Изобретение относится к черной металлургии, точнее к производству стали в электродуговых печах и применяемым при этом электродах.
В современных электродуговых печах постоянного и переменного тока применяют электроды, соединяемые в колонну (“свечу”) при помощи ниппелей. При этом используют угольные и графитированные электроды, отдавая предпочтение применению последних. В промышленности в основном применяют наращиваемые электроды, имеющие круглое сечение и обработанные на станках торцы, при этом по продольной оси электрода сделаны отверстия (“гнезда”) с резьбой. В отверстие на половину длины ввинчивают ниппель, обычно изготовленный практически из того же материала, что и электроды. Ниппеля могут быть цилиндрическими или биконическими с наружной резьбой. Преимущественно применяют биконические ниппели (см. Электрические промышленные печи: Дуговые печи и установки специального нагрева. А.Д. Свечинский и др. - М.: Энергоиздат. 1981, с. 81 и 82).
Известен ниппель для соединения электродов электродуговой печи, являющийся телом с биконической или цилиндрической наружной поверхностью с резьбой и двумя торцевыми поверхностями (см., например, отмеченный источник, с. 81, рис. 3.20).
Недостаток известного ниппеля состоит в создании в процессе работы печи повышенного сопротивления протеканию электрического тока по электродной колонне в резьбе, сочленяющей ниппель и соединяемые электроды. Этот недостаток приводит к повышенному (в сравнении с соединяемыми электродами) разогреву ниппеля, к его расширению и созданию в теле соединяемых электродов повышенных тангенциальных напряжений. Последние увеличивают вероятность разрушения электродов при работе печи (см., например, W.Frohs “Optimization of graphite electrode columns for electric arc furnaces”. MPT International 2/1999, p. 46-48).
Известен ниппель для соединения электродов электродуговой печи, являющийся телом с биконической наружной поверхностью с резьбой и двумя торцевыми поверхностями с по меньшей мере одним сквозным продольным отверстием (см., например, патент ФРГ № 2203226, Н 05 В 7/14 от 24.01.72).
Этот известный ниппель по совокупности существенных признаков наиболее близок предлагаемому, поэтому принят за прототип.
Существенные недостатки известного ниппеля проявляются в процессе работы печи и состоят в следующем. Согласно указанному патенту в процессе сборки электродной колонны в полость ниппеля размещают смолу, которая по мере разогрева ниппеля и электродов коксуется и сочленяет электроды и ниппель в единое целое. При этом образующийся из смолы коксующийся материал и материал электродов в конечном итоге имеют одну и ту же природу, поэтому имеют практически близкие параметры удельного электросопротивления. Следовательно применение известного ниппеля не решает задачу устранения существенного разогрева электродов и ниппеля на участке их сочленения, приводит к появлению повышенных тангенциальных напряжений, увеличивает вероятность разрушения электродов при работе печи. К тому же, применение известного ниппеля усложняет процесс соединения электродов в электродную колонну.
Предлагаемый ниппель свободен от указанных недостатков. В нем предусмотрено, при его применении, существенное снижение сопротивления протеканию электрическою тока в сочленении соединяемые электроды - ниппель. При этом основные операции соединения электродов в электродную колонну полностью сохраняется, т.е. процесс сборки не усложняется.
Перечисленные технические результаты достигаются за счет того, что ниппель для соединения электродов электродуговой сталеплавильной печи, являющийся телом с биконической или цилиндрической наружной поверхностью с резьбой и двумя торцевыми поверхностями и с по меньшей мере одним сквозным продольным отверстием, согласно предложению в отверстии расположен металл, удельное электросопротивление которого на несколько порядков ниже, чем у материала тела ниппеля, этот металл выступает за пределы тела ниппеля и охватывает его по торцевым поверхностям, при этом диаметр металла за пределами ниппеля не превышает диаметр торцевой поверхности тела ниппеля. Причем отверстие заполнено алюминием. Кроме того, отверстие заполнено медью. К тому же, резьба на наружной поверхности тела ниппеля продолжена на наружной поверхности металла, выступающего за пределы ниппеля.
Известен способ изготовления ниппеля для соединения электродов электродуговой сталеплавильной печи, включающей получение тела ниппеля с биконической или цилиндрической наружной поверхностью с резьбой и двумя торцами и с по меньшей мере одним сквозным продольным отверстием (см., например, патент ФРГ № 2203226, Н 05 В 7/14 от 24.01.72).
Этот способ изготовления ниппеля для соединения электродов электродуговой печи по совокупности существенных признаков наиболее близок предлагаемым, поэтому принят за прототип.
Недостатком известного способа является то, что в нем не предусмотрено размещение в отверстии тела ниппеля металла, удельное электросопротивление которого существенно ниже, чем у материала тела ниппеля. Тем самым известный способ изготовления ниппеля не предусматривает получение ниппеля с высокими показателями по пропусканию электрического тока через электродную колонну, составной частью которого он является.
Предлагаемые способы изготовления ниппеля свободны от указанного недостатка. В них предусмотрено размещение в продольном отверстии ниппеля металла со сверхнизким в сравнении с телом ниппеля удельным электросопротивлением. Тем самым предусмотрено изготовление ниппеля, который, будучи примененным в электродной колонне электродуговой сталеплавильной печи, существенно снизит сопротивление протеканию электрического тока. Тем самым улучшаются технико-экономические показатели работы электропечи. Важным достоинством предлагаемых способов изготовления ниппеля является получение ниппеля, не меняющего технологические приемы соединения электродов в электродную колонну, что важно для условий эксплуатации электродуговой сталеплавильной печи.
Перечисленные технические результаты достигаются за счет того, что в способе изготовления ниппеля, включающего получение тела ниппеля с биконической или цилиндрической наружной поверхностью с резьбой и двумя торцами и с по меньшей мере одним сквозным продольным отверстием, согласно предложению сочленение тела ниппеля и металла с охватом тела ниппеля металлом с обоих торцев осуществляют путем заливки жидкого металла в сквозное продольное отверстие и его последующей кристаллизации, при этом заливку осуществляют при вертикальном расположении тела ниппеля.
В способе изготовления ниппеля, включающего получение тела ниппеля с биконической или цилиндрической наружной поверхностью с резьбой и двумя торцами и со сквозным продольным отверстием, согласно предложению сочленение тела ниппеля и металла с охватом тела ниппеля металлом с обоих торцев осуществляют путем резьбового соединения металлических стержней. При этом, осуществляют резьбовое соединение двух стержней, имеющих по меньшей мере две ступени, с резьбой на/в ступенях с меньшим диаметром, при этом резьбовое соединение располагают внутри сквозного продольного отверстия в теле ниппеля. Кроме того, осуществляют резьбовое соединение стержня, имеющего по меньшей мере две ступени, с наружной резьбой на ступени с меньшим диаметром со стержнем с внутренней резьбой, при этом резьбовое соединение располагают вне сквозного продольного отверстия в теле ниппеля. Помимо этого, осуществляют резьбовое соединение стержня меньшего диаметра с наружной резьбой на обоих концах с двумя стержнями большего диаметра с внутренней резьбой, при этом оба резьбовые соединения располагают вне сквозного продольного отверстия в теле ниппеля.
В способе изготовления ниппеля, включающего получение тела ниппеля с биконической или цилиндрической наружной поверхностью с резьбой и двумя торцами и со сквозным продольным отверстием, согласно предложению сочленение тела ниппеля и металла с охватом тела ниппеля с обоих торцев осуществляют путем клинового соединения металлических стержней, при этом расстояние между охватывающими поверхностями металла превышает расстояние между торцами ниппеля и клиновое соединение снабжено возможностью нормированного стягивания соединяемых электродов. Помимо этого, осуществляют соединение двух стержней, имеющих по меньшей мере по две ступени, с коническими поверхностями на/в ступенях с меньшим диаметром, при этом клиновое соединение располагают внутри сквозного отверстия в теле ниппеля. Кроме того, осуществляют клиновое соединение стержня меньшего диаметра с наружной клиновой поверхностью, на обоих концах, с двумя стержнями большего диаметра с внутренней клиновой поверхностью, при этом оба клиновые соединения располагают вне сквозного продольного отверстия. К тому же, осуществляют клиновое соединение стержня, имеющего по меньшей мере две ступени, с конической поверхностью на ступени с меньшим диаметром, со стержнем с внутренней конической поверхностью, при этом клиновое соединение располагают вне сквозного продольного отверстия в теле ниппеля.
Ниппель для соединения электродов электродуговой сталеплавильной печи и способы его изготовления пояснены чертежами на фиг.1-14.
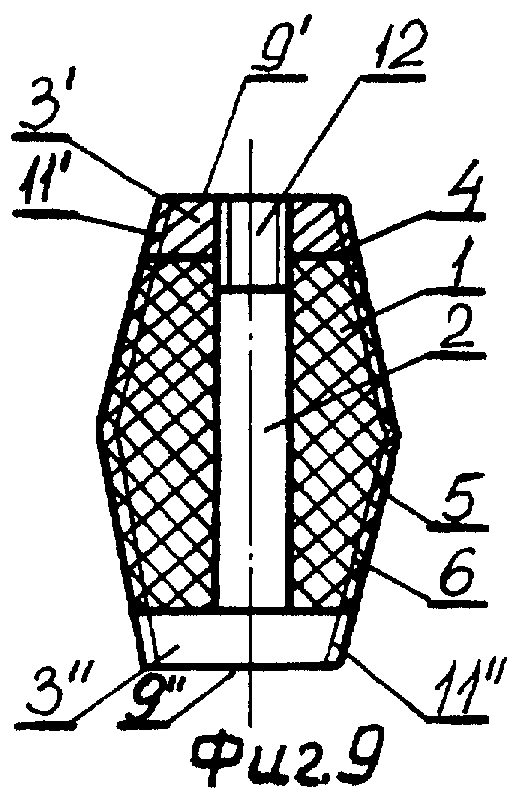
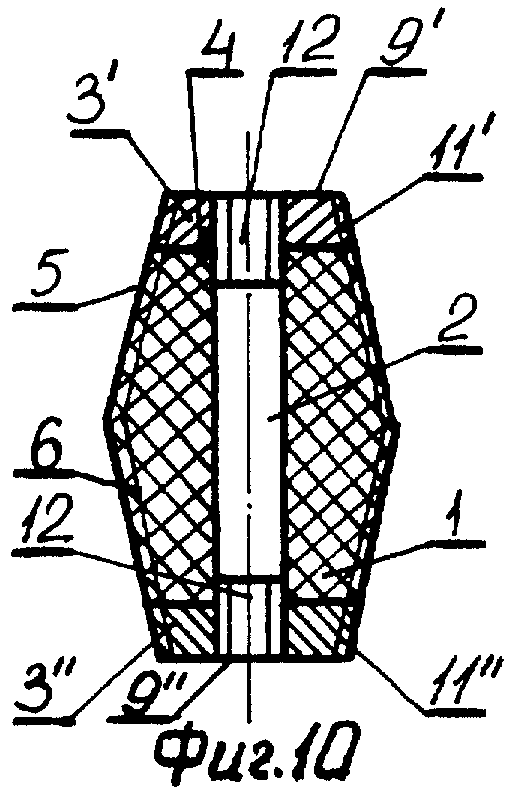
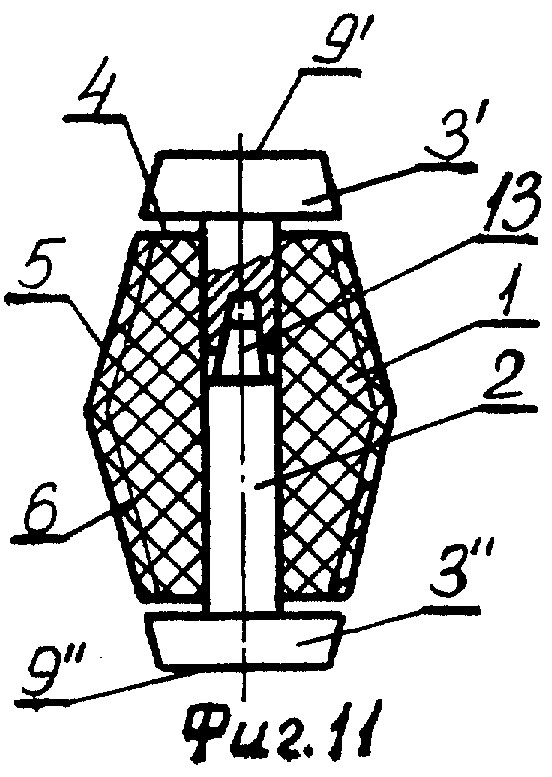
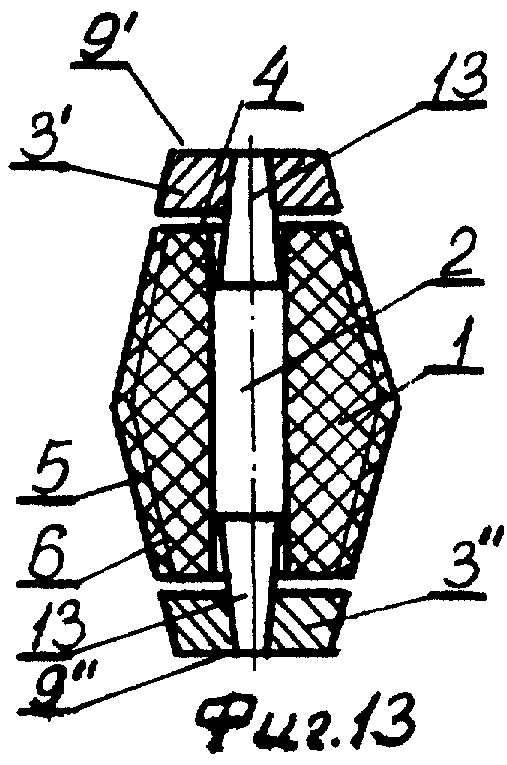
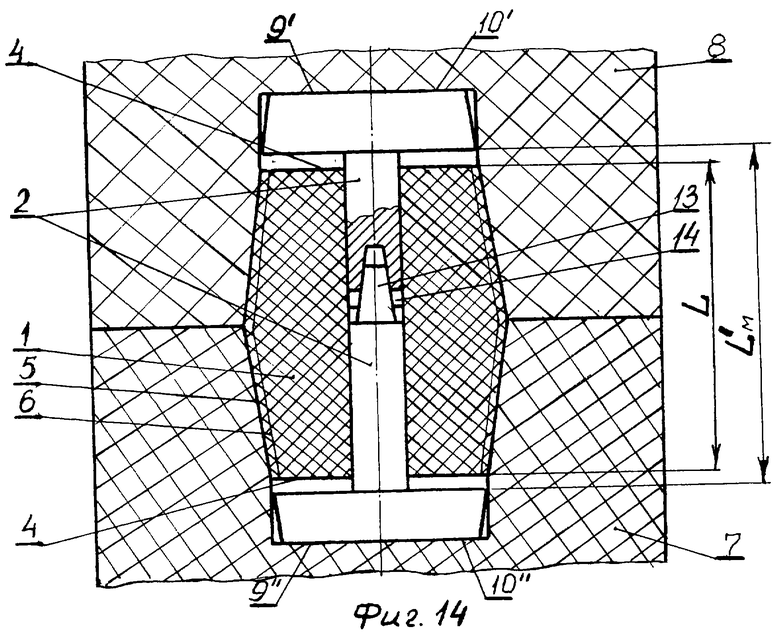
На фиг.1 показан разрез ниппеля с биконической наружной поверхностью и сквозным продольным отверстием, в котором расположен металл, залитый в жидком состоянии и закристаллизовавшийся, выступающий за пределы тела ниппеля с охватом тела ниппеля с обоих его торцев, с резьбой на наружной поверхности тела ниппеля, продолженной на наружной поверхности металла, выступающего за пределы ниппеля; на фиг.2 - то же, что на фиг.1, но без резьбы на наружной поверхности металла; на фиг.3 - то же, что на фиг.2, но выступающая за пределы тела ниппеля часть металла выполнена цилиндрической формы; на фиг.4 показан ниппель с цилиндрической поверхностью и с резьбой на теле ниппеля, продолженной на наружной поверхности металла, выступающего за пределы тела ниппеля; на фиг.5 - то же, что на фиг.4, но без резьбы на наружной поверхности металла; на фиг.6 - то же, что на фиг.1, но с несколькими (двумя на фиг.) сквозными продольными отверстиями в теле ниппеля; на фиг.7 - пример соединения двух электродов с помощью ниппеля, показанного на фиг.1, снабженного резьбой на биконической поверхности тела ниппеля и на поверхности металла вне тела ниппеля; на фиг.8-10 показаны разрезы ниппеля с биконической поверхностью, когда сочленение тела ниппеля и металла с охватом тела ниппеля металлом с обоих торцев осуществлено путем резьбового соединения металлических стержней; на фиг.11-13 показан разрез ниппеля с биконической поверхностью, когда сочленение тела ниппеля и металла с охватом тела ниппеля металлом с обоих торцев осуществлено путем клинового соединения и на фиг.14 приведен пример соединения двух электродов с помощью ниппеля, показанного на фиг.11.
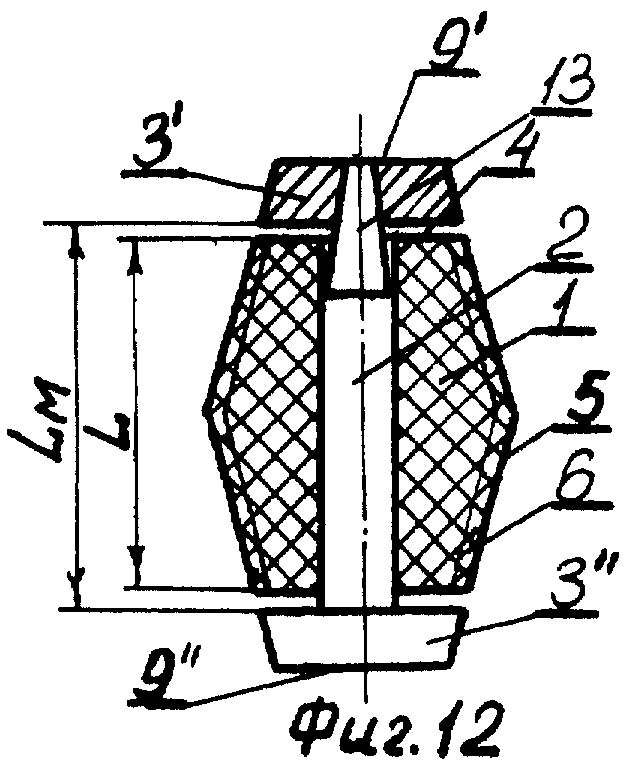
Ниппель (графитированный или угольный) имеет тело 1 и сквозное продольное отверстие, в котором расположен металл 2. Удельное электрическое сопротивление металла 2 на два порядка ниже удельного электрического сопротивления материала ниппеля 1. В основном теле ниппеля имеется одно отверстие (фиг.1-5 и 8-13), но их число может быть большим (фиг.6). Металл выступает за пределы тела ниппеля 1 и выступающая часть металла 3’ и 3’’ охватывает обе торцевые поверхности ниппеля 4. Тело ниппеля 1 выполнено биконическим (фиг.1-3, 6, 8-13) или цилиндрическим (фиг.4 и 5) с наружной поверхностью 5, на которой всегда имеется резьба 6. Эта же резьба может быть продолжена на выступающей поверхности металла 3’ и 3’’ (фиг.1, 4, 6, 8-10). Выступающая часть металла 3’ и 3’’ имеет коническую (фиг.1, 2, 6, 8-13) или цилиндрическую (фиг.3-5) форму. Не зависимо от формы выступающей части металла 3’ и 3’’ ее диаметр не превышает диаметра торцевой поверхности 4 тела ниппеля 1 с обеих его сторон. Последнее определено условиями сборки электродов в электродную колонну с помощью ниппелей. Длина тела ниппеля L (фиг.7 и 14) определена функцией ниппеля по соединению электродов в электродную колонну и нормирована в зависимости от диаметра соединяемых электродов. Диаметр сквозного продольного отверстия d в теле ниппеля 1 определен условием пропускания основной части электрического тока (при работе ниппеля в сочленении электроды - ниппель) через металл 2, заполнивший это сквозное продольное отверстие, минуя резьбовое соединение 6. Естественно на выбор диаметра отверстия d оказывают также влияние условия работоспособности ниппеля. Высота h металла 3’ и 3’’ за пределами тела ниппеля 1 для ниппелей с резьбой на наружной поверхности металла, выступающего за пределы ниппеля (фиг.1, 4, 6, 8-10), взаимосвязана с площадью сечения металла 2, заполнившего сквозное продольное отверстие в теле ниппеля (т.е. со значением πd2/4), т.е. условием пропускания электрического тока, минуя сочленение электрод-ниппель-электрод.
Ниппели, изображенные на фиг.1, 4 и 6, а также на фиг.8-10 изначально соединяют электроды 7 и 8 в электродную колонну так, как показано на фиг.7 (изначально, т.е. до расплавления металла 2 в рабочем пространстве электродуговой печи, что будет пояснено ниже при описании работы ниппеля). При этом торцевые поверхности металла 9’ и 9’’, выходящего за пределы тела ниппеля, не контактируют с торцевыми поверхностями 10’ и 10’’ гнезда в теле соединяемых электродов. В то же время ниппели, изображенные на фиг.1, 4, 6, 8-10, т.е. имеющие резьбу 11’ и 11’’ на наружной поверхности металла 3’ и 3’’, выступающего за пределы тела ниппеля 1, контактируют по резьбе 11’ и 11’’ с соответствующей резьбой в гнездах соединяемых электродов 7 и 8. Ниппели, изображенные на фиг.2, 3 и 5, такого контакта с соединяемыми электродами не имеют, т.к. у них отсутствует резьба 11’ и 11’’ на наружной поверхности металла 3’ и 3’’, выступающего за пределы ниппеля 1.
Сочленение тела ниппеля 1 и металла с охватом тела ниппеля 1 по обоим торцам 4 металлом 3’ и 3’’, выступающим за пределы тела ниппеля, может быть обеспечено путем заливки металла (фиг.1-6), путем резьбового соединения 12 (фиг.8-10) или путем клинового соединения 13 (фиг.11-13). При этом резьбовое и клиновое соединения обеспечивают сочленение по меньшей мере двух металлических стержней (фиг.8, 9, 11 и 12) с охватом тела ниппеля 1 металлом по торцам 4. Число сочленяемых стержней может составлять три (фиг.10 и 13). Резьбовое соединение 12 или клиновое соединение 13 при этом располагают внутри сквозного продольного отверстия в теле ниппеля 1 (фиг.8 и 11) или вне его (фиг.9, 10, 12 и 13).
При реализации сочленения тела ниппеля и металла с охватом тела ниппеля по торцам 4 металлом, указанный охват может быть выполнен с плотным контактом металла 3’ и 3’’ с торцами 4 тела ниппеля 1 (фиг.1-6 и фиг.8-10), но может быть выполнен с зазором (фиг.11-13) при реализации указанного сочленения с помощью клинового соединения. В последнем случае расстояние между охватывающими поверхностями металла LM превышает расстояние между торцами 4 тела ниппеля L (фиг.12) и клиновое соединение 13 снабжено возможностью затягивания на величину, гарантирующую наличие зазора между указанными поверхностями металла и ниппеля (разности L’M-L>0 на фиг.14) при нормированном соединении электродов 7 и 8 в колонну. Таким образом, обеспечивают нормированное соединение электродов 7 и 8 и после реализации этого соединения расстояние между охватывающими поверхностями металла L’M всегда превышает расстояние L между торцами 4 тела ниппеля 1 (фиг.14). Для облегчения процесса соединения электродов 7 и 8 при использовании клинового соединения 13 и реализации указанных условий может быть использован частичный разрез 14 (фиг.14) одной из контактирующих конических поверхностей. При этом под нормированным соединением электродов понимают известные рекомендации по моментам стягивания электродов в электродную колонну в зависимости от размеров их диаметров (см., например, “News and Recommendations for AC and DC Arc Funace Applications” SGL Carbon’s “Recommended Joint Torque”. January, 1999).
Способ изготовления ниппелей, представленных на фиг.1-6, включает получение по известной технологии тела ниппеля 1 с биконической или цилиндрической наружной поверхностью 5, на которой нарезана резьба 6, с двумя торцами 4. В теле ниппеля просверлено по меньшей мере одно сквозное продольное отверстие.
Тело ниппеля 1 устанавливают вертикально в разъемную форму. В указанной форме выполнены отверстия строго по форме тела ниппеля 1, кроме того, имеются по вертикали сверху и снизу полости за пределами тела ниппеля, в том числе верхняя полость формы открыта наружу. Диаметр этих полостей не превышает диаметр торцевого сечения ниппеля. Сверху через эту открытую полость заливают металл, которым заполняют сквозное продольное отверстие в теле ниппеля и полости за пределами ниппеля. В качестве заливаемого металла используют алюминий или медь. Оба эти металлы имеют удельное электросопротивление на несколько порядков ниже, чем у графита или угля, из которых изготовлено тело ниппеля 1. В основном используют алюминий, так как большинство сталей, получаемых в электродуговых сталеплавильных печах, имеют в своем составе алюминий. Для электродуговой печи, плавящей медьсодержащие стали, в качестве металла, заливаемого в ниппель, используют медь.
Путем заливки обеспечивают выход заливаемого металла за пределы тела ниппеля в начале в нижней части формы (3’’ на фиг.1-6), затем, к концу заливки металла, с охватом тела ниппеля по его торцевым поверхностям (3’ и 3’’ на фиг.1-6). Начало процесса кристаллизации металла обеспечивают снизу залитого металла путем дополнительного охлаждения формы снизу, или утеплением залитого металла сверху, или тем и другим мероприятием одновременно. Этим избегают образования пустых полостей в закристаллизовавшемся металле из-за его усадки. После застывания металла ниппель удаляют из формы и нарезают резьбу 11’ и 11’’ на наружной поверхности выступающей части металла 3’ и 3’’, если это предусмотрено конструкцией ниппеля (фиг.1, 4 и 6).
Способ изготовления ниппелей, представленных на фиг.8-10, включает получение по известной технологии тела ниппеля 1, например, с биконической поверхностью 5. На эту поверхность нарезают резьбу 6. Тело ниппеля 1 ограничено двумя торцами 4. В теле ниппеля просверлено одно сквозное продольное отверстие по центру ниппеля. Сочленение тела ниппеля 1 и металла с охватом тела ниппеля металлом 3’ и 3’’ с обоих торцев 4 ниппеля осуществляют путем резьбового соединения 12 металлических стержней из алюминия или меди. Металлические стержни изготавливают путем, например, резания. За счет резьбового соединения стягивают тело ниппеля 1 металлическими стержнями с охватом металлом 3’ и 3’’ тела ниппеля по обоим торцам 4.
Резьбовое соединение располагают внутри сквозного продольного отверстия в теле ниппеля (фиг.8), при этом используют два металлических стержня, имеющих по меньшей мере по две ступени.
Диаметр меньшей ступени стержня несколько (на доли мм) меньше диаметра сквозного продольного отверстия в теле ниппеля. Диаметр большей ступени стержней не превышает диаметра торца ниппеля 4. На меньшей ступени каждого стержня нарезают резьбу (наружную и внутреннюю соответственно). Стержни вставляют в продольное отверстие ниппеля и стягивают за счет свинчивания резьбового соединения, чем обеспечивают сочленение тела ниппеля и металла с охватом тела ниппеля металлом с обоих торцев.
Резьбовое соединение располагают вне сквозного продольного отверстия в теле ниппеля (фиг.9). В этом случае по резьбе соединяют металлический стержень, имеющий по меньшей мере две ступени, с наружной резьбой на конце ступени с меньшим диаметром, со стержнем с внутренней резьбой. Диаметр ступени стержня с наружной резьбой несколько (на доли мм) меньше диаметра сквозного продольного отверстия в теле ниппеля. Больший диаметр двухступенчатого стержня и диаметр стержня с внутренней резьбой одинаковы и не превышает диаметр торцев тела ниппеля. Стержень малым диаметром вставляют в продольное отверстие ниппеля и за счет свинчивания резьбового соединения стягивают тело ниппеля, обеспечивая сочленение тела ниппеля и металла с охватом тела ниппеля металлом с обоих торцев.
Резьбовое соединение располагают вне сквозного продольного отверстия в теле ниппеля (фиг.10). В этом случае металлический стержень меньшего диаметра с наружной резьбой на обоих концах вставляют в продольное сквозное отверстие в теле ниппеля и с двух сторон на него свинчивают металлические стержни большего диаметра с внутренней резьбой. Тем самым стягивают тело ниппеля с охватом его металлом с обоих торцев.
Заключительным этапом технологии изготовления ниппелей, представленных на фиг.8-10, является нанесение резьбы 11’ и 11’’ на наружной выступающей части металла 3’ и 3’’, если это предусмотрено конструкцией ниппеля.
Способ изготовления ниппелей, представленных на фиг.11-13, включает получение по известной технологии тела ниппеля 1 с биконической или цилиндрической наружной поверхностью 5, на которой нарезана резьба 6, с двумя торцами 4. В теле ниппеля просверлено одно сквозное продольное отверстие по центру тела ниппеля. Сочленение тела ниппеля 1 и металла с охватом тела ниппеля металлом 3’ и 3’’ с обоих торцев 4 осуществляют путем клинового соединения 13 (фиг.11-13).
По аналогии с резьбовым соединением на фиг.8-10 клиновое соединение располагают внутри сквозного продольного отверстия (фиг.11) или вне сквозного продольного отверстия (фиг.12 и 13). Диаметральные параметры сочленяемых металлических стержней и их число аналогичны описанному изготовлению ниппелей с резьбовым соединением. Отличие состоит, во-первых, в использовании вместо резьбового соединения клинового с уклоном 1:10 или 1:6; во-вторых, в линейных размерах сочленения тела ниппеля и металла. Линейные параметры клинового соединения назначают такими, чтобы после соединения металлических стержней и тела ниппеля, расстояние между охватывающими тело ниппеля поверхностями металла LM было больше высоты тела ниппеля 1, т.е. размера L (см. фиг.12, аналогично фиг.11 и 13). При этом, при назначении этой разницы в размерах LM и L учитывают, что в процессе сборки электродов в электродную колонну с нормированным их стягиванием разница LM-L уменьшится до L’M-L (фиг.14), но последняя обязательно должна иметь место, т.е. L’M>L. Более того, для гарантированного обеспечения этих условий в процессе изготовления клинового соединения на одной из деталей, образующих клиновое соединение, наносят продольный разрез 14 (например, на фиг.14 разрез показан на охватывающей детали клинового соединения).
Отличие изготовления предложенного ниппеля с клиновым соединением металлических стержней, обеспечивающим сочленение тела ниппеля и металла с охватом тела ниппеля металлом с обоих торцев, от рассмотренного технического решения этой же задачи с использованием резьбового соединения состоит также в полном отсутствии необходимости наносить резьбу 11’ и 11’’ на наружной выступающей части металла 3’ и 3’’, что станет ясным из рассмотрения работы предложенного ниппеля.
Предложенный ниппель работает следующим образом.
По общепринятой технологии осуществляют удлинение электродной колонны путем соединения электрода 7, эксплуатируемого в колонне, с новым электродом 8 (фиг.7), при этом соединение осуществляют с помощью, например, биконического ниппеля, полученного путем заливки металла и его кристаллизации (фиг.1 и 6) или путем резьбового соединения (фиг.8-10). Применение ниппеля не изменяет технологию соединения электродной колонны, которая полностью сохраняется и отличие состоит лишь в том, что в соединяемых электродах при их изготовлении должно быть предусмотрено развитие (углубление) гнезда под ниппель на величину высоты h металла 3’ и 3’’, выступающего за пределы ниппеля.
Известно, что в процессе работы электродуговой сталеплавильной печи до входа электродной колонны в рабочее пространство печи температура электродов (и ниппеля) постепенно повышается до 600...660°С. Известно также, что температура плавления, например, алюминия находится на уровне 660°С. Следовательно на этом участке работы электродной колонны электрический ток по резьбе 11’ будет поступать из электрода 8 в алюминий 3’, по нему попадать в стержень 2 в отверстии ниппеля и из него через алюминий 3’’ и резьбу 11’’ в электрод 7. Тем самым электрический ток при минимальном сопротивлении обойдет резьбовое соединение электрод-ниппель-электрод. Положительные последствия такого протекания электрического тока по электродной колонне настолько очевидны, что здесь не рассматриваются.
По мере опускания электродной колонны в рабочее пространство электродуговой печи общий уровень температуры электродов постепенно начинает превышать 660°С, в результате металл в ниппеле расплавляется с образованием в верхнем электроде 8 превышения жидкого металла над торцем ниппеля, равного величине h1 (фиг.7). Значение h1 будет меньше h, начальной высоты этого металла в твердом состоянии. Это определено наличием предусмотренных полостей в электродах (размеров гнезд под ниппель). Однако формирующееся соотношение h1<h не влияет на выполнение ниппелем своих основных функций по соединению электродов 7 и 8. В то же время значение высоты h1 влияет на описанную картину протекания электрического тока через ниппель, минуя резьбовое соединение ниппеля с электродами 7 и 8.
После того, как металл (например, алюминий) в ниппеле расплавится, важное значение имеет соотношение площади контакта жидкого металла в верхней части между электродом 8 и жидким металлом и площади сечения металла 2 в сквозном продольном отверстии ниппеля. Значение первой из этих площадей должно превышать (в крайнем случае быть равным) значение второй. Т.е., например, при цилиндрической полости в электроде за пределами биконической части ниппеля (фиг.3) обеспечивают соотношение h1·π·D≥n·πd2/4, где D - диаметр цилиндрического отверстия в гнезде электрода, n - число сквозных продольных отверстий в ниппеле. При этом в этом соотношении предпочтение отдают превышению левой части над правой. Заметим, что наличие резьбы 11’ и 11’’ на выступающей части металла 3’ и 3’’ (фиг.1, фиг.4 и 6, 8-10) и соответствующей резьбы в электроде, в гнезде под ниппель, увеличивает площадь контакта расплавившегося жидкого металла в ниппеле с поверхностью электрода. Следовательно позволяет обходиться меньшим количеством металла, заливаемого в ниппель при его изготовлении, тем самым, в конечном итоге уменьшается часть металла, попадающего из ниппеля в сталь в процессе плавки. Поэтому при применении предлагаемого ниппеля предпочтение отдают ниппелям с наличием наружной резьбы 11’ и 11’’ на поверхности металла 3’ и 3’’, выступающего за пределы ниппеля.
В процессе работы ниппеля в рабочей зоне печи основная часть электрического тока, пропускаемого электродной колонной, при подходе к сочленению электрод 8 - ниппель - электрод 7 поступает в жидкий металл в теле ниппеля, имеющий сверхнизкое в сравнении с графитом (углем) удельное электросопротивление; далее электрический ток проходит по этому металлу, и из него поступает в электрод 7. Таким образом электрический ток “обходит” резьбовое соединение 6 электродов 7 и 8 с телом ниппеля 1 (фиг.7). Тем самым максимально устраняется повышенный разогрев тела ниппеля 1. В остальном тело ниппеля 1 и его резьба 6 выполняют в процессе работы электродной колонны общеизвестные функции по прочному соединению электродов 7 и 8.
Работа предложенного ниппеля, в котором сочленение тела ниппеля и металла с охватом металлом обоих торцев ниппеля выполнено с помощью клинового соединения (фиг.11-13), отличается от описанной (на фиг.7) в начале работы электродной колонны, точнее до ее разогрева до температуры плавления металла в ниппеле.
Это отличие состоит в том (фиг.14), что до расплавления металла (алюминия) в ниппеле электрический ток из электрода 8 протекает через поверхности контакта 9’ (ниппель) – 10’ (электрод), поступает в алюминий 3’, из него в алюминий 2, затем по нему в алюминий 3’’ и через контакт поверхностей 9’’-10’’ в электрод 7. В конечном итоге реализуется аналогичная представленной на фиг.7 картина прохождения основной части электрического тока из электрода 8 в электрод 7, минуя их сочленения по резьбе 6 с телом ниппеля 1.
По мере расплавления алюминия в теле ниппеля различия в работе ниппелей, представленных на фиг.1-6 и 8-13, нивелируются.
Вопрос выбора принципа реализации сочленения тела ниппеля и металла с охватом металлом обоих торцев ниппеля (заливкой металла, использованием резьбового соединения или применением клинового соединения) определяется реальными условиями производства ниппелей и их эксплуатации. В массовом производстве ниппелей и электродов предпочтение отдают способам изготовления ниппелей с применением резьбового или клинового соединений. В этом случае на станках путем резания из поковок формируют металлические стержни для последующей сборки с телом ниппеля. В индивидуальных случаях, в частности, в местах использования ниппелей и электродов (т.е. в сталеплавильных цехах) предпочтение отдают реализации указанного сочленения металла и тела ниппеля путем заливки металла и его последующей кристаллизации.
Применение предложенного ниппеля для соединения электродов в электродную колонну в электродуговых печах существенно снижает электрическое сопротивление прохождению электрического тока через сочленение электрод-ниппель-электрод. Это снижение уменьшает разогрев соединяемых электродов и особенно ниппеля, что положительно сказывается в целом на работе электродной колонны. При этом полностью сохраняются операции, реализуемые в промышленности по наращиванию электродной колонны, т.е. процесс сборки колонны не усложняется. Способы изготовления предложенного ниппеля также не влияет на основные операции, реализуемые при сборке электродных колонн.
Изобретение относится к черной металлургии, точнее к производству стали в электродуговых печах и применяемым при этом электродах. Ниппель является биконическим или цилиндрическим телом с резьбой и двумя торцами, а также сквозным продольным отверстием. В отверстии размещен металл, который выступает за тело ниппеля и охватывает его по торцам. Размещенный металл имеет удельное электросопротивление ниже, чем материал тела ниппеля. В качестве металла может использоваться алюминий или медь. Способы изготовления ниппеля включают получение тела ниппеля по известным технологиям: получение в теле ниппеля продольного сквозного отверстия (отверстий); заполнение отверстия в теле ниппеля металлом путем заливки, путем резьбового соединения стержней или путем клинового соединения стержней. Во всех случаях с охватом тела ниппеля с обоих торцев. Технический результат – применение ниппеля существенно сократит сопротивление прохождению электрического тока по электродной колонне. 4 с. и 9 з.п. ф-лы, 14 ил.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОЧИСТКИ ПИТЬЕВОЙ ВОДЫ | 2000 |
|
RU2203226C2 |
| УЗЕЛ СОЕДИНЕНИЯ СЕКЦИЙ ЭЛЕКТРОДОВ | 1992 |
|
RU2037984C1 |
| Способ шагового перемещения деформируемого тела | 1991 |
|
SU1804685A3 |
| Способ настройки высокомоментного бесконтактного двигателя постоянного тока | 1991 |
|
SU1804684A3 |
| Вращающаяся резцовая оправка для автоматического отвода резца от обработанной поверхности при тонком растачивании отверстий | 1955 |
|
SU101819A1 |

