Изобретение относится к различным областям промышленности, прежде всего, ракетно-космической, авиационной. В частности, изобретение относится к области обработки металлов давлением и может быть использовано для гибки тонкостенных прямоугольных волноводов космических аппаратов.
Известно, что в космических спутниках связи содержится большое количество волноводов прямоугольного сечения, зачастую имеющих сложную пространственную форму, например, изгибы в различных плоскостях, а также зоны скрученной формы. Волноводы космических аппаратов с двух сторон имеют фланцы или муфты для крепления между собой и к другим элементам волноводной техники. Длина отдельных фрагментов волноводов обуславливается технологическими ограничениями по изготовлению волноводов сложной формы. При сложной форме, наличии изгибов приходится использовать короткие отрезки волноводов, соединяя их между собой. Это ведет к увеличению общей массы волноводного тракта из-за большого количества фланцев и муфт. Используемые волноводы должны обладать постоянством внутренних размеров сечения и высоким качеством внутренней поверхности. Существующие технологии гибки волноводов накладывают ограничения на длину отдельных фрагментов волноводных трактов. Для аэрокосмической техники актуальной задачей является снижение веса (массы) волноводных трактов за счет применения более тонкостенных волноводов. Применение тонкостенных волноводах с толщиной стенки менее 0,65 мм наталкивается на ряд технологических затруднений. Прежде всего, это проблема гибки тонкостенных прямоугольных волноводов без нарушения геометрии внутренней поверхности. Гибка труб прямоугольного сечения сложный технологический процесс из-за частой потери устойчивости боковых (в плоскости гибки) элементов трубы. Основные дефекты, возникающие в процессе гибки:
- утонение с разрушением стенки волновода по большему радиусу гибки;
- увеличение толщины и гофрирование стенки (локальная потеря устойчивости) внутренней стороны по малому радиусу гибки волновода;
- искажение поперечного сечения волновода в зоне гибки.
В настоящее время наиболее развита теория и технология гибки труб круглого сечения. Несмотря на широкую область применения труб прямоугольного сечения, тонкостенных трубы, как конструкционный материал, являются малоизученным элементом. Гибка или скрутка волноводной трубы - операция весьма сложная, поскольку требует дорогостоящего оборудования, специальных навыков и оснастки. Основные способы гибки волноводной трубы - использование высокоточного гибочного станка, который используется со специальной калибрующей внутренней оснасткой (вставляется внутрь волноводной трубы), либо применение станка с пошаговой надрезкой внешней поверхности трубы и одновременной гибкой (также используется с внутренней оснасткой).
Общеизвестной основной применяемой технологией гибки волноводов является гибка, производимая в трубогибочном устройстве тремя роликами или посредством вращающегося копира, с установкой наполнителя, размещаемого внутри волновода.
Выбор наполнителя для волноводной трубки играет значительную роль в процессе гибки. Он должен обеспечивать необходимую жесткость и одновременно быть пластичным. Должен легко устанавливаться и извлекаться без образования рисок на внутренней поверхности волновода.
Из существующего уровня техники известны приспособления для гибки изделий с замкнутым профилем, в частности труб, которые условно можно разбить на две группы.
К первой группе можно отнести приспособления, включающие эластичный наполнитель, размещаемый внутри волновода.
Так, например, известен способ гибки труб (патент RU №2201308 С2, 2003) с наполнителем в виде гибкой оправки, включающий введение в трубу гибкой оправки, причем в качестве элементов гибкой оправки для регулирования давления используют гибкие тяги с клиньями и разрезные кольца.
В общем случае в известных аналогичных способах (SU №386695, 1973; SU №963608, 1982; SU №1299651, 1987; RU №1552449, 1995; RU №2094151, 1997; US №3841138, 1974; US №6389872, 2002), при подготовке к процессу гибки полых изделий, внутри заготовки размещают наполнитель из твердого эластичного материала, при этом наполнитель по форме и размерам тождественен форме и размерам внутренней полости заготовки.
Общим недостатком вышеперечисленных способов первой группы являются:
- трудность подготовительных операций по установке наполнителя в полость заготовки изделия и его извлечению через всю длину волновода от места гибки, особенно при необходимости выполнить в волноводе нескольких изгибов, так как наличие трения при введении и извлечении наполнителя о внутреннюю поверхность изделия приводит к деформации и локальным дефектам внутренней поверхности волновода;
- противоречивые требования к свойствам наполнителя - необходимость достаточной твердости для исключения образования гофра, малый коэффициент трения, и эластичность - из условия исключения формоизменения тонкостенной прямоугольной трубы.
Ко второй группе способов относятся способы с использованием гибочных оправок-металлоконструкций, помещаемых внутри заготовки.
Так, например, известна конструкция оправки для гибки труб (а.с. SU 664714), содержащая набор шарнирно соединенных между собой звеньев и регулировочный механизм, в котором, с целью обеспечения возможности гибки труб различных диаметров, звенья оправки выполнены в виде двух рычагов с шаровыми сегментными головками, установленных на оси с возможностью поворота в плоскости гибки трубы, снабженных цапфами и шарнирно соединенных между собой планками с отверстиями, связанными с регулировочным механизмом, при этом цапфы установлены в упомянутых отверстиях.
Главным недостатком аналогичных решений второй группы (RU 2242314, SU 1706747, SU 386695 и т.п.) является невозможность их применения для изготовления волноводов сложной формы из тонкостенных труб. Операции по установке в полость заготовки и извлечении оправок-металлоконструкций после гибки, особенно при наличии в изделии нескольких изгибов, однозначно ведет к деформации тонких стенок трубы и к локальным дефектам внутренней поверхности волновода. Конструкции оправок, с помощью которой осуществляют эти способы, дорогостоящи, процесс трудоемок, вследствие сложности установки, регулировки и снятия оправки.
За прототип устройства выбрано наиболее близкое к заявленному техническое решение (Бушминский И.П. Изготовление элементов конструкций СВЧ. Волноводы и волноводные устройства / И.П. Бушминский - М.: Высшая школа, 1974 г., с. 12-15), в котором устройство для гибки волноводов представлено в виде стальных пластин, которыми заполняют внутреннюю полость волновода. Применяется набор прямоугольных пластин из пружинной стали толщиной 0,1-0,3 мм. Пластины шириной, равной внутреннему размеру заготовки, по которому производится изгиб (по узкой или широкой стенке), и длиной, превышающей длину заготовки в 1,5 раза, набираются в два пакета, суммарная толщина которых на 2-4 мм меньше, чем необходимо для заполнения всего объема волновода. Оба пакета обильно смазывают и устанавливают в волноводную трубу, туда же помещают пресс-шпановую прокладку для защиты боковых стенок. Заполнение полости стальными пластинами - обеспечивает стабильность внутренних размеров сечения волноводной трубы. После гибки клин вытягивается и пакеты удаляются.
Недостатками прототипа являются низкие функциональность и технологичность, связанные с неудобством проведения операций: изгиб выполняется по одному размеру заготовки (по узкой или широкой стенке), т.е. для выполнения изгиба в двух плоскостях необходим второй комплект пластин по ширине изгиба, также дополнительным недостатком является возможность образования рисок на внутренней поверхности при введении и извлечении стальных пластин, и сложность установки прокладок для защиты стенок. Перечисленные недостатки особенно проявляются при применении тонкостенных волноводов. Кроме этого недостатком является использование большого количества смазки, из-за относительно высокого коэффициента трения используемых материалов.
Для заявленного изобретения выявлены следующие общие с прототипом существенные признаки: дорн для гибки волноводов прямоугольного сечения в виде набора гибких элементов, собранных в пакет, которым заполняют внутреннюю полость волновода.
Технической проблемой предлагаемого изобретения является создание удобной в использовании оснастки - дорна для гибки тонкостенных волноводов прямоугольного сечения, позволяющей за одну установку выполнять гиб в двух плоскостях, отвечающей современным требованиям по функциональности, технологичности, производительности, долговечности и качеству получаемой внутренней поверхности волновода.
Данная проблема решается за счет предлагаемого данным изобретением устройства - дорна, состоящего из набора квадратных в сечении прутков, имеющий форму клина, по крайней мере, с одной стороны, также имеющий металлические элементы крепления с отверстиями на концах дорна (для установки и извлечения – протягивания дорна за элемент крепления со стороны клина при установке в волновод и облегчения извлечения вытягиванием с использованием отверстия в элементе крепления на широком конце дорна по окончании операции гибки), причём прутки изготавливаются из композитных материалов, имеющих в своей структуре материалы с низким коэффициентом трения (например, графит, фторопласт и т.п.) то есть обладающие смазывающим эффектом, одинаково хорошо гнущиеся по двум плоскостям (по узкой или широкой стороне) и пористых по структуре (для удержания смазывающего слоя). Клин, состоящий из отдельных прутков, при перемещении в сторону уменьшения сечения снижает сцепление с деталью в обеих плоскостях детали (в отличие от прототипа). Дорн может быть выполнен в виде из набора, состоящего из центрального прутка - клина переменного сечения и набора боковых прутков, расположенных по периметру клина, в общем наборе соответствующий по форме внутреннему сечению изгибаемого волновода и изготовленных по посадке с зазором
Техническим результатом заявляемого изобретения является расширение технологических возможностей гибки тонкостенных волноводов сложной формы с изгибом, например, в двух плоскостях, и как следствие уменьшения количества фланцевых соединений волноводных трактов и улучшения качества внутренней поверхности волноводов в местах изгиба. Предлагаемая конструкция также имеет преимущество и в части унификации и взаимозаменяемости: из одних и те же элементов - калиброванных по сечению прутков могут быть собраны дорны для волноводов различных сечений.
Сущность изобретения поясняется чертежами:
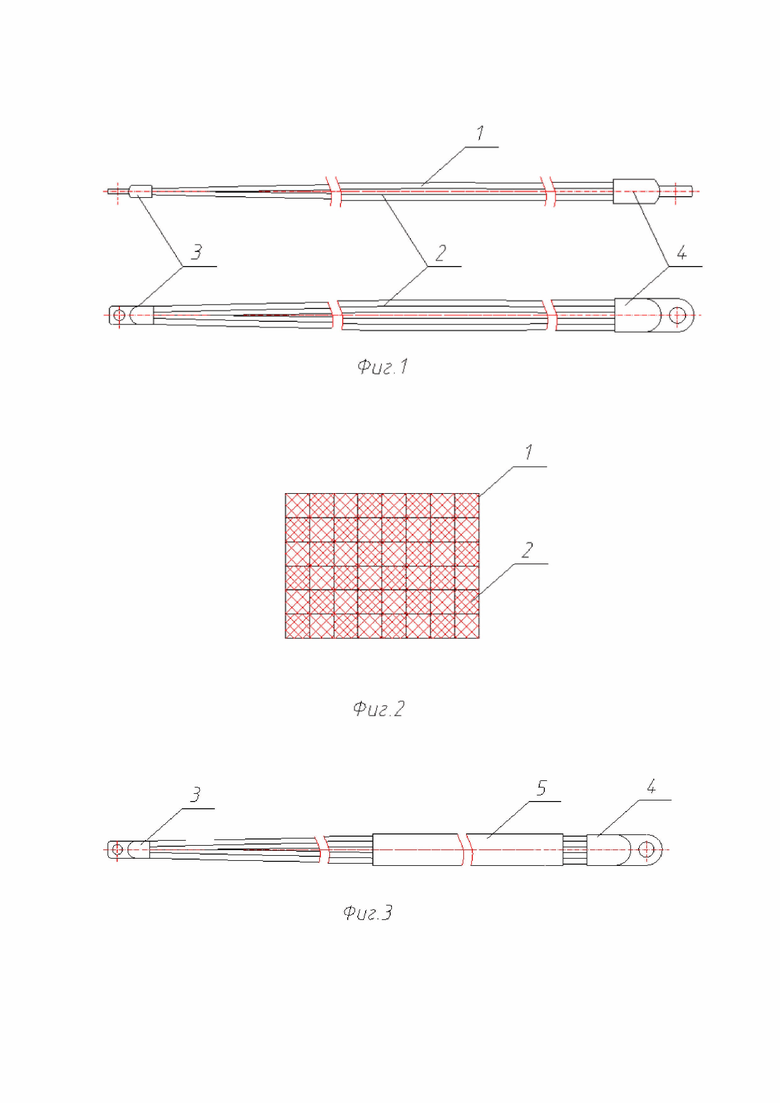
- общим видом устройства дорна на фиг.1;
- сечением дорна на фиг.2;
- общим видом дорна, продетого через заготовку-волновод на фиг.3;
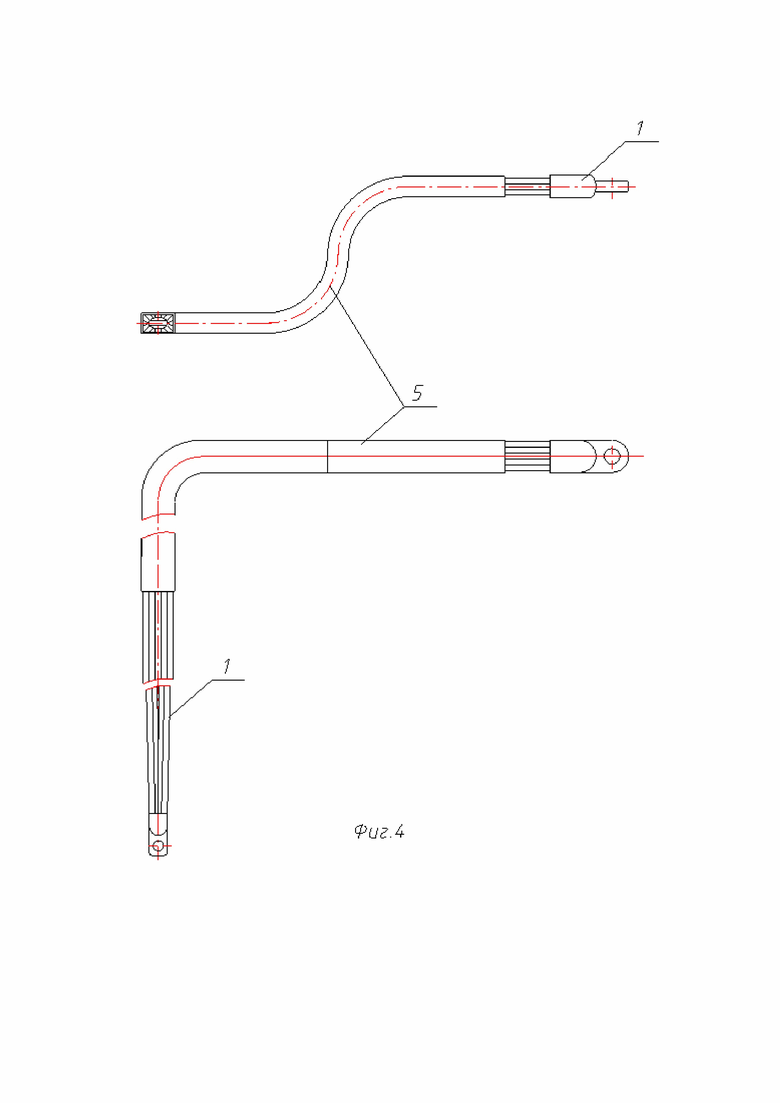
- общими видами в двух плоскостях волновода после выполнения гибки с применением дорна на фиг.4;
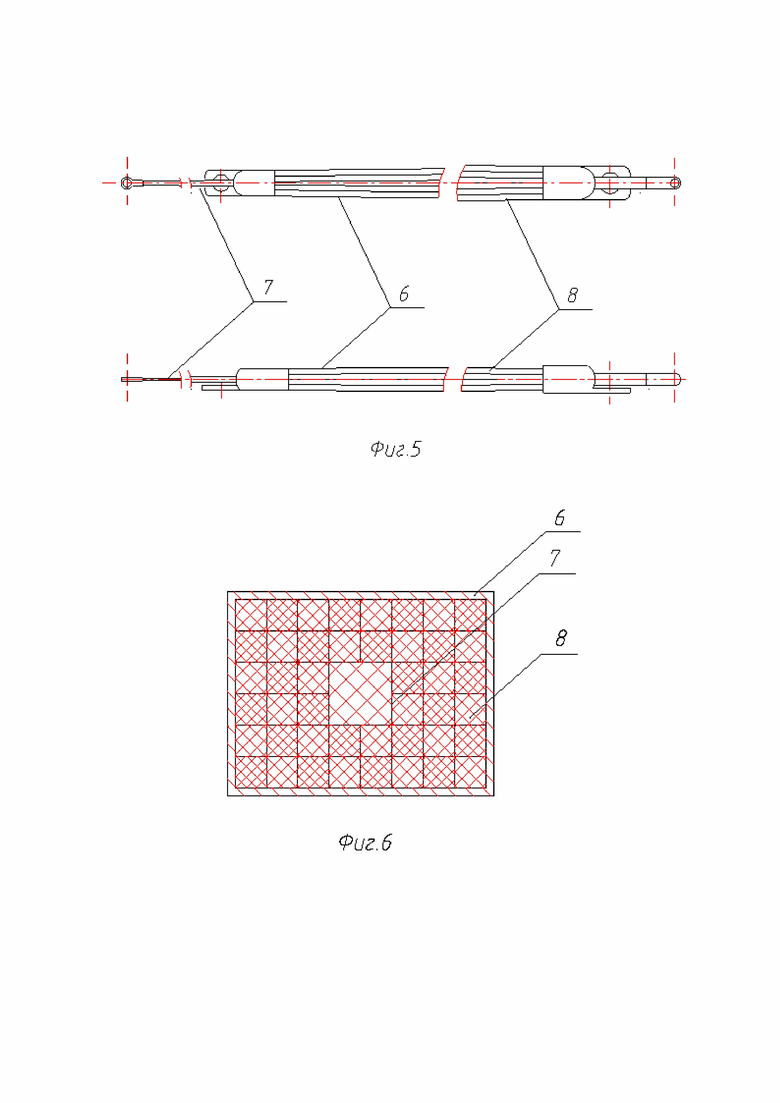
- общими видами дорна по п.2 формулы изобретения на фиг.5;
- сечением дорна по п.2 формулы изобретения на фиг.6.
2. Дорн по п.1, отличающийся тем, что набор прутков состоит из центрального прутка - клина переменного сечения и набора боковых прутков, расположенных по периметру клина, в общем наборе соответствующий по форме внутреннему сечению изгибаемого волновода.
На фиг.1 представлены общие виды дорна (1) для гибки тонкостенных волноводов прямоугольного сечения, выполненного в виде набора квадратных в сечении прутков (2), выполненных из композитного материала с низким коэффициентом трения и пористым по структуре. Дорн также содержит на обоих своих концах металлические элементы крепления (3),(4) с технологическими отверстиями для установки и извлечения дорна из волновода (5).
На фиг.2 представлено сечение дорна (1) - набор квадратных в сечении прутков (2), соответствующих в наборе форме внутреннему сечению изгибаемого волновода (5).
На фиг.3 представлен общий вид дорна (1) продетого с узкой стороны клина - со стороны элемента крепления (3) через заготовку - волновод (5).
На фиг.4 представлены общие виды волновода (5) после выполнения гибки в двух плоскостях с применением дорна (1).
На фиг.5 представлены общие виды дорна (6), состоящего из центрального прутка (7) - клина переменного сечения и набора (8) боковых прутков по периметру клина, в общем наборе соответствующих по форме внутреннему сечению изгибаемого волновода и изготовленных по посадке с зазором, для облегчения установки и извлечения дорна.
На фиг.6 представлено сечение дорна (6), где (7) центральный пруток - клин переменного сечения, и (8) боковые прутки по периметру клина, в общем наборе соответствующие по форме внутреннему сечению изгибаемого волновода.
Работа устройства состоит из операций:
1) установка дорна в волновод протягиванием за элемент крепления (3) со стороны малого сечения клина, вручную или с использованием технологической оснастки (лебедка, рычаг и т.п.);
2) гибка в трубогибочном устройстве (с тремя роликами или с вращающимся копиром);
3) извлечение дорна по окончании операции гибки вытягиванием в обратную сторону за противоположный элемент крепления вручную или с использованием технологической оснастки.
Для дорна с центральным прудком отличие в использовании заключается в том, что для облегчения установки дорн затягивается с вытянутым в сторону большего сечения клином (7), затем происходит уплотнение набора прутков (8) затягиванием клина в дорн.
По окончании операции гибки волновода, клин вытягивается, ослабляя заполнение объёма волновода и уменьшая трение, что упрощает извлечение дорна из волновода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ВОЛНОВОДОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2017 |
|
RU2663921C1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| СПОСОБ СКРУЧИВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2016 |
|
RU2630152C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| Уголковый изгиб волноводного тракта | 2017 |
|
RU2668622C1 |
| СПОСОБ ГИБКИ ТРУБ | 2013 |
|
RU2571994C2 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201308C2 |
| Устройство для изготовления волноводных труб прямоугольного сечения | 1989 |
|
SU1775769A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для гибки тонкостенных прямоугольных волноводов космических аппаратов. Дорн содержит набор гибких элементов, собранных в пакет, выполненный с возможностью заполнения внутренней полости волновода. Гибкие элементы выполнены в виде квадратных в сечении прутков из пористого композитного материала, в структуру которого входят материалы, обладающие смазывающим эффектом. Дорн снабжен металлическими элементами крепления, расположенными на обоих концах дорна для установки и извлечения его из волновода. Изобретение позволяет выполнять гибку в двух плоскостях за одну установку. 6 ил.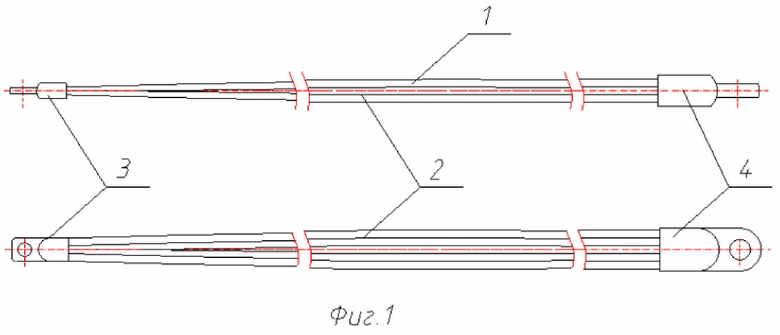
Дорн для гибки тонкостенных волноводов прямоугольного сечения, содержащий набор гибких элементов, собранных в пакет, выполненный с возможностью заполнения внутренней полости волновода, отличающийся тем, что он снабжен металлическими элементами крепления, расположенными на обоих концах дорна для установки и извлечения его из волновода, при этом гибкие элементы выполнены в виде квадратных в сечении прутков из пористого композитного материала, в структуру которого входят материалы, обладающие смазывающим эффектом.
| БУШМИНСКИЙ И.П., Изготовление элементов конструкций СВЧ | |||
| Волноводы и волноводные устройства | |||
| М., Высшая школа, 1974, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ВОЛНОВОДОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2017 |
|
RU2663921C1 |
| Оправка для гибки труб | 1976 |
|
SU664714A1 |
| СПОСОБ ГИБКИ ПАТРУБКОВ С КРИВОЛИНЕЙНОЙ ОСЬЮ | 1988 |
|
RU1552449C |
| KR 100238508 B1, 15.01.2000 | |||
| CN 204365768 U, 03.06.2015. | |||

