Группа изобретений относится к обработке трубчатых изделий, а именно к скручиванию труб различного сечения или их участков, и может быть использована для изготовления волноводов или труб трубчатых теплообменников.
Известно, что в конструкции волноводов, для изменения направления поляризации волны, применяют прямоугольные трубы со скрученным сечением на ее участках. При изготовлении скрученных труб кроме требуемого угла скручивания заготовки необходимо обеспечить постоянные внутренние размеры и чистоту внутренней поверхности, кроме того, желательно максимально сократить число стыков по длине волновода, что уменьшает потери мощности сигнала и улучшает его качество.
Также известно, что в конструкциях трубчатых теплообменников для химической и других отраслей промышленности применяются трубы различного профиля, имеющие участки со скрученным сечением для интенсификации теплообмена (см., например, авторское свидетельство СССР №1386843, кл. F28F 1/02, 1988 г.).
Известны различные способы скручивания труб или их участков.
Известен способ изготовления скрученных труб с заполнением полости трубы сыпучим наполнителем, например кварцевым песком, и устройство для осуществления способа, содержащее вращающийся и неподвижный зажимы. При реализации способа труба, предварительно заполненная наполнителем с концами, закрытыми заглушками, помещается одним концом в неподвижный зажим, другим - во вращающийся зажим, ось вращения которого совпадает с осью трубы. Скручивание трубы осуществляется поворотом вращающегося зажима вокруг своей оси с помощью ручного либо электромеханического привода (Бушминский И.П. Изготовление элементов конструкций СВЧ. Волноводы и волноводные устройства / И.П. Бушминский - М.: Высшая школа, 1974 г., с. 30-32).
При скручивании труб больших размеров (более 72×34 мм) устройство оснащается муфельной печью, в которой находится заготовка во время скручивания. Перед началом скручивания для достижения заданной температуры нагрева труба выдерживается в печи на протяжении определенного времени. Непостоянство температуры, вызванное повышенной теплоотдачей в краевых областях печи, ведет к неравномерному скручиванию, что учитывают при конструировании печи, предусматривая повышение температуры краевых областей при понижении в центральных. Это дает возможность обеспечивать точность внутренних размеров в зоне скручивания в пределах ±0,1 мм.
Данный способ скручивания труб является достаточно простым в осуществлении и позволяет скручивать трубы различных форм и размеров, При сочетании с гибкой данный способ позволяет выполнять скрученные участки между гибами, что дает возможность изготавливать бесстыковые волноводы.
Однако данные способ и устройство имеют и ряд существенных недостатков, а именно:
1. Ухудшение качества внутренней поверхности. При скручивании наполнитель при взаимодействии с трубой значительно ухудшает чистоту ее внутренней поверхности, что при изготовлении волноводов значительно снижает их качество.
2. Трудоемкость операции набивки наполнителем, заваривания торцевых пробок, их последующего удаления, а также последующей промывки трубы значительно снижает производительность данного способа скручивания, особенно при значительной длине трубы.
Известен способ изготовления скрученных труб, где в качестве наполнителя применяется стальные пластины, располагаемые перпендикулярно к оси трубы. Скручивание ведется на установке, содержащей вращающийся и неподвижный зажимы, аналогичной применяемой при скручивании с сыпучим наполнителем (Бушминский И.П. Изготовление элементов конструкций СВЧ. Волноводы и волноводные устройства / И.П. Бушминский - М.: Высшая школа, 1974 г., с. 32-33).
Набранные в пакет пластины соединяются шпилькой и сжимаются вкладышами и гайками так, чтобы обеспечить возможность вращения пластин вокруг шпильки при скручивании. Собранный пакет шлифуется, обильно смазывается и помещается в скручиваемую трубу. Между пакетом и стенками скручиваемой трубы прокладывается медная или латунная фольга толщиной 0,2 мм для предохранения внутренней поверхности от царапин при скручивании, установке и извлечении пакета. В качестве материала пластин используется сталь либо гетинакс.
Данные способ и установка применяются при скручивании труб небольшого размера в холодном состоянии, что позволяет получать скрученные трубы с чистотой внутренней поверхности трубы в скрученной части, аналогичной чистоте поверхности в прямолинейной части трубы.
Однако данные способ и установка, как и приведенные выше, имеют ряд существенных недостатков, а именно:
1. Невозможность изготовления скрученных участков на уже согнутой трубе между гибами, что делает невозможным изготовление бесстыковых волноводов.
2. Необходимость изготовления пластин конкретно под каждый типоразмер трубы с учетом допусков размеров поперечного сечения.
Известен способ изготовления скрученных участков труб путем проталкивания их через поворотный диск и устройство для осуществления способа, содержащее оправку и поворотный калибрующий сухарь, на которые насаживается заготовка, стойку, охватывающую трубу с наружной стороны и содержащую поворотный диск с рычагом. При реализации способа совмещают плоскости соприкосновения торцов оправки с поворотным калибрующим сухарем, затем поворачивают поворотный диск вместе с калибрующим сухарем, закручивая отрезок трубы на угол спирали. После начальной закрутки к трубе прикладывается продольная сила, в результате чего труба сползает с оправки и, наталкиваясь на калибрирующий сухарь, скручивается на заданный угол (см. авторское свидетельство СССР №573832, кл. Н01Р 11/00, 1973 г.).
Данные способ и устройство позволяют получать скрученные участки труб высокого качества с чистотой внутренней поверхности трубы в скрученной части, аналогичной чистоте поверхности в прямолинейной части трубы, причем имеется возможность выполнять скрученные участки на уже согнутой трубе, что расширяет возможности по изготовлению бесстыковых волноводов.
Однако данные способ и устройство имеют ряд существенных недостатков, а именно:
1. Необходимость проталкивания трубы через поворотный диск вызывает необходимость приложения значительной продольной силы, что увеличивает риск потери устойчивости при скрутке труб с малой толщиной стенки.
2. Для создания значительной продольной силы, а также для сохранения качества поверхности трубы, необходимо прикладывать ее к торцу скручиваемой трубы, что позволяет изготавливать скрученные участки только на концах уже изогнутой трубы и не позволяет получать скрученные участки между гибами. Это значительно снижает возможности для получения бесстыковых волноводов.
3. При сходе трубы с калибрирующего сухаря происходит раскручивание трубы, обусловленное упругой деформацией, возникающей в трубе из-за усилия, создаваемого продольной силой, что снижает точность получаемых скрученных участков.
Известен способ скручивания труб, заключающийся в протягивании заготовки через закручивающую втулку с местным подогревом трубы в зоне скручивания, и устройство для осуществления способа, включающее каретку с цанговым зажимом трубы, перемещающуюся по продольным направляющим, приводимую от мотор-редуктора посредством винтовой передачи, закручивающую втулку, приводимую от мотор-редуктора, причем за редуктором установлена высокочастотная установка с индуктором для нагрева скручиваемого сечения и охлаждающая втулка. После подачи трубы в цанговый зажим начинается цикл закрутки трубы. Цикл закрутки начинается с включения цангового зажима, подачи охлаждающего трубу нейтрального газа и включения нагрева скручиваемого сечения. Через паузу, когда температура закручиваемого сечения приблизится к заданной, включается привод продольной подачи и привод закрутки. Труба проталкивается через закручивающую втулку и при этом закручивается в нагретой зоне с заданным шагом и с заданной температурой зоны закрутки, при этом труба, проталкиваясь через зону нагрева, последовательно получает поворот в каждом сечении (см. патент РФ №2430802, кл. В21С 37/20, 2010 г.).
Данные способ и устройство позволяют получать скрученные участки труб высокого качества. Деформирование трубы в горячем состоянии позволяет значительно уменьшить ее упругое пружинение и повысить точность изготовления скрученных участков, а также снизить потребное усилие деформирования. Наличие растягивающей силы при деформировании позволяет предотвратить потерю устойчивости и гофрообразование трубы при скручивании.
Однако данные способ и устройство имеют ряд существенных недостатков, а именно:
1. Необходимость проталкивания трубы через закручивающую втулку ухудшает поверхность трубы при скручивании и может вызывать значительные деформации поперечного сечения при скручивании тонкостенных труб.
2. Охлаждающая втулка расположена на значительном расстоянии от индуктора, что создает нагретую зону большой протяженности. Это увеличивает деформации поперечного сечения трубы в нагретой зоне, что не позволяет применять данный метод при скручивании тонкостенных труб.
3. Необходимость протягивания трубы через закручивающую втулку вызывает необходимость приложения значительной осевой растягивающей силы, что позволяет изготавливать скрученные участки только на концах уже изогнутой трубы и не позволяет получать скрученные участки между гибами. Это значительно снижает возможности для получения бесстыковых волноводов.
Известен способ скручивания труб, при котором скручиваемую трубу с протяженной оправкой внутри нее помещают одним концом в неподвижный зажим, а другим - во вращающийся, ось вращения которого совпадает с осью трубы. Около вращающегося зажима установлен индуктор, охватывающий трубу и имеющий возможность перемещения вдоль оси поворота вращающегося зажима. Скручивание происходит путем поворота вращающегося зажима при одновременном перемещении индуктора в направлении неподвижного зажима.
Устройство для реализации данного способа скручивания содержит станину с установленным на ней двигателем, имеющим два выходных вала. Один вал двигателя приводит в действие вращающийся зажим с установленным в нем концом трубной заготовки с оправкой внутри, противоположный концы которых установлены в неподвижном зажиме. Другой вал двигателя через зубчатые зацепления приводит в действие винт, служащий для передвижения индуктора вдоль оси поворота вращающегося зажима. При этом индуктор в начале скручивания устанавливается около вращающегося зажима. Направления резьбы винта выбирается таким образом, чтобы индуктор при скручивании перемещался от вращающегося зажима к неподвижному. Шаг винта индуктора подбирается таким образом, чтобы обеспечивать необходимый угол скручивания трубы при деформировании (см. патент США №4437329, кл. B21D 7/00, B21D 11/14, 1984 г.) - наиболее близкий аналог для способа и устройства.
Использование данных технических решений позволяет получать скрученные участки труб высокого качества без приложения к трубе растягивающих и сжимающих сил, что уменьшает деформации поперечного сечения трубы. Деформирование в горячем состоянии уменьшает упругое пружинение материала, что повышает точность изготовления скрученных труб.
Однако данный способ содержит серьезный недостаток, а именно создание индуктором при движении протяженной зоны нагрева, что вынуждает использовать оправку при скручивании. Использование оправки не дает возможности производить скручивание уже изогнутых труб и не позволяет изготавливать бесстыковые волноводы.
Технический результат настоящего изобретения заключается в расширении технологических возможностей скручивания труб, в том числе тонкостенных, за счет их скручивания без применения оправок и наполнителей, а также за счет создания скрученных участков на уже изогнутых трубах между гибами, что позволяет изготавливать бесстыковые волноводы высокого качества и сложной формы.
Указанный технический результат обеспечивается тем, что в способе скручивания труб, включающем закрепление скручиваемой трубы в зажимах, один из которых является стационарным, а другой имеет возможность вращения, установку в зоне скручивания трубы индуктора с магнитопроводом, охватывающего трубу и имеющего возможность перемещения вдоль скручиваемой трубы для создания зоны ее нагрева, с последующим скручиванием трубы поворотом одного зажима относительно другого при одновременном движении индуктора на расстояние, определяемое шагом скручивания, новым является то, что в процессе перемещения индуктора за зоной нагрева создают зону охлаждения, посредством подачи на трубу охлаждающей среды, а скручивание осуществляют в образованной локализованной зоне нагрева, ширина которой составляет не более пятикратной толщины стенки скручиваемой трубы.
В устройстве для скручивания труб, содержащем станину, на которой установлены зажимы для крепления подлежащей скручиванию трубы, один из которых оснащен приводом вращения, индуктор с полым магнитопроводом, имеющим возможность охвата скручиваемой трубы и установленный на станине с возможностью осевого перемещения посредством привода, новым является то, что оно снабжено устройством охлаждения трубы за зоной ее нагрева, выполненным в виде установленных на торцах магнитопровода обкладок с каналами, причем каналы одной обкладки соединены с источником охлаждающей среды, а другой - с источником сжатого воздуха, при этом каналы для подачи сжатого воздуха развернуты в сторону обкладки для подвода охлаждающей среды, а магнитопровод выполнен с кольцевым выступом по его внутренней поверхности.
В заявленной группе изобретений одно из изобретений (устройство), предназначено для осуществления другого (способа), следовательно, они образуют единый изобретательский замысел и требование единства изобретения в материалах заявки соблюдено.
Сущность заявленной группы изобретений поясняется чертежами, на которых:
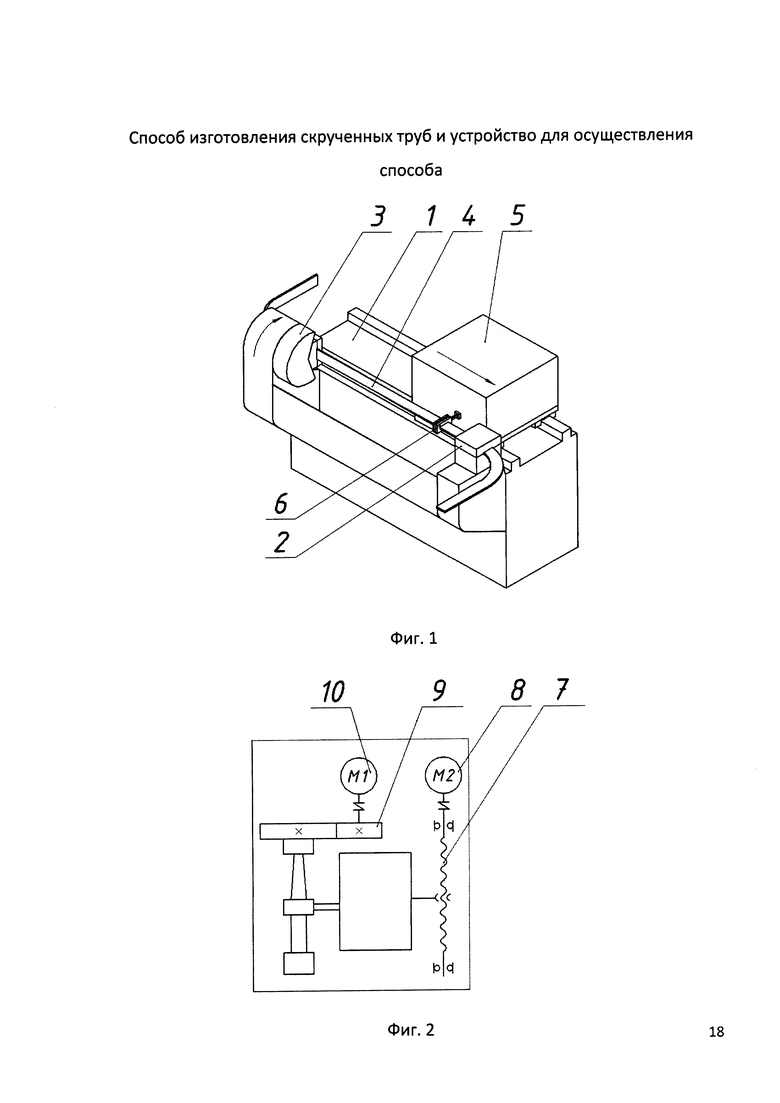
- на фиг. 1 - устройство для скручивания труб, общий вид;
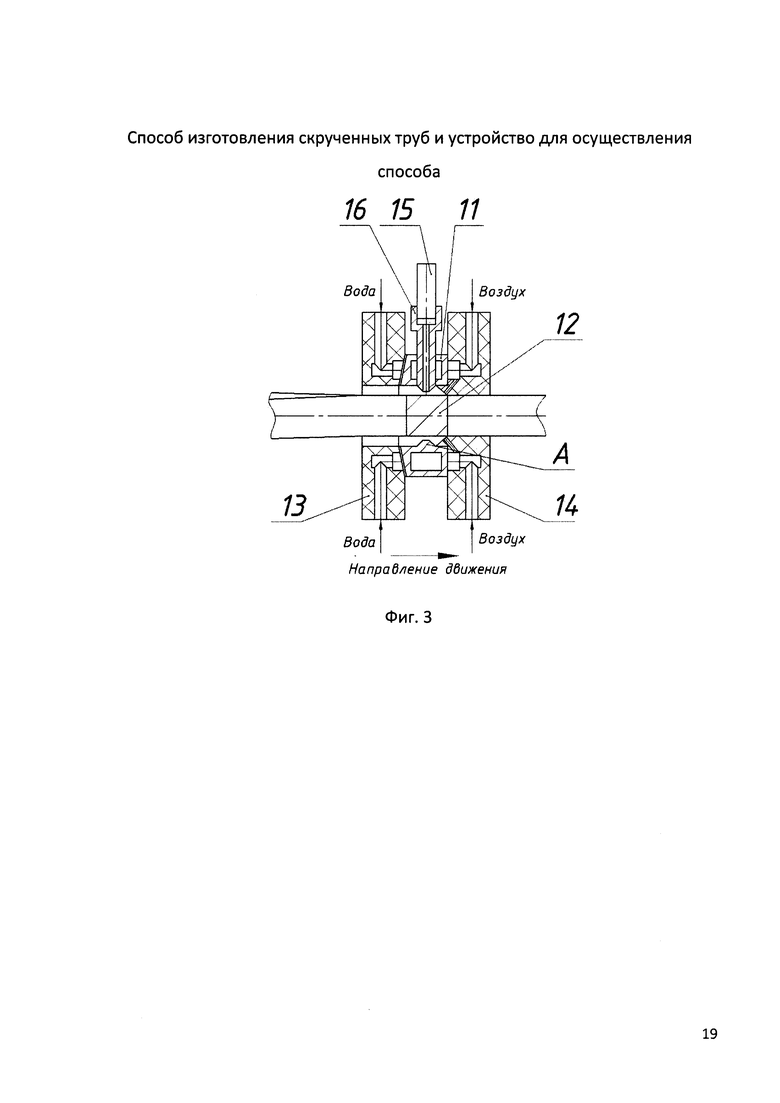
- на фиг. 2 - кинематическая схема устройства;
- на фиг. 3 - конструкция индуктора устройства.
Устройство для скручивания труб включает станину 1, на которой установлены зажимы 2 и 3. Зажим 2 установлен на станине с возможностью осевого настроечного перемещения и фиксации в заданном положении, что необходимо для установки заданной длины скручиваемого участка трубы. Другой зажим 3 установлен на станине с возможностью вращения посредством привода. Зажимные элементы зажимов соосны друг другу. Зажимы могут быть выполнены различным известным образом, например зажим 2 может быть выполнен в виде зажимных губок, а зажим 3 - цанговым. Наиболее целесообразно зажимы 2 и 3 выполнять разъемными в горизонтальной плоскости. Это позволяет укладывать в них трубную заготовку (трубу) 4 сверху вниз.
На станине с возможностью продольного перемещения вдоль оси зажимов установлен трансформатор 5, на котором закреплен разъемный индуктор 6, охватывающий в процессе работы скручиваемую трубу 4. Трансформатор 5 установлен на продольных направляющих станины 1 и оснащен приводом продольного перемещения, выполненным в виде, например, винтового механизма 7, приводимого от мотор-редуктора 8.
Привод вращения зажима 3 выполнен в виде зубчатой передачи 9, ведомое колесо которой скреплено с зажимом 3, а ведущее - связано с мотор-редуктором 10.
Индуктор 6 включает полый магнитопровод 11, на внутренней поверхности которого имеется кольцевой выступ А, предназначенный для создания узкой зоны нагрева 12 скручиваемой трубы 4. На индукторе установлено устройство охлаждения трубы, выполненное в виде обкладок 13 и 14, имеющих кольцевую форму и выполненных из термостойкого материала, например из асбестотекстолита. Обкладки закреплены на торцах магнитопровода 11. В обкладке 13 выполнены каналы для подвода охлаждающей среды (например, воды). В обкладке 14 выполнены каналы для подачи сжатого воздуха на скручиваемую трубу. Каналы для подачи сжатого воздуха обкладки 14 обращены в сторону обкладки 13. Индуктор 6 и обкладки 13 и 14 также целесообразно выполнять разъемными для размещения в них трубы укладыванием сверху вниз.
Для контроля температуры зоны нагрева 12 трубы используется датчик температуры - бесконтактный пирометр 15, закрепленный на трубке 16, соединенной с магнитопроводом 11 индуктора 6.
Устройство оснащено системой управления (не показана).
Заявленный способ с использованием приведенного выше устройства осуществляют следующим образом.
Для проведения процесса скручивания зажимы устанавливаются друг относительно друга в начальное положение, трубу 4 помещают в зажимы 2 и 3 и закрепляют в них. Каналы одной или двух обкладок подсоединяют к источникам подачи охлаждающей среды и сжатого воздуха. Индуктор 6 выставляют в начальное положение у зажима, оснащенного приводом вращения.
Для проведения скручивания включают индуктор и осуществляют индукционный нагрев зоны 12 трубы 4 тех пор, пока температура зоны 12 трубы не достигнет температуры деформирования, которая контролируется пирометром 15. Индуктор при этом остается неподвижным. После достижения заданной температуры в зоне 12 трубы 4 начинается движение индуктора вдоль оси трубы, с одновременным включением вращения - поворота зажима 3. Осевое перемещение индуктора и угол поворота зажима синхронизируются системой управления. Соотношение между углом поворота вращающегося зажима и величиной перемещения индуктора определяется заданной геометрией скручиваемого участка трубы.
В процессе скручивания трубы зона скручивания находится постоянно на нагретом участке 12 и смещается по трубе синхронно с перемещением индуктора, деформируясь за счет поворота зажима 3 и получая относительный угол закрутки.
Использование обкладки 13 позволяет резко локализовать (ограничить) длину зоны нагрева трубы за счет создания за зоной нагрева зоны охлаждения, что позволяет минимизировать искажения поперечного сечения скручиваемой трубы 4.
Использование обкладки 14 позволяет за счет потока воздуха исключить попадание охлаждающей среды на зону нагрева.
При осевом перемещении индуктора относительно скручиваемой трубы через каналы обкладки 13, расположенной за (по направлению перемещения индуктора) нагретым и уже скрученным на заданный угол участком 12, на трубу 4 подается охлаждающая среда, ограничивая данный участок. Охлаждающая среда подается на трубу через каналы, выполненные в обкладке 13, выходы которых расположены равномерно относительно поверхности трубы 4 вокруг нее, благодаря чему обеспечивается равномерность охлаждения участка трубы.
Одновременно с этим, при необходимости, через каналы обкладки 14 в зону нагрева на трубу подается сжатый воздух, поток которого направлен в сторону обкладки 13. Направленный поток препятствует попаданию воды в нагретую зону 12, что позволяет стабилизировать температуру нагрева и повысить точность получаемой геометрии. Благодаря изложенному выше удалось сформировать весьма узкую зону нагрева, ширина которой не будет превышать пятикратной толщины стенки скручиваемой трубы. При данной ширине зоны нагрева искажения поперечного сечения не превышают значений, получаемых при скручивании с наполнителем в холодном состоянии.
В процессе скручивания пирометр 15 контролирует температуру зоны нагрева 12 и передает данные в систему управления, которая при выходе температуры нагрева за допустимые границы уменьшает или увеличивает мощность индукционного нагрева. Таким образом, температура нагрева поддерживается постоянной, что позволяет получать скрученные участки высокого качества. Скручивание ведется по направлению от вращающегося зажима 3 к неподвижному зажиму 2, благодаря чему можно выполнить индуктор с малыми зазорами со скручиваемой трубой 4, которые мало изменяются в процессе скручивания, благодаря узкой зоне нагрева, что позволяет сохранять равномерность нагрева трубы в нагретой зоне 12.
Допустимые границы изменения температуры зависят от свойств материала трубной заготовки 4 и выбирают из следующих соображений. Нижняя граница температуры нагрева должна обеспечивать пластические деформации в нагретой зоне 12 при их отсутствии в остальной части трубной заготовки 4. Верхняя граница температуры нагрева должна быть ниже температуры начала структурных превращений материала трубной заготовки 4 при нагреве.
Например, при скручивании волноводных труб сечением 61×10×1,4 мм из алюминиевого сплава АД31Т1 рекомендуется выбирать температуру нагретой зоны в пределах 350…450°С, причем более высокое качество скрученного участка достигается при температуре ближе к нижней границе указанного диапазона за счет большей жесткости металла и вследствие этого меньших искажений поперечного сечения трубы. При скручивании с шириной зоны нагрева не более 7 мм удалось снизить максимальные искажения профиля трубы до 0,2 мм при изготовлении скрученного участка длиной 315 мм.
Таким образом, заявленные способ и устройство для его осуществления позволяют проводить скручивание трубы, при котором она получает последовательно пластические деформации кручения на малый угол в узкой, резко ограниченной по длине нагретой зоне, перемещающейся вдоль оси трубы при скручивании, что формирует необходимую геометрию с малыми деформациями поперечного сечения без использования оправок и наполнителей. Конструкция устройства позволяет также получать скрученные участки на уже согнутых трубах между гибами, что обеспечивает изготовление бесстыковых волноводов сложной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ СО СПИРАЛЬНЫМИ РЕБРАМИ | 2010 |
|
RU2434701C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ СО СПИРАЛЬНЫМИ РЕБРАМИ | 2010 |
|
RU2430802C1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| СПОСОБ ГИБКИ ЗМЕЕВИКОВ | 1991 |
|
RU2014926C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С НАРУЖНЫМИ СПИРАЛЬНЫМИ РЕБРАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2521938C1 |
| Способ изготовления изогнутых изделий и устройство для его осуществления В.А.Афанасьева | 1986 |
|
SU1411072A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
Изобретение относится к обработке металлов давлением, а именно к изготовлению труб с закрученным сечением различной формы с различными целями, например, при изготовлении волноводов прямоугольного сечения. Скручивание установленной в зажимах трубы осуществляют вращением подвижного зажима относительно неподвижного с локальным нагревом зоны скручивания индуктором, перемещающимся при скручивании вдоль оси трубы от подвижного зажима к неподвижному, причем в процессе перемещения индуктора за зоной нагрева трубы создают зону охлаждения, локализующую зону нагрева посредством подачи на трубу охлаждающей среды, а скручивание осуществляют в образованной локализованной зоне нагрева. Расширятся технологические возможности скручивания труб за счет исключения оправок и наполнителей. 2 н. и 1 з.п. ф-лы, 3 ил.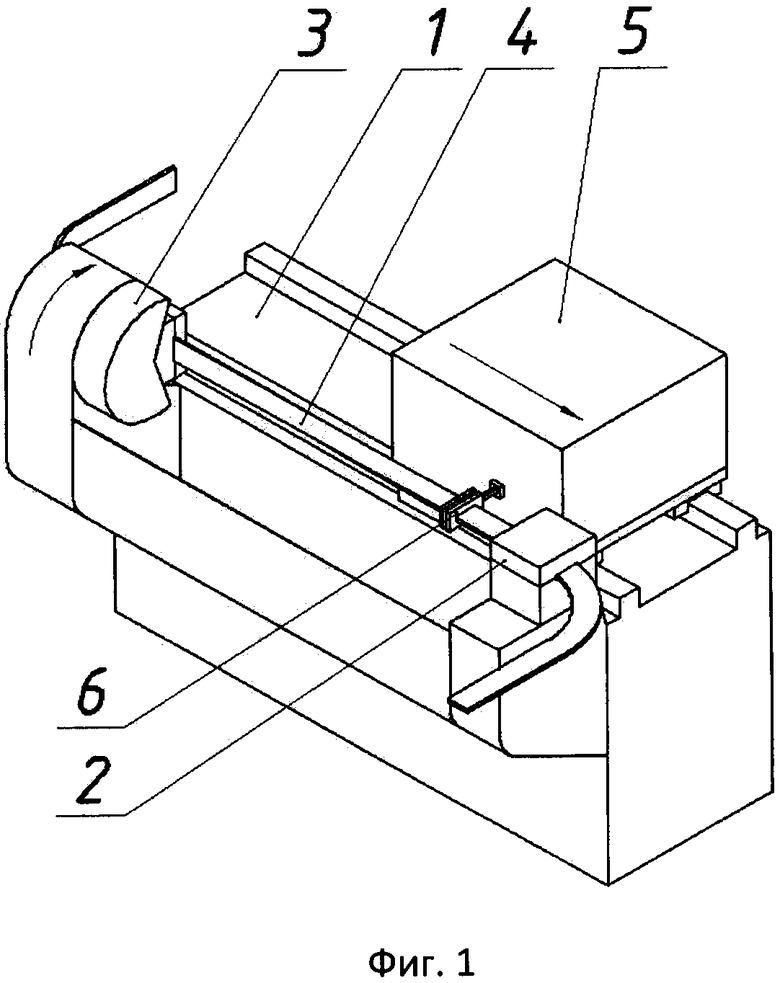
1. Способ скручивания труб,
включающий закрепление скручиваемой трубы в зажимах, один из которых является стационарным, а другой имеет возможность вращения, установку в зоне скручивания трубы охватывающего ее индуктора с устройством для охлаждения трубы,
создание зоны нагрева скручиваемой трубы и расположенной за ней зоны ее охлаждения с образованием локализованной зоны нагрева посредством индуктора с устройством для охлаждения трубы, перемещаемого вдоль скручиваемой трубы,
последующее скручивание трубы в указанной локализованной зоне нагрева посредством поворота одного зажима относительно другого при одновременном движении индуктора на расстояние, определяемое шагом скручивания,
отличающийся тем, что
используют индуктор с полым магнитопроводом, имеющим кольцевой выступ по его внутренней поверхности для создания зоны нагрева и устройство для охлаждения зоны трубы, расположенной за зоной нагрева, в виде закрепленных на торце упомянутого магнитопровода обкладки с каналами для подачи охлаждающей среды и сжатого воздуха,
при этом сжатый воздух подают в направлении, противоположном движению индуктора, для предотвращения попадания охлаждающей среды в зону нагрева.
2. Способ по п.1, отличающийся тем, что зону нагрева устанавливают шириной, не превышающей пятикратную толщину стенки скручиваемой трубы.
3. Устройство для скручивания труб, содержащее станину, установленные на ней зажимы для крепления подлежащей скручиванию трубы, один из которых оснащен приводом вращения, установленный на упомянутой станине с возможностью осевого перемещения посредством привода и охвата скручиваемой трубы индуктор с устройством для охлаждения трубы за зоной ее нагрева,
отличающееся тем, что
индуктор выполнен с полым магнитопроводом, имеющим кольцевой выступ по его внутренней поверхности для создания зоны нагрева, а устройство для охлаждения трубы за зоной ее нагрева выполнено в виде установленных на торцах магнитопровода обкладок с каналами для подачи охлаждающей среды и сжатого воздуха, причем каналы одной обкладки соединены с источником охлаждающей среды, а другой - с источником сжатого воздуха, при этом каналы для подачи сжатого воздуха направлены в сторону обкладки для подвода охлаждающей среды.
| Устройство для перемещения тележек | 1960 |
|
SU136752A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ЭЛЕМЕНТА ИЗ ТОЛСТОСТЕННОЙ ТРУБЫ ДЛЯ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2012 |
|
RU2510840C1 |
| Способ гибки металлических труб | 1980 |
|
SU1175353A3 |
| US 4437329 A1, 20.03.1984. | |||

