Предлагаемое изобретение относится к медицине, а именно к ортопедической стоматологии, и может быть использовано в лечении заболеваний пародонта при шинировании зубов.
Распространенность заболеваний пародонта стремится к 100%, причем наряду с этим наблюдается значительное омоложение контингента с воспалительными формами заболеваний пародонта, которые встречаются теперь даже в молочном прикусе. Патологическая подвижность зубов - один из ведущих симптомов генерализованных форм заболеваний пародонта, которыми страдают, по данным разных исследователей, от 80 до 95% населения в возрасте старше 35 лет. Добиться ремиссии патологического процесса без стабилизации подвижных зубов невозможно. Основная цель шинирования зубов - техническими средствами компенсировать функциональную недостаточность пародонта. Главный принцип конструирования шин - биомеханический - функциональное распределение вертикальных и горизонтальных жевательных усилий на все зубы, которые включены в блок. В XX веке методики шинирования получили широчайшее развитие. Долгое время это были различные методы лигирования (шелковой тесьмой, проволокой, леской и т.п.). В дальнейшем свое развитие методики шинирования получили благодаря развитию стоматологического материаловедения. Появление композиционных материалов привело к тому, что конструкция пародонтальной шины стала состоять из арматуры (сначала это были те же лигатуры) и композиционного пломбировочного материала. На сегодняшний день широкое внедрение в стоматологическую практику адгезивных технологий привело к использованию в качестве арматур волоконных материалов и светоотверждаемых композитов.
Известен способ шинирования зубов при пародонтите, включающий препаровку шинируемых зубов под коронки и изготовление несъемной шины на коронках, фиксирующей подвижные зубы и заменяющей включенные дефекты зубного ряда. Шину изготавливают из благородных металлов, при этом фронтальные участки шины облицовывают пластмассой (Перзашкевич Л.М., Липшиц Д.Н. Шинирование при пародонтозе. - Л.: Медицина, 1985, с.60).
Недостатками данного способа является то, что в способе конечные опоры шины укрепляют на зубах, не пораженных патологическим процессом, посредством коронок, для чего приходится препарировать здоровые зубы под коронки, что снижает физиологичность способа. Использование пластмассы для облицовки фронтальных участков шины также снижает физиологичность способа, поскольку из-за веществ, входящих в состав пластмасс, пластмассы могут оказывать отрицательное действие на ткани протезного ложа и организм в целом, в частности оказывать аллергическое и токсико-химическое воздействие на слизистую оболочку протезного ложа, особенно в случае, когда пластмасса недополимеризована. Кроме того, даже при тщательном уходе на поверхности пластмассы быстро собирается налет, содержащий в себе микроорганизмы, оказывающие патологическое воздействие на слизистую оболочку протезного ложа, что также снижает физиологичность шины и вызывает риск осложнений в ротовой полости.
Известен способ шинирования фронтальных зубов, включающий выполнение на оральной поверхности горизонтального паза в форме параллелепипеда на всех шинируемых зубах. Глубина паза не более 2,5 мм, ширина не более 1 мм. Паз выполняют с наклоном 45-60° от вертикальной оси от оральной поверхности к пульповой камере с помощью фиссурного бора. В каждом шинируемом зубе в зависимости от топографии пульповой камеры для интактных зубов и анатомической формы выполняют наклонный канал по центру зуба диаметром 0,8 мм таким образом, чтобы канал перекрывал горизонтальный паз и уходил в твердую ткань зуба на 1-2 мм. В горизонтальный паз укладывают шинирующий элемент, выполненный из никелида титана в виде прямой проволоки. Шинирующему элементу перед установкой задают необходимую форму в каждом конкретном случае по диагностической модели. Длина шинирующего элемента соответствует длине горизонтального паза, проходящего через все шинируемые зубы. После установки шинирующего элемента, в наклонный канал вставляют запирательный элемент в виде штифта. Диаметр штифта 0,5 мм. Штифт устанавливают в наклонном канале так, чтобы один его конец доходил до низа канала и опирался на твердые ткани зуба, а верхний конец не доходил до вестибулярной поверхности на 1,5 мм. Затем горизонтальный паз с шинирующим элементом и наклонный канал с запирающим элементом закрывают композиционным материалом с учетом прикуса и цвета зубов (патент RU 2240753 С1, 27.11.2004).
Недостатками данного способа являются следующие: препарирование здоровых зубов, сложность в моделировании шинирующего элемента из никелида титановой проволоки, неоднородность конструкции, что приводит к недостаточной прочности конструкции.
Наиболее близким по сущности к заявленному выбранному в качестве ближайшего аналога является способ шинирования подвижных зубов в комплексном лечении заболеваний пародонта в двух вариантах: при подвижности зубов I-II степени без препарирования и шинировании патологической подвижности зубов III степени с изготовлением борозды на язычной поверхности группы зубов, входящих в шинируемый блок, для усиления фиксации композиции на зубах. Техника данного способа следующая: изолируют зубы ватными валиками или коффердамом. (При варианте с бороздой готовят соответствующий вырез на лингвальных поверхностях шинируемых зубов). Готовят лавсановую ленту необходимой длины, измерив длину линейкой, флоссом или непосредственно приложив волокно к лингвальной поверхности шинируемых зубов. Отрезают при помощи ножниц необходимую длину ленты. Используют протравочный гель, травят поверхность зубов в течение 20 с (взбивают гель на непрепарированной эмали для достижения лучшего эффекта), тщательно промывают водой и слегка просушивают воздухом, оставив дентин влажным. Наносят два последовательных слоя стоматологической бонд-системы на поверхность зубов. Осторожно просушивают воздухом в течение 10 секунд и отверждают светополимеризатором 10 секунд. Поверхность должна стать блестящей, в противном случае следует повторить нанесение бонд-системы. Наносят тонкий слой композиционного пломбировочного материала вдоль лингвальной и интерпроксимальной поверхностей шинируемых зубов. Не отверждают светом. Помещают и адаптируют лавсановую ленту на поверхности композита в области шинируемых зубов. Когда лавсановая лента находится в нужном положении, отверждают композицию светом в течение 30-40 секунд или до полной полимеризации. Наносят слой композита (толщиной около 0,5 мм) на полимеризованную ленту. При необходимости могут быть добавлены дополнительные слои композита. Лента должна быть полностью закрыта композиционным стоматологическим материалом. Обрабатывают конструкцию по прикусу, полируют, используя инструмент для полировки композита (боры, конусы, диски) (патент RU 2223712 С2, 20.02.2004).
Недостаток ближайшего аналога - способа шинирования подвижных зубов в комплексном лечении заболеваний пародонта состоит в том, что нежелательно делать борозды на поверхности зуба - это приводит к быстрому износу зуба. Очень трудно равномерно распределить ленту вокруг каждого зуба (практически невозможно), входящего в шину, следовательно, трудно создать равнопрочную конструкцию и равномерное распределение нагрузки. Зубная конструкция (шина) получается неравнопрочной и недолговечной. Кроме того, при такой структуре нити она может распадаться на отдельные ворсинки (шершавиться), что приводит к ее быстрому износу.
Задачами предлагаемого изобретения является создание несъемной шины, обеспечивающей при шинировании зубов равнопрочность получаемой зубной конструкции без препарирования зубов с высокой степенью адгезии к пломбировочному материалу, долговечность и эстетичность.
Сущностью изобретения является предварительное снятие оттисков и отлитие моделей, затем моделирование модели шины из фотокомпозита, по модели шины изготовление шины из предагломерированной заготовки диоксида циркония, а для окончательного агломерирования обжигание в печи в течение 13 часов, затем при помощи турбинного наконечника и алмазного бора с водяным охлаждением формирование шины с условием расстояния от края шины, обращенной к шейке зуба до маргинального края десны, не менее 3 мм, а до режущего края зубов - 1-2 мм, толщина шины должна быть не меньше 0,3 мм, после чего по внутренней поверхности шины создают ретенцию и фиксируют шину композитом двойного отверждения.
Техническим результатом изобретения является обеспечение долговечности и эстетичности шины, что достигается благодаря точному выполнению предлагаемой последовательности защищаемых в формуле приемов, а именно использование диоксида циркония, но при этом обязательным является выполнение следующих условий: модель шины, получаемая из фотокомпозита, должна быть толщиной не меньше 0,5 мм, в целях создания прочности модели шины из фотокомпозита при технологическом процессе копирования на фрезерном станке, расстояние от края шины, обращенной к шейке зуба до маргинального края десны, не менее 3 мм, в целях гигиены данного участка пародонта, а до режущего края зубов - 1-2 мм, из эстетических соображений. Толщина готовой шины из диоксида циркония должна быть не меньше 0,3 мм, чтобы шина обладала высокой механической прочностью (в том числе прочность на изгиб, трещиностойкость и структурная прочность), а также на готовой шине из диоксида циркония расстояние от края шины, обращенной к шейке зуба, до маргинального края десны не менее 3 мм, а до режущего края зубов - 1-2 мм, для достижения этих размеров на шине из диоксида циркония используют турбинный наконечник с водяным охлаждением и алмазным бором, после чего по внутренней поверхности шины создают ретенцию, которая улучшит адгезию диоксида циркония при фиксации. Обрабатывают адгезивом, способным связываться с композитом двойного отверждения, внутреннюю поверхность шины и поверхность зубов, к которой будет фиксирована шина, затем приступают к фиксации шины на зубы композитом двойного отверждения.
Диоксид циркония (ZrO2) представляет особый интерес в стоматологии. Биологическая совместимость диоксида циркония подтверждается уже более 30 лет его успешным применением в медицине в качестве, например, материала коленных и бедренных суставов. Высокая функциональная устойчивость и стойкость к коррозии, а также безупречные эстетические и механические характеристики составляют основные неоспоримые преимущества материала. Диоксид циркония не вызывает раздражения для тканей и не вызывает аллергических реакций. Современные исследования подтверждают сокращение бактериальной адгезии на поверхности диоксида циркония до 40% по сравнению с титаном при одинаковой шероховатости поверхности. Кроме того, он не участвует в гальванических процессах и пропускает рентгеновские лучи. В противовес изделиям на базе металлического каркаса использование диоксида циркония почти полностью исключает проблему чувствительности к температуре вследствие термической изоляции и низкой теплопроводности, которые свойственны цельнокерамическим элементам. Диоксид циркония способен выдерживать нагрузки, которые значительно превышают любые из нагрузок, возникающих в полости рта.
Способ осуществляют следующим образом.
Очищают опорные и подвижные зубы, входящие в шинируемый блок, от твердого и мягкого зубных налетов. Пользуясь выбранным слепочным силиконовым материалом, снимают оттиски с обработанных зубов и антагонистов. Отливают модели, используя твердый гипс. Затем на модели из технического фотокомпозитного материала моделируют шину на оральной поверхности опорных и подвижных зубов, входящих в шинируемый блок. При моделировании необходимо учитывать расстояние от края шины, обращенной к шейке зуба, до маргинального края десны, которое должно быть не менее 3 мм, расстояние до режущего края зубов 1-2 мм. Полимеризуют шину. Проводят по необходимости коррекцию шины, пришлифовывание поверхности, которая обращена не к зубам шинирующего блока, а к собственной полости рта, до толщины не менее 0,5 мм. Затем с помощью ручного фрезеровочного станка по типу пантографа фирмы "ZirkonZahn" полученную шину из фотокомпозита и промышленную заготовку диоксида циркония предагломерированной так называемой известковоподобной консистенции фирмы "ZirkonZahn" путем копирования изготавливают шину из диоксида циркония. В процессе копирования на фрезеровочном станке происходит технологическое увеличение конструкции шины из диоксида циркония на 20-30%, так как в процессе обжига шины в печи фирмы "ZirkonZahn", который придаст ей окончательные размеры и твердость, сопровождается усадкой диоксида циркония на 20-30%. После этого полученную шину из диоксида циркония помещают в печь для окончательного спекания, агломерирования. Процесс спекания диоксида циркония длится 13 часов, для данного обжига характерен медленный, плавный набор температуры и медленное плавное остывание, из них 4 часа конструкция шины находится в максимальном температурном режиме 1580 С°. После спекания шины из диоксида циркония приступают к окончательной доработке конструкции, пришлифовыванию поверхности, которая обращена не к зубам шинирующего блока, а к собственной полости рта, при помощи турбинного наконечника с водяным охлаждением и алмазным бором. При этом окончательная толщина шины должна быть не меньше 0,3 мм. Также на готовой конструкции шины из диоксида циркония должны быть строго соблюдены размеры заявленным на модели шины из фотокомпозита, а именно - расстояние от края шины, обращенной к шейке зуба, до маргинального края десны не менее 3 мм, расстояние до режущего края зубов 1-2 мм, коррекцию размеров проводят турбинным наконечником с водяным охлаждением и алмазным бором. Конструкцию шины, прилегающую к поверхности шинируемых зубов, обрабатывают пескоструйным аппаратом с размером частиц оксида алюминия 50 микрон для создания ретенции. После чего рабочее поле полости рта изолируют от ротовой жидкости кофердамной системой. Производят очистку, протравливание гелем ортофосфорной кислоты в течение 15 секунд оральной поверхности опорных и подвижных зубов, входящих в шинируемый блок, промывают в течение 20-30 секунд, удаляют избыток влаги, высушивают, наносят адгезив, который способен связываться с композитом двойного отверждения, избыток адгезива удаляют струей воздуха, полимеризуют его в течение 20 секунд. Наносят тот же адгезив на внутреннюю поверхность шины, которая будет соприкасаться с поверхностью зубов при фиксации шины, избыток адгезива удаляют струей воздуха, полимеризуют его в течение 20 секунд, наносят композит двойного отверждения толщиной около 0,5 мм, на полимеризованный адгезив на поверхности шины и зубах, входящих в шинируемый блок. Не полимеризуют. Фиксируют шину из диоксида циркония на оральной поверхности зубов, входящих в шинируемый блок. Удаляют излишки материала, окончательно полимеризуют. Полируют, используя инструмент для полировки композита (боры, конусы, диски).
В течение 2 лет клинически апробировали способ (группа №1) и сравнили его с контрольной группой - способом шинирования подвижных зубов в комплексном лечении заболеваний пародонта, без препарирования борозды (группа №2), (патент RU 2223712 С2, 20.02.2004), наиболее близким по сущности к заявленному (таблица 1).
Осмотр пациентов через 1-3 года, исходя из данных таблицы №1, дает основание утверждать, что предложенный способ может быть использован в практике как более долговечный (таблица 1), 100% - отвечающий косметическим требованиям пациентов (данные опроса пациентов, таблица №1) с помощью шины, изготовленной из диоксида циркония.
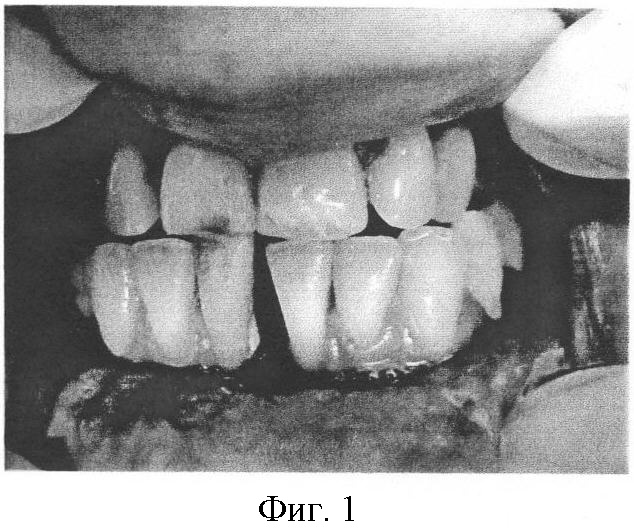
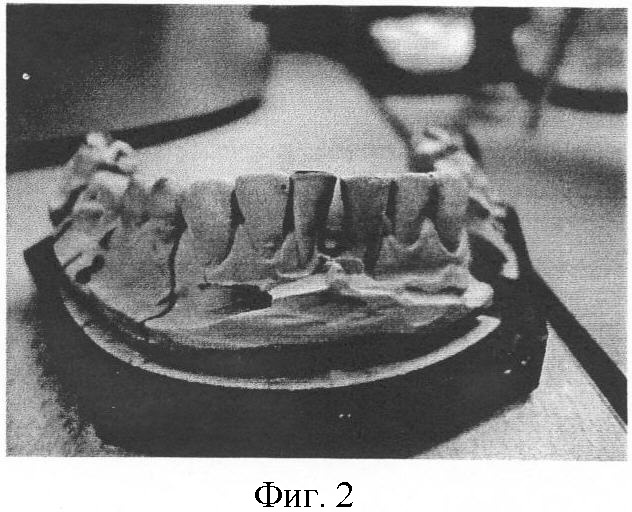
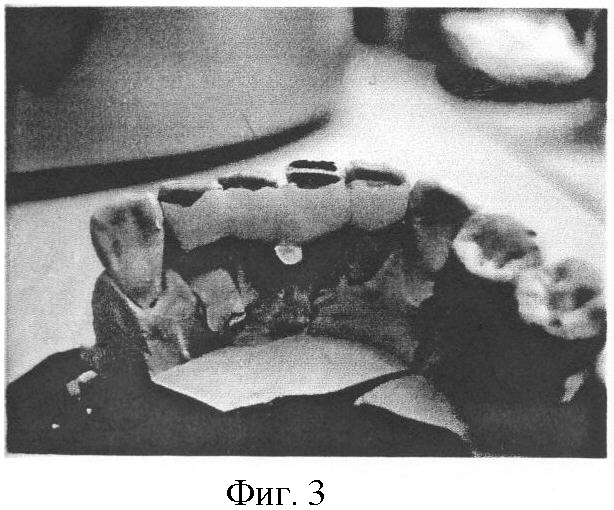
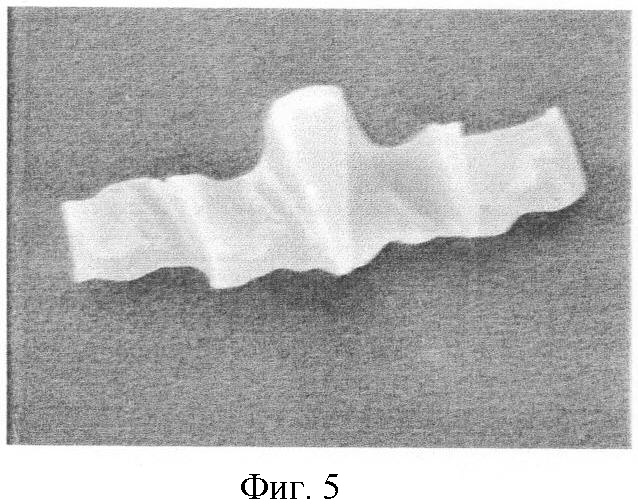
Пример: Пациентка Коваленко Е.Н., 43 года, обратилась с жалобами на подвижность во фронтальном отделе нижней челюсти. При осмотре выявлена подвижность I-II степени фронтальных зубов нижней челюсти (31 и 41 зуба, фиг.1). На ортопантомаграмме во фронтальном отделе нижней челюсти имеются пародонтальные карманы. При зондировании глубина пародонтальных карманов составила 3-4 мм. Был поставлен диагноз: Хронический локализованный пародонтит средней степени тяжести. Лечение: очищали опорные и подвижные зубы, входящие в шинируемый блок, от твердого и мягкого зубного налета. Снимали оттиски с обработанных зубов и антагонистов методом "сэндвич-техника", используя слепочный силиконовый материал "BISICO SI soft superhydrophil" в качестве базы и "BISICO S2 superhydrophil" в качестве корригирующего материала фирмы "BISICO". Отливали модели, используя твердый гипс (фиг.2). Затем на модели из фотокомпозитного материала "ZirkonZahn" фирмы "ZirkonZahn" смоделировали шину на оральной поверхности опорных и подвижных зубов, входящих в шинируемый блок (фиг.3). Полимеризовали шину. Затем с помощью ручного фрезеровочного станка фирмы "ZirkonZahn" из полученной шины из фотокомпозита и промышленной заготовки диоксида циркония предагломерированной (фиг.4) так называемой известковоподобной консистенции фирмы "ZirkonZahn" путем копирования изготовили шину из диоксида циркония. После этого полученную шину из диоксида циркония поместили в печь фирмы "ZirkonZahn" для окончательного спекания, агломерирования. После спекания шины из диоксида циркония приступали к окончательной доработке конструкции, пришлифовыванию поверхности, которая обращена не к зубам шинирующего блока, а к собственной полости рта, при помощи турбинного наконечника с водяным охлаждением и алмазным бором, при этом расстояние от края шины, обращенной к шейке зуба, до маргинального края десны должно быть не менее 3 мм, до режущего края зубов - 1-2 мм, а окончательная толщина шины не меньше 0,3 мм (фиг.5). Конструкцию шины, прилегающую к поверхности шинируемых зубов, обработали пескоструйным аппаратом с размером частиц оксида алюминия 50 микрон для создания ретенции, которая улучшила адгезию диоксида циркония при фиксации. После этого рабочее поле полости рта изолировали от ротовой жидкости кофердамной системой (фиг.6). Произвели очистку, протравливание гелем ортофосфорной кислоты в течение 15 секунд оральной поверхности опорных (32, 42 зуба) и подвижных зубов (31, 41 зуба), входящих в шинируемый блок, промыли в течение 20-30 секунд, удалили избыток влаги, высушили, нанесли адгезив "Contax" фирмы "DMG", избыток адгезива удалили струей воздуха, полимеризовали его в течение 20 секунд. Нанесли адгезив "Contax" фирмы "DMG" на внутреннюю поверхность шины, которая будет соприкасаться с поверхностью зубов, избыток адгезива удалили струей воздуха, полимеризовали его в течение 20 секунд, нанесли композит двойного отверждения "PermaCem" фирмы "DMG" толщиной около 0,5 мм на полимеризованный адгезив на поверхности шины и зубах, входящих в шинируемый блок. Не отверждали светом, т.е. не полимеризовали. Фиксировали шину из диоксида циркония на оральной поверхности зубов, входящих в шинируемый блок, удаляли излишки материала, окончательно полимеризовали (фиг.7, 8). Полимеризацию адгезивной системы и пломбировочного материала проводили с помощью фотополимеризационной лампы "Degulux® soft-start" ("Degussa"). Завершающим этапом было шлифование, полирование границ прилегания шины с тканями зуба, а именно эмалью.
Данная пациентка наблюдается в течение 2 лет, жалоб не предъявляет, краевого прокрашивания по границе шины и тканей зуба нет, шина обладает цветостабильностью и достаточно прочна.
Медико-социальная значимость данного способа основана на спросе населения на изготовление конструкций (протезов, шин), отвечающих высоким косметическим требованиям и долговечности.
Такой способ шинирования является простым в осуществлении, дает хороший эстетический и функциональный эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ | 2011 |
|
RU2464952C1 |
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ | 2014 |
|
RU2554206C1 |
| ФРЕЗЕРОВАННАЯ ЗУБНАЯ ШИНА | 2011 |
|
RU2477098C2 |
| ФРЕЗЕРОВАННАЯ ЗУБНАЯ ШИНА | 2014 |
|
RU2558974C1 |
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ С ВОЗМОЖНОСТЬЮ ЗАМЕЩЕНИЯ ДЕФЕКТОВ ЗУБНЫХ РЯДОВ | 2014 |
|
RU2601654C2 |
| ФРЕЗЕРОВАННАЯ ЗУБНАЯ ШИНА | 2014 |
|
RU2567787C1 |
| Фрезерованная зубная шина | 2016 |
|
RU2632755C1 |
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ С ВОЗМОЖНОСТЬЮ ЗАМЕЩЕНИЯ ДЕФЕКТОВ ЗУБНЫХ РЯДОВ | 2014 |
|
RU2579743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИДЕСНЕВОГО МЕЖЗУБНОГО СИЛИКОНОВОГО ЗАЩИТНОГО ШАБЛОНА ПРИ ШИНИРОВАНИИ ЗУБОВ АДГЕЗИВНЫМИ КОНСТРУКЦИЯМИ | 2017 |
|
RU2648847C1 |
| Способ лечения пациентов с болезнями пародонта, осложненными явлениями мышечно-суставной дисфункции | 2018 |
|
RU2696235C1 |


Изобретение относится к стоматологии и может применяться для шинирования подвижных зубов I-II степени. Снимают оттиск с обработанных зубов и антагонистов и отливают модель. Моделируют на полученной модели модель шины из фотокомпозита. Изготавливают по модели шину из заготовки диоксида циркония. Обжигают заготовку из диоксида циркония для ее агломерирования в печи в течение 13 часов. Формируют шину при помощи турбинного наконечника и алмазного бора с водяным охлаждением с условием расстояния от края шины, обращенного к шейке зуба, до маргинального края десны не менее 3 мм, до режущего края зубов - 1-2 мм, при этом толщина шины должна быть не меньше 0,3 мм. Обрабатывают внутреннюю поверхность шины пескоструйным аппаратом с использованием оксида алюминия. Фиксируют шину композитом двойного отверждения. Способ позволяет создать прочную и долговечную конструкцию с высокой степенью адгезии. 1 табл., 8 ил.
Способ шинирования подвижных зубов I-II степени, включающий фиксацию шины на композит, отличающийся тем, что предварительно снимают оттиск с обработанных зубов и антагонистов и отливают модель, затем на полученной модели моделируют модель шины из фотокомпозита, по модели изготавливают шину из заготовки диоксида циркония, для ее агломерирования обжигают в печи в течение 13 часов, затем при помощи турбинного наконечника и алмазного бора с водяным охлаждением формируют шину с условием расстояния от края шины, обращенного к шейке зуба, до маргинального края десны не менее 3 мм, до режущего края зубов - 1-2 мм, при этом толщина шины должна быть не меньше 0,3 мм, после чего внутреннюю поверхность шины обрабатывают пескоструйным аппаратом с использованием оксида алюминия, фиксируют шину композитом двойного отверждения.
| СПОСОБ ШИНИРОВАНИЯ ПОДВИЖНЫХ ЗУБОВ В КОМПЛЕКСНОМ ЛЕЧЕНИИ ЗАБОЛЕВАНИЙ ПАРОДОНТА | 2001 |
|
RU2223712C2 |
| ЕР 1927325 A1, 04.06.2008 | |||
| КОТЕНКО С.А | |||
| Клинико-функциональная оценка ранних реакций тканей пародонта при проведении вантового шинирования | |||
| Автореферат дисс.кадн.мед.наук | |||
| - М., 2008, с.13-15 | |||
| IWAI Т | |||
| Et al | |||
| Influence of convergence ahgle and cement space on adaptation of zirconium dioxide ceramic copings | |||
| Acta Odontol Scand | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

