Данная заявка основана на американской патентной заявке №11/614,655 от 21.12.2006, содержание которой полностью включено в данное описание посредством ссылки.
Область техники
Рассматриваемые далее варианты изобретения относятся к трубным резьбам. Более конкретно, они относятся к резьбовым соединениям, имеющим уменьшенный зазор между участками наружной и внутренней резьб.
Уровень техники
При бурении, завершении и подготовке скважины к эксплуатации часто используются различные соединения обсадных труб, короткие колонны закрепляющих труб, бурильных труб и утяжеленных бурильных труб (именуемых общим термином "трубные изделия"). Например, обсадные трубы могут быть введены в скважину с целью стабилизации пласта, его защиты от воздействия повышенных давлений в скважине (т.е. давлений, превышающих внутрипластовое давление) и для аналогичных целей. Обсадные трубы могут соединяться своими торцами посредством резьбовых, сварных и иных соединений, известных из уровня техники. Соединения могут быть сконструированы таким образом, чтобы обеспечить герметичный барьер между внутренним объемом соединяемых обсадных труб и кольцевым пространством, образующимся между наружными стенками соединяемых труб и стенками скважины. При этом герметизация может быть осуществлена посредством эластомерного (например, кольцевого) уплотнения, уплотнения металл-металл, формируемого в зоне соединения, или иных уплотнений, известных из уровня техники. В некоторых соединениях уплотнения образуются между витками внутренней резьбы и наружной резьбы. Данный вид уплотнений именуется "резьбовым уплотнением". В контексте изобретения данный термин означает, что уплотнение формируется между, по меньшей мере, частью внутренней резьбы на охватывающем компоненте и частью наружной резьбы на охватываемом компоненте.
Следует учитывать, что некоторые термины, присутствующие в данном описании, используются применительно к стандартному варианту резьбовых соединений, расположенных в вертикальном положении по центральной оси трубных компонентов, который реализуется, например, при сборке колонны труб, опускаемой в ствол скважины. Так, термин "опорная сторона" ("load flank") обозначает боковую поверхность витка резьбы, которая обращена от наружного конца соответствующего охватываемого или охватывающего компонента, снабженного резьбой, и несет нагрузку (например, на растяжение), обусловленную весом нижнего трубного компонента, опущенного в ствол скважины. Термин "закладная сторона" ("stab flank") обозначает боковую поверхность витка резьбы, которая обращена к наружному концу соответствующего охватываемого или охватывающего компонента, снабженного резьбой, и испытывает усилия, прижимающие элементы соединения друг к другу, например вес верхнего трубного компонента на начальной стадии формирования соединения или усилие, прикладываемое для того, чтобы прижать нижний трубный компонент к дну скважины (т.е. усилие сжатия). Термин "охватывающий торец" ("face") обозначает торец охватывающего компонента, обращенный от резьбы на этом компоненте, а термин "охватываемый торец" ("nose") обозначает торец охватываемого компонента, обращенный от резьбового соединения. При формировании соединения охватываемый торец проводится за охватывающий торец внутрь охватывающего компонента.
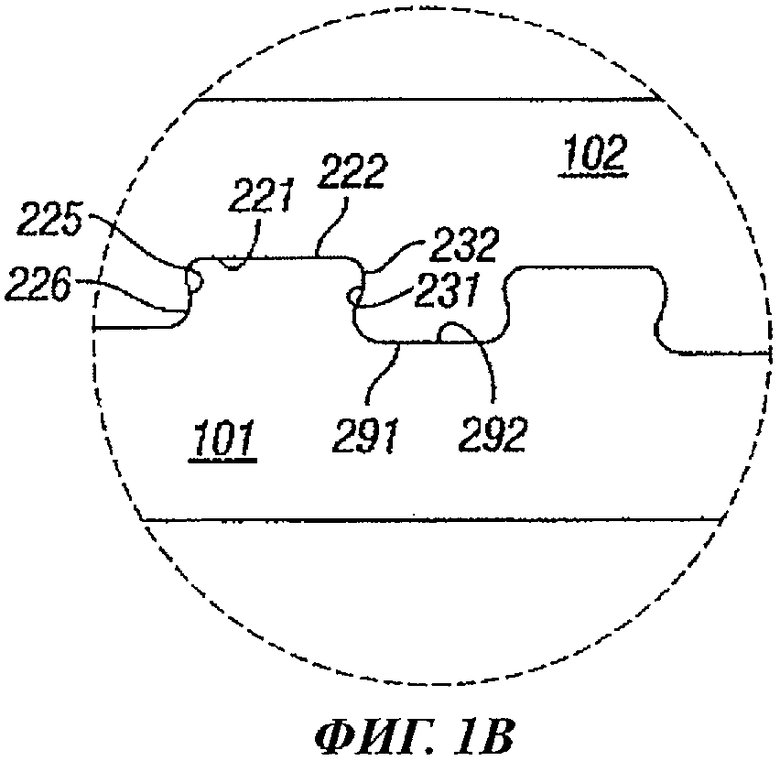
Одним из видов резьбы, часто используемым для получения герметичного резьбового соединения, является клиновая резьба. На фиг.1 показано соединение, использующее клиновую резьбу. Клиновые резьбы характеризуются использованием витков, увеличивающихся по ширине. Другими словами, расстояния между опорными сторонами 225, 226 и закладными сторонами 232, 231 витков резьбы на охватываемом компоненте 101 и охватывающем компоненте 102 соответственно увеличиваются в противоположных направлениях. Клиновые резьбы подробно описаны в патентах США №№ RE 30647, RE 34467, 4703954 и 5454605, которые были выданы заявителю настоящего изобретения и содержание которых включено в данное описание посредством ссылки. Вершины 222 витка наружной резьбы на охватываемом компоненте 101 становятся более узкими в направлении его дистального конца, тогда как соответствующие вершины 291 витков внутренней резьбы расширяются. Другими словами, вершины 222 и 291 витков резьбы соответственно на охватываемом и охватывающем компонентах расширяются и сужаются в направлении справа налево вдоль продольной оси 105.
Как правило, в случае использования резьб с широкими вершинами и впадинами трудно реализовать резьбовые уплотнения, однако для некоторых профилей применительно к клиновым резьбам такая реализация возможна. При осуществлении настоящего изобретения могут быть использованы резьбы различного профиля. Одним из них является, например, профиль с использованием элементов "ласточкина хвоста", описанный в патенте США №5360239, содержание которого включено в данное описание посредством ссылки. Другой профиль имеет опорную или закладную сторону в виде многогранника, как это описано в патенте США №6722706, содержание которого включено в данное описание посредством ссылки. Открытый профиль, по существу, прямоугольной формы описан в патенте США №6578880. Каждый из названных профилей соответствует варианту резьбы, которая может быть использована в вариантах изобретения на основе клиновых или свободных резьб. При этом специалистам в данной области должно быть понятно, что изобретение не ограничивается конкретными вариантами резьбовых профилей.
Для клиновых резьб резьбовое уплотнение обеспечивается за счет контактного давления, обусловленного перекрытием, по меньшей мере, на части соединения между опорными сторонами 226, 225 охватываемого и охватывающего компонентов соответственно и между их закладными сторонами 232, 231. Данное перекрытие имеет место в сформированном (собранном) соединении. Примыкание или перекрытие между впадинами 292, 221 и вершинами 222, 291 завершает резьбовое уплотнение, когда оно имеет место, по меньшей мере, на части соединения, соответствующей перекрытию боковых сторон витков. Давление, выдерживаемое уплотнением, может быть повышено за счет увеличения перекрытия между впадинами и вершинами ("перекрытия впадин/вершин") и между боковыми сторонами на охватываемом и охватывающем компонентах 101, 102. Подобное соединение содержит также уплотнение металл-металл, которое обеспечивается контактом между соответствующими уплотняющими поверхностями 103, 104, расположенными соответственно на охватываемом и охватывающем компонентах 101, 102.
Особенность клиновых резьб, которые обычно используются в соединениях, не содержащих заплечика (упора) для фиксации положения по крутящему моменту, состоит в том, что соединение является "пространственно неопределенным", так что взаимные положения охватываемого и охватывающего компонентов при том же интервале крутящего момента варьируют в собранном соединении в большей степени, чем в соединениях, снабженных указанным заплечиком. В контексте изобретения термин "собранное соединение" означает, что оба компонента свинчены друг с другом. "Требуемое соединение" соответствует свинчиванию охватываемого и охватывающего компонентов с заданным крутящим моментом или достижению заданного относительного положения этих компонентов (в осевом или в окружном направлении). Для клиновых резьб, рассчитанных как на перекрытие по боковым сторонам, так и на перекрытие впадин/вершин в требуемом соединении, оба вида перекрытий увеличиваются в процессе формирования соединения (т.е. увеличение крутящего момента увеличивает перекрытие по боковым сторонам и перекрытие впадин/вершин). Для клиновых резьб, рассчитанных на зазоры между впадинами и вершинами, этот зазор уменьшается по мере формирования соединения. Независимо от конструкции клиновой резьбы, при формировании соединения соответствующие боковые стороны, а также впадины и вершины витков соединяемых компонентов сближаются (т.е. происходит уменьшение зазора или увеличение перекрытия). Пространственно неопределенное соединение позволяет увеличивать перекрытие по боковым сторонам и перекрытие впадин/вершин путем увеличения крутящего момента в процессе формирования соединения. Благодаря этому клиновая резьба способна обеспечить резьбовое уплотнение, выдерживающее большие давления газа и/или жидкости, за счет создания большего перекрытия по боковым сторонам и/или перекрытия впадин/вершин или за счет увеличения крутящего момента в соединении. Однако при этом в процессе сборки увеличиваются и напряжения, которые могут привести к поломке в процессе эксплуатации.
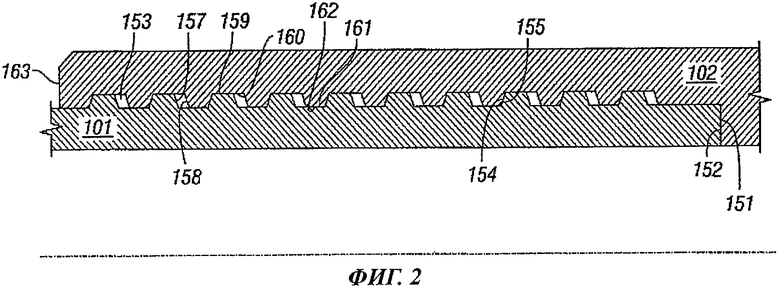
Свободные резьбы, используемые обычно в соединениях трубных изделий, применяемых в нефтедобыче, не образуют резьбовых уплотнений при формировании соединения. На фиг.2 представлено известное соединение со свободными резьбами. У представленных резьб имеются опорные стороны 154, 155, закладные стороны 157, 158, вершины 159, 162 и впадины 160, 161. Как это типично для соединения с подобными резьбами, в нем имеется опорная пара для фиксации положения компонентов по крутящему моменту, образуемая в результате контакта поверхностей 151 и 152, имеющихся на охватываемом и охватывающем компонентах 101, 102 соответственно. Опорная пара, показанная на фиг.2, обычно именуется "упором на охватываемом компоненте" ("pin nose shoulder"). В других соединениях данный упор может быть образован упорной поверхностью 163 на охватывающем компоненте, взаимодействующей с выступом, или заплечиком (не изображен) на охватываемом компоненте 101. Опорная пара также обеспечивает герметичность. В отличие от клиновых резьб, в которых соединение формируется с взаимным заклиниванием витков на соединяемых компонентах, свободные резьбы нуждаются в опорной паре для фиксации положения, чтобы приложить требуемую нагрузку к соединению при сборке. Чтобы сформировать соединение по фиг.2, охватываемый и охватывающий компоненты 101, 102 свинчивают друг с другом до тех пор, пока поверхности 151 и 152 не упрутся одна в другую. В этот момент опорные стороны 154, 155 витков резьбы охватываемого и охватывающего компонентов также упираются одна в другую. Затем к компонентам прикладывают дополнительный крутящий момент, чтобы создать нагрузку на опорные поверхности 151 и 152 и на указанные опорные стороны 154 и 155, соответствующую заданному крутящему моменту в соединении.
Соединение по фиг.2 не обеспечивает создания резьбового уплотнения из-за наличия значительного зазора 153, имеющегося между закладными сторонами 157, 158 витков резьбы на охватываемом и охватывающем компонентах соответственно. Наличие зазора 153 обусловлено характером создания нагрузки в свободных резьбах при наличии указанной опорной пары. Приложение к соединению крутящего момента после фиксации положения опорной пары приводит к сжатию охватываемого компонента 101 при одновременном растяжении охватывающего компонента 102. Следует отметить, что в варианте использования выступа на охватываемом компоненте охватывающий компонент 102 сжимается, а охватываемый компонент 101 растягивается. Усилие, действующее между охватываемым и охватывающим компонентами 101, 102, прикладывается через опорные стороны 154, 155 витков. Закладные стороны 157, 158 витков не испытывают нагрузки при сборке. Это приводит к контактному давлению между опорными сторонами 154 и 155 и зазору между закладными сторонами 157, 158. Как было упомянуто выше, клиновая резьба (типа представленной на фиг.1) способна сформировать резьбовое уплотнение частично благодаря перекрытию между опорными сторонами 225, 226 и закладными сторонами 232, 231 витков. Данное перекрытие возникает в клиновых резьбах в конце процесса сборки соединения вследствие изменяющейся ширины витков на соединяемых компонентах. Если нужно получить аналогичное перекрытие между опорными сторонами 154, 155 и закладными сторонами 157, 158 витков на цилиндрической (а не конической) свободной резьбе, перекрытие имело бы место на протяжении всего процесса сборки соединения, поскольку витки резьбы на соединяемых компонентах имеют постоянную ширину. Кроме того, при наличии перекрытия впадин/вершин оно также будет иметь место, по существу, в течение всей сборки соединения. Это может привести к повреждению поверхности витков и к трудностям при формировании соединения.
Непостоянство ширины витка для клиновой резьбы возникает в результате того, что витки на опорных сторонах имеют шаги (leads), отличные от шагов витков на закладных сторонах. Шаг резьбы может измеряться в дюймах на оборот. Следует отметить, что такое измерение шага является обратным по отношению к часто используемой характеристике шага (обозначаемой термином "thread pitch"), соответствующей количеству витков на дюйм. График шагов известной клиновой резьбы представлен на фиг.3А. Для данной резьбы шаг 14 витков на опорной стороне (Load Lead) является постоянным по всей длине соединения и превышает шаг 12 витков на закладной стороне (Stab Lead), который также является постоянным. Номинальный шаг (Mid Lead) обозначен как 10. В данном описании "номинальный шаг" соответствует среднему значению указанных шагов 14 и 12. Ширина витка будет увеличиваться с каждым оборотом на разность шагов 14 и 12 витков на опорной и закладной сторонах соответственно. Эта разность иногда именуется "степенью клиновидности" ("wedge ratio"). Для свободной резьбы (не являющейся клиновой) значения указанных шагов 14 и 12 являются одинаковыми, благодаря чему свободная резьба имеет, по существу, постоянную ширину витков (т.е. нулевую степень клиновидности).
Обычная трубная резьба нарезается с постоянным шагом (включая шаг на опорной и закладной сторонах витков). Однако в процессе изготовления резьбы (обычно с использованием фрезы или резца) может иметь место непостоянство шага резьбы. Это непостоянство проявляется в периодической вариации шага резьбы, который становится то меньше, то больше заданного значения. Количественная характеристика этого явления, которое обычно именуется "гуляющей резьбой" ("thread drunkenness"), в основном определяется используемым инструментом. Данное явление может быть вызвано, в частности, биением или наличием мертвых ходов в приводе инструмента, формирующего резьбу. Другими влияющими факторами являются обрабатываемый материал, размеры обрабатываемой детали и положения датчиков электронной системы отслеживания координат инструмента. В типичных случаях отклонения шага резьбы от номинала составляют 0,00005-0,0005 дюйма и незаметны для глаза. Период колебаний шага соответствует в типичном случае, по меньшей мере, одному полному витку. Непостоянство шага резьбы, превышающее нормальный уровень, ощущается, как "дребезг" ("chatter"), причем оно может привести к повреждению соединения. Как правило, изготовители стремятся исключить любые отклонения шага от номинального значения, в частности, имеющие место в "гуляющей резьбе".
Из уровня техники известно преднамеренное создание вариаций шага резьбы в целях распределения нагрузки. Однако автору изобретения неизвестно использование таких вариаций для создания резьбового уплотнения в клиновой или в свободной резьбе. Один пример резьбы с изменяющимся шагом для распределения нагрузки описан в патенте США №4582348 (содержание указанного патента полностью включено в данное описание посредством ссылки). В этом патенте описано соединение на основе свободной резьбы, в котором резьба на каждом соединяемом компоненте разделена на три части с различными шагами (в данном патенте шаг резьбы характеризуется количеством витков на дюйм). На фиг.3В представлен соответствующий график шагов резьбы для охватывающего и охватываемого компонентов. Видно, что на одном конце соединения шаг 21 наружной резьбы больше, чем шаг 22 внутренней резьбы. На промежуточном участке 23 указанные шаги 21, 22 резьб, по существу, равны. На другом конце соединения шаг 22 внутренней резьбы больше, чем шаг 21 наружной резьбы. Согласно указанному патенту изменения указанных шагов 21, 22 являются резкими (т.е. в виде скачка). Варьирование шагов резьбы, описанное в данном патенте, служит для того, чтобы распределить нагрузку по большей части соединения и никак не связано с неспособностью свободных резьб к формированию резьбового уплотнения. Кроме того, здесь не рассматривается варьирование шагов внутренней и наружной резьб независимо друг от друга.
Другое соединение описано в патентной заявке США серийный №10/126,918, озаглавленной "Резьбовое соединение специально для трубопровода, упругорасширяющегося в радиальном направлении" и поданной заявителем настоящего изобретения. Данная заявка, содержание которой полностью включено в данное описание посредством ссылки, описывает соединения, внутренняя и/или наружная резьба которых имеет вариации шага на опорной и/или закладной сторонах витков. График, соответствующий резьбе по данному патентному документу, представлен на фиг.3С. Шаг 14 резьбы на опорной стороне витков варьирует в требуемой степени относительно шага 12 резьбы на закладной стороне витков, по меньшей мере, на одном участке резьбы на любом или на обоих соединяемых компонентах. Фиг.3С соответствует соединению с клиновой резьбой - это следует из разности между указанными шагами 14, 12. Шаги 14, 12 на опорной и закладной сторонах сближаются по линейному закону в направлении конца резьбы. В данном документе описаны и другие варианты, в которых указанные шаги 14, 12 изменяются по линейному закону относительно друг друга. Варьирование шагов резьбы обеспечивает требуемое распределение нагрузки по длине соединения.
Известные из уровня техники свободные резьбы, пригодные для труб, используемых в нефтедобыче, неспособны обеспечить резьбовые уплотнения, выдерживающие разности давлений, испытываемые трубами в условиях скважины. Клиновые резьбы позволяют получать резьбовые уплотнения, но не решают задачи газоплотной герметизации, которую труднее обеспечить, чем герметизацию жидкостей. Кроме того, представляются желательными любые усовершенствования резьбовых уплотнений. При этом продолжает ощущаться потребность в резьбовых уплотнениях для свободных резьб и в улучшенных резьбовых уплотнениях для клиновых резьб.
Раскрытие изобретения
В одном аспекте варианты изобретения относятся к резьбовому соединению, содержащему:
охватываемый компонент с наружной резьбой, имеющей вершины, впадины, опорные стороны и закладные стороны витков;
охватывающий компонент с внутренней резьбой, имеющей вершины, впадины, опорные стороны и закладные стороны витков, причем,
по меньшей мере, на одном элементе из вершины витка, опорной стороны и закладной стороны наружной резьбы и вершины витка, опорной стороны и закладной стороны внутренней резьбы сформировано, по меньшей мере, одно отклонение от исходного профиля, обеспечивающее, при приведении охватываемого и охватывающего компонентов в заданное взаимное положение при сборке, наличие уменьшенного зазора между наружной и внутренней резьбами в зоне, по меньшей мере, одного отклонения.
В другом аспекте варианты изобретения относятся к способу формирования резьбового уплотнения на резьбовом соединении, содержащем охватываемый и охватывающий компоненты, каждый из которых снабжен соответственно наружной и внутренней резьбами, имеющими вершины, впадины, опорные стороны и закладные стороны витков. Способ включает формирование, по меньшей мере, одного отклонения, по меньшей мере, на одном элементе из вершины витка, опорной стороны и закладной стороны наружной резьбы и вершины витка, опорной стороны и закладной стороны внутренней резьбы, с обеспечением, при приведении охватываемого и охватывающего компонентов в заданное взаимное положение при сборке, наличия уменьшенного зазора между наружной и внутренней резьбами в зоне, по меньшей мере, одного отклонения.
Еще в одном аспекте варианты изобретения относятся к способу изготовления резьбового соединения, содержащего наружную и внутреннюю резьбы. Способ может включать (а) формирование, по меньшей мере, одного отклонения, по меньшей мере, на одном элементе из вершины витка, опорной стороны и закладной стороны наружной резьбы и вершины витка, опорной стороны и закладной стороны внутренней резьбы и (б) уменьшение зазора между наружной и внутренней резьбами в зоне, по меньшей мере, одного отклонения.
Другие аспекты и достоинства изобретения станут ясны из нижеследующего описания и прилагаемой формулы изобретения.
Краткое описание чертежей
На фиг.1 в сечении представлено известное соединение на основе клиновой резьбы.
На фиг.2 в сечении представлено известное соединение на основе свободной резьбы.
На фиг.3А, 3В и 3С представлены графики шагов резьбы в известных соединениях.
На фиг.4А представлен график шагов резьбы согласно одному из вариантов настоящего изобретения.
На фиг.4В в развертке показаны части витков, соответствующие графику на фиг.4А.
На фиг.5А представлен график шага резьбы согласно одному из вариантов изобретения.
На фиг.5В и 5С в развертке показаны части витков, соответствующие графику на фиг.5А.
На фиг.6А представлен график шага резьбы согласно другому варианту изобретения.
На фиг.6В в развертке показаны части витков, соответствующие графику на фиг.6А.
На фиг.7А представлен график шага резьбы согласно еще одному варианту изобретения.
На фиг.7В в развертке показаны части витков, соответствующие графику на фиг.7А.
На фиг.8 представлены графики шагов резьбы с соответствующими сечениями витков согласно одному из вариантов изобретения.
На фиг.9 представлены графики шагов резьбы с соответствующими сечениями витков согласно другому варианту изобретения.
На фиг.10 приведены графики шагов резьбы и соответствующие сечения витков резьбы согласно одному из вариантов изобретения.
Осуществление изобретения
Рассматриваемые варианты изобретения относятся к трубным резьбам. Более конкретно, они относятся к трубам, имеющим уменьшенный зазор между участками охватываемой резьбы и охватывающей резьбы.
Для облегчения понимания далее приводятся определения некоторых используемых терминов. Так, термин "шаг резьбы" ("a thread lead") в общем случае относится к группе шагов, состоящей из шага на опорной стороне витков, шага на закладной стороне витков и номинального шага.
Термин "отклонение" ("perturbation") относится к изменению исходного профиля опорной стороны, закладной стороны, впадины или вершины витка резьбы с образованием утолщения. После завершения отклонения профиль возвращается, по меньшей мере, частично к исходному профилю до отклонения.
Термин "длина по спирали" ("спиральная длина") относится к количеству витков на резьбе, причем она может выражаться в градусной мере (например, 360° соответствует параметру шага, выражаемому количеством витков на дюйм).
Варианты осуществления изобретения характеризуются изменениями, по меньшей мере, одного шага резьбы, по меньшей мере, на одном участке резьбы с соответствующими изменениями контактного давления между взаимодействующими опорными и/или закладными сторонами. Эти варианты могут иметь также изменяющуюся высоту витка (измеряемую от его впадины до вершины) для того, чтобы сформировать резьбовое уплотнение. Увеличение контактного давления увеличивает максимальное давление, которое может быть достигнуто в резьбовом уплотнении в месте отклонения. Области уменьшения контактного давления могут быть использованы для формирования зон размещения увеличенных количеств смазки, удерживающейся между охватываемым и охватывающим компонентами после сборки соединения.
На фиг.4А представлен график зависимости шагов резьбы от положения вдоль оси согласно одному из вариантов изобретения. На фиг.4В показана развертка клиновой резьбы, которой соответствует график на фиг.4А. На фиг.4А показано соотношение между шагами 14В, 12В на опорной и закладной сторонах внутренней резьбы и шагами 14А, 12А на опорной и закладной сторонах наружной резьбы соответственно. В данном варианте наружная резьба имеет на рассматриваемом участке, по существу, постоянные шаги 14А, 12А на опорной и закладной сторонах. В то же время внутренняя резьба имеет отклонения, обусловленные непостоянством шагов 14В, 12В на опорной и закладной сторонах. Специалистам будет понятно, что в другом варианте отклонения могут быть выполнены на наружной резьбе.
Как видно из фиг.4А, отклонения на внутренней резьбе начинаются в точках А1 и А2, в которых происходит уменьшение шага 14В на опорной стороне и возрастание шага 12В на закладной стороне. Соответствующие изменения профиля резьбы показаны на фиг.4В. В точках А1 и А2 опорная и закладная стороны 226, 231 внутренней резьбы начинают "сжимать" виток наружной резьбы. В точках В1 и В2 шаги 14В, 12В опорной и закладной сторон возвращаются к исходным значениям. Такой профиль реализуется на выбранной спиральной длине; в результате образуется участок внутренней и наружной резьб, на котором при сборке соединения возникает повышенное контактное давление. В точках С1 и С2 шаги 14В, 12В на опорной и закладной сторонах внутренней резьбы начинают соответственно возрастать и убывать.
Между точками С1, С2 и точками D1, D2 опорная и закладная стороны 226, 231 возвращаются, по существу, к исходному профилю, имеющему место до начала отклонения. В одном из вариантов возврат одной или обеих сторон 226, 231 внутренней резьбы может быть неполным. Кроме того, в одном из вариантов отклонения шага резьбы в стороны увеличения и уменьшения могут происходить неодинаковым образом. Например, шаг резьбы может увеличиваться относительно исходного шага со скоростью "х" на спиральной длине "L". При возврате к исходному профилю данный шаг можно уменьшать со скоростью 1/2*х на спиральной длине 2L. Специалистам будет понятно, что не выходя за пределы изобретения можно предложить множество различных вариантов отклонений. Так, в одном варианте отклонения могут иметь спиральную длину, меньшую 360°. В другом варианте отклонения могут иметь спиральную длину, меньшую 180°.
На фиг.4А и 4В пример отклонений резьбы в иллюстративных целях представлен с преувеличениями. Клиновая резьба на фиг.4В соответствует незавершенной сборке, так что имеется только по одной точке контакта между опорными сторонами 225, 226 и закладными сторонами 231 и 232 в пределах отклонения между точками В1, В2 и точками С1, С2. Зазоры между опорными сторонами 225, 226 и закладными сторонами 231, 232 на фиг.4В преувеличены, чтобы их можно было видеть. В одном варианте изменение шага резьбы и спиральная длина, на которой оно происходит, могут быть выбраны так, чтобы размер отклонения лежал в интервале 0,0005-0,005 дюйма (0,013-0,13 мм). В другом варианте размер отклонения может составлять 0,001-0,002 дюйма (0,025-0,050 мм). Поскольку соединение на фиг.4В показано в частично собранном состоянии, когда точка начального контакта на отклонении пройдена, зазор между опорными сторонами 225, 226 и закладными сторонами 231, 232 будет исчезать по мере того, как контактное давление в зоне отклонений будет локально деформировать резьбу. После завершения сборки, при достижении заданного крутящего момента или желательного взаимного положения охватываемого и охватывающего компонентов, контактное давление между опорными сторонами 225, 226 и закладными сторонами 231, 232 в зоне отклонений, т.е. между точками А1, А2 и D1, D2 на фиг.4В, будет большим, чем на остальной части витков.
Спиральная длина может выбираться индивидуально для каждого отклонения, однако возможности ее варьирования могут ограничиваться применяемым методом изготовления. В качестве примера, для изготовления может быть использован резец токарного станка с числовым программным управлением (ЧПУ). Станки и инструменты с ЧПУ могут использовать соответствующие компьютерные программы. В типичном варианте программа ЧПУ содержит набор положений по каждой оси управления. Например, если деталь в токарном станке с ЧПУ характеризуется положением по оси и угловым положением при вращении вокруг оси, программа будет задавать каждое осевое положение, соответствующее каждому угловому положению. Поскольку вращение в подобном станке обычно происходит с заданной скоростью, характеризуемой количеством оборотов в минуту, программа ЧПУ обычно задает последовательные угловые положения с заданным приращением угла по мере вращения соответствующего элемента. Приращения, с которыми задаются угловые положения, обычно именуются "разрешением" токарного станка.
Например, если разрешение составляет 90°, каждая следующая точка данных будет соответствовать повороту на 90°, причем осевые положения задаются для каждого приращения. В типичном варианте инструмент токарного станка с ЧПУ будет изменять свое осевое положение между двумя точками с постоянной скоростью. Эта скорость выбирается таким образом, чтобы следующее осевое положение достигалось в тот же момент времени, что и соответствующее угловое положение. Шаг резьбы может задаваться расчетом значений приращений таким образом, чтобы изменение осевого положения за один оборот равнялось шагу резьбы. Например, шаг резьбы, равный 1 дюйму, требует осевого перемещения, равного 1/4 дюйма (6,4 мм) при каждом повороте на 90°. Специалисты в соответствующей области смогут применить приведенные выше рекомендации к другим методам изготовления, например, с использованием фрезерного станка с ЧПУ по 4 осям (X, Y, Z и ось вращения).
Разрешение используемого станка может ограничивать минимальную спиральную длину отклонения. Применительно к рассмотренному примеру с приращением 90° минимальное отклонение будет соответствовать 180° (90° на увеличение шага, 90° на его уменьшение). Если желательно обеспечить максимальное контактное давление на увеличенном участке (типа показанного на фиг.4А и 4В), то минимальную длину отклонения следует выбрать около 270° (90° с увеличенным шагом, 90° с исходным шагом и 90° с уменьшенным шагом). Более высокие разрешения (т.е. меньшие угловые приращения) обеспечивают больший диапазон варьирования спиральной длины отклонения. Специалистам будет понятно, что не выходя за пределы изобретения для формирования отклонений можно использовать станки с большим или с меньшим разрешением.
Таким образом, применяемый метод изготовления и особенно конкретный выбор станка будут влиять на реальную форму и размер формируемых отклонений. На фиг.5А представлен график изменения шага 14А резьбы на опорной стороне охватываемого компонента в зависимости от осевого положения для одного из вариантов изобретения. На фиг.5В показана идеализированная форма отклонения, соответствующего графику на фиг.5А, тогда как на фиг.5С представлена возможная реальная форма отклонения, определяемая используемым станком. Как показано на фиг.5А, шаг 14А резьбы в заданной точке А увеличивается заданным образом, чтобы обеспечить повышенное контактное давление между опорными сторонами 225, 226 охватываемого и охватывающего компонентов соответственно. Затем в точке В шаг 14А возвращается к своему исходному значению. В точке С шаг 14А уменьшается на величину, примерно равную своему предыдущему увеличению, с возвратом опорной стороны 225 витка к своему исходному профилю в точке D. В идеале развертка профиля опорной стороны 225, соответствующего графику шага 14А резьбы на охватываемом компоненте, приведенному на фиг.5А, будет соответствовать развертке, показанной на фиг.5В. На фиг.5В профиль опорной стороны 225 изменяется мгновенно в заданной точке и далее изменяется вплоть до точки В с постоянной скоростью (примерно равной изменению шага 14А резьбы, показанному на фиг.5А). Затем на участке C-D профиль опорной стороны 225 резьбы на охватываемом компоненте возвращается к исходному профилю. Наличие момента инерции у подвижных частей станка и конечное время отклика органов управления могут привести к более плавному профилю отклонения, показанному на фиг.5С. В некоторых вариантах кривизна профиля может быть близкой к синусоидальной. Хотя точная форма отклонения может варьироваться в зависимости от используемого способа, все же будет достигаться преимущество, обусловленное увеличением контактного давления.
В одном из вариантов отклонение может быть сформировано во время чистовой обработки ("чистового среза", "skim cut") резьбы. В контексте данного описания термин "чистовой срез" относится к операции, следующей за первым проходом нарезания резьбы. Обычно чистовой срез удаляет слой материала, составляющий 0,020 дюйма (0,5 мм) или менее. Поскольку в процессе чистового среза удаляется меньшее количество материала, размеры отклонения могут быть выдержаны с меньшими погрешностями. Следует, однако, отметить, что сформированные таким образом отклонения могут оказаться меньшего размера, чем это предусмотрено программой ЧПУ. Данный эффект обусловлен в основном реактивным отведением инструмента от резьбы в процессе ее нарезания. Например, если программой ЧПУ задано отклонение размером 0,002 дюйма (0,05 мм), реальное отклонение может составить только около 0,00075 дюйма (0,02 мм). Специалистам будет понятно, что характеристики конкретного станка будут приводить к различным расхождениям между размерами заданного и полученного отклонений. Если погрешности конкретного станка точно известны, подобное несоответствие может быть скорректировано для данного станка путем увеличения размеров задаваемого отклонения с получением желаемого отклонения.
На фиг.6А приведен график шага 14В на опорной стороне витков охватывающего компонента в зависимости от положения вдоль оси согласно одному из вариантов изобретения. На фиг.6В показан в развертке соответствующий профиль опорной стороны 226 витков данного компонента. На фиг.6В профиль отклонения является слегка криволинейным как следствие свойств станка, использованного для формирования резьбы. Чтобы получить повышенное контактное давление между опорными сторонами 225, 226 внутренней и наружной резьб соответственно, шаг 14В на опорной стороне внутренней резьбы начинают уменьшать в точке А. Данный вариант является обратным по отношению к показанному на фиг.5А, в котором для формирования отклонения изменялся шаг 14А на опорной стороне наружной резьбы. Сравнение фиг.5А и 6А показывает, что для достижения повышенного контактного давления на выбранном участке резьбы отклонение может иметь или внутренняя, или наружная резьба. Уменьшение шага 14В на опорной стороне внутренней резьбы дает такой же результат, что и увеличение шага 14А на опорной стороне наружной резьбы. Как показано на фиг.4А, изменение шагов 12А, 12В на закладных сторонах дает эффект, обратный по отношению к изменению шагов 14А, 14В на опорных сторонах. Например, чтобы получить отклонения на опорной и закладной сторонах 225, 232 наружной резьбы, согласно одному варианту можно примерно в одной точке увеличить шаг 14А на ее опорной стороне и уменьшить шаг 12А на ее закладной стороне. Ширина витков наружной резьбы при этом увеличится, что вызовет повышение контактного давления при взаимодействии с внутренней резьбой. Чтобы получить, по существу, тот же эффект за счет отклонений на охватывающем компоненте, шаг 14В на опорной стороне резьбы этого компонента можно уменьшить, а шаг 12В на ее закладной стороне можно увеличить, как это показано на фиг.4А.
На фиг.7А и 7В иллюстрируются отклонения согласно одному из вариантов изобретения. На фиг.7А представлен график шага 14А на опорной стороне наружной резьбы, а на фиг.7В - развертка профиля соответствующего отклонения на опорной стороне 225 наружной резьбы. В данном варианте указанный шаг 14А возрастает в точке А на заданную величину. В точке В данный шаг 14А убывает примерно на такую же величину относительно исходного шага 14А. Отклонение заканчивается в точке С, в которой указанная опорная сторона 225 возвращается к исходному профилю. Соответствующее отклонение, показанное на фиг.7В, похоже на закругленное утолщение.
На фиг.8 показаны отклонения согласно одному из вариантов изобретения. Представлены, в частности, графики шагов 14А, 12А на опорной и закладной сторонах наружной резьбы соответственно. Представленный на фиг.8 вариант может быть определен, как "вынужденное гулянье резьбы" ("induced thread drunkenness"), поскольку он напоминает описанный ранее эффект дребезга в процессе изготовления резьбы. Такое "гулянье" резьбы может быть получено включением соответствующих изменений шага резьбы в программу ЧПУ. На фиг.8 вынужденное "гулянье" резьбы начинается в точках 801А и 801В, в которых мгновенные значения шагов 14А, 12А на опорной и закладной сторонах наружной резьбы соответственно начинают последовательно увеличиваться и уменьшаться, что придает волнистый характер опорной и закладной сторонам 225, 232 соответственно. Чтобы положительное и отрицательное "гулянья" были одинаковыми, начальное увеличение указанных шагов 14А, 12А может иметь спиральную длину L, после чего может следовать уменьшение указанных шагов 14А, 12А, имеющее спиральную длину 2L, так что опорная и закладная стороны 225, 232 пересекают свой исходный профиль. Для того чтобы вернуться к своему исходному профилю в точках 802А и 802В, общее увеличение шагов 14А, 12А, умноженное на спиральные длины участков с увеличенным шагом резьбы, должно быть равным общему уменьшению данных шагов 14А, 12А, умноженному на спиральные длины соответствующих участков.
Например, на фиг.8 шаги 14А, 12А соответственно на опорной и закладной сторонах наружной резьбы меньше средних значений 810, 811 данных шагов соответственно на спиральной длине 5L. Опорная и закладная стороны 225 и 232 наружной резьбы соответственно возвращаются к своим исходным профилям в точках 802А и 802В после того, как их шаги 14А и 12А соответственно превышали свои средние значения 810 и 811 соответственно на спиральной длине 5L. Специалистам будет понятно, что указанные спиральные длины необязательно должны быть эквивалентными, если в любой точке абсолютные значения уменьшения или увеличения указанных шагов 14А и 12А не равны одно другому. Так, в одном варианте увеличение шага 14А на опорной стороне по сравнению со своим средним значением 810 может составлять 0,002 дюйма (0,05 мм) на оборот, а его уменьшение по сравнению со своим средним значением 810 - 0,001 дюйма (0,025 мм) на оборот. В данном варианте для того, чтобы обеспечить возврат опорной стороны 225 к исходному профилю, спиральная длина участков с уменьшенным шагом 14А может вдвое превышать спиральную длину участков с увеличенным шагом 14А. Другими словами, отклонения от номинального шага в некоторых вариантах изобретения могут быть асимметричными. Специалистам должно быть понятно, что можно варьировать как увеличения и уменьшения шагов резьбы, так и спиральные длины, соответствующие этим увеличениям и уменьшениям, не выходя при этом за пределы изобретения. Кроме того, в некоторых вариантах отклонения могут не завершаться полным возвратом к исходному профилю.
На фиг.8 показаны также сечения витков резьбы, соответствующей приведенным графикам. Эти сечения, обозначенные как А, В и С, соответствуют точкам А, В и С на графиках. Клиновое резьбовое соединение изображено на фиг.8 в частично собранном виде, так что точки контакта между опорными сторонами 225, 226 и закладными сторонами 231, 232 имеют место только на отклонениях. В данном конкретном варианте положительные и отрицательные отклонения равны по абсолютной величине, так что контакт имеет место в каждом максимуме или минимуме отклонений, по существу, при одном и том же положении в процессе сборки соединения. Данный контакт изображен в положениях А и С, которые соответствуют локальному минимуму и локальному максимуму отклонений. В локальных минимумах отклонений (в сечении А) в контакте находятся закладные стороны 231 и 232. В локальных максимумах отклонений (в сечении С) в контакте находятся опорные стороны 225 и 226. При средних значениях 810, 811 шагов на опорной и закладной сторонах наружной резьбы (т.е. на участках исходного профиля) зазоры между опорными сторонами 225 и 226 и закладными сторонами 231 и 232 могут быть, по существу, равными, как это показано в сечении В.
По мере свинчивания соединения по фиг.8 за начальную точку контакта на отклонениях зазоры между опорными сторонами 225, 226 и закладными сторонами 231, 232 будут исчезать по мере того, как контактное давление на отклонениях будет локально деформировать витки резьбы. После достижения в процессе сборки желаемого крутящего момента или желаемого взаимного положения охватываемого компонента и охватывающего компонента между опорными сторонами 225, 226 и между закладными сторонами 231, 232 в максимумах и минимумах отклонений будет иметь место большее контактное давление, чем на остальных участках витков. Кроме того, как это было отмечено выше, по завершении сборки зазор между впадинами 292, 221 и вершинами 291, 222 соответственно также уменьшится или полностью исчезнет.
На фиг.9 иллюстрируются отклонения согласно одному из вариантов изобретения. Представлены, в частности, графики шагов 14А, 12А на опорной и закладной сторонах наружной резьбы соответственно. Вариант по фиг.9 аналогичен варианту по фиг.8 с "вынужденным гуляньем резьбы", однако здесь увеличение и уменьшение шагов 14А и 12А на опорной и закладной сторонах наружной резьбы не происходит синхронно. Вместо этого увеличение и уменьшение указанных шагов 14А и 12А имеет место в противоположных точках, так что при каждом отклонении происходит увеличение и уменьшение ширины витка. Другими словами, в данном варианте шаг 14А на опорной стороне больше своего среднего значения 810 на тех же участках, на которых шаг 12А на закладной стороне меньше своего среднего значения 811. Увеличение указанного шага 14А в сочетании с уменьшением указанного шага 12А увеличивает ширину витка (см. сечение А), тогда как уменьшение данного шага 14А в сочетании с увеличением указанного шага 12А уменьшает ширину витка (см. сечение В). В процессе сборки соединения контакт между боковыми сторонами витков будет иметь место на участках с увеличенной шириной витка, как это показано для сечения А. В момент создания контакта между витками с увеличенной шириной между боковыми сторонами витков на участках с уменьшенной их шириной будут оставаться зазоры (см. сечение В). После завершения сборки соединения исчезнут, по существу, все зазоры между боковыми сторонами, причем соединение будет иметь увеличенное контактное давление между боковыми сторонами витков с увеличенной шириной.
На фиг.10 отклонения резьбы согласно одному из вариантов изобретения показаны применительно к свободной резьбе. На фиг.10 схематично представлены внутренняя резьба 310 и наружная резьба 311 резьбового соединения. У наружной (охватываемой) резьбы 311 имеются закладная сторона 306, опорная сторона 304 и охватываемый торец 300. Аналогично, у внутренней (охватывающей) резьбы 310 имеются закладная сторона 305, опорная сторона 303 и охватывающий торец 301. Чтобы более наглядно проиллюстрировать зазоры между и закладными, и опорными сторонами (305 и 306; 303 и 304) наружной резьбы 311 и внутренней резьбы 310, внутренняя резьба 310 показана дважды, с каждой стороны наружной резьбы 311.
Свободные резьбы могут иметь много различных вариантов профилей витков, включая v-образные, трапецеидальные и с отрицательными углами наклона сторон, т.е. типа "ласточкин хвост" (hooked threads). Предлагаемые варианты полезны для любых типов свободных резьб, но особенно эффективны при использовании в резьбовых соединениях с резьбой типа "ласточкин хвост", обеспечивающих, по меньшей мере, одно радиальное уплотнение металл-металл. Радиальные уплотнения металл-металл обычно находятся на дистальных концах соединения, т.е. у охватываемого торца, чтобы обеспечить уплотнение относительно внутреннего давления (как это показано на фиг.2 и описано выше применительно к взаимодействию контактирующих поверхностей 151, 152), или у охватывающего торца, чтобы обеспечить уплотнение относительно наружного давления (как это показано на фиг.2 и описано выше применительно к взаимодействию упорной поверхности 163 и соответствующего заплечика (не изображен)). Под действием сжимающей осевой нагрузки соединения с резьбой типа "ласточкин хвост" могут создавать радиальные векторные усилия (благодаря наличию у этих резьб отрицательных углов наклона сторон). Это уменьшает предварительную нагрузку на радиальные уплотнения металл-металл, приводя к утечкам через уплотнения. Поэтому представляется желательным уменьшить радиальные векторные усилия, обусловленные сжимающей нагрузкой в зоне радиальных уплотнений металл-металл.
Может также оказаться желательным уменьшить зазор между закладными сторонами (обозначенный на фиг.2 как 153 и описанный выше), чтобы резьбовое соединение могло выдерживать сжимающие нагрузки (усилия сжатия) без нежелательного взаимного осевого смещения охватываемого и охватывающего торцов, которое может привести к разгрузке уплотнения металл-металл. Однако уменьшение указанного зазора в зоне радиального уплотнения обостряет проблемы, связанные с утечками через радиальные уплотнения в случае сжимающих нагрузок, особенно в связи с тем, что один из компонентов соединения (внутренний или наружный) всегда имеет наименьшую толщину у дистальных концов, где обычно расположены радиальные уплотнения. В результате он может легко деформироваться под действием радиального векторного усилия. Как следствие, представляется особенно желательным иметь увеличенный зазор между закладными сторонами у дистальных концов соединения с резьбой типа "ласточкин хвост" и с радиальными уплотнениями металл-металл при уменьшении зазора между закладными сторонами в средней части резьбового участка.
Как показано на фиг.10, у резьбового соединения имеется средняя часть 302, заключенная между точкой В на закладной стороне 306 охватываемого компонента и точкой С на закладной стороне 305 охватывающего компонента. Хотя эта часть 302 показана расположенной примерно эквидистантно относительно охватываемого и охватывающего торцов 300, 301 и имеющей длину, составляющую примерно от одной трети до половины спиральной длины резьбы на отрезке от охватываемого торца 300 до охватывающего торца 301, специалисту будет понятно, что другие конфигурации также охватываются изобретением.
Можно видеть, что опорные стороны 303 и 304 витков имеют постоянный шаг, тогда как на закладных сторонах 305 и 306 имеются отклонения 312 и 313. Кроме того, на фиг.10 в графической форме показаны зависимости шагов 12А, 12В для закладных сторон охватываемого и охватывающего компонентов соответственно от положения вдоль оси. В этом варианте отклонения 313, 312 на закладных сторонах охватываемого и охватывающего торцов соответственно распложены в средней части 302 участка с резьбой.
В изображенном состоянии, когда компоненты при сборке приведены в заданное взаимное положение, опорные стороны 303, 304 витков наружной и внутренней резьб соответственно контактируют в зоне 321, как это обычно имеет место для свободных резьб, снабженных, по меньшей мере, одним заплечиком для фиксации положения по крутящему моменту. Следует отметить, что зазор в зоне 321 показан только из соображений наглядности.
В то же время обычные свободные резьбы при приведении компонентов в заданное взаимное положение при сборке будут иметь зазор между закладными сторонами. Данный зазор, как правило, имеет ширину 0,13-0,38 мм (0,005-0,015 дюйма) и может проходить по всей длине резьбы. Согласно изобретению между закладными сторонами в зонах 307, 308 и 309 могут иметься три различных зазора. Зазор 307 у охватываемого торца 300 в собранном состоянии образуется между наружной резьбой 311 и внутренней резьбой 310. Зазор 309 у охватывающего торца 301 образуется между внутренней резьбой 310 и наружной резьбой 311. Зазор 308 в средней части, образующийся между отклонениями 312, 313, может быть меньше, чем зазоры 307 и 309. Как показано на фиг.10, зазоры 307 и 309 могут соответствовать обычным зазорам между закладными сторонами, составляя 0,30 мм (0,012 дюйма), тогда как зазор 308 между закладными сторонами в средней части может составлять 0,08 мм (0,003 дюйма) или, альтернативно, 0,05 мм (0,002 дюйма). Специалистам будет понятно также, что в зависимости от конфигурации отклонений 312 и 313 зазоры 307 и 309 могут отличаться друг от друга.
Варианты изобретения могут обладать тем преимуществом, что при приведении компонентов в заданное взаимное положение при сборке уменьшенный зазор между закладными сторонами в средней части может формироваться только в конце этого процесса. Тем самым минимизируется риск повреждения витков резьбы при сборке. Кроме того, в некоторых вариантах уменьшение зазора между опорными сторонами, закладными сторонами или вершинами или впадинами профилей может способствовать формированию уплотнения в резьбе.
Хотя наличие зазора означает возможность проникновения через него некоторых флюидов, находящихся при высокой температуре и высоком давлении, зазор, уменьшенный благодаря отклонениям, может облегчать формирование более плотного уплотнения с помощью соответствующего герметизирующего вещества. В частности, перед сборкой на витки резьбы может быть нанесено однокомпонентное или двухкомпонентное эпоксидное соединение, которое затем отверждается для формирования уплотнения между двумя резьбовыми компонентами. Следовательно, уменьшенный зазор может способствовать существенному снижению напряжений в отвержденном веществе, уплотняющем зазор, по сравнению с уплотнением большего зазора. Должно быть понятно, что отверждение вводимого в зазор вещества может произойти до или после того, как соединенные трубы будут опущены в скважину. Так, в одном варианте данное вещество может быть подобрано таким образом, чтобы его отверждение произошло после пребывания соответствующего трубного соединения в скважине в течение определенного времени при определенной температуре. Образцы веществ, пригодных в качестве уплотнителей резьбы, могут быть получены от фирмы Master Bond, Inc. (США), а также из многих других источников, хорошо известных специалистам.
Изменение величин зазоров между закладными сторонами может быть определено по графикам 12А и 12В шагов резьбы для закладных сторон. Изменение при переходе от зазора 307 у охватываемого торца к зазору 308 в средней части равно площади отклонения на графике 12В шага для закладной стороны внутренней резьбы. Как видно из графиков, площадь 316 отклонения равна длине 314 отклонения (обычно измеряемой в количествах витков на дюйм), умноженной на изменение 315 шага на отклонении (обычно измеряемое в дюймах на виток). Например, если длина 314 отклонения составляет половину витка, а изменение шага на отклонении равно 0,018 дюйма на виток, изменение зазора при переходе от зазора 307 у охватываемого торца к зазору 308 в средней части составит 0,5 витка × 0,018 дюйма/виток = 0,009 дюйма (0,23 мм).
Варианты изобретения могут также характеризоваться изменяющейся высотой витков (т.е. наличием отклонений в положениях впадин и/или вершин) на охватываемом компоненте и/или на охватывающем компоненте. Вариант по фиг.9 обладает непостоянной высотой витков. Здесь высота витков внутренней резьбы увеличивается примерно на тех же участках, где происходит увеличение их ширины, что приводит к перекрытию между впадинами 221 витков наружной резьбы и вершинами 222 витков внутренней резьбы, как это видно при сравнении поперечных сечений А и В.
Вариации в перекрытиях впадин/вершин могут быть особенно полезны в вариантах со свободной резьбой. Как уже было отмечено со ссылкой на фиг.2, для создания с использованием свободной резьбы резьбового уплотнения, аналогичного получаемым на основе клиновых резьб, известные соединения с цилиндрической свободной резьбой потребовали бы перекрытия между опорными сторонами 154, 155 и закладными сторонами 157, 158. Такие перекрытия имели бы место в течение всего процесса сборки соединения, поскольку витки внутренней и наружной резьб имеют постоянную ширину. Далее, при наличии перекрытия впадин/вершин оно также имело бы место в течение всего процесса сборки. Это могло бы привести к повреждению поверхности витков и затруднило бы осуществление соединения.
В одном варианте изобретения один или оба компонента соединения могут иметь свободную резьбу с отклонениями на опорных сторонах, закладных сторонах, впадинах и/или вершинах витков. Предпочтительно локализовать отклонения таким образом, чтобы сформировать резьбовое уплотнение на одном или более участков. С этой целью размеры и положения отклонений следует выбрать так, чтобы перекрытия опорных сторон, закладных сторон и впадин/вершин находились в непосредственной близости одно от другого. Таким образом, свободные резьбы могут быть адаптированы для формирования резьбовых уплотнений согласно одному или более вариантам изобретения. За счет формирования резьбовых уплотнений только на части свободной резьбы риск поверхностных повреждений уменьшается по сравнению с наличием перекрытий по боковым сторонам и перекрытий впадин/вершин по всему соединению. Специалистам должно быть понятно, что для формирования резьбовых уплотнений отклонения на опорных сторонах, которые приобретают нагрузку в процессе сборки соединения, могут не понадобиться по причине высоких контактных давлений, в принципе присущих опорным сторонам витков свободной резьбы.
Вследствие неопределенности, присущей клиновым резьбам, может оказаться желательным выполнить все отклонения либо на охватываемом, либо на охватывающем компоненте. Альтернативно, отклонения на охватываемом и охватывающем компонентах могут находиться на участках резьбы, не контактирующих друг с другом (например, имеющих существенно различные положения вдоль оси, так что отклонения не будут взаимодействовать). Применительно к свободной резьбе, которая обычно содержит опорную пару для фиксации по уровню крутящего момента, может также оказаться желательным выполнить отклонения, поскольку относительное положение компонентов соединения также имеет некоторую неопределенность, хотя и меньшую, чем у клиновых резьб.
Специалистам должно быть понятно, что желательный уровень контактного давления, создаваемого за счет отклонений, может изменяться в зависимости от внутреннего давления, на которое рассчитано уплотнение, от герметизируемого вещества и от материала, применяемого в соединении. Как уже было указано, повышенное контактное давление позволяет создать уплотнение на большее давление. Кроме того, если соединение предназначено для газа, который труднее герметизировать, чем жидкость, может оказаться желательным иметь повышенное контактное давление. Допустимое максимальное давление может ограничивать материал, используемый в соединении. Например, коррозионно-стойкий сплав (КСС), как правило, более подвержен повреждениям от локальных напряжений (подобных возникающим при наличии отклонений), чем другие высокопрочные стали. Специалисты в данной области будут способны задать желательное контактное давление с учетом используемого материала. Альтернативно, можно выбирать материал в зависимости от желательного контактного давления.
Описанные варианты могут предусматривать наличие одной или более канавок для снятия напряжения, образованных во впадинах витков внутренней и/или наружной резьбы. Такие канавки описаны в патенте США №6050610, который принадлежит заявителю настоящего изобретения и содержание которого полностью включено в данное описание посредством ссылки. Канавки, описанные в данном патенте, обеспечивают также выход захваченной смазки в процессе сборки соединения. Наличие захваченной смазки может приводить к погрешностям в отсчетах момента кручения, в результате чего сборка может быть произведена неправильно. Кроме того, захваченная смазка может повредить соединение при сборке, если при этом произойдет повышение давления. Данная проблема обычно имеет место в холодных условиях, когда смазка имеет повышенную вязкость, а ее способность к выходу из соединения понижена. Данная проблема может обостряться, если соединение рассчитано на высокую скорость вращения.
Проблема, присущая канавкам для снятия напряжений, размещаемым во впадинах витков внутренней и/или наружной резьб, состоит в том, что подобные канавки снижают способность к образованию резьбового уплотнения на частях витков, обеспечивающих такое уплотнение. Поскольку, как это описано в указанном патенте, канавка может быть выполнена на ограниченном участке резьбы и иметь любую форму или переменную глубину, остальная часть резьбы может быть использована для создания внутреннего и наружного резьбовых уплотнений (например, путем формирования одного или более отклонений на резьбе). В таком варианте резьбовое уплотнение будет сформировано там, где одно или более отклонений удалены на достаточное расстояние от канавок для снятия напряжений.
В одном варианте отклонения, показанные на фиг.8 и 9, могут использоваться вместо указанных канавок для снятия напряжения. Периодическое или вынужденное "гулянье" резьбы, представленное на фиг.8 и 9, ведет к образованию небольших пространственно разделенных карманов с пониженным контактным давлением или зазоров между витками. Канавки, описанные в патенте США №6050610, функционируют в основном путем формирования выхода для избытка смазки. В качестве альтернативы, распределенные карманы могут обеспечить пространство для сбора смазки внутри соединения вместо выведения смазки из него. Представляется, что захват смазки между отклонениями, соответствующими увеличенному контактному давлению, позволит создать улучшенное резьбовое уплотнение. Кроме того, наличие захваченной смазки гарантирует, что смазки будет достаточно для того, чтобы облегчить разборку соединения после его использования.
Как было показано выше, в процессе изготовления возникают естественные вариации номинальных размеров. Хотя производители принимают различные меры, чтобы минимизировать такие вариации, тем не менее, некоторые вариации имеют место, причем они являются допустимыми, если лежат в пределах установленных допусков. Поскольку точная локализация и масштабы естественных вариаций в процессе изготовления неизвестны, может оказаться желательным, чтобы размеры отклонений были выбраны такими, чтобы описанные преимущества достигались независимо от локализации отклонений относительно естественных вариаций. Например, если компонент конкретного процесса механической обработки (станок, инструмент, держатели, материал, размеры детали) характеризуется естественными вариациями порядка ± 0,001 дюйма (±0,025 мм), то, чтобы гарантировать получение некоторого эффекта от наличия в соединении отклонений (который не будет уничтожен вследствие наличия естественных вариаций), размер отклонений следует выбрать примерно вдвое превышающим размер этих вариаций (т.е. составляющим ±0,002 дюйма (±0,05 мм)).
На желательный размер отклонений могут влиять характеристики соединения. В идеале при формировании уплотнения металл-металл (например, резьбового уплотнения) вступающие в контакт поверхности взаимно перемещаются с трением на небольшое расстояние, вызывая "притирание" ("burnishing") этих поверхностей. Термин "притирание" в данном контексте означает легкое полирование или выглаживание поверхностей. Если длина участка контакта поверхностей является слишком большой при слишком высоком контактном давлении, может произойти повреждение поверхностей. Оно, в частности, имеет место, когда при продолжении существования скользящего контакта между поверхностями происходит перемещение смазки, приводящее к увеличению трения и соответственно к нагреву. Чтобы избежать нежелательных повреждений, размеры отклонений должны быть такими, чтобы предотвратить излишнюю длину скользящего контакта в процессе сборки. Для получения резьбового уплотнения контактное давление между взаимодействующими поверхностями (т.е. опорными сторонами, закладными сторонами и впадинами/вершинами) в типичном случае составляет от 25% до примерно 100% предела текучести материала. Варианты закрытой резьбы (например, резьбы с профилем типа "ласточкина хвоста") обычно допускают контактные давления, соответствующие верхней части указанного диапазона. В идеале резьбовые уплотнения образуются поверхностями, вступающими в контакт на коротких участках, причем резкое повышение контактного давления позволяет достичь контактных давлений, соответствующих образованию резьбовых уплотнений.
Параметром, который может влиять на желательный размер отклонения, является также степень клиновидности клиновой резьбы, которая определяет, насколько "быстро" (т.е. после какого взаимного линейного перемещения) поверхности вступают в контакт при сборке. Как правило, большие степени клиновидности позволяют использовать большие отклонения по сравнению с малыми степенями клиновидности. В одном варианте размер отклонения может составлять 0,1-0,2 степени клиновидности. Например, если степень клиновидности (разность между шагами резьбы на опорной и закладной сторонах) составляет 0,020 дюйма (0,5 мм), желательный размер отклонения составит 0,002-0,004 дюйма (0,05-0,1 мм).
Еще одним фактором, подлежащим учету при выборе размера отклонения, является материал, который может влиять на чувствительность к повреждению поверхности. Например, КСС более чувствителен к такому повреждению, чем углеродистая сталь. Следовательно, соединение из КСС (при прочих равных параметрах) с большей вероятностью будет иметь поверхностное повреждение резьбы, чем соединение из углеродистой стали с отклонениями таких же размеров. Поэтому, чтобы предотвратить подобные повреждения, соединение из КСС может иметь отклонения меньшего размера.
Хотя изобретение было описано на примерах ограниченного количества вариантов, специалистам, ознакомившимся с данным описанием, будет понятно, что не выходя за пределы описанного изобретения могут быть предложены и иные варианты. Соответственно, объем настоящего изобретения определяется только прилагаемой формулой изобретения.
















Изобретение относится к трубным соединениям. Резьбовое соединение содержит охватываемый и охватывающий компоненты. Охватываемый компонент снабжен наружной резьбой, имеющей вершины, впадины, опорные стороны и закладные стороны витков. Охватывающий компонент снабжен внутренней резьбой, также имеющей вершины, впадины, опорные стороны и закладные стороны витков. По меньшей мере, на одном элементе из вершины витка, опорной стороны и закладной стороны наружной резьбы и вершины витка, опорной стороны и закладной стороны внутренней резьбы сформировано, по меньшей мере, одно отклонение от исходного профиля. При приведении охватываемого компонента и охватывающего компонента в заданное взаимное положение при сборке обеспечивается уменьшенный зазор между витками наружной и внутренней резьб в зоне, по меньшей мере, одного отклонения. Описаны способы изготовления резьбы и формирования данного резьбового соединения. 3 н. и 13 з.п. ф-лы, 18 ил.
1. Резьбовое соединение, содержащее:
охватываемый компонент с наружной резьбой, имеющей вершины, впадины, опорные стороны и закладные стороны витков;
охватывающий компонент с внутренней резьбой, имеющей вершины, впадины, опорные стороны и закладные стороны витков, причем,
по меньшей мере, на одном элементе из вершины витка, опорной стороны и закладной стороны наружной резьбы и вершины витка, опорной стороны и закладной стороны внутренней резьбы сформировано, по меньшей мере, одно отклонение от исходного профиля, обеспечивающее при приведении охватываемого и охватывающего компонентов в заданное взаимное положение при сборке наличие уменьшенного зазора между наружной и внутренней резьбами в зоне, по меньшей мере, одного отклонения.
2. Соединение по п.1, отличающееся тем, что наружная и внутренняя резьбы являются клиновыми резьбами.
3. Соединение по п.1, отличающееся тем, что наружная и внутренняя резьбы являются свободными резьбами.
4. Соединение по п.1, отличающееся тем, что единственное отклонение или одно из отклонений сформировано на закладной стороне наружной или внутренней резьбы.
5. Соединение по п.1, отличающееся тем, что единственное или каждое из, по меньшей мере, одного отклонения сформировано только на одной из наружной и внутренней резьб.
6. Соединение по п.1, отличающееся тем, что, по меньшей мере, одно отклонение расположено таким образом, что в непосредственной близости от него формируется резьбовое уплотнение.
7. Соединение по п.1, отличающееся тем, что на одной из наружной и внутренней резьб сформированы отклонения, образующие, по существу, синусоидальный профиль.
8. Соединение по п.1, отличающееся тем, что уменьшенный зазор составляет менее 0,13 мм.
9. Соединение по п.1, отличающееся тем, что уменьшенный зазор составляет 0,05-0,08 мм.
10. Соединение по п.1, отличающееся тем, что дополнительно содержит канавку, образованную только на части, по меньшей мере, одной впадины витка наружной или внутренней резьбы, причем, по меньшей мере, одно отклонение расположено с возможностью формирования резьбового уплотнения в зоне, пространственно удаленной от указанной канавки.
11. Способ формирования резьбового уплотнения на резьбовом соединении, содержащем охватываемый и охватывающий компоненты, каждый из которых снабжен соответственно наружной и внутренней резьбами, имеющими вершины, впадины, опорные стороны и закладные стороны витков, при этом способ включает формирование, по меньшей мере, одного отклонения, по меньшей мере, на одном элементе из вершины витка, опорной стороны и закладной стороны наружной резьбы и вершины витка, опорной стороны и закладной стороны внутренней резьбы, с обеспечением при приведении охватываемого и охватывающего компонентов в заданное взаимное положение при сборке наличия уменьшенного зазора между наружной и внутренней резьбами в зоне, по меньшей мере, одного отклонения.
12. Способ изготовления резьбового соединения, содержащего наружную и внутреннюю резьбы, включающий формирование, по меньшей мере, одного отклонения, по меньшей мере, на одном элементе из вершины витка, опорной стороны и закладной стороны наружной резьбы и вершины витка, опорной стороны и закладной стороны внутренней резьбы и уменьшение зазора между наружной и внутренней резьбами в зоне, по меньшей мере, одного отклонения.
13. Способ по п.12, отличающийся тем, что дополнительно включает формирование резьбового уплотнения в зоне, по меньшей мере, одного отклонения.
14. Способ по п.12, отличающийся тем, что, по меньшей мере, одно отклонение сформировано, по меньшей мере, на одном полном витке, по меньшей мере, одной из наружной и внутренней резьб.
15. Способ по п.12, отличающийся тем, что зазор между наружной и внутренней резьбами уменьшают в зоне, по меньшей мере, одного отклонения до 0,05-0,13 мм.
16. Способ по п.12, отличающийся тем, что зазор между наружной и внутренней резьбами уменьшают в зоне, по меньшей мере, одного отклонения до 0,05-0,08 мм.
| KR 1019850004531 А, 15.07.1985 | |||
| KR 1019920020092 А, 20.11.1992 | |||
| KR 1020010007433 А, 26.01.2001 | |||
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2297512C2 |
| US 4770448 А, 13.09.1988 | |||
| US 4588213 А, 13.05.1986. | |||

