I
Изобретение относится к сварочному оборудованию, а именно к устройствам для сварки криволинейных поверхностей пересекающихся труб, и может быть использовано для сварки трубчатых конструкций типа велосипедных или мотоциклетных рам.
Известно устройство для сварки криволинейных поверхностей, содержащее станину, копир и копирный -палец, взаимодействующий с поверхностью копира и кинематически связанный со сварочной горелкой 1. Е этом устройстве постоянство дугового промежутка и положение сварочной горелки относительно свариваемой поверхности обеспечиваются механизмом слежения и тремя приводами со сложной системой конечных выключателей.
Известно также устройство для сварки пересекающихся труб, содержащее станину с передней и задней бабками, в которых установлены соответственно передний и задний узлы крепления труб, а также штангу со сварочной горелкой и копирным пальцем, связанным с копиром, закрепленным на переднем узле крепления трубы 2.
Это устройство не обеспечивает настройки на различные диаметры свариваемых труб
и достаточной стабильности угла наклона горелки к траектории шва.
Целью изобретения является повышение производительности и качества сварки за счет обеспечения настройки на различные диаметры свариваемых труб и повышение стабильности.
Для этого в предлагаемом устройстве на передней бабке смонтирована каретка с установленными параллельно оси, проходящей через центры передней и задней бабок, двумя рядами вращающихся роликов, а щтанга смонтирована на каретке в роликах.
Передний узел крепления труб устройства выполнен в виде корпуса с управляющим кулачком, поперек продольной оси которого смонтирован подпружиненный шток, связанный с кулачком, а также двух зажимающих конусов, соединенных при помощи тяги со штоком.
Задний узел крепления устройства выполнен в виде корпуса, на наружной поверхности которого смонтированы шток и связанная с ним через серьгу ручка, и соединенных со щтоком при помощи балансирных планок и рычагов двух зажимающих призм.
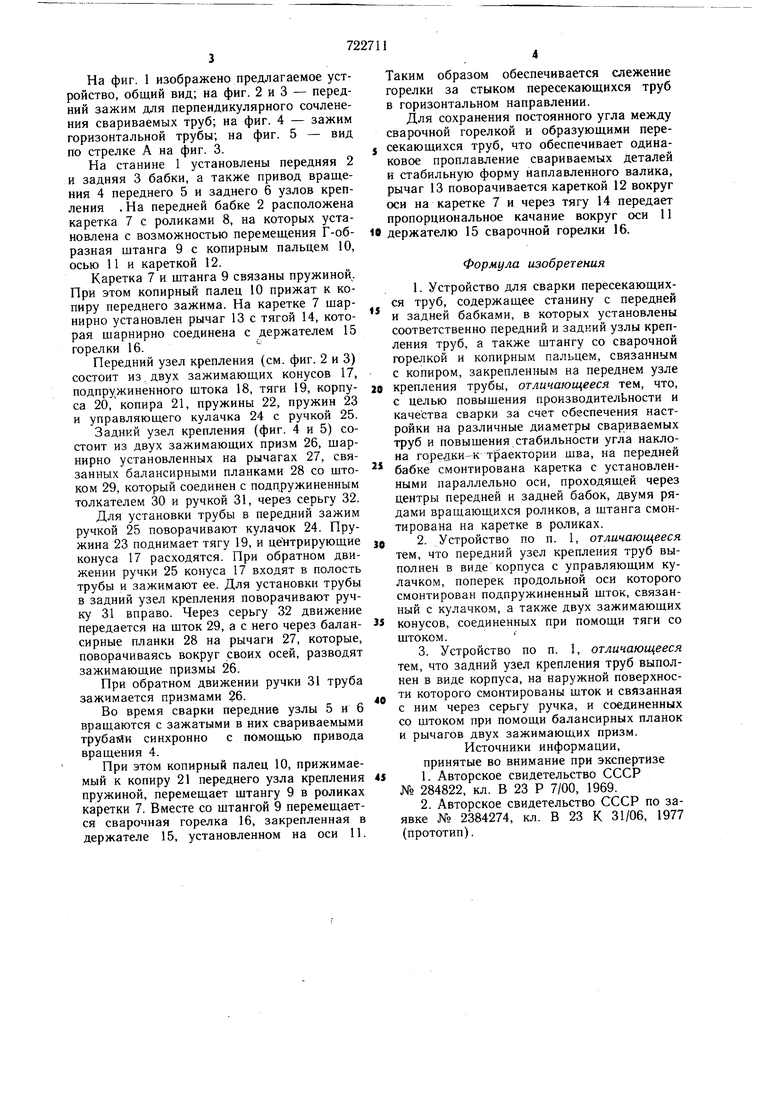
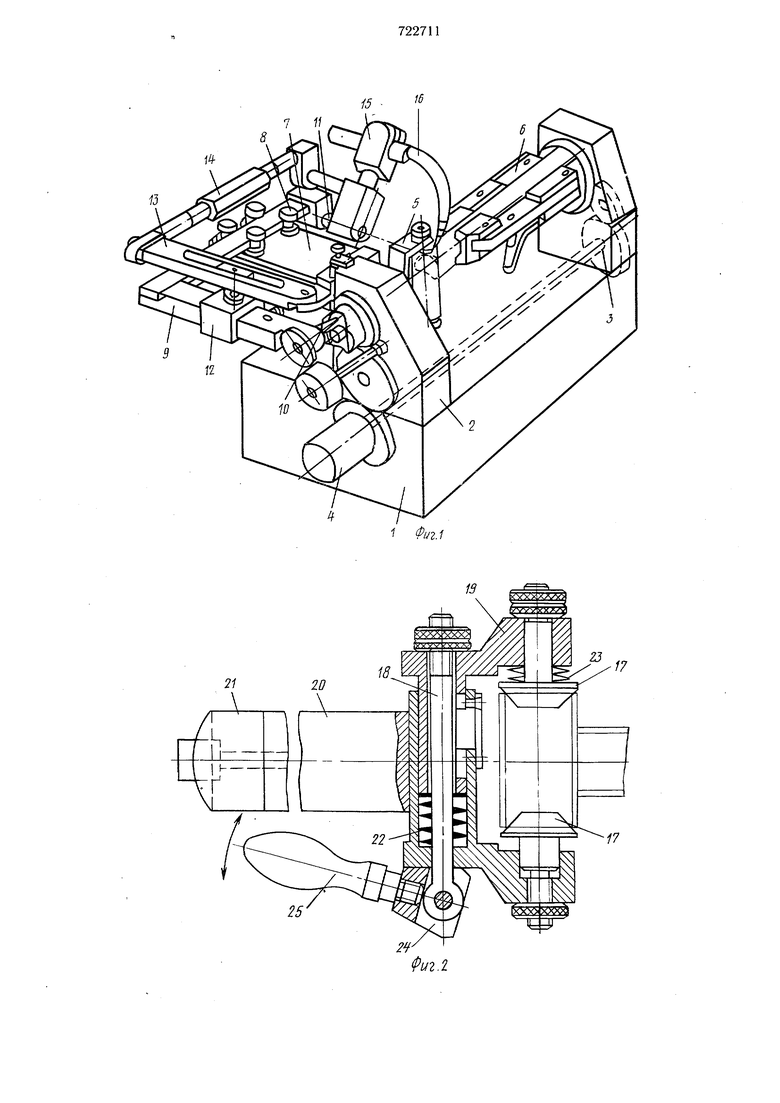
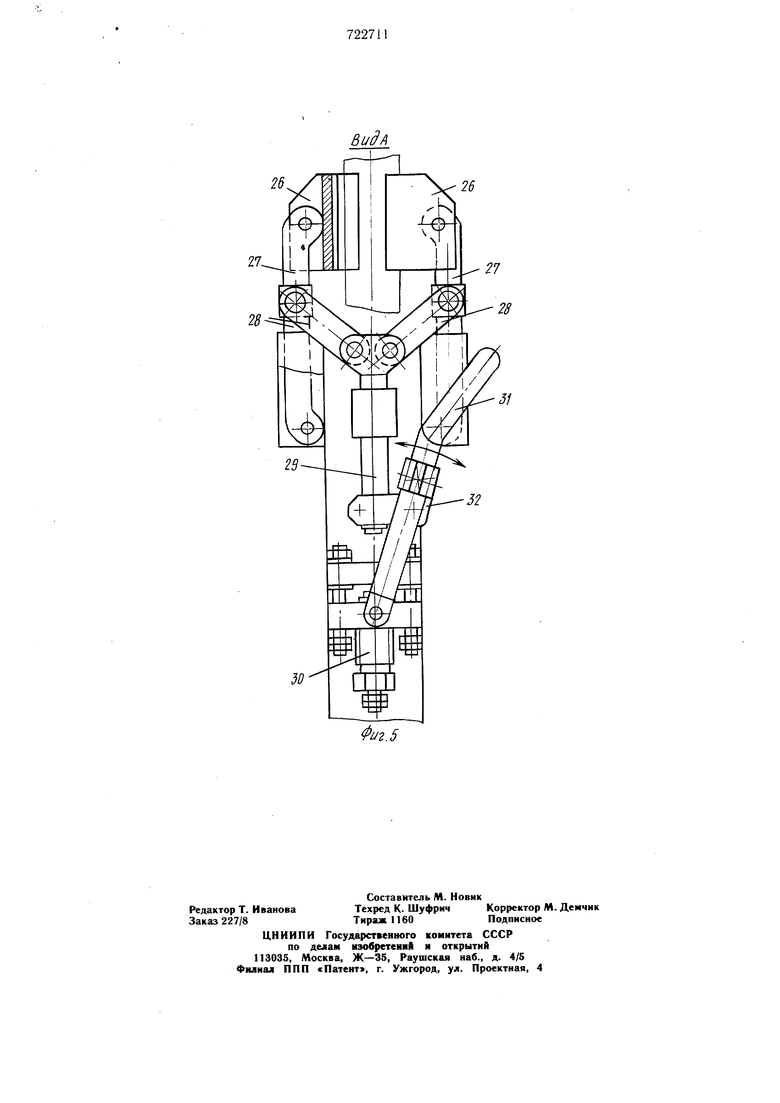
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 и 3 - передний зажим для перпендикулярного сочленения свариваемых труб; на фиг. 4 - зажим горизонтальной трубы; на фиг. 5 - вид по стрелке А на фиг. 3.
На станине 1 установлены передняя 2 и задняя 3 бабки, а также привод вращения 4 переднего 5 и заднего 6 узлов крепления . На передней бабке 2 расположена каретка 7 с роликами 8, на которых установлена с возможностью перемещения Г-образная штанга 9 с копирным пальцем 10, осью И и кареткой 12.
Каретка 7 и штанга 9 связаны пружиной. При этом копирный палец 10 прижат к копиру переднего зажима. На каретке 7 шарнирно установлен рычаг 13 с тягой 14, которая щарнирно соединена с держателем 15 горелки 16.
Передний узел крепления (см. фиг. 2 и 3) состоит из, двух зажимающих конусов 17, подпружиненного щтока 18, тяги 19, корпуса 20, копира 21, пружины 22, пружин 23 и управляющего кулачка 24 с ручкой 25.
Задики узел крепления (фиг. 4 и 5) состоит из двух зажимающих призм 26, щарнирно установленных на рычагах 27, связанных балансирными планками 28 со щтоком 29, который соединен с подцружиненным толкателем 30 и ручкой 31, через серьгу 32.
Для установки трубы в передний зажим ручкой 25 поворачивают кулачок 24. Пружина 23 поднимает тягу 19, и центрирующие конуса 17 расходятся. При обратном движении ручки 25 конуса 17 входят в полость трубы и зажимают ее. Для установки трубы в задний узел крепления поворачивают ручку 31 вправо. Через серьгу 32 движение передается на щток 29, а с него через балансирные планки 28 на рычаги 27, которые, поворачиваясь вокруг своих осей, разводят зажимающие призмы 26.
При обратном движении ручки 31 труба зажимается призмами 26.
Во время сварки передние узлы 5 и 6 вращаются с зажатыми в них свариваемыми трубами синхронно с помощью привода вращения 4.
При этом копирный палец 10, прижимаемый к копиру 21 переднего узла крепления пружиной, перемещает щтангу 9 в роликах каретки 7. Вместе со штангой 9 перемещается сварочная горелка 16, закрепленная в держателе 15, установленном на оси 11.
Таким образом обеспечивается слежение горелки за стыком пересекающихся труб в горизонтальном направлении.
Для сохранения постоянного угла между сварочной горелкой и образующими пересекающихся труб, что обеспечивает одинаковое проплавление свариваемых Деталей и стабильную форму наплавленного валика, рычаг 13 поворачивается кареткой 12 вокруг оси на каретке 7 и через тягу 14 передает пропорциональное качание вокруг оси 11 держателю 15 сварочной горелки 16.
Формула изобретения
1.Устройство для сварки пересекающихся труб, содержащее станину с передней и задней бабками, в которых установлены соответственно передний и задний узлы крепления труб, а также щтангу со сварочной горелкой и копирным пальцем, связанным с копиром, закрепленным на переднем узле крепления трубы, отличающееся тем, что, с целью повышения производительности и качества сварки за счет обеспечения настройки на различные диаметры свариваемых труб и повышения стабильности угла наклона горедки-к траектории шва, на передней бабке смонтирована каретка с установленными параллельно оси, проходящей через центры передней и задней бабок, двумя рядами вращающихся роликов, а штанга смонтирована на каретке в роликах.
2.Устройство по п. 1, отличающееся тем, что передний узел крепления труб выполнен в виде корпуса с управляющим кулачком, поперек продольной оси которого смонтирован подпружиненный шток, связанный с кулачком, а также двух зажимающих конусов, соединенных при помощи тяги со штоком.
3.Устройство по п. 1, отличающееся тем, что задний узел крепления труб выполнен в виде корпуса, на наружной поверхности которого смонтированы шток и связанная с ним через серьгу ручка, и соединенных со штоком при помощи балансирных планок и рычагов двух зажимающих призм.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 284822, кл. В 23 Р 7/00, 1969.
2.Авторское свидетельство СССР по заявке № 2384274, кл. В 23 К 31/06, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки металлоконструкций | 1985 |
|
SU1286386A1 |
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |
| Устройство для сварки пересекающихся труб | 1984 |
|
SU1192929A1 |
| Устройство для сварки криволинейных поверхностей | 1986 |
|
SU1411111A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для сварки криволинейных швов | 1981 |
|
SU959970A1 |
| Установка для сборки и сварки труб с резьбовыми хвостовиками | 1987 |
|
SU1433726A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
21
25
13
17
Л1Ш
23
H Фиг.5
32J/26
до
26
Фиг. 5
