Изобретение относится к области радиотехники и к технологиям производства волноводов антенно-фидерных устройств и приборов антенной техники, в частности к способам изготовления волноводных устройств сложной конфигурации.
Наиболее близким по технической сущности к заявляемому изобретению является способ изготовления труб переменного прямоугольного поперечного сечения (см. авторское свидетельство № 680089 «Способ изготовления труб переменного прямоугольного поперечного сечения», МПК Н01Р 11/00, опубл. 11.08.79 г., БИ № 30). Известный способ заключается в том, что волновод формируют из трубы круглого переменного сечения. Трубу предварительно деформируют между плоскостями в поперечном направлении до получения профиля, близкого к требуемому. Далее вставляют внутрь деформируемой трубы модель волновода и обжимают в роликах, придавая внутренней поверхности трубы заданные размеры и форму волновода.
Недостатками данного способа формирования волновода переменного прямоугольного поперечного сечения являются сложность изготовления самого волновода и его модели, а также сложность оборудования, используемого для изготовления волновода.
Задачей, на решение которой направлено заявляемое изобретение, является создание волновода с переменным поперечным сечением.
Технический результат, на достижение которого направлено изобретение, заключается в упрощении технологии изготовления волновода переменного поперечного сечения и в снижении расходов материалов.
Для достижения данного технического результата в способе изготовления волноводов переменного сечения, включающем установку в трубе круглого сечения приспособления для формирования поверхности волновода и последующее ее деформирование, новым является то, что трубу устанавливают на оправку, а приспособление выполняют в виде двух соприкасающихся по всей длине стержней, одни концы которых фиксируют в оправке с обеспечением углового перемещения стержней, а деформирование трубы осуществляют путем приложения к другим концам стержней противоположно направленных усилий, перпендикулярных плоскости соприкосновения стержней.
Использование приспособления в виде двух стержней, введенных внутрь трубы, к одним концам которых прикладываются противоположно направленные усилия, позволяет получить волновод переменного с плавным переходом от одной формы сечения к другой.
Предлагаемый способ изготовления волновода переменного сечения поясняется чертежом, на котором изображена схема устройства для осуществления предложенного способа.
Устройство (см. чертеж) для осуществления предложенного способа содержит трубу 1, оправку 2, стержни 3 и 4.
Способ изготовления волновода переменного сечения осуществляется следующим образом.
Трубу 1, из которой будет формироваться волновод и внутреннее сечение которой является исходным сечением волновода, устанавливают на оправке 2. Наружная поверхность оправки повторяет внутреннюю поверхность трубы 1. Внутрь трубы вводят приспособление, представляющее собой два соприкасающихся по всей длине стержня 3 и 4. Одни концы стержней 3, 4 фиксируют в пазу оправки 2. Чтобы стержни 3, 4 имели возможность совершать угловые перемещения, на соприкасающихся поверхностях стержней, со стороны зафиксированных концов, выполнены срезы углов. К свободным концам стержней 3, 4 прикладывают противоположно направленные усилия F, перпендикулярные плоскости соприкосновения стержней. Под действием этих усилий концы стержней расходятся и деформируют трубу 1. Для организации усилий между стержнями может, например, вводиться клин. Стержни 3, 4 и клин должны иметь форму, обеспечивающую получение заданного внутреннего сечения волновода.
Применение предложенного способа позволяет получить волновод с плавным переходом от сечения одной формы к сечению другой формы, сократить время, затрачиваемое на изготовление волноводов сложной конфигурации. Простота оборудования позволяет сэкономить значительные средства.
Был изготовлен волновод из медной трубы длиной 75 мм с переходом от круглого сечения диаметром 20 мм к прямоугольному с параметрами 10×23 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ВОЛНОВОДОВ | 2011 |
|
RU2470421C1 |
| СПОСОБ СКРУЧИВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2016 |
|
RU2630152C1 |
| АНТЕННАЯ СИСТЕМА | 1993 |
|
RU2046472C1 |
| ВОЛНОВОДНО-ЩЕЛЕВАЯ АНТЕННА БОРОДИНА | 2011 |
|
RU2476963C1 |
| Дорн для гибки тонкостенных волноводов прямоугольного сечения | 2021 |
|
RU2775766C1 |
| АНТЕННО-ФИДЕРНОЕ СВЧ-УСТРОЙСТВО ИЗ УГЛЕКОМПОЗИТНОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2577918C1 |
| БАНОЧНОЕ ОКНО ВВОДА И/ИЛИ ВЫВОДА СВЧ-ЭНЕРГИИ | 2011 |
|
RU2451362C1 |
| Антенный элемент круговой поляризации | 2020 |
|
RU2734586C1 |
| Соосный коаксиально-волноводный переход | 2023 |
|
RU2797765C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СЕКЦИЙ | 2003 |
|
RU2232450C1 |
Способ изготовления волновода переменного сечения. Изобретение относится к области радиотехники и технологиям производства волноводов антенно-фидерных устройств и приборов антенной техники, в частности к способам изготовления волноводных устройств, сложной конфигурации. Способ изготовления волновода переменного сечения осуществляется следующим образом. Трубу, из которой будет формироваться волновод, устанавливают на оправку. Внутрь трубы вводят приспособление, представляющее собой два соприкасающихся по всей длине стержня. Одни концы стержней фиксируют в оправке, обеспечивая при этом возможность углового перемещения стержней. К другим концам стержней прикладывают противоположно направленные усилия, перпендикулярные плоскости соприкосновения стержней. Снижение расхода материала и упрощение технологии изготовления волновода является техническим результатом изобретения. 1 ил.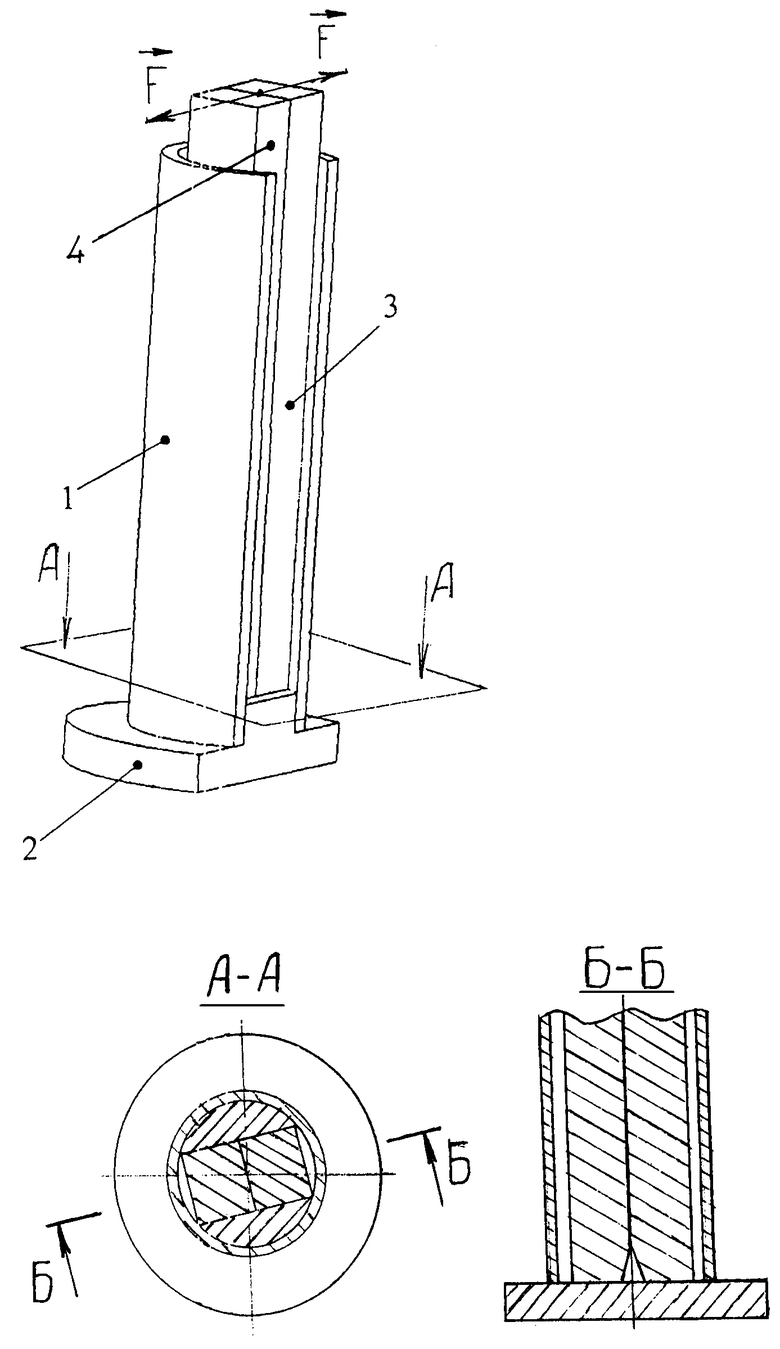
Способ изготовления волновода переменного сечения, включающий установку в трубе круглого сечения приспособления для формирования поверхности волновода и последующее ее деформирование, отличающийся тем, что трубу устанавливают на оправку, а приспособление выполняют в виде двух соприкасающихся по всей длине стержней, одни концы которых фиксируют в оправке с обеспечением углового перемещения стержней, а деформирование трубы осуществляют путем приложения к другим концам стержней противоположно направленных усилий, перпендикулярных плоскости соприкосновения стержней.
| Способ изготовления труб переменного прямоугольного поперечного сечения | 1977 |
|
SU680089A1 |
| Способ изготовления отрезка изогнутого волновода | 1987 |
|
SU1483531A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ | 0 |
|
SU382314A1 |
| НЕПОРИСТЫЕ МИКРОСФЕРЫ ДЛЯ ПАРЕНТЕРАЛЬНОГО ВВЕДЕНИЯ, СПОСОБ ИХ ПОЛУЧЕНИЯ И СУСПЕНЗИЯ НА ОСНОВЕ ДАННЫХ МИКРОСФЕР | 1991 |
|
RU2095055C1 |
| JP 2008042318 A, 21.02.2008 | |||
| US 2004036560 A1, 26.02.2004 | |||
| JP 2003168907 A, 13.06.2003. | |||

