Настоящее изобретение относится к области турбомашин, в частности авиационных турбомашин, и предназначено для восстановления подвижных облопаченных дисков.
Для удовлетворения все возрастающих требований к рабочим характеристикам двигателей для компрессоров газотурбинных двигателей в настоящее время из титановых сплавов изготавливают выполненные за одно целое облопаченные диски, или «блиски». В известном роторе лопатки удерживаются своими хвостовиками, которые вставлены в корпус, выполненный на ободе диска. При этом диски и лопатки изготавливаются отдельно, после чего собираются в облопаченный ротор. В «блиске» лопатки и диск изготавливают непосредственно из кованной заготовки, то есть они образуют единую деталь. Этот способ позволяет добиться существенного снижения массы двигателя и обеспечивает значительную экономию при изготовлении. Проблемы коррозионно-механического изнашивания хвостовиков лопаток и полостей, возникающих при работе, больше не существует.
Однако ротор такого типа имеет недостаток, заключающийся в трудности восстановления (ремонта). При работе лопатки компрессора могут быть повреждены из-за ударов, вызываемых попаданием в двигатель посторонних тел, или из-за эрозии, вызванной пылью и другими частицами, содержащимися в воздухе, протекающем через двигатель, и контактирующими с поверхностью лопаток. Такой износ двигателя, если он не может быть восстановлен в соответствии с критериями, установленными в документации производителя, влечет замену одной или более из дефектных лопаток. В случае деталей, где лопатки выполнены за одно целое, такие лопатки являются цельной частью массивной детали и, в отличие от обычных конструкций, их нельзя заменять или даже снимать для индивидуального ремонта. Деталь необходимо восстанавливать непосредственно на диске. Следовательно, при восстановлении необходимо учитывать все аспекты компонента, включая его размер, массу и, в случае крупногабаритных компонентов, возможность доступа к восстанавливаемой зоне.
Таким образом, в случае «блиска», к областям каждой лопатки, обычно затрагиваемым ремонтом, относятся конец лопаток, угол аэродинамической поверхности на стороне передней кромки, угол аэродинамической поверхности на стороне задней кромки, передняя кромка и задняя кромка. Лопатки имеют так называемую трехмерную конструкцию, отличительным признаком которой является форма, изменяющаяся в трех измерениях, и переменная толщина вдоль этого меняющегося профиля. Максимальная протяженность зон, которые можно восстанавливать, должна выбираться с учетом характера применения двигателя и аэродинамических нагрузок, которые выдерживают детали.
Известные способы ремонта состоят в удалении поврежденного участка и замене удаленного участка деталью подходящей формы или в проведении наплавки. Эти способы по существу основаны на обычных операциях механической обработки, используемых для удаления поврежденного участка, бесконтактного контроля отремонтированной детали, ультразвуковой наклепки и заданной обработки отремонтированного участка.
Настоящее изобретение относится к восстановлению наплавкой.
Восстановление особенно затруднено в случае применения некоторых сплавов, сварка которых приводит к образованию объемных дефектов. Это, в частности, относится к титановому сплаву Ti17. Этот сплав упомянут, например, в заявке на европейский патент ЕР 1340832, в которой описано изделие, например лопатка, выполненная из этого материала. Наплавка, обычно и широко применяющаяся в авиационной промышленности и использующая методы дуговой сварки вольфрамовым электродом в среде инертного газа (TIG) или сварки микроплазмой, не позволяет обрабатывать сплав Ti17 в условиях, позволяющих добиться удовлетворительных результатов.
Эти обычные способы наплавки приводят к образованию дефектов. Так, TIG-наплавка, требующая существенного расхода энергии по сравнению с небольшой толщиной свариваемых деталей, генерирует напряжения и приводит к образованию большого количества пор, таких как микропоры или микропузырьки, а также образует расширенную зону термического влияния. Такие микропоры, которые нелегко обнаружить, способствуют ослаблению механических свойств, величина которого доходит до 80%. Такое ослабление поведения компонентов при эксплуатации неприемлемо, и наплавку такого типа применять нельзя. Наплавка микроплазмой приводит к образованию уменьшенной зоны термического влияния, которая все еще остается относительно большой. Более того, этот способ требует особого внимания и периодической проверки используемого оборудования и компонентов, чтобы рабочие параметры станка оставались стабильными и не приводили к изменениям ожидаемых результатов.
В патенте США 6568077 описан способ ремонта лопатки на «блиске», при котором поврежденный участок подвергают механической обработке, а затем в первом рабочем режиме удаленный участок восстанавливают путем осаждения металла на станке для сварки вольфрамовым электродом в среде инертного газа (TIG). Во втором рабочем режиме вваривают вставку на станке для электронно-лучевой сварки. После этого на подходящем станке восстанавливают профиль лопатки. Однако в этом способе нет упоминания о проблеме, встречающейся при сварке определенных титановых сплавов.
Заявитель обнаружил, что использование наплавки с применением лазерного луча устраняет проблемы, встречающиеся в обычных способах. В частности, лазерная наплавка минимизирует дефекты в зоне плавки.
Лазерная наплавка уже известна и используется, например, для задач, где необходимо образовать металлический контур, особенно по данным систем автоматизированного проектирования (CAD). Стенки имеют толщину от 0,05 до 3 мм, и высота слоев составляет от 0,05 до 1 мм. Этот способ позволяет добиться прекрасной металлургической связи с подложкой.
Способ наплавки лазерным лучом имеет следующие преимущества: приток теплоты является постоянным во времени. У теплоты нет времени на накопление в объеме и на диффузию, и, следовательно, для титана отсутствует выделение газа и ограничивается уменьшение прочности. Более того, этот способ обладает хорошей повторяемостью и надежностью после установки параметров станка, и он легко контролируется.
Применяемые в настоящее время лазерные технологии заключаются в подаче материала заполнителя и одновременном облучении подложки лазерным лучом. Материал по существу наносится в зоне обработки в форме порошка или металлической проволоки. В других вариантах он распыляется в форме струй порошка на рабочую зону с помощью подходящей насадки.
В основу изобретения поставлена задача усовершенствования известных способов ремонта облопаченных дисков турбомашин и разработка способа, позволяющего получить надежные и долговечные восстановленные облопаченные диски турбомашин.
Для решения поставленной задачи предложен способ восстановления облопаченного диска турбомашины, выполненного в виде единой детали, или «блиска», имеющего, по меньшей мере, одну зону повреждения, путем наплавки металла на эту зону повреждения на станке для наплавки, при котором подготавливают зоны повреждения, наплавляют в зоне металл и подвергают восстановленную зону финишной обработке, отличающийся тем, что
при подготовке зоны повреждения подвергают механической обработке так, чтобы получить восстанавливаемую зону с заданным профилем;
проводят наплавку на тестовом образце, называемом начальным тестовым образцом, имеющим указанный заданный профиль, с использованием станка для наплавки, который является станком для лазерной наплавки и имеет заданные рабочие параметры;
проверяют качество тестового образца после наплавки и, если качество тестового образца соответствует критерию приемлемости ремонта, осуществляют наплавку в восстанавливаемой зоне, используя тот же станок, не меняя его рабочие параметры.
Целесообразно, чтобы после выполнения наплавки в восстанавливаемой зоне осуществляли наплавку на так называемом конечном тестовом образце, идентичном начальному тестовому образцу, а также производили контроль качества конечного тестового образца.
Целесообразно также, чтобы в качестве металла, из которого выполнен диск, использовался титановый сплав, в частности Ti17 или TA6V.
Целесообразно также, чтобы в качестве наплавляемого металла использовался титановый сплав, в частности Ti17 или TA6V.
Целесообразно также, чтобы поврежденная зона была расположена на конце аэродинамического профиля.
Целесообразно также, чтобы поврежденной зоной являлся угол передней кромки или угол задней кромки аэродинамического профиля.
Предпочтительно, чтобы поврежденная зона была расположена на передней кромке или на задней кромке аэродинамического профиля.
Предпочтительно также, чтобы наплавку осуществляли путем плавления металла лазерным лучом.
Предпочтительно также, чтобы диск имел, по меньшей мере, две зоны повреждения, восстанавливаемые после обработки начального тестового образца.
Предпочтительно также, чтобы производили регулировку установки для наплавки, задавая при этом параметры, посредством наплавки регулировочного тестового образца и последующей проверки качества наплавки путем разрушающего и/или неразрушающего контроля качества наплавки.
Предпочтительно также, чтобы тестовый образец имел профиль зоны, подлежащей наплавке, на передней кромке или на задней кромке аэродинамического профиля этого диска.
Предпочтительно также, чтобы контроль качества наплавки включал в себя тест на усталость, проводимый на тестовой детали, полученной механической обработкой тестового образца после наплавки.
Предпочтительно также, чтобы регулировочный тестовый образец вырезали из кованой заготовки «блиска».
Еще одним объектом настоящего изобретения является начальный и конечный тестовые образцы, выполненные из титанового сплава, форма которых имитирует конец аэродинамического профиля с уплотняющей кромкой.
Еще одним объектом настоящего изобретения является начальный и конечный тестовые образцы, выполненные из титанового сплава, форма которых имитирует угол передней или задней кромки конца аэродинамического профиля, подвергшегося механической обработке по указанной заданной модели.
Настоящее изобретение обладает преимуществом, которое заключается в возможности восстановления выполненных в виде единой детали облопаченных дисков в промышленном масштабе, основываясь на возможности управления установками, применяемыми для наплавки, где нагрев осуществляют посредством лазерного луча. После оценки установки и задания ее параметров все, что требуется - это проверять посредством предварительной проверки тестового образца, что параметры являются правильными и не подвергаются дрейфу. Неожиданно было обнаружено, что этот способ обеспечивает большую надежность при восстановлении таких сложных деталей, как «блиски». Предварительные проверки оказались достаточными для того, чтобы разрешать наплавку нескольких лопаток на одном и том же диске.
Ниже приведено более подробное описание вариантов осуществления изобретения со ссылками на прилагаемые чертежи, на которых:
фиг.1 изображает часть облопаченного диска, выполненного в виде единой детали;
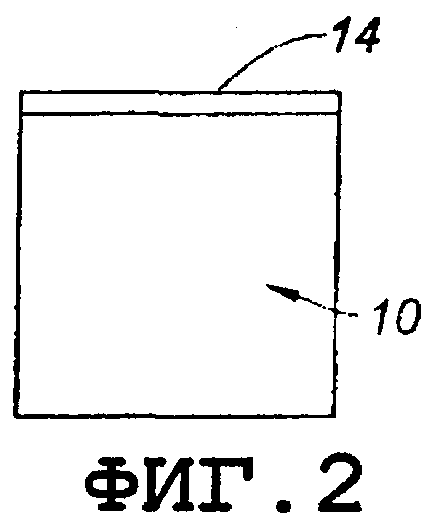
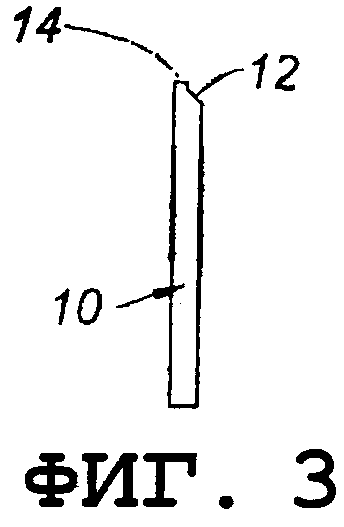
фиг.2, 3 изображают виды спереди и сбоку начального и конечного тестовых образцов, используемых для реализации способа согласно настоящему изобретению для восстановления конца аэродинамического профиля;
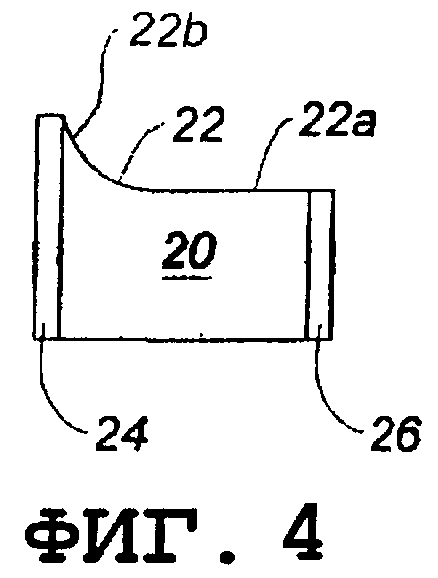
фиг.4 и 5 - виды спереди и сбоку начального и конечного тестовых образцов, используемых для реализации способа согласно настоящему изобретению для ремонта углов периферии аэродинамического профиля;
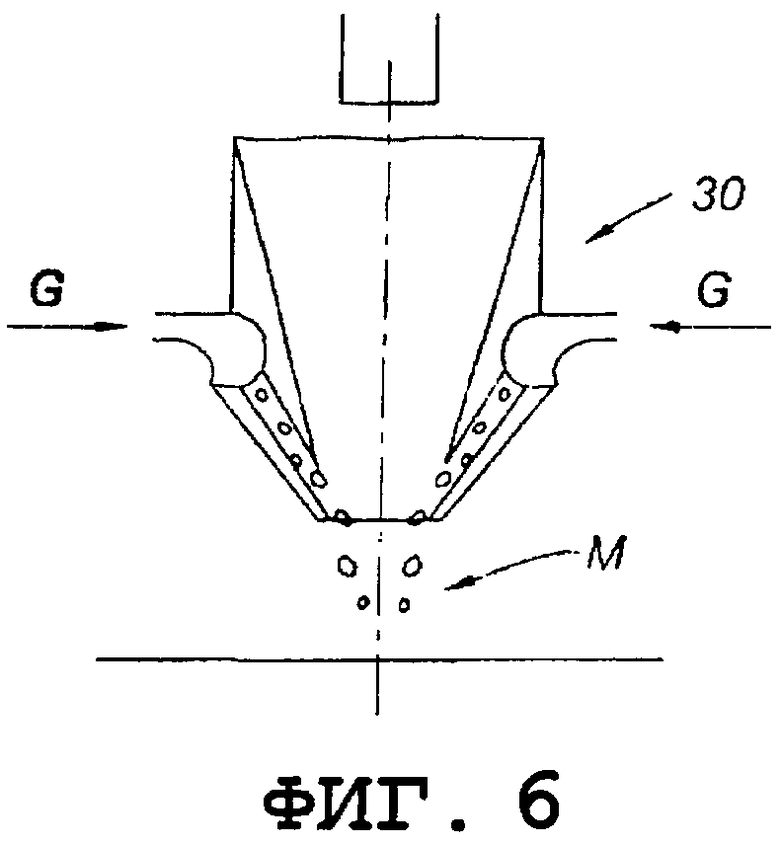
фиг.6 - продольное сечение сварочной насадки для лазерной наплавки;
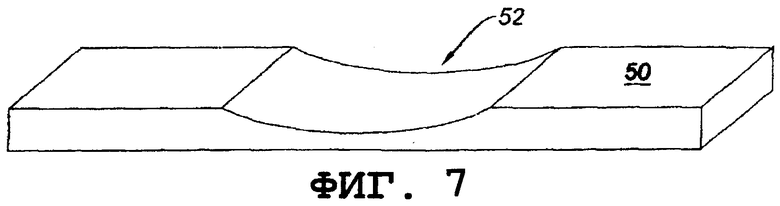
фиг.7 - тестовый образец для определения механических свойств, применяемый для регулировки лазерной установки для наплавки;
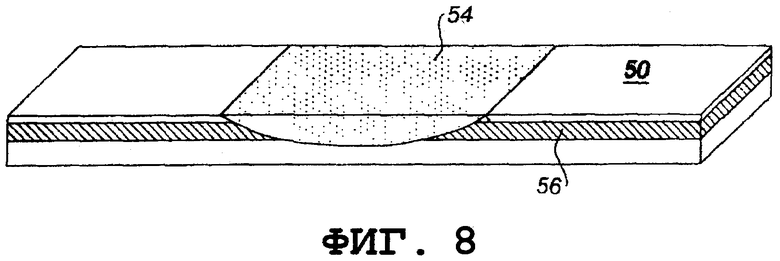
фиг.8 - тестовый образец с фиг.5 после наплавки;
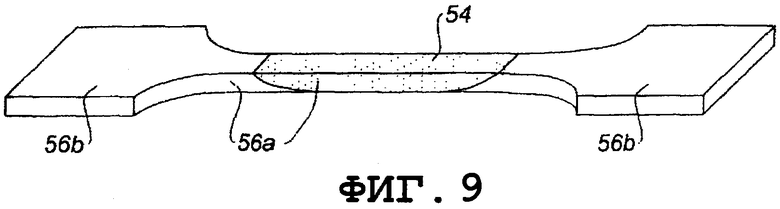
фиг.9 - образец для тестов на циклическую усталость, вырезанный из наплавленного тестового образца с фиг.6.
На фиг.1 показан облопаченный диск 1, выполненный в виде единой детали. Лопатки 3 проходят радиально и распределены по периферии диска 5. Узел выполнен в виде единой детали в том смысле, что он произведен либо механической обработкой из одной заготовки, либо путем приваривания, по меньшей мере, части его компонентов. В частности, лопатки не крепятся к диску расцепляемыми механическими средствами. Зонами, подверженными повреждениям, являются передние кромки 31, задние кромки 32, углы 33 передней кромки, углы 34 задней кромки и конец 35 аэродинамического профиля, имеющий утонченный участок, образующий известную уплотняющую кромку.
Наблюдаемые повреждения зависят от положения зоны. Например, на передней кромке, задней кромке или на углу аэродинамического профиля это может быть потеря материала, вызванная ударами посторонних тел, или трещины. На конце аэродинамического профиля повреждения чаще имеют форму износа из-за трения о кожух двигателя. По экономическим и производственным причинам желательно стандартизировать операции восстановления таких дисков. Таким образом, после проверки на возможность восстановления проводится стандартная операция механической обработки поврежденной зоны или поврежденных зон. Решение о возможности восстановления зависит, в частности, от размера или степени выявленной неисправности.
В зависимости от зоны повреждения удаляется некоторое количество материала так, чтобы геометрия и размеры восстанавливаемой зоны всегда были одними и теми же. Операция образования формы проводится механической обработкой на станке, в частности, фрезерованием с использованием подходящего инструмента, позволяющего получить чистоту поверхности, сравнимую с требуемым качеством наплавки.
Наплавляемую поверхность, предназначенную для приема материала наполнителя, затем очищают как механическим, так и химическим способом. Такая очистка выбирается в соответствии с материалом подложки. Это важно при использовании, в частности, титанового сплава Ti17 или TA6V.
Начальный тестовый образец производят наплавкой. На фиг.2 и 3 показан тестовый образец 10, соответствующий наплавке конца аэродинамического профиля. Этот тестовый образец в форме прямоугольной пластинки постоянной толщины и длиной, например, 44 мм имеет характеристики, совпадающие с характеристиками восстанавливаемой зоны:
- он предпочтительно выполнен из того же материала;
- он имеет такие же поверхностные, геометрические, термические и металлургические характеристики.
На фиг.3 показан вид сбоку кромки пластинки, геометрия которой аналогична геометрии конца аэродинамического профиля после механической обработки в восстанавливаемой зоне. Этот конец содержит часть 12 криволинейной формы и часть 14, представляющую основание уплотняющей кромки у начала радиуса закругления. Толщина соответствует толщине аэродинамического профиля.
На фиг.4 и 5 показан тестовый образец для восстановления угла передней или задней кромки аэродинамического профиля. Тестовый образец 20 выполнен в форме прямоугольной пластинки постоянной толщины. Пластинка обработана для получения профиля 22, который совпадает с профилем восстанавливаемой зоны после механической обработки угла аэродинамического профиля. Профиль содержит прямой участок 22а, расположенный вблизи конца аэродинамического профиля и проходящий параллельно передней или задней кромке. Прямой участок 22а переходит в криволинейный участок 22b, который заканчивается на передней или на задней кромке. Тестовый образец 20 имеет цельный первый хвостовик 24, представляющий стык участка 22b с передней или задней кромкой аэродинамического профиля, и второй хвостовик 36, представляющий стык участка 22а с концом аэродинамического профиля.
На фиг.6 показана насадка 30 для лазерной наплавки. Эта насадка имеет каналы для подачи металлического порошка, наносимого на восстанавливаемую зону вдоль оси распространения лазерного луча. Луч направлен на деталь, и металлический порошок М захватывается потоком газа G в зоне, нагреваемой лучом.
Насадка перемещается вдоль восстанавливаемой зоны вперед и назад, постепенно наплавляя пакет слоев материала, осаждаемого и плавящегося лучом лазера. Наплавку проводят с постоянной скоростью и интенсивностью, даже если толщина детали изменяется.
Параметры адаптируют, в частности, так, чтобы ограничить внутренние напряжения и любую повторную обработку, а также размер зоны термического влияния. При наплавке следует принимать во внимание следующие параметры:
- высоту точки фокусировки лазерного луча (предпочтительно YAG-лазер) над поверхностью;
- скорость подачи головки 30;
- энергию луча;
- используемый порошок (Ti17 или TA6V), который необязательно является тем же материалом, что и подложка, с ее размерами частиц, предпочтительно составляющими от 30 до 100 мкм, и точкой фокусировки;
- характер захватывающего или удерживающего газа, которым предпочтительно является гелий или аргон.
Тип применяемой насадки определяют заранее. Скорость и энергия зависят от типа применяемого станка.
В частности, было обнаружено, что при использовании Ti17, для предотвращения появления пористости в объеме, параметры не должны изменяться более чем на ±5%.
Непрерывность нанесения слоев, их толщину и ширину проверяют визуально. Целью является обнаружение следов окисления, которое может произойти из-за плохого экранирования удерживающим газом, отсутствие связи, трещин (под бинокулярным микроскопом) и нерасплавленного материала.
Когда наплавка тестового образца будет сочтена хорошей, параметры обработки утверждают. Допускается изменение на 5%.
Следующим этапом является восстановление зоны или зон наплавкой на детали или деталях в зависимости от конкретного случая. Восстанавливают все подготовленные зоны, относящиеся к одному типу зон и соответствующие тестовому образцу.
Проводят простой визуальный контроль наплавленной зоны. Этот способ используется потому, что невозможно использовать способы разрушающего контроля или способы, требующие много свободного пространства, которого на «блиске» нет.
Создают конечный тестовый образец, полученный в тех же условиях наплавки, которые использовались на предыдущем этапе, для получения результата, представляющего восстановление, проведенное на лопатках «блиска».
Проверка конечного тестового образца позволяет принять или отбраковать отремонтированный «блиск». Такая проверка включает металлографическую оценку, поиск пузырей, которые представляют собой полости, сформированные газом, выделившимся из металла. В случае сплава Ti17 размер микропузырьков может составлять от 5 до 100 мкм, и простой радиографией они не обнаруживаются. Плотность микропор, наблюдаемая методами металлографической оценки, является ключевым фактором приемки восстановления.
По завершении наплавки восстановление завершают обычные операции термообработки и финишной механической обработки.
Следует отметить, что особое внимание следует уделять термообработке, чтобы не образовывать загрязнения.
Настоящее изобретение также относится к оценке установки для лазерной сварки для реализации способа восстановления наплавкой. Это делается потому, что прежде, чем ввести станок в эксплуатацию и применять его для восстановления «блисков» наплавкой, необходимо провести тестовый цикл для регулировки сварочных параметров.
Согласно другому признаку настоящего изобретения операцию регулировки проводят, осуществляя тесты на так называемых регулировочных тестовых образцах. Эти регулировочные тестовые образцы 50, показанные на фиг.7-9, позволяют:
- визуально определить отсутствие окисления и измерить геометрию наплавки;
- оценить металлургическое качество наплавки после механической обработки с термообработкой и без термообработки с помощью неразрушающих и разрушающих тестов, например с помощью теста на глубину проникновения пробника и с помощью микрофотографии;
- определить механические характеристики наплавленного лазерной сваркой материала Ti17 после механической обработки и термообработки, то есть провести тесты на многоцикловую усталость.
Предпочтительно использовать брусок, полученный из кованой заготовки «блиска», поскольку она будет иметь направление волокнистости того же характера, что и «блиски», которые будут восстанавливаться на этой установке.
Регулировочный тестовый образец в виде имеющего форму параллелепипеда бруска 50 с вырезанным углублением 52, геометрия профиля которого соответствует полости, которая будет вырезана из поврежденной зоны передней или задней кромки аэродинамического профиля, подвергают наплавке для формирования восстанавливаемой зоны. Брусок шире аэродинамического профиля. Углубление 52 подвергают необходимой наплавке на станке. Благодаря ширине бруска наплавку осуществляют, пересекая разные слои. Когда наплавка готова, как показано на фиг.8, возможно, с небольшим запасом, который, как считается, не приводит к каким-либо последствиям, из бруска вырезают слой 56. Этот слой 56, показанный заштрихованным на фиг.7, содержит наплавленный участок 54. На фиг.9 показан слой 56, который подвергают механической обработке для получения центрального участка 56а, образующего брусок, содержащий зону наплавки. В этом центральном участке вся толщина участка 56а состоит из материала наплавки. По обе стороны от центрального бруска 56а выполнены более широкие язычки 56b для крепления в кулачках машины для испытаний на циклическую усталость.
Когда тесты регулировочных брусков дают удовлетворительные результаты, считается, что регулировка установки завершена. После этого можно проводить восстановление «блисков». Между двумя циклами восстановления «блисков» необходим цикл для регулировки установки. При этом достаточно убедиться, что начальный и конечный тестовые образцы дают удовлетворительные результаты наплавки.

Способ восстановления выполненного в виде единой детали облопаченного диска турбомашины, имеющего, по меньшей мере, одну зону повреждения, включает подготовку зоны повреждения, наплавку металла на станке для наплавки и финишную обработку восстановленной зоны. При подготовке зону повреждения подвергают механической обработке для получения восстанавливаемой зоны с заданным профилем. Затем проводят наплавку на тестовом образце, называемом начальным тестовым образцом, имеющим указанный заданный профиль, используя станок для наплавки, который является станком для лазерной наплавки и имеет заданные рабочие параметры. Проверяют качество тестового образца после наплавки и, если качество тестового образца соответствует критерию приемлемости, осуществляют наплавку в восстанавливаемой зоне, используя тот же станок, не меняя его рабочие параметры. Другие изобретения группы относятся к тестовым образцам для реализации указанного выше способа, выполненным из титанового сплава, форма которых в одном из вариантов имитирует конец аэродинамического профиля с уплотняющей кромкой, а в другом варианте имитирует угол передней или задней кромки конца аэродинамического профиля, подвергшегося механической обработке по заданной модели. Изобретения позволяют повысить надежность и долговечность восстановленного диска турбомашины. 3 н. и 14 з.п. ф-лы, 9 ил.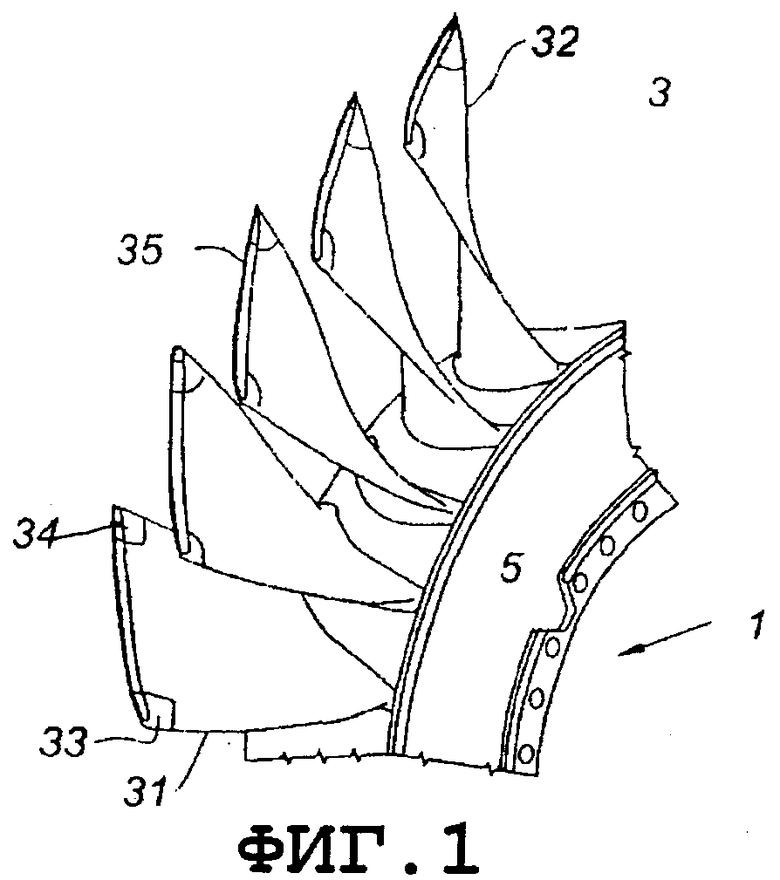
1. Способ восстановления выполненного в виде единой детали облопаченного диска или «блиска» турбомашины, имеющего, по меньшей мере, одну зону повреждения наплавкой металла на станке для наплавки, при котором подготавливают зону повреждения, осуществляют наплавку металла и подвергают финишной обработке восстановленную зону, отличающийся тем, что:
при подготовке зону повреждения подвергают механической обработке для получения восстанавливаемой зоны с заданным профилем;
проводят наплавку на тестовом образце, называемом начальным тестовым образцом, имеющим указанный заданный профиль, используя станок для наплавки, который является станком для лазерной наплавки и имеет заданные рабочие параметры;
проверяют качество тестового образца после наплавки и, если качество тестового образца соответствует критерию приемлемости, осуществляют наплавку в восстанавливаемой зоне, используя тот же станок, не меняя его рабочие параметры.
2. Способ по п.1, отличающийся тем, что после выполнения наплавки в восстанавливаемой зоне осуществляют наплавку на так называемом конечном тестовом образце, идентичном начальному тестовому образцу, а также проводят контроль качества конечного тестового образца.
3. Способ по п.2, отличающийся тем, что металлом, из которого выполнен диск, является титановый сплав, в частности Ti17 или TA6V.
4. Способ по п.3, отличающийся тем, что наплавляемым металлом является титановый сплав, в частности Ti17 или TA6V.
5. Способ по п.1, отличающийся тем, что металлом, из которого выполнен диск, является титановый сплав, в частности Ti17 или TA6V.
6. Способ по п.5, отличающийся тем, что наплавляемым металлом является титановый сплав, в частности Ti17 или TA6V.
7. Способ по п.1, отличающийся тем, что поврежденная зона расположена на конце аэродинамического профиля.
8. Способ по п.1, отличающийся тем, что поврежденной зоной является угол передней кромки или угол задней кромки аэродинамического профиля.
9. Способ по п.1, отличающийся тем, что поврежденная зона расположена на передней кромке или на задней кромке аэродинамического профиля.
10. Способ по п.1, отличающийся тем, что наплавку осуществляют путем плавления металла лазерным лучом.
11. Способ по п.1, отличающийся тем, что диск имеет, по меньшей мере, две зоны повреждения, при этом указанные две зоны восстанавливают после обработки начального тестового образца.
12. Способ по любому из предшествующих пунктов, отличающийся тем, что регулируют установку для наплавки, задавая при этом параметры посредством наплавки регулировочного тестового образца, после чего проводят проверку качества наплавки путем разрушающего и/или неразрушающего контроля.
13. Способ по п.12, отличающийся тем, что тестовый образец имеет профиль зоны, подлежащей наплавке, на передней кромке или на задней кромке аэродинамического профиля этого диска.
14. Способ по п.12, отличающийся тем, что контроль включает в себя тест на усталость, проводимый на тестовой детали, полученной механической обработкой тестового образца после наплавки.
15. Способ по п.12, отличающийся тем, что регулировочный тестовый образец вырезают из кованой заготовки «блиска».
16. Тестовый образец для реализации способа по пп.1, 2, 4 или 6, выполненный из титанового сплава, форма которого имитирует конец аэродинамического профиля с уплотняющей кромкой.
17. Тестовый образец для реализации способа по пп.1, 2 или 7, выполненный из титанового сплава, форма которого имитирует угол передней или задней кромки конца аэродинамического профиля, подвергшегося механической обработке по указанной заданной модели.
| US 5038014 А, 06.08.1991 | |||
| US 4730093 А, 08.03.1988 | |||
| US 6326585 B1, 04.12.2001 | |||
| US 6269540 В1, 07.08.2001 | |||
| US 6568077 В1, 27.05.2003 | |||
| SU 1785291 A1, 10.05.1996. |

