шариковой винтовой пары.
9. Устройство весовой балансировки по п.7, которое содержит электронный уровень, присоединенный к контроллеру для ввода информации о наклоне и приближенный к рабочей плите.
10. Устройство весовой балансировки по п.7, в котором каждый цилиндр нивелирования и устройство балансировки расположены в раме корпуса, а оси настройки высоты и подвижный ролик, имеющий стопорный узел, расположены в нижней части рамы корпуса.
11. Устройство весовой балансировки по п.7, в котором рабочая плита включает в себя верхнюю пластину и нижнюю пластину, между которыми выполнены контактные части скольжения, а также краевую балку, приближенную к нижней поверхности кромки верхней пластины.
12. Устройство весовой балансировки по п.11, дополнительно содержащее:
направляющие, установленные между нижней пластиной и рамой корпуса, при этом каждая из частей направляющих включает:
шарнир шарового типа, связанный с нижней пластиной;
направляющий вал, проходящий вдоль осевого направления от шара шарнира шарового типа и достигающий осевой длины, относительно большей, чем максимальное расстояние величины хода цилиндра нивелирования и устройства балансировки;
направляющую втулку, установленную на верхней пластине рамы корпуса для объединения с направляющим валом способом вставки со скольжением.
13. Устройство весовой балансировки по п.11, в котором в краевой балке дополнительно установлены валы поддержания зазора для сохранения расстояния от нижней пластины.
14. Устройство весовой балансировки по п.11, в котором верхняя пластина включает в себя монтажные отверстия пазового типа для компоновки роликовых кондукторов, которые выполнены съемными и подпирают объект выравнивания, при этом монтажные отверстия размещены с интервалом и ориентированы в соответствии с формой схем соединения труб, включая, по меньшей мере, прямую трубу, коленчатую трубу и Т-образную трубу.
| JP 61033793 A, 17.02.1986 | |||
| Устройство для сборки и сварки обечаек | 1989 |
|
SU1673357A2 |
| Устройство для сварки пересекающихся труб | 1977 |
|
SU722711A1 |
| УСТРОЙСТВО-ОПОРА ДЛЯ ПОДДЕРЖАНИЯ ТРУБОПРОВОДА | 1994 |
|
RU2079761C1 |

