Область техники
Изобретение относится к резьбовому ниппелю для соединения угольных электродов, имеющих по меньшей мере одно гнездо с внутренней резьбой, причем упомянутый ниппель имеет центральную ось, проходящую вдоль его длины, два конца, среднюю плоскость, лежащую между упомянутыми двумя концами, и по меньшей мере одну наружную резьбу.
Кроме того, изобретение относится к угольному электроду, имеющему по меньшей мере одно гнездо с внутренней резьбой, сопрягаемое с резьбовым ниппелем.
Кроме того, изобретение относится к электродному узлу с резьбовым соединением, содержащему электрод и ниппель.
Предшествующий уровень техники
Угольные электроды - особенно графитовые электроды - используют в сталелитейной промышленности для плавления металлов в электротермических печах, например дуговых электропечах, где через электрод пропускают электрический ток, образуя дугу между электродом и металлом для выделения тепла, необходимого для плавления этого металла. Электрическая дуга и высокие температуры в печи, которые могут составлять вплоть до 1500°С или даже выше, вызывают медленное расходование нижнего конца электрода, который простирается в печь в непосредственной близости к расплавленному металлу. Поэтому обычно ряд электродов соединяют с образованием электродной колонны, которую постепенно продвигают в печь. Чтобы компенсировать сокращение электродной колонны, на верхний конец этой колонны навинчивают дополнительные электроды.
Электроды соединяют в упомянутые колонны посредством ниппеля, соединяющего концы примыкающих электродов. Ниппель обычно имеет вид двух концов с противоположно нарезанной наружной резьбой, которые могут иметь цилиндрическую или коническую форму. Ниппель ввинчивают в сопрягаемые резьбовые гнезда, выполненные на обоих концах электродов.
Ниппель обычно плотно завинчивают в одно из гнезд электрода до его отправки потребителю. Чтобы избежать ослабления ниппеля вследствие вибраций и т.п., ниппель необходимо плотно завинчивать в гнездо, не оставляя никаких зазоров между боковыми сторонами профиля резьбы. Такой узел из ниппеля, ввинченного в гнездо электрода, обычно называется «монотродом», а гнездо с ниппелем называется «монотродным» гнездом или предварительно собранным гнездом. Для использования в печи монотродное гнездо соединяют с другим электродом путем ввинчивания выступающей части ниппеля в его открытое гнездо с образованием колонны.
Когда печь находится в эксплуатации, на электродную колонну оказывают воздействие токи свыше 100000 A, а также она неоднократно подвергается действию изгибающих моментов вследствие колебания кожуха печи. Кроме того, колонна подвергается постоянным вибрациям или ударам со стороны шихтового материала, что также может создать напряжения в ниппеле. Крайне большие механические, электрические и тепловые нагрузки, воздействующие на ниппель, могут вызвать трещины в ниппеле и, что чаще, раскалывание в верхнем монотродном гнезде, обычно в нижнем стыке электродной колонны. Это раскалывание в верхнем монотродном гнезде нижних стыков электродной колонны вызывается градиентами температуры в сочетании с различающимися коэффициентами теплового расширения (КТР) ниппеля и электрода. Это особенно справедливо в том случае, если ниппель плотно ввинчен в гнездо для транспортировки. Так как поверхности витков резьб ниппеля и монотродного гнезда находятся в полном контакте, перемещение витков резьбы ниппеля относительно витков резьбы гнезда и наоборот затруднено, что приводит к большим внутренним окружным напряжениям в гнезде. Эта проблема особенно обостряется по мере того, как стык приближается к горячей ванне жидкого металла в печи, где градиенты температуры являются самыми высокими.
Во избежание этих нежелательных результатов ниппель можно немного вывинтить из монотродного гнезда так, чтобы витки резьб соприкасались неполностью. В этой ситуации в контакте находится только половина поверхностей витков резьб ниппеля и монотродного гнезда, в итоге несущих всю нагрузку электродной колонны.
Для того чтобы помешать частично вкрученному ниппелю полностью вывинтиться из монотродного гнезда, обычно в высверленные отверстия, простирающиеся от поверхности гнезда электрода в ниппель, вставляют пластмассовые штыри. Таким образом, обеспечиваются зазоры между витками внутренней резьбы монотродного гнезда и витками наружной резьбы ниппеля, что делает возможным разное тепловое расширение ниппеля относительно монотродного гнезда. Однако операция центрирования и крепления ниппеля в гнезде перед отгрузкой потребителю является трудоемкой, отнимающей много времени и весьма зависимой от квалификации рабочего. Кроме того, во время транспортировки пластмассовых штырей часто недостаточно для удерживания ниппеля в монотродном гнезде, что может привести к повреждению резьбы. В результате этого повреждения резьбы могут остаться обломки внутри монотродного гнезда, что препятствует надлежащему затягиванию соединения, когда электрод вводят в печь. В таком случае может развиваться ослабление соединения до того момента, когда теряется контакт между торцами соседних электродов, что приводит к увеличению электрического сопротивления такого соединения. В этом случае через соединительный ниппель пропускается больше электрического тока, что приводит к локализованному перегреву. В результате этого нижней конец электродной колонны может отломаться и упасть в расплавленную сталь, что приводит к разрыву электрической дуги и окончанию процесса плавки.
Альтернативно, на витки резьбы ниппеля и/или монотродного гнезда могут быть наклеены кусочки металла или пластмассы. Этот способ обычно называют "нанесением наклеек" (от англ. "tabbing"). Затем ниппель может быть плотно ввинчен в монотродное гнездо для транспортировки, и при этом нет необходимости ослаблять ниппель из монотродного гнезда перед соединением ниппеля со следующим электродом. В печи материал наклеек на резьбах выплавляется, так что остаются зазоры между витками внутренней резьбы монотродного гнезда и витками наружной резьбы ниппеля, что делает возможными разные тепловые расширения ниппеля и монотродного гнезда. Однако установка наклеек является трудоемкой, к тому же трудно получить зазоры заданных размеров.
Кроме того, так как размеры угольных электродов и соединительных ниппелей для дуговых электропечей являются высокостандартизированными для того, чтобы обеспечить взаимозаменяемость электродов и ниппелей от различных изготовителей, то требуется техническое решение, которое исключает конструктивные изменения в известных из уровня техники электродах и ниппелях.
Сущность изобретения
Таким образом, задачей изобретения является создание резьбового ниппеля для угольных электродов, угольного электрода и электродного узла с резьбовым ниппелем, которые лишены вышеупомянутых недостатков известных устройств и способов и которые обеспечивают резьбовое соединение, которое будет предотвращать ослабление и растрескивание.
Имея в виду вышеупомянутую и другие задачи, в соответствии с изобретением предлагаются резьбовой ниппель и угольный электрод, имеющие не несущие нагрузку опорные витки резьб, включенные в их резьбы.
Не несущие нагрузку опорные витки резьбы на ниппеле обеспечивают определенную опору для установки ниппеля в заданное положение относительно гнезда известного из уровня техники электрода. Подобным же образом, не несущие нагрузку опорные витки резьбы в гнезде электрода обеспечивают определенную опору для установки известного из уровня техники ниппеля в заданное положение относительно гнезда электрода.
Следовательно, невозможно плотно ввинтить ниппель в электрод так, чтобы поверхности резьб находились в полном контакте. Кроме того, эти опорные витки резьбы ниппеля или электрода входят в контакт с соответствующими витками резьбы известного из уровня техники электрода или известного из уровня техники ниппеля таким образом, что обеспечиваются открытые зазоры между внутренней резьбой электрода и наружной резьбой ниппеля. Это мешает виткам резьбы ниппеля полностью соприкасаться с витками резьбы гнезда во время установки в цехе окончательной обработки перед отгрузкой монотродного гнезда. Эти открытые зазоры, которые ранее были возможны только благодаря особым средствам, таким как, например, вышеупомянутые вставка штырей в или нанесение наклеек на ниппель, делают возможным тепловое расширение ниппеля относительно монотродного гнезда. Следовательно, уменьшается возникновение расколов гнезда в резьбовом соединении, которое может привести к трещинам по всей длине, разломам в теле электрода и ослаблению в стыке. Кроме того, монотродное гнездо, т.е. гнездо электрода с ввинченным в него ниппелем, все так же является стабильным во время транспортировки и манипуляций, так как силы, действующие на выступающую часть ниппеля, являются достаточными для предотвращения ослабления ниппеля. Кроме того, устраняются окружные напряжения в монотродном гнезде, что дополнительно помогает свести к минимуму образование расколов. Более того, это изобретение исключает конструктивные изменения известных из уровня техники электродов и ниппелей, так как ниппель согласно этому изобретению может быть использован для соединения («монотродирования») известных из уровня техники электродов, или же электрод согласно этому изобретению может быть соединен («монотродирован») известными из уровня техники ниппелями.
Когда электрод монотродируют путем вставки ниппеля перед отгрузкой, то, как известно, измеряют так называемый "выступ ниппеля по калибру". Он является мерой того, как глубоко посажен ниппель в гнездо электрода, то есть как далеко выступает ниппель наружу из гнезда при измерении от плоского торца электрода относительно базовой точки на ниппеле с использованием калибра. Этот выступ ниппеля по калибру является, по меньшей мере косвенно, указанием на то, как далеко будет вставлен ниппель в немонотродное гнездо при сборке на дуговой электропечи. В таком случае общее расстояние, на которое ниппель будет вставлен в немонотродное гнездо электрода, зависит от допусков монотродного гнезда, допусков монотродного конца ниппеля, допусков немонотродного конца ниппеля и допусков немонотродного гнезда.
Не несущие нагрузку опорные витки на резьбе ниппеля или электрода согласно настоящему изобретению обеспечивают то, что монотродный конец ниппеля будет вставлен только на определенное расстояние в монотродное гнездо и что имеется зазор между витками резьбы ниппеля и витками резьбы гнезда. Следовательно, выступ ниппеля по калибру, определяемый исключительно не несущими нагрузку опорными витками резьбы ниппеля или электрода, имеет сравнительно небольшой разброс. Поэтому благодаря изобретению можно приблизительно наполовину уменьшить разброс выступа ниппеля по калибру. Кроме того, может быть также минимизирован (наполовину) разброс того расстояния, на которое немонотродный конец ниппеля будет вставлен в немонотродное гнездо на электроде. Конечным результатом является то, что разброс в стыках собранных электродов меньше примерно наполовину.
В этой заявке термин "средняя плоскость ниппеля" определяется как область, где встречаются два конца ниппеля, независимо от возможно разного размера этих двух концов, т.е. средняя плоскость резьбового ниппеля необязательно является геометрическим центром относительно общей длины или структуры ниппеля.
В предпочтительном варианте осуществления изобретения по меньшей мере один из упомянутых концов ниппеля, а предпочтительно - оба конца, с упомянутой резьбой являе(ю)тся коническим(и) по форме для того, чтобы облегчить ввинчивание в гнезда электродов и улучшить сцепление. Таким образом, ниппель обычно снабжен биконическими наружными резьбами.
Согласно этому изобретению не несущие нагрузку опорные витки резьбы ниппеля предусмотрены на обоих концах ниппеля на участке резьбы, примыкающем к средней плоскости ниппеля. Эти не несущие нагрузку опорные витки резьбы составляют вплоть до 30% витков резьбы каждого конца ниппеля.
Согласно предпочтительному варианту осуществления этого изобретения не несущие нагрузку опорные витки резьбы ниппеля предусмотрены только на одном конце ниппеля. Этот конец ниппеля является тем, который предназначен монотродировать электрод.
Согласно этому изобретению не несущие нагрузку опорные витки резьбы электрода предусмотрены в обоих гнездах электрода на участке резьбы, примыкающем к дну гнезда. Эти не несущие нагрузку опорные витки резьбы составляют вплоть до 30% витков резьбы в каждом гнезде.
Согласно предпочтительному варианту осуществления этого изобретения не несущие нагрузку опорные витки резьбы электрода предусмотрены только в одном гнезде электрода. Это гнездо электрода является тем, которое предназначено быть монотродированным ниппелем.
Согласно предпочтительному варианту осуществления этого изобретения за конечным не несущим нагрузку опорным витком резьбы следует один единственный виток резьбы, не имеющий никакого контакта с сопрягаемыми витками резьбы. Этот неконтактный виток резьбы действует в качестве буферной зоны между не несущими нагрузку опорными витками резьбы и (обычными) несущими нагрузку витками резьбы для того, чтобы предотвращать термомеханические напряжения.
Настоящее изобретение дополнительно направлено на электродный узел с резьбовым соединением, содержащий электрод, выполненный из углеродного материала и имеющий гнездо с внутренней резьбой, дно гнезда и центральную ось, проходящую вдоль его длины, причем этот узел дополнительно содержит ниппель, выполненный из углеродного материала и имеющий наружную резьбу для соединения двух электродов, два конца и центральную ось, проходящую вдоль его длины, при этом либо упомянутый электрод, либо упомянутый ниппель имеют на своих резьбах не несущие нагрузку опорные витки резьбы, которые при ввинчивании ниппеля в гнездо приходят в контакт с соответствующими поверхностями резьбы сопрягаемого ниппеля или электрода до достижения одним из упомянутых концов ниппеля дна соответствующего гнезда.
Этот контакт не несущих нагрузку опорных витков резьбы ниппеля или электрода по изобретению с соответствующими (обычными) витками резьбы сопрягаемого электрода или ниппеля совпадает с контактом остальных (обычных) витков резьбы ниппеля или электрода по изобретению с соответствующими (обычными) витками резьбы сопрягаемого электрода или ниппеля, в итоге несущими нагрузку электродной колонны.
Опять же, определенный упор ниппеля и гнезда до того, как один конец ниппеля достигнет дна гнезда, обеспечивает открытые промежутки или зазоры между внутренней резьбой гнезда и наружной резьбой ниппеля. Эти открытые зазоры, в свою очередь, делают возможным тепловое расширение ниппеля относительно монотродного гнезда, тем самым сводя к минимуму риск появления расколов и возможность последующих разломов в ниппеле, гнезде или теле электрода.
Является предпочтительным изготавливать как электрод, так и ниппель из искусственно произведенного угля или графита. Этот материал придает свойство пластической деформируемости. Следовательно, вершины витков резьбы, выполненных из искусственно произведенного угля или графита, легко не отламываются, а могут деформироваться. Это дополнительно сводит к минимуму вероятность расколов в ниппеле или соответствующем гнезде электрода.
Внутренняя резьба гнезда электрода и наружная резьба ниппеля обычно имеют витки резьбы с по существу равномерным шагом, впадиной, вершиной и по существу V-образным профилем. Для обеспечения приблизительно равной доли нагрузки, передаваемой между витками двух этих резьб, является предпочтительным, чтобы по меньшей мере одна из упомянутых внутренней и наружной резьб была образована с клиновой наклонной поверхностью в упомянутой впадине резьбы и чтобы вершины по меньшей мере другой из упомянутых внутренней и наружной резьб соприкасались с упомянутыми клиновыми наклонными поверхностями, когда упомянутый ниппель ввинчен в упомянутое гнездо. В обычном резьбовом соединении верхний виток резьбы обычно несет наибольшую нагрузку на его боковую сторону. Виток резьбы, расположенный непосредственно под ним, подвергается меньшей нагрузке, а следующие ниже витки резьбы должны нести еще меньшие нагрузки. Следовательно, всего лишь несколько витков резьбы участвуют в передаче нагрузок. Эти более высокие напряжения в первых витках резьбы могут вызвать раскалывание ниппеля и/или гнезда. В противоположность этому, когда вершины витка одной резьбы соприкасаются с клиновыми наклонными поверхностями витка другой резьбы, приблизительно равная доля нагрузки передается всеми витками резьбы. В случае ниппеля или электрода, снабженного не несущими нагрузку опорными витками резьбы согласно этому изобретению, вышеупомянутый модифицированный вид резьбы можно легче использовать в монотродном гнезде, потому что противодействующие силы обеспечивают то, что надлежащий контакт между стандартными витками резьбы и клиновыми наклонными поверхностями сохраняется во время транспортировки и т.п. перед введением монотродного электрода в другой электрод с образованием электродной колонны.
Теперь изобретение будет описано подробно со ссылкой на предпочтительные варианты его осуществления и чертежи. Все признаки, описанные и/или показанные на чертежах, составляют предмет изобретения, независимо от их включения в формулу изобретения или сочетания в ней.
Краткое описание чертежей
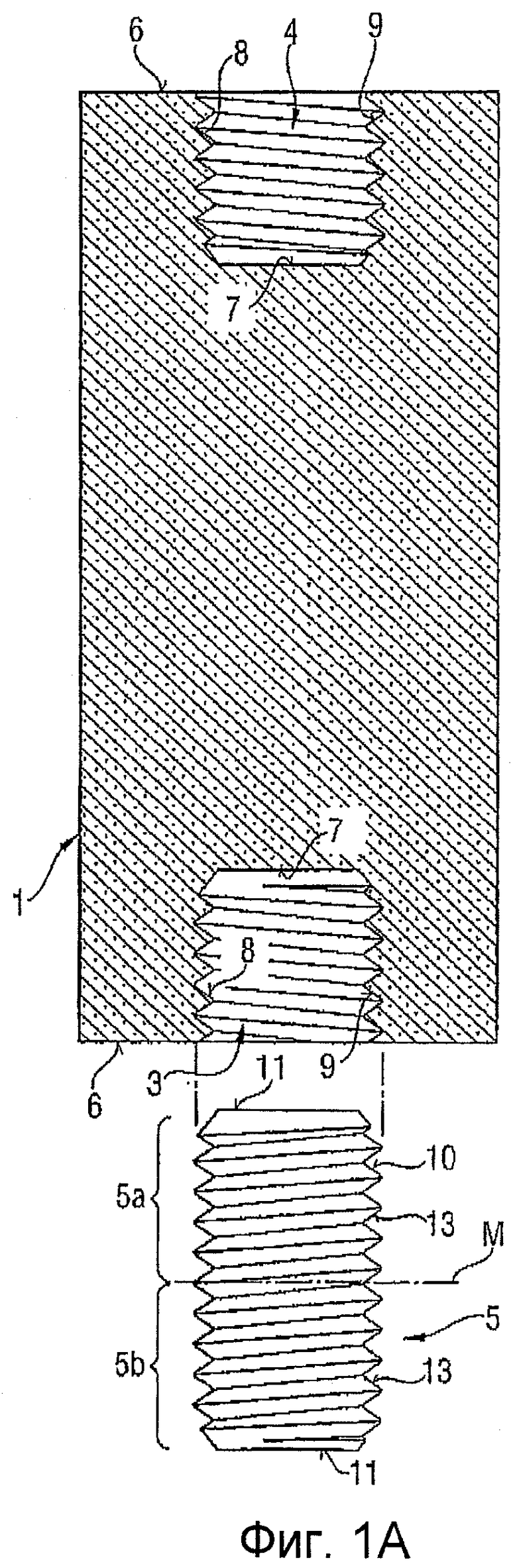
Фиг.1А/В показывает ниппель и продольный разрез электрода перед монотродированием (соединением),
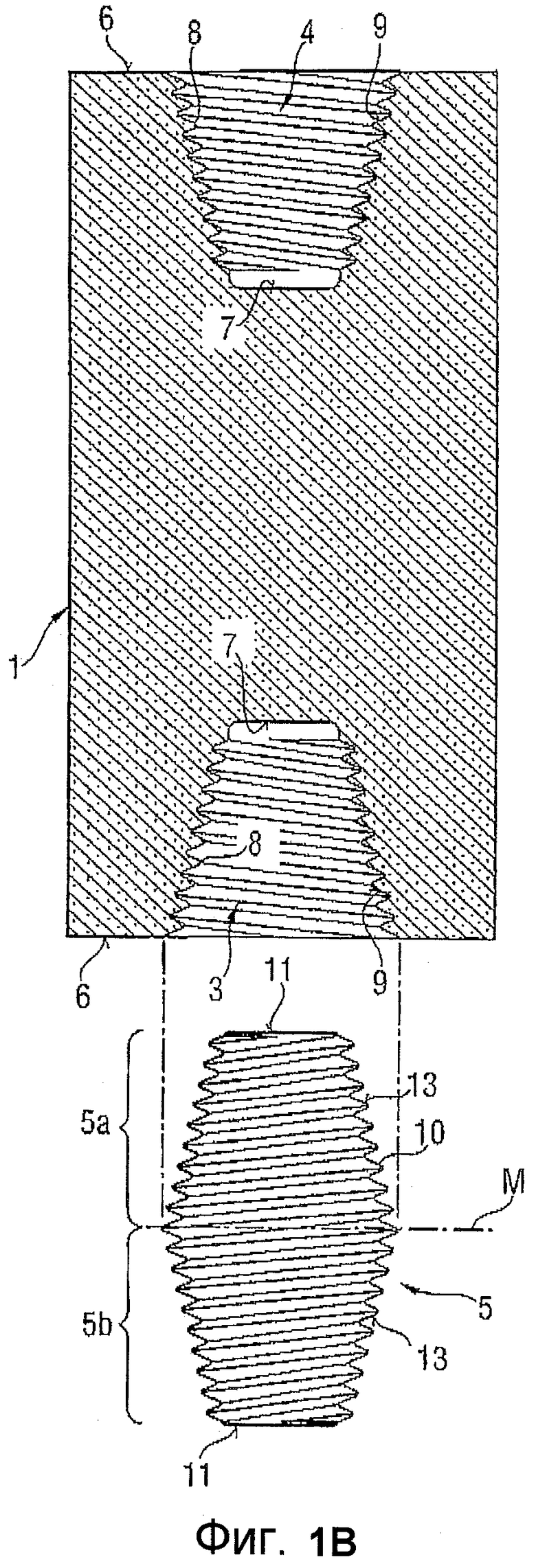
фиг.2А/В показывает продольный разрез двух известных из уровня техники электродов, соединенных известным из уровня техники ниппелем, и подробный вид места соединения,
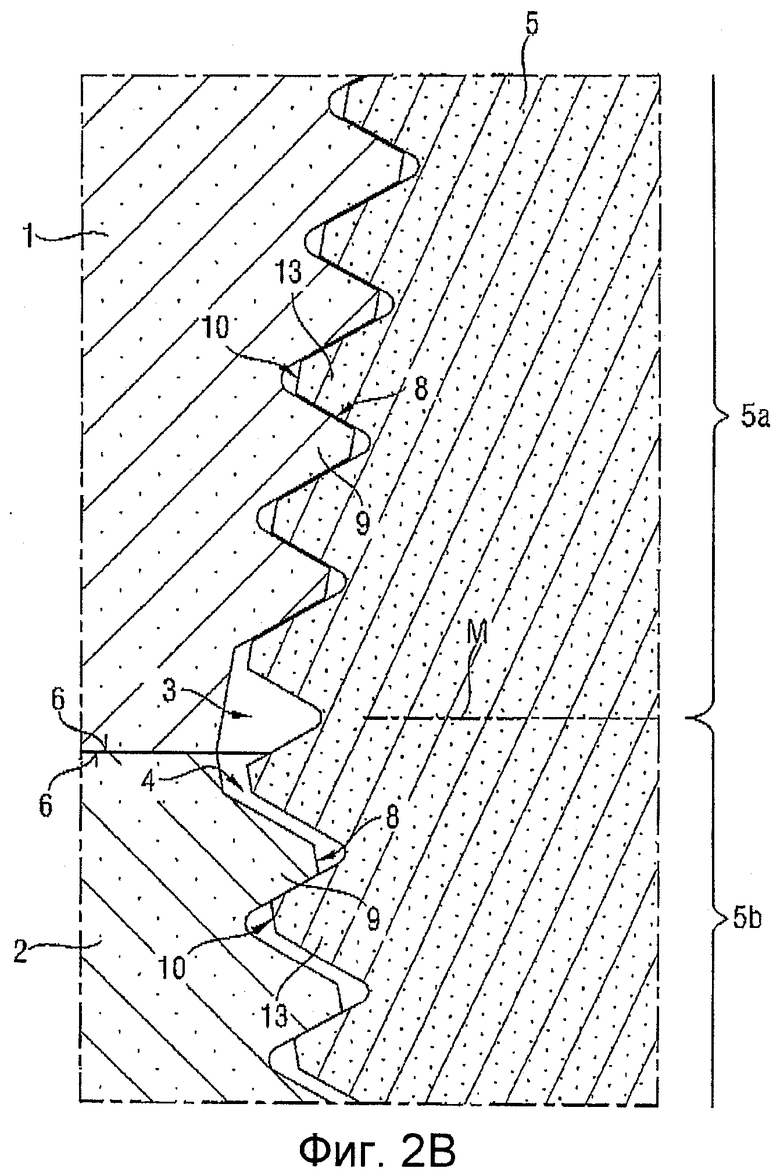
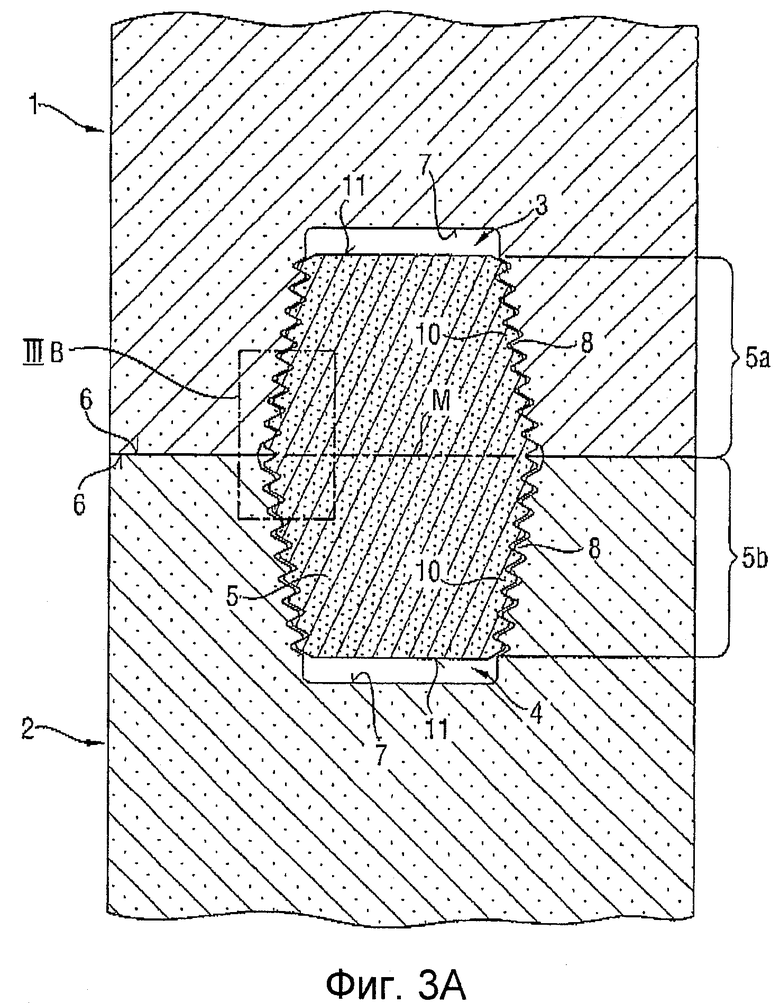
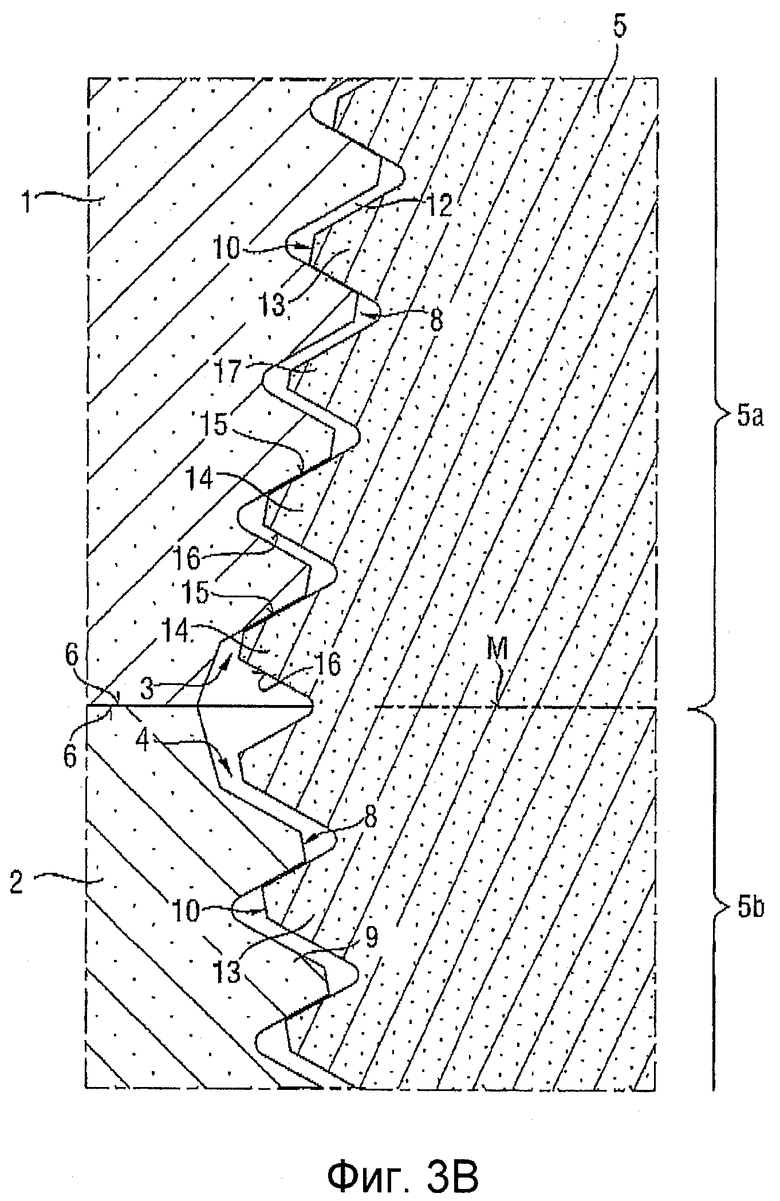
фиг.3А/В показывает продольный разрез двух известных из уровня техники электродов, соединенных ниппелем согласно изобретению, и подробный вид места соединения,
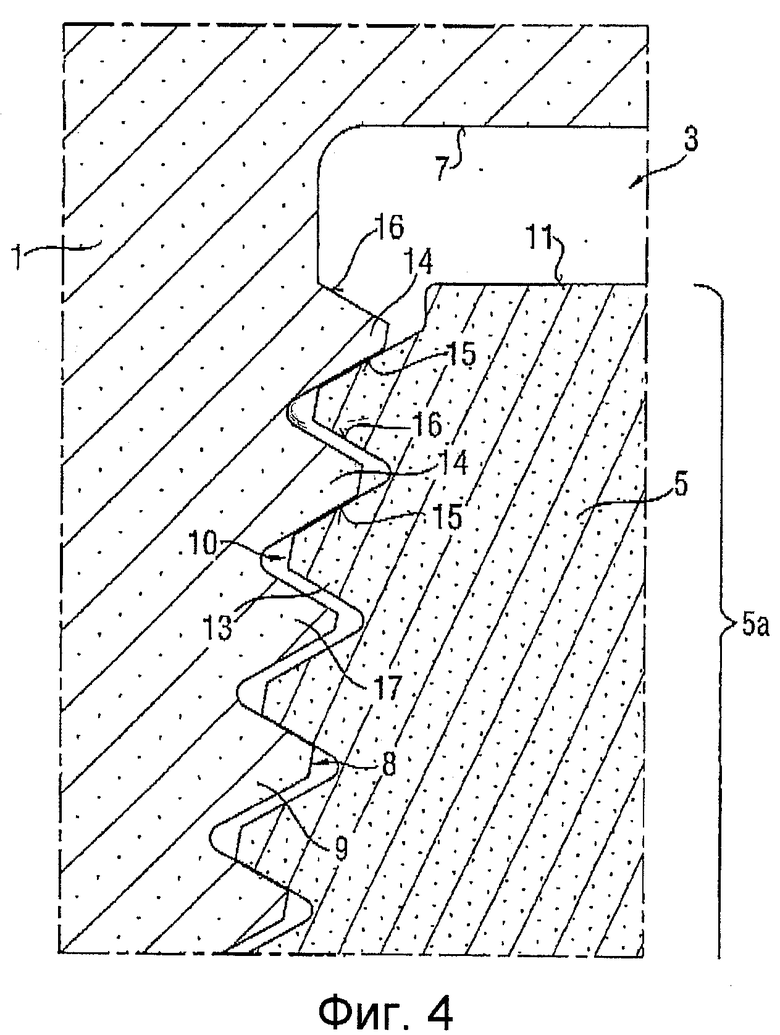
фиг.4 показывает подробный продольный разрез гнезда электрода согласно изобретению, монотродированного известным из уровня техники ниппелем,
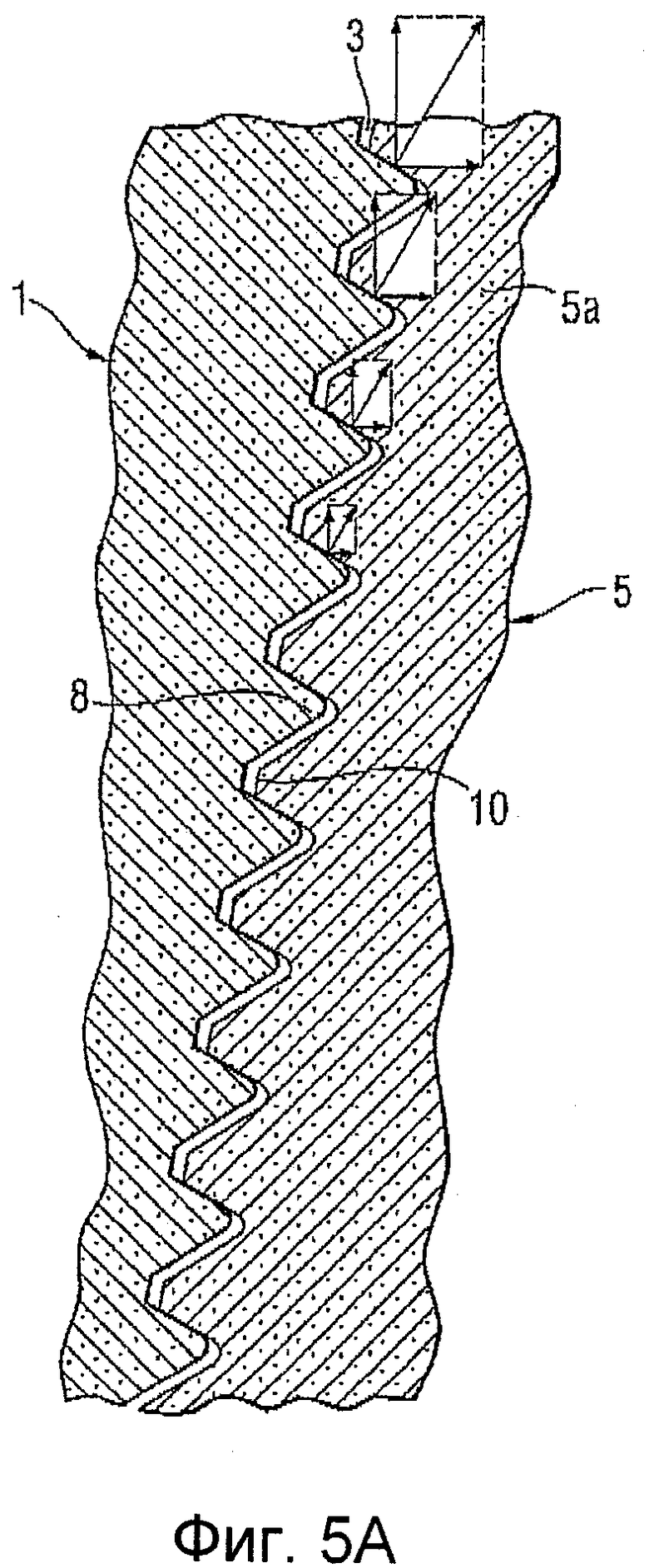
фиг.5А/В показывает подробный продольный разрез двух разных резьбовых соединений между электродом и ниппелем. На фиг.5А векторы нагрузки вычерчены на боковых сторонах профиля витков резьбы, в то время как на фиг.5В эти векторы нагрузки приложены к клиновым наклонным поверхностям во впадинах витков резьбы,
фиг.6 показывает подробный продольный разрез гнезда известного из уровня техники электрода, монотродированного ниппелем согласно одному варианту осуществления изобретения.
Подробное описание предпочтительных вариантов осуществления
На чертежах схематически изображены электроды 1, 2, каждый из которых имеет два гнезда 3 и 4. Электроды 1, 2 соосно скрепляют соединительным ниппелем 5, ввинчиваемым в гнезда 3, 4. Электроды 1, 2 и соединительный ниппель 5 изготовлены из углеродного материала, предпочтительно графита.
На фиг.1А и фиг.1B приведены общие виды вариантов выполнения электрода 1 и соединительного ниппеля 5 перед монотродированием.
Соосно расположенные гнезда 3, 4 электрода 1 заглублены в оба торца 6 электрода. Каждое гнездо 3, 4 имеет дно 7 гнезда и снабжено внутренней резьбой 8, имеющей (обычные) витки 9 резьбы. Соединительный ниппель 5 имеет наружную резьбу 10 и обладает плоскими торцами 11 с каждой стороны.
Показанное на фигурах (нижнее) гнездо 3 называется также «монотродным гнездом».
Соединительный ниппель 5 выполнен в виде двух концов 5а и 5b с противоположно нарезанной наружной резьбой, которые могут иметь цилиндрическую (фиг.1А) или коническую (фиг.1B) наружные резьбы 10. Соответственно, гнезда 3, 4 имеют цилиндрическую (фиг.1А) или коническую (фиг.1B) внутренние резьбы 8. Показанный на фигурах (верхний) конец 5a ниппеля также называется «монотродным концом ниппеля».
Два конца 5a, b ниппеля встречаются в средней плоскости М ниппеля, независимо от возможно разного размера этих двух концов 5а, b ниппеля, т.е. средняя плоскость М резьбового ниппеля 5 необязательно является геометрическим центром относительно общей длины или структуры ниппеля 5.
На фиг.2А показано соединение в известной из уровня техники электродной колонне, состоящей из электродов 1, 2, соединенных вместе ниппелем 5. Соединительный ниппель 5 представляет собой стандартный соединительный ниппель, имеющий две конические концевые части 5а, 5b и среднюю плоскость М, лежащую между двумя этими концевыми частями. На каждой из двух концевых частей 5а, 5b имеется наружная коническая резьба, которая находится в зацеплении с внутренней резьбой гнезд 3, 4. Электрод 1 был первоначально монотродирован с (известным из уровня техники) ниппелем 5 посредством плотного ввинчивания ниппеля 5 его резьбовым концом 5а в гнездо 3 для транспортировки. Как показано на фиг.2В, оба конца 5а, b ниппеля снабжены исключительно стандартными (обычными) витками 13 резьбы. Поверхности резьбы 10 ниппеля на его резьбовом конце 5а и резьбы 8 монотродного гнезда 3 находятся в полном контакте, так что разное тепловое расширение ниппеля 5 и гнезда 3 приводит к трещинам и другим вышеупомянутым проблемам. Кроме того, смещена средняя плоскость М ниппеля и уменьшен выступ ниппеля по калибру относительно торца 6 монотродного гнезда 3.
На фиг.3А показано соединение в электродной колонне согласно этому изобретению, состоящей из известных из уровня техники электродов 1, 2, соединенных вместе ниппелем 5 согласно этому изобретению. Соединительный ниппель 5 представляет собой стандартный соединительный ниппель в отношении его геометрической конфигурации, имеющий две конические концевые части 5а, 5b и среднюю плоскость М, лежащую между двумя этими концевыми частями. На каждой из двух концевых частей 5а, 5b имеется наружная коническая резьба 10, которая находится в зацеплении с внутренней резьбой 8 гнезд 3, 4. Гнездо 3 электрода 1 было первоначально монотродировано плотным ввинчиванием в него ниппеля 5 его резьбовым концом 5а. Как показано на фиг.3В, наружная резьба 10 нижнего конца 5b ниппеля имеет исключительно стандартные (обычные) витки 13 резьбы, в то время как верхний (монотродный) конец 5а ниппеля дополнительно снабжен не несущими нагрузку опорными витками 14 резьбы, примыкающими к средней плоскости М ниппеля и имеющими опорные поверхности 15, обращенные к торцу 11 ниппеля.
Согласно этому изобретению такие не несущие нагрузку опорные витки 14 ниппеля 5 предусмотрены на обоих концах 5а, b ниппеля на участке резьбы, примыкающем к средней плоскости М ниппеля. Согласно предпочтительному варианту осуществления этого изобретения (фиг.3В) не несущие нагрузку опорные витки 14 резьбы ниппеля 5 предусмотрены только на одном конце 5а ниппеля. Этот конец 5а ниппеля является тем, который предназначен монотродировать электрод 1, 2.
Не несущие нагрузку опорные витки 14 резьбы составляют вплоть до 30% витков резьбы на конце 5a,b ниппеля, в зависимости от длины ниппеля 5 и диаметра электрода 1, 2.
Витки 14 резьбы профилированы и расположены относительно (обычных) витков 13 резьбы ниппеля 5 таким образом, что они обеспечивают не несущие нагрузку опорные поверхности 15, соприкасающиеся с витками 9 резьбы монотродного гнезда 3.
Этот не несущий нагрузку контакт опорных витков 14 резьбы ниппеля 5 по изобретению с соответствующей (обычной) резьбой 8 сопрягаемого электрода 1 совпадает с зацеплением стандартных витков 13 резьбы ниппеля 5 по изобретению с витками 9 резьбы сопрягаемого электрода 1, в итоге несущими нагрузку электродной колонны.
Таким образом, обеспечены зазоры 12 между внутренней резьбой 8 монотродного гнезда 3 и наружной резьбой 10 ниппеля 5 для того, чтобы сделать возможными разные тепловые расширения ниппеля 5 и монотродного гнезда 3.
Не несущие нагрузку опорные витки 14 резьбы могут иметь такую же самую форму, что и (обычные) витки 13 резьбы, для упрощения операций обработки резанием. В объем этого изобретения входят другие формы витков 14 резьбы, включая неплоские опорные поверхности 14. Однако важное значение имеет то, что неопорные поверхности 16 витков 14 резьбы не находятся в контакте с резьбой 8 сопрягаемого электрода для обеспечения зазора 12.
Предпочтительный вариант осуществления этого изобретения заключается в том, что за не несущими нагрузку опорными витками 14 резьбы следует один единственный виток 17 резьбы, не имеющий никакого контакта с витками внутренней резьбы 8 монотродного гнезда 3. Этот неконтактный виток 17 резьбы действует в качестве буферной зоны между не несущими нагрузку опорными витками 14 резьбы и (обычными) витками 13 резьбы для того, чтобы предотвращать термомеханические напряжения. Для упрощения обработки резанием неконтактный виток 17 резьбы может иметь форму, сходную с витками 13 или 14 резьбы, но несколько уменьшенную в размере. Он также может быть полностью срезан при обработке резанием, т.е. с оставлением свободного пространства вместо боковой стороны витка.
Как показано на фиг.3А, месторасположение средней плоскости М ниппеля совпадает согласно этому изобретению с плоскостью плоского торца 6 (монотродного) электрода 1 и, в конце концов, с плоским торцом 6 присоединенного (немонотродного) электрода 2. Таким образом, выступ ниппеля по калибру является правильным, и обеспечен зазор 11 резьбового соединения между внутренней резьбой 8 (немонотродного) гнезда 4 электрода 2 и наружной резьбой 10 конца 5b ниппеля 5 для того, чтобы сделать возможным тепловое расширение ниппеля 5 внутри гнезда 4 электрода 2, не вызывая дополнительных термомеханических напряжений в ниппеле или гнезде.
На фиг.4 показано гнездо 3 электрода 1 согласно изобретению, монотродированное с (обычным) ниппелем 5. Наружная резьба 10 обоих концов 5a, b ниппеля имеет исключительно стандартные (обычные) витки 13 резьбы. Монотродное гнездо 3 имеет стандартные (обычные) витки 9 резьбы и дополнительно снабжено не несущими нагрузку опорными витками 14 резьбы, примыкающими к дну 7 гнезда и имеющими опорные поверхности 15, обращенные к торцу 6 электрода.
Согласно этому изобретению не несущие нагрузку опорные витки 14 резьбы электрода 1, 2 предусмотрены в обоих гнездах 3, 4 на участке резьбы, примыкающем к дну 7 гнезда. Согласно предпочтительному варианту осуществления этого изобретения не несущие нагрузку опорные витки резьбы электрода 1, 2 предусмотрены только в одном гнезде 3. Это гнездо 3 является тем, которое предназначено быть монотродированным (обычным) ниппелем 5.
Не несущие нагрузку опорные витки 14 резьбы составляют вплоть до 30% витков резьбы гнезда 3, 4, в зависимости от длины ниппеля 5 и диаметра электрода 1, 2.
Как дополнительно показано на фиг.4, не несущий нагрузку контакт опорных витков 14 резьбы электрода 1 по изобретению с соответствующей (обычной) резьбой 9 сопрягаемого электрода 1 совпадает с зацеплением стандартных витков 13 резьбы ниппеля 5 с (обычными) витками 10 резьбы электрода 1, в итоге несущими нагрузку электродной колонны.
Кроме того, резьба 9 электрода 1 снабжена неконтактным витком 17 резьбы, действующим в качестве буферной зоны между не несущими нагрузку опорными витками 14 резьбы и (обычными) витками 10 резьбы для предотвращения термомеханических напряжений.
Фиг.5А, В иллюстрируют улучшенную передачу механических нагрузок посредством сравнения традиционного резьбового соединения (фиг.5А) с резьбовым соединением между электродом 1 и ниппелем 5 согласно патентной заявке ЕР 1528840 A1 (фиг.5В). В частности, векторы нагрузки, вычерченные на боковых сторонах профиля витков 13 резьбы ниппеля, поясняют эти различия.
Резьбы 8, 10 электродов 1, 2 и ниппеля 5 имеют витки 9, 13 c по существу равномерным шагом, впадиной резьбы, вершиной 19 резьбы и по существу V-образным профилем резьбы. В традиционном резьбовом соединении, см. фиг.5А, верхний виток 13 резьбы имеет наибольший вектор нагрузки на свою боковую сторону. Виток 13 резьбы, расположенный непосредственно под ним, подвергается меньшему вектору нагрузки, виток 13 резьбы под ним имеет еще меньшую нагрузку и так далее. Нижние витки 13 резьбы едва участвуют в передаче нагрузок от электрода 1 к ниппелю 5.
Согласно патентной заявке ЕР 1528840 A1 одна из резьб 8, 10 образована с клиновыми наклонными поверхностями 18 во впадине витков 9, 13, и вершины 19 сопрягаемых витков 9, 13 резьбы соприкасаются с упомянутыми клиновыми наклонными поверхностями 18 (прилегают к ним), когда ниппель 5 ввинчен в гнездо 3, 4. В резьбовом соединении между электродом 1 и ниппелем 5 согласно патентной заявке ЕР 1528840 A1, см. фиг.5В, векторы нагрузки, вычерченные на клиновых наклонных поверхностях 18 во впадинах витков 13 резьбы, имеют практически одинаковый размер для всех клиновых наклонных поверхностей 18. Это означает, что на каждой поверхности контакта передается приблизительно одинаковая доля нагрузки от вершины 19 витка 9 резьбы электрода 1 к клиновой наклонной поверхности 18 во впадине витка 13 резьбы ниппеля 5.
На фиг.6 показано гнездо 3 обычного электрода 1, монотродированного с ниппелем 5, имеющим резьбу 10, образованную согласно патентной заявке ЕР 1528840 A1 с клиновыми наклонными поверхностями 18 во впадинах витков 13, где вершины 19 сопрягаемых витков 9 резьбы электрода соприкасаются с упомянутыми клиновыми наклонными поверхностями 18 (прилегают к ним), когда ниппель 5 ввинчен в гнездо 3. Согласно этому изобретению резьба 10 дополнительно содержит не несущие нагрузку опорные витки 14 резьбы и, предпочтительно, неконтактный виток 17 резьбы. Следовательно, показано, что это изобретение может быть также применено к новым конструкциям резьб без ограничения традиционными резьбами.
Перечень позиций на фигурах
1 - (верхний) электрод
2 - (нижний) электрод
3 - (монотродное) гнездо
4 - (немонотродное) гнездо
5 - соединительный ниппель
5а - (монотродный) конец ниппеля 5
5b - торчащий конец ниппеля 5
6 - торец электрода
7 - дно гнезда
8 - внутренняя резьба (гнезда)
9 - (обычные) витки резьбы гнезда
10 - наружная резьба (ниппеля)
11 - торец ниппеля
12 - зазор в резьбовом соединении
13 - (обычные) витки резьбы ниппеля 5
14 - опорные витки резьбы ниппеля 5
15 - опорная поверхность витка 13 резьбы
16 - неопорная поверхность витка 13 резьбы
17 - неконтактный виток резьбы
18 - клиновая наклонная поверхность
19 - вершина витков резьбы
М - средняя плоскость ниппеля.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ С РЕЗЬБОВЫМ СОЕДИНЕНИЕМ ДЛЯ УГОЛЬНЫХ И/ИЛИ ГРАФИТОВЫХ ЭЛЕКТРОДНЫХ КОЛОНОК | 2004 |
|
RU2302710C2 |
| НИППЕЛЬ ДЛЯ СОЕДИНЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2226752C1 |
| ЭЛЕКТРОД ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1993 |
|
RU2035127C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ С ВИДОИЗМЕНЕННЫМИ РАБОЧИМИ СТОРОНАМИ ПРОФИЛЯ РЕЗЬБЫ | 2007 |
|
RU2443931C2 |
| СОЕДИНЕНИЕ ЭЛЕКТРОДОВ С ПОКРЫТИЕМ НА КОНТАКТНЫХ ПОВЕРХНОСТЯХ | 2003 |
|
RU2335099C2 |
| ТОРЦЕВОЕ УПЛОТНЕНИЕ ДЛЯ ГРАФИТОВЫХ ЭЛЕКТРОДОВ | 2004 |
|
RU2366118C2 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО УДЛИНЕНИЯ ЭЛЕКТРОДА ЭЛЕКТРОДУГОВОЙ ПЕЧИ, ЭЛЕКТРОД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ПОДГОТОВКИ ЭЛЕКТРОДА | 2001 |
|
RU2226751C2 |
| Способ восстановления электродов и устройство для контроля качества резьбы элементов электродов | 1992 |
|
SU1838071A3 |
| ВХОДЯЩЕЕ-ОХВАТЫВАЮЩЕЕ СОЕДИНЕНИЕ ЭЛЕКТРОДА | 2005 |
|
RU2369047C2 |



Изобретение относится к угольным электродам, имеющим, по меньшей мере, одно гнездо с внутренней резьбой, сопрягаемое с резьбовым ниппелем, имеющим, по меньшей мере, одну наружную резьбу. Упомянутая внутренняя или наружная резьба снабжена не несущими нагрузку опорными витками резьбы. Кроме того, изобретение относится к электродному узлу с резьбовым соединением, содержащему электрод и ниппель. Изобретение позволяет повысить надежность соединения. 5 н. и 14 з.п. ф-лы, 6 ил.
1. Резьбовой электрод (1, 2) с двумя торцами (6) электрода и двумя гнездами (3, 4) с дном (7) гнезда и внутренними резьбами (8), причем упомянутый электрод (1, 2) имеет центральную ось, проходящую вдоль его длины, при этом упомянутая внутренняя резьба (8) снабжена не несущими нагрузку опорными витками (14) резьбы, имеющими опорные поверхности (15), обращенные к торцам (6) электрода.
2. Электрод (1, 2) по п.1, в котором внутренняя резьба (8) только одного из двух гнезд (3, 4) снабжена не несущими нагрузку опорными витками (14) резьбы.
3. Электрод (1, 2) по п.1 или 2, в котором вплоть до 30% витков внутренней резьбы (8) являются не несущими нагрузку опорными витками (14) резьбы.
4. Электрод (1, 2) по п.1, в котором не несущие нагрузку опорные витки (14) резьбы предусмотрены на участке резьбы (8), примыкающем к дну (7) гнезда.
5. Резьбовой ниппель (5), в частности, для соединения угольных электродов (1, 2), имеющих два гнезда (3, 4) с внутренней резьбой (8), причем упомянутый ниппель (5) имеет центральную ось, проходящую вдоль его длины, два торца (11), две концевые части (5а, 5b), среднюю плоскость (М), лежащую между упомянутыми двумя концевыми частями (5а, 5b), и, по меньшей мере, одну наружную резьбу (10), при этом упомянутая наружная резьба (10) снабжена не несущими нагрузку опорными витками (14) резьбы, имеющими опорные поверхности (15), обращенные к торцам (11) ниппеля.
6. Ниппель (5) по п.5, в котором наружная резьба (10) только одной из двух концевых частей (5а, 5b) снабжена не несущими нагрузку опорными витками (14) резьбы.
7. Ниппель (5) по п.5 или 6, в котором вплоть до 30% витков наружной резьбы (10) являются не несущими нагрузку опорными витками (14) резьбы.
8. Ниппель (5) по п.5, в котором не несущие нагрузку опорные витки (14) резьбы предусмотрены на участке резьбы (10), примыкающем к средней плоскости (М) ниппеля.
9. Электрод (1, 2) по п.1, в котором за не несущими нагрузку опорными витками (14) резьбы следует один неконтактный виток (17) резьбы.
10. Электрод (1, 2) по п.1, в котором витки (9, 13) резьб (8, 10) имеют, по существу, равномерный шаг, впадину, вершину (19) и, по существу, V-образный профиль и при этом, по меньшей мере, одна из упомянутых внутренней и наружной резьб (8, 10) образована с клиновой наклонной поверхностью (18) в упомянутой впадине, а упомянутые вершины (19) по меньшей мере другой из упомянутых внутренней и наружной резьб (8, 10) соприкасаются с упомянутыми клиновыми наклонными поверхностями (18), когда упомянутые ниппель (5) или электрод (1, 2) ввинчены друг в друга.
11. Электрод (1, 2) по п.1, при этом упомянутые электрод (1, 2) или ниппель (5) выполнены из угля или графита.
12. Электрод (1, 2) по п.1, в котором внутренние резьбы (8) и наружные резьбы (10) имеют коническую форму.
13. Ниппель (5) по п.5, в котором за не несущими нагрузку опорными витками (14) резьбы следует один неконтактный виток (17) резьбы.
14. Ниппель (5) по п.5, в котором витки (9, 13) резьб (8, 10) имеют, по существу, равномерный шаг, впадину, вершину (19) и, по существу, V-образный профиль и при этом, по меньшей мере, одна из упомянутых внутренней и наружной резьб (8, 10) образована с клиновой наклонной поверхностью (18) в упомянутой впадине, а упомянутые вершины (19), по меньшей мере, другой из упомянутых внутренней и наружной резьб (8, 10) соприкасаются с упомянутыми клиновыми наклонными поверхностями (18), когда упомянутые ниппель (5) или электрод (1, 2) ввинчены друг в друга.
15. Ниппель (5) по п.5, в котором упомянутые электрод (1, 2) или ниппель (5) выполнены из угля или графита.
16. Ниппель (5) по п.5, в котором внутренние резьбы (8) и наружные резьбы (10) имеют коническую форму.
17. Предварительно собранный комплект электрода (1, 2) по одному из пп.1-4, 9-12, в котором электрод (1, 2) монотродирован ниппелем (5) в гнезде (3, 4), снабженном не несущими нагрузку опорными витками (14) резьбы, и в котором средняя плоскость (М) ниппеля выставлена вровень с торцом (6) электрода в упомянутом гнезде (3, 4).
18. Предварительно собранный комплект ниппеля (5) по одному из пп.5-8, 13-16, в котором одно из гнезд (3, 4) электрода (1, 2) монотродировано с концом (5а, 5b) ниппеля, снабженным не несущими нагрузку опорными витками (14) резьбы, и в котором средняя плоскость (М) ниппеля выставлена вровень с торцом (6) электрода в упомянутом гнезде (3, 4).
19. Электродный узел, содержащий предварительно собранные комплекты по п.17 или 18 ниппеля (5) и электрода (1, 2).
| GB 1070808 A, 01.06.1967 | |||
| УЗЕЛ С РЕЗЬБОВЫМ СОЕДИНЕНИЕМ ДЛЯ УГОЛЬНЫХ И/ИЛИ ГРАФИТОВЫХ ЭЛЕКТРОДНЫХ КОЛОНОК | 2004 |
|
RU2302710C2 |
| US 4159184 A, 26.06.1979 | |||
| US 3540764 А, 17.11.1970 | |||
| US 4152533 А, 01.05.1979. | |||

