Изобретение относится к области турбомашиностроения и может быть использовано при ремонте охлаждаемых рабочих лопаток турбины газотурбинного двигателя при восстановлении хорды профиля пера лопатки.
Известно, что в результате эксплуатации во время работы двигателя лопатки турбины работают в условиях агрессивной газовой среды при высокой температуре под воздействием продуктов сгорания топлива и подвергаются постоянному воздействию абразивных частиц, вызывающих постоянное газоабразивное и газоэрозионное изнашивание входных и выходных кромок пера лопаток, что приводит к уменьшению хорды профиля пера лопаток в контрольном сечении меньше допустимого и необходимая эффективность ступени турбины с рабочими лопатками не обеспечивается вследствие потерь в рабочей решетке, которая представляет собой совокупность подвижных рабочих лопаток, установленных на роторе турбины, при этом ширина решетки профилей лопаток В, измеряемая расстоянием от фронтальной линии решетки до линии схода решетки и густота решетки профилей пера лопаток ступени турбины, определяемая отношением  (
( - хорда профиля пера лопатки турбины, t - шаг решетки, измеряемый расстоянием между одноименными точками двух соседних профилей), изменяется в меньшую сторону в сравнении с оптимальной, что приводит к снижению КПД ступени турбины и двигателя в целом.
- хорда профиля пера лопатки турбины, t - шаг решетки, измеряемый расстоянием между одноименными точками двух соседних профилей), изменяется в меньшую сторону в сравнении с оптимальной, что приводит к снижению КПД ступени турбины и двигателя в целом.
Реализация данного способа позволяет обеспечить восстановление хорды профиля пера лопаток турбины газотурбинного двигателя лазерной порошковой наплавкой входной и выходной кромок лопаток, и, соответственно, восстановление ширины и густоты решетки профилей пера лопаток ступени турбины до оптимальной.
Из уровня техники известен способ восстановления пера лопатки турбомашины (патент RU №2121419, МПК В23Р 6/00, опубл. 10.11.1998), при котором для восстановления пера лопатки турбомашины удаляют ее поверхностный слой, после чего производят заварку поврежденных участков кромки пера. Заварку осуществляют с припуском, величину которого выбирают из условия обеспечения после зачистки толщины лопатки, на 10-30% превышающей толщину лопатки в этой зоне. Затем на поверхность пера плазменным напылением наносят слой металла, проводят изотермическую калибровку лопатки и термообработку.
Недостатком данного способа являются длительность и многоэтапность проведения ремонтных работ, а также напыление на перо лопатки плазменным методом слоя металла с последующим нагревом до температуры деформации и изотермической калибровки на гидравлическом прессе в изотермической установке, при которой происходит формоизменение пера лопатки для уплотнения структуры наплавленного металла и создания необходимого аэродинамического профиля. Данный способ восстановления пера лопатки турбомашины возможен только для неохлаждаемых лопаток со сплошным сечением пера и не может распространяться на охлаждаемые лопатки с полыми каналами охлаждения, ввиду их деформации при изотермической калибровке и нарушения заданной степени охлаждения лопатки.
Так же известен способ восстановления профиля пера лопатки газотурбинного двигателя (патент RU №2556175, МПК В23Р 6/00, С23С 14/34, опубл. 10.07.2015), при котором осуществляют подготовку поверхности лопаток путем механической обработки дефектных мест, пескоструйной обработки, очистки и обезжиривания пера. На всю поверхность пера лопатки микроплазменным напылением наносят подслой самофлюсующего сплава на никелевой основе, например, ПР-Н80Х13С2Р, толщиной до 0,2 мм, выполняющего роль жаропрочного припоя. Выравнивают при этом поверхность дефектных мест с остальной поверхностью. Поверхность упомянутого подслоя подвергают пескоструйной обработке. Напыляют на него плазменным методом слой жаростойкого материала, например, ВКНА, толщиной до 0,6 мм с получением заданного профиля пера. Лопатки с нанесенными покрытиями подвергают термообработке в вакууме путем их нагрева до температуры ликвидуса самофлюсующего сплава и выдержке при этой температуре в течение 3-5 мин.
Недостатком данного способа являются длительность и многоэтапность проведения ремонтных работ, при этом, плазменные покрытия имеют пониженные характеристики сцепления с основой за счет отсутствия металлической связи покрытие-основа, по сравнению с наплавленными покрытиями, во-вторых, необходима высокая трудоемкость при мехобработке напыленных слоев всего пера лопатки для получения заданного аэродинамического профиля.
Так же известен способ ремонтной наплавки лопаток энергетических установок (патент RU №2545877, МПК В23Р 6/00, В23К 26/342, С23С 26/00, опубл. 10.04.2015), при котором восстановление предварительно подготовленных поверхностей лопатки включает нанесение покрытия с применением лазерного излучения и одновременной подачей порошкообразного присадочного материала в ванну расплава, причем управление процессом наплавки и величиной припуска осуществляют путем изменения мощности излучения Р в пределах от 300 до 2500 Вт, и/или скорости перемещения источника излучения V от 0,1 до 0,01 м/с, и/или количеством подаваемого порошкового материала G от 3 до 15 г/мин.
Однако, предложенный способ восстановления относится к рабочим лопаткам паровых турбин из стали с мартенситным характером упрочнения и не может быть применим к лопаткам из жаропрочных высоколегированных никелевых сплавов газотурбинного двигателя, ввиду высокой вероятности образования горячих трещин при многослойной наплавке.
Так же известен способ лазерно-порошковой наплавки защитного покрытия на входные кромки рабочих лопаток паровых турбин, (патент RU №2617077, МПК В23К 26/342, опубл. 19.04.2016), при котором на входные кромки рабочих лопаток паровой турбины из стали марки 13Х11Н2МФ-Ш, 15Х11МФ-Ш, 20Х13, осуществляют подачу присадочного материала и лазерного излучения. Перемещают лазерный луч по наплавляемой поверхности и формируют наплавленный слой с перекрытием зон наплавки. Перемещение лазерного луча по наплавляемой поверхности производят под углом 20-80 градусов к кромке лопатки. При наплавке обеспечивают температуру входной кромки лопатки от 100 до 250°. После наплавки охлаждают лопатку со скоростью не выше 50/час.
Однако, предлагаемый способ относится к стальным рабочим лопаткам мартенситно-ферритного или мартенситного класса паровой турбины, описывает только восстановление входной кромки рабочей лопатки турбины, который требует охлаждения входной кромки посредством использования медной подкладки со стороны корыта и поддержания температурного режима входной кромки в диапазоне температур 100-250° за счет введения технологических пауз необходимой продолжительности между наплавкой единичных валиков для избежания температурной деформации пера лопатки в процессе лазерно-порошковой наплавки, что усложняет технологический процесс и не может распространяться на рабочие лопатки из жаропрочных никелевых сплавов.
Наиболее близким аналогом по технической сущности и выбранный за прототип, является способ ремонта компонентов газотурбинного двигателя и компоненты газотурбинного двигателя, отремонтированные или изготовленные с его использованием (патент RU №2635688, МПК: В23Р6/00, В23К35/30, опубл. 15.11.2017), при котором на компоненты газотурбинного двигателя, выполненные из жаропрочного суперсплава с высоким содержанием гамма-штрих фазы, после досварочной подготовки основного металла ремонтируемого компонента осуществляют нанесение переходного слоя путем сварки плавлением с использованием первого присадочного материала, на основе никеля, содержащего от около 0,05 до около 1,2 вес. % бора и другие легирующие элементы. Проводят термическую обработку переходного слоя, обеспечивающую диффузию бора в основной металл. На переходной слой наносят устойчивый к окислению верхний слой с использованием второго присадочного материала на основе никеля, содержащего, вес. %: 3-6 Al, 0,5-6 Si, 12-25 Cr и другие легирующие элементы. Проводят послесварочную термическую обработку для снятия напряжений основного материала и восстановление геометрии отремонтированного участка. Использование отличающихся по составу присадочных материалов дает возможность проведения сварки плавлением при температуре окружающей среды.
Однако, данный вид ремонта компонентов газотурбинного двигателя, после досварочной подготовки основного металла ремонтируемого компонента требует нанесение переходного слоя путем сварки плавлением с использованием первого присадочного материала на основе никеля, исключающему ликвационное растрескивание в околошовной зоне по линии сплавления, его последующей диффузионной термообработки в вакууме, с последующим нанесением на переходной слой устойчивый к окислению верхний слой с использованием второго присадочного материала на основе никеля и его последующей термообработки, что усложняет технологический процесс, трудоемкость и повышает стоимость ремонта. При сварке технологическая прочность в процессе кристаллизации металла шва определяется температурным интервалом хрупкости металла (ТИХ), его пластичностью и темпом нарастания деформации в ТИХ, который в свою очередь зависит от скорости охлаждения.
Для повышения технологической прочности при лазерной сварке необходимо уменьшить скорость охлаждения металла шва. Технологическим приемом предупреждения образования горячих трещин может быть предварительный или сопутствующий подогрев зоны сварки, снижающий темп нарастания деформаций в ТИХ ниже критического.
Известно, что при сварке жаропрочные никелевые сплавы с содержанием упрочняющей γ фазы 45-60%, относятся к сплавам с высокой склонностью образования горячих и термических трещин, обусловленных высоким уровнем сварочных и объемных напряжений, образующихся при кристаллизации металла шва и охлаждения околошовной зоны.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения, является невозможность использовать способ (прототип) для восстановительной лазерно-порошковой наплавки входных и выходных кромок рабочих лопаток из жаропрочных никелевых сплавов с высоким содержанием упрочняющей γ фазы без нанесения переходного слоя на восстанавливаемые поверхности, который обеспечивает исключение трещинообразования в зоне наплавки.
Технической задачей заявляемого изобретения является возможность восстановления хорды профиля пера лопаток из жаропрочного сплава с высоким содержанием упрочняющей γ фазы лазерной порошковой наплавкой входной и выходной кромок лопаток без нанесения переходного слоя на восстанавливаемые поверхности лопаток, с исключением образования трещин как в наплавленном металле, так и в зоне термического влияния соединяемых материалов, выхода годных лопаток после ремонта.
Техническая проблема решается за счет того, что в способе восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава, включающем подготовку поверхностей лопатки путем удаления поврежденного основного материала и его загрязнения, с последующим его восстановлением, контроль, согласно изобретению осуществляют подготовку поверхностей входной и выходной кромок пера, в качестве основного материала лопатки используют жаропрочный никелевый сплав ЖС6-К с содержанием упрочняющей γ фазы 54%, восстановление хорды профиля пера лопатки в зоне входной и выходной кромок осуществляют наплавкой покрытия лазерным излучением в среде защитного газа с одновременной подачей порошкового присадочного материала в зону входной и выходной кромки пера лопатки, порошковым присадочным материалом является жаропрочный сплав на кобальтовой основе системы Cr 30%, W 4,5%, Ni 1,2%, Si 2,5%, В ≤ 0,1%, С 1,1%, F ≤ 2%, фракцией 40÷80 мкм, при наплавке применяют импульсный режим, в котором каждый импульс лазерного излучения выполнен с амплитудной модуляцией формы импульса мощности лазерного излучения, при этом каждый модулированный импульс лазерного излучения состоит из переднего фронта импульса с плотностью мощности для осуществления наплавки и заднего фронта импульса с плотностью мощности меньшей плотности мощности переднего фронта импульса на 25÷30% для сопутствующего подогрева зоны наплавки до температуры, меньшей температуры плавления жаропрочного никелевого сплава лопатки на 300-350°, исключающей трещинообразование наплавленного слоя, затем проводят механическую обработку на полировальной бабке наплавленных поверхностей лопатки до размеров, заданных чертежом, после этого проводят восстановление теплозащитного покрытия на восстановленных входной и выходной кромках пера лопатки шликерным алитированием путем нанесения на поверхности входной и выходной кромок пера лопатки алюминиевой краски, далее осуществляют сушку при 100-200° и высокотемпературный диффузионный отжиг.
Кроме того, согласно изобретению, защиту зоны наплавки осуществляют локально с расходом защитного газа 6-7 л/мин.
Кроме того, согласно изобретению, используют капиллярный люминесцентный метод контроля.
Кроме того, согласно изобретению, проводят высокотемпературный диффузионный отжиг в вакуумной печи.
Кроме того, согласно изобретению, проводят высокотемпературный диффузионный отжиг при температуре 1000°.
Как и в прототипе, в способе восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава (способе), включающем подготовку поверхностей лопатки путем удаления поврежденного основного материала и его загрязнения, с последующим его восстановлением, контроль.
В предлагаемом изобретении, в отличие от прототипа, осуществляют подготовку поверхностей входной и выходной кромок пера, в качестве основного материала лопатки используют жаропрочный никелевый сплав ЖС6-К с содержанием упрочняющей γ фазы 54%, восстановление хорды профиля пера лопатки в зоне входной и выходной кромок осуществляют наплавкой покрытия лазерным излучением в среде защитного газа с одновременной подачей порошкового присадочного материала в зону входной и выходной кромки пера лопатки, порошковым присадочным материалом является жаропрочный сплав на кобальтовой основе системы Cr 30%, W 4,5%, Ni 1,2%, Si 2,5%, В ≤ 0,1%, С 1,1%, F ≤ 2%, фракцией 40÷80 мкм, при наплавке применяют импульсный режим, в котором каждый импульс лазерного излучения выполнен с амплитудной модуляцией формы импульса мощности лазерного излучения, при этом каждый модулированный импульс лазерного излучения состоит из переднего фронта импульса с плотностью мощности для осуществления наплавки и заднего фронта импульса с плотностью мощности меньшей плотности мощности переднего фронта импульса на 25÷30% для сопутствующего подогрева зоны наплавки до температуры, меньшей температуры плавления жаропрочного никелевого сплава лопатки на 300-350°, исключающей трещинообразование наплавленного слоя, затем проводят механическую обработку на полировальной бабке наплавленных поверхностей лопатки до размеров, заданных чертежом, после этого проводят восстановление теплозащитного покрытия на восстановленных входной и выходной кромках пера лопатки шликерным алитированием путем нанесения на поверхности входной и выходной кромок пера лопатки алюминиевой краски, далее осуществляют сушку при 100-200 и высокотемпературный диффузионный отжиг.
Модулированный импульс лазерного излучения состоит из переднего фронта импульса с плотностью мощности, достаточной для осуществления наплавки, и заднего фронта импульса с плотностью мощности меньшей плотности мощности переднего фронта импульса на 25÷30% для сопутствующего подогрева зоны наплавки, что обеспечивает снижение тепловложения в зону наплавки на 300-350° ниже температуры плавления жаропрочного никелевого сплава и попадает в диапазон температур исключающих трещинообразование при наплавке жаропрочных никелевых сплавов с содержанием γ' фазы 45-60%.
Экспериментальным путем установлено, что снижение мощности переднего фронта импульса на 25-30% влечет за собой снижение тепловложения в зону наплавки на 300-350°.
Кроме того, защиту зоны наплавки осуществляют локально с расходом защитного газа 6-7 л/мин.
Кроме того, используют капиллярный люминесцентный метод контроля.
Кроме того, проводят высокотемпературный диффузионный отжиг в вакуумной печи.
Кроме того, проводят высокотемпературный диффузионный отжиг при температуре 1000°.
В качестве неразрушающего метода контроля качества лазерной наплавки используют капиллярный люминесцентный метод.
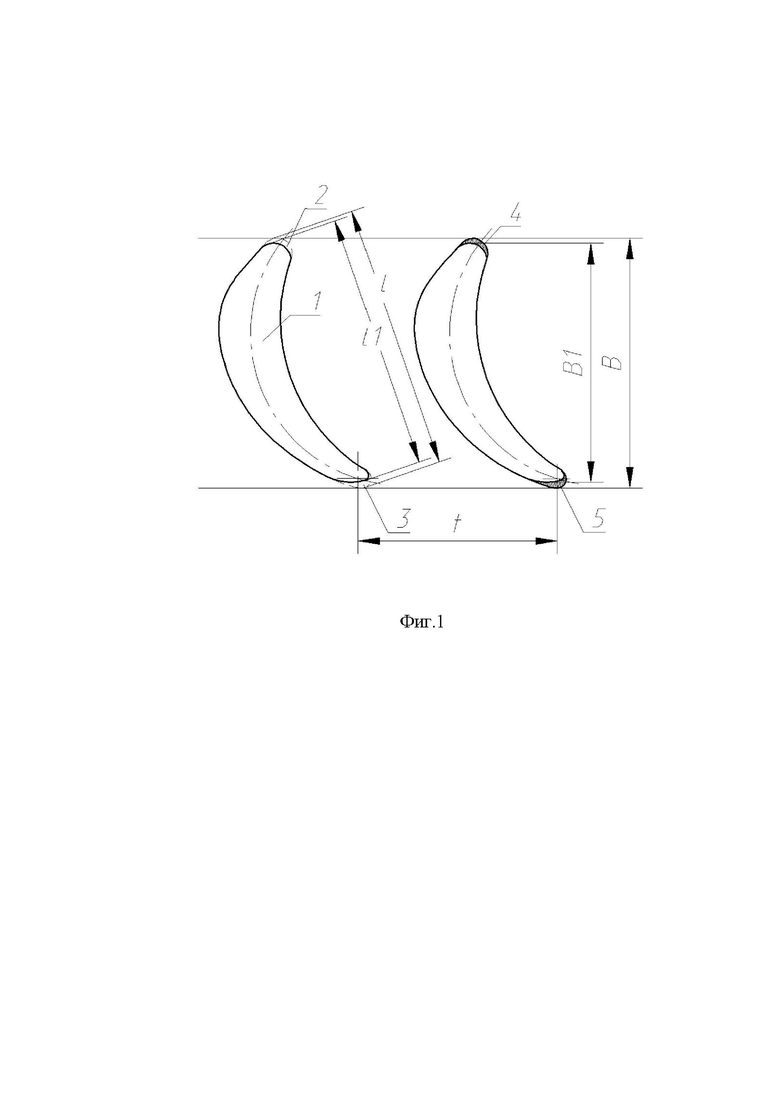
Для восстановления размеров хорды профиля пера лопатки проводят восстановление входной кромки пера лопатки с износом и выходной кромки пера лопатки с износом до получения необходимого размера хорды профиля пера лопатки.
На фиг. 1 представлена схема восстановления хорды профиля пера лопатки с указанием следующих позиций:
1 - лопатка;
2 - входная кромка пера лопатки с износом;
3 - выходная кромка пера лопатки с износом;
4 - восстановленная входная кромка пера лопатки;
5 - восстановленная выходная кромка пера лопатки;
- восстановленная хорда профиля пера лопатки;
 - хорда профиля пера лопатки с изношенными входной и выходной кромками;
- хорда профиля пера лопатки с изношенными входной и выходной кромками;
t - шаг решетки;
В - ширина решетки с восстановленными входной и выходной кромками.
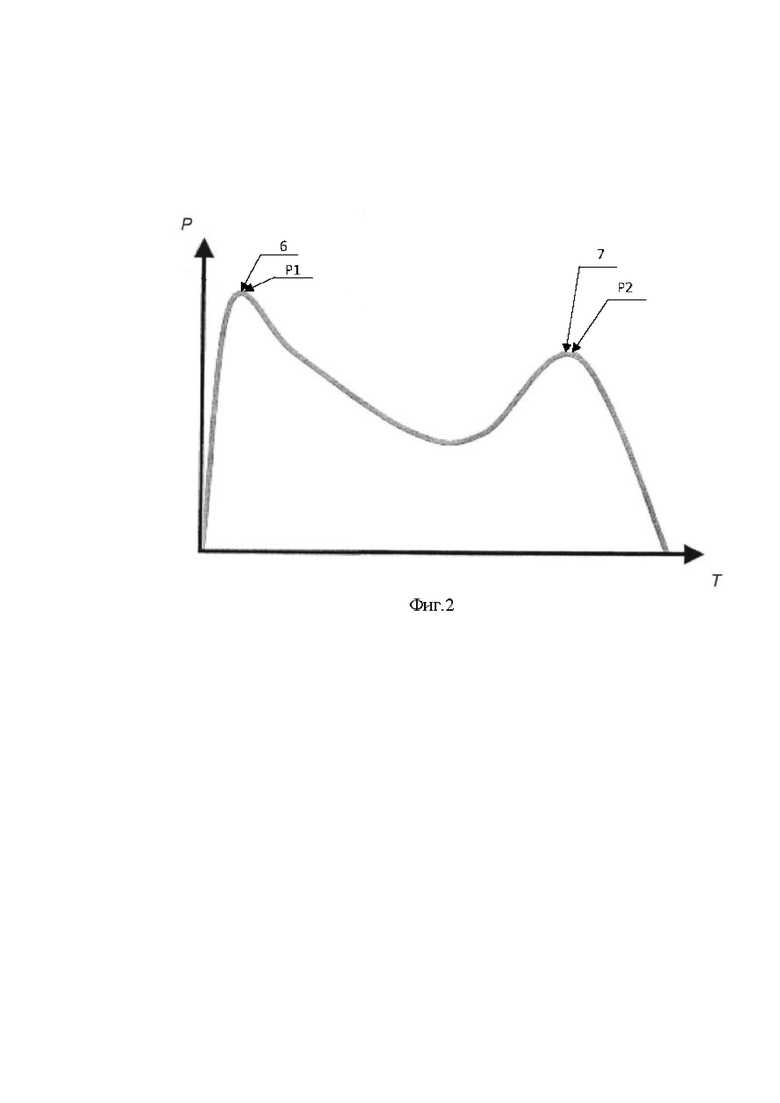
На фиг. 2 представлена форма модулированного импульса лазерного излучения, состоящего из переднего фронта импульса 6 (Р1) с плотностью мощности, достаточной для осуществления наплавки и заднего фронта импульса 7 (Р2) с плотностью мощности, меньшей мощности переднего фронта импульса для сопутствующего подогрева Т зоны наплавки.
На фиг. 3 представлен внешний вид лопатки с восстановленными входной и выходной кромками.
При осуществлении способа проводят механическую зачистку поверхностей входной и выходной кромок пера лопатки 1 от следов газоабразивного и газоэрозионного износа с дополнительной зачисткой 3÷5 мм за следом износа участков входной 2 и выходной 3 кромок поврежденного основного материала лопатки 1 от теплозащитного покрытия. В качестве основного материала лопатки используют жаропрочный никелевый сплав ЖС6-К с содержанием упрочняющей γ фазы 54%. Далее производят установку и фиксацию лопатки в приспособлении в горизонтальном положении входной кромкой кверху, восстановление присадочным материалом подготовленной поверхности входной кромки лопатки лазерной наплавкой в среде защитных газов последовательным наложением слоев, каждый из которых получен наложением единичных продольных валиков с подачей материала в зону наплавки соосно лазерному лучу, при этом валики каждого слоя накладывают последовательно продольными рядами по поверхности входной кромки 4 от торца пера лопатки в направлении к хвостовику (без позиции) лопатки до поверхности входной кромки лопатки, лежащей на расстоянии 3÷5 мм за линией контрольного сечения пера лопатки. Затем осуществляют переворот лопатки выходной кромкой кверху, восстановление присадочным материалом подготовленную поверхность выходной кромки 5 лопатки лазерной наплавкой в среде защитных газов последовательным наложением единичных продольных валиков до полного восстановления по высоте выходной кромки. Присадочным материалом является порошок жаропрочного сплава на кобальтовой основе системы Cr 30%, W 4,5%, Ni 1,2%, Si 2,5%, В ≤ 0,1%, С 1,1%, F ≤ 2%, фракцией 40÷80 мкм, который состоит из сложных карбидов в легированной матрице и характеризуется устойчивостью к износу и сохранением своих свойств при высоких температурах. Количество наплавленных слоев (без позиции) наносятся в зависимости от степени износа кромок лопатки. Последующую механическую обработку входной и выходной кромки пера лопатки осуществляют на полировальной бабке до размеров, заданных чертежом, наносят теплозащитное покрытие толщиной 30-40 мкм на входную и выходную кромки пера лопатки шликерным алитированием для обеспечения защиты от окисления. Шликерное алитирование производят путем нанесения на восстановленные входную 4 и выходную 5 кромки пера лопатки алюминиевой краски (шликера). Далее осуществляют сушку при 100-200 и высокотемпературный диффузионный отжиг, который может быть совмещен с отжигом для снятия сварочных напряжений в зоне наплавки входной и выходной кромках пера лопатки. Отжиг высокотемпературный диффузионный проводят в вакуумной печи при температуре 1000°.
Для реализации способа применяют импульсный режим наплавки, в котором каждый импульс лазерного излучения выполнен с амплитудной модуляцией формы импульса мощности лазерного излучения, при этом каждый модулированный импульс лазерного излучения состоит из переднего фронта импульса 6 (Р1) с плотностью мощности, достаточной для осуществления наплавки и заднего фронта импульса 7 (Р1) с плотностью мощности меньшей на 25÷30% мощности переднего фронта импульса для сопутствующего подогрева зоны наплавки при температуре Т, меньшей температуры плавления жаропрочного никелевого сплава лопатки на 300-350° с исключением трещинообразования наплавленного слоя.
Защиту зоны наплавки на поверхности осуществляют локально с расходом защитного газа (аргона) 6-7 л/мин, что позволяет обеспечить гарантированную защиту зоны наплавки от воздействия внешней среды. При расходе защитного газа менее 6 л/мин происходит окисление материалов в зоне наплавки. Расход защитного газа свыше 7 л/мин нецелесообразен ввиду отсутствия преимуществ перед описанным режимом. В качестве неразрушающего контроля качества лазерной наплавки используют капиллярный люминесцентный метод.
Положительный технический результат заключается в восстановлении хорды профиля пера лопатки путем лазерной порошковой наплавки входной и выходной кромок пера лопатки.
Для оценки результатов способа восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава путем восстановления входной и выходной кромки пера лопатки были проведены усталостные испытания восстановленных лопаток при колебаниях по первой изгибной форме с симметричным циклом напряжений на базе 2×106 циклов и уровне напряжений, соответствующему пределу выносливости σ-1=14 кгс/см2. Предел выносливости подтвержден. Результаты испытания подтверждают отсутствие критического влияния лазерной наплавки на входные и выходные кромки пера лопатки.
Способ восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава успешно прошел экспериментальные испытания в опытном производстве предприятия и в настоящее время внедряется в ремонтном производстве лопаток газотурбинных двигателей.
Таким образом, предлагаемый способ восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава с вышеуказанными отличительными признаками в совокупности с известными признаками позволяет обеспечить качественное восстановление входных и выходных кромок пера лопатки, выход годных лопаток после ремонта и, соответственно, восстановление хорды профиля пера лопатки, ширины и густоты профилей пера лопатки и восстановлении КПД ступени турбины до оптимальной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления пера лопатки газотурбинного двигателя | 2023 |
|
RU2811627C1 |
| Способ восстановления концевой части пера охлаждаемой лопатки турбины газотурбинного двигателя | 2021 |
|
RU2770156C1 |
| Способ ремонта пера охлаждаемых рабочих лопаток газотурбинных двигателей из жаропрочных сплавов методом лазерной порошковой наплавки | 2023 |
|
RU2823420C1 |
| СПОСОБ РЕМОНТА ОХЛАЖДАЕМОЙ ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО СУПЕРСПЛАВА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2686499C1 |
| СПОСОБ ЛАЗЕРНО-ПОРОШКОВОЙ НАПЛАВКИ ЗАЩИТНОГО ПОКРЫТИЯ НА ВХОДНЫЕ КРОМКИ РАБОЧИХ ЛОПАТОК ПАРОВЫХ ТУРБИН | 2016 |
|
RU2617077C2 |
| СОСТАВ ПРИСАДОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2530978C1 |
| СПОСОБ РЕМОНТНОЙ НАПЛАВКИ ЛОПАТОК ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2013 |
|
RU2545877C2 |
| МОНОКРИСТАЛЛИЧЕСКАЯ СВАРКА НАПРАВЛЕННО УПРОЧНЕННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2509639C2 |
| МОНОКРИСТАЛЛИЧЕСКАЯ СВАРКА НАПРАВЛЕННО УПРОЧНЕННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2516021C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОСТОЙКИХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2008 |
|
RU2466841C2 |
Изобретение относится к области турбомашиностроения и может быть использовано при ремонте охлаждаемых рабочих лопаток турбины газотурбинного двигателя при восстановлении хорды профиля пера лопатки. Осуществляют подготовку поверхностей входной и выходной кромок лопатки путем удаления поврежденного основного материала, а именно жаропрочного никелевого сплава ЖС6-К с содержанием упрочняющей γ' фазы 54%. Восстановление хорды профиля пера лопатки в зоне входной и выходной кромок осуществляют наплавкой покрытия лазерным излучением в среде защитного газа с одновременной подачей порошкового присадочного материала в зону наплавки. Порошковым присадочным материалом для восстановления входной и выходной кромок пера лопатки является жаропрочный сплав на кобальтовой основе системы Cr 30%, W 4,5%, Ni 1,2%, Si 2,5%, В≤0,1%, С 1,1%, F≤2%, фракцией 40÷80 мкм. Применяют импульсный режим наплавки, в котором каждый импульс лазерного излучения выполнен с амплитудной модуляцией формы импульса мощности лазерного излучения, при этом каждый модулированный импульс лазерного излучения состоит из переднего фронта импульса с плотностью мощности для осуществления наплавки и заднего фронта импульса с плотностью мощности, меньшей плотности мощности переднего фронта импульса на 25÷30%, для сопутствующего подогрева зоны наплавки до температуры, меньшей температуры плавления жаропрочного никелевого сплава лопатки на 300-350°C, исключающей трещинообразование наплавленного слоя. Затем проводят механическую обработку наплавленных поверхностей лопатки до размеров, заданных чертежом. После проводят шликерное алитирование путём нанесения на восстановленные входную и выходную кромки пера лопатки алюминиевой краски. Далее проводят в вакуумной печи высокотемпературный диффузионный отжиг при температуре 1000°C. Защиту зоны наплавки осуществляют локально с расходом защитного газа 6-7 л/мин. Применяют капиллярный люминесцентный метод контроля. Обеспечивается качественное восстановление входных и выходных кромок пера лопатки, изготовленной из жаропрочного никелевого сплава, выход годных лопаток после ремонта, увеличение жизненного цикла восстанавливаемых деталей, восстановление хорды профиля пера лопатки, ширины и густоты профилей пера лопатки и восстановление КПД ступени турбины до оптимальной. 4 з.п. ф-лы, 3 ил.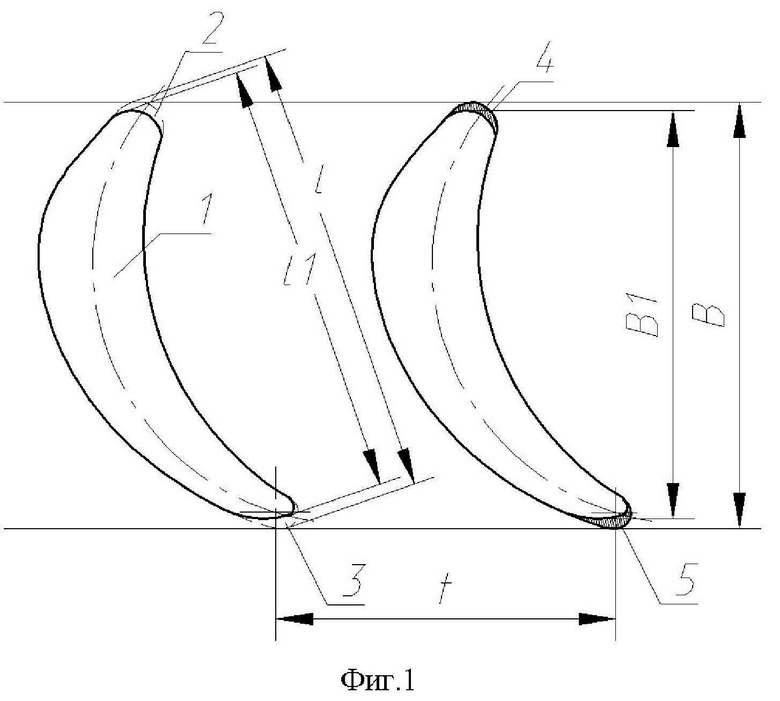
1. Способ восстановления хорды профиля пера лопатки турбины из жаропрочного никелевого сплава, включающий подготовку поверхностей лопатки путем удаления поврежденного основного материала и его загрязнения, с последующим восстановлением, контроль, отличающийся тем, что осуществляют подготовку поверхностей входной и выходной кромок пера, в качестве основного материала лопатки используют жаропрочный никелевый сплав ЖС6-К с содержанием упрочняющей γ' фазы 54%, восстановление хорды профиля пера лопатки в зоне входной и выходной кромок осуществляют наплавкой покрытия лазерным излучением в среде защитного газа с одновременной подачей порошкового присадочного материала в зону входной и выходной кромок пера лопатки, порошковым присадочным материалом является жаропрочный сплав на кобальтовой основе системы Cr 30%, W 4,5%, Ni 1,2%, Si 2,5%, В≤0,1%, С 1,1%, F≤2%, фракцией 40÷80 мкм, при наплавке применяют импульсный режим, в котором каждый импульс лазерного излучения выполнен с амплитудной модуляцией формы импульса мощности лазерного излучения, при этом каждый модулированный импульс лазерного излучения состоит из переднего фронта импульса с плотностью мощности для осуществления наплавки и заднего фронта импульса с плотностью мощности, меньшей плотности мощности переднего фронта импульса на 25÷30%, для сопутствующего подогрева зоны наплавки до температуры, меньшей температуры плавления жаропрочного никелевого сплава лопатки на 300-350°С, исключающей трещинообразование наплавленного слоя, затем проводят механическую обработку на полировальной бабке наплавленных поверхностей лопатки до размеров, заданных чертежом, после этого проводят восстановление теплозащитного покрытия на восстановленных входной и выходной кромках пера лопатки шликерным алитированием путем нанесения на поверхности входной и выходной кромок пера лопатки алюминиевой краски, далее осуществляют сушку при 100-200°С и высокотемпературный диффузионный отжиг.
2. Способ по п.1, отличающийся тем, что защиту зоны наплавки осуществляют локально с расходом защитного газа 6-7 л/мин.
3. Способ по п.1, отличающийся тем, что используют капиллярный люминесцентный метод контроля.
4. Способ по п.1, отличающийся тем, что проводят высокотемпературный диффузионный отжиг в вакуумной печи.
5. Способ по п.1, отличающийся тем, что проводят высокотемпературный отжиг при температуре 1000°С.
| СПОСОБ РЕМОНТА И ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И КОМПОНЕНТЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОТРЕМОНТИРОВАННЫЕ ИЛИ ИЗГОТОВЛЕННЫЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2015 |
|
RU2635688C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2434973C2 |
| Гидравлическое устройство для измерения линейных размеров и перемещений | 1986 |
|
SU1442829A1 |
| US 4141127 A1, 27.02.1979 | |||
| ЗАЩИТНОЕ ПОКРЫТИЕ И КОМПОНЕНТ ГАЗОВОЙ ТУРБИНЫ С ТАКИМ ПОКРЫТИЕМ | 2014 |
|
RU2631552C2 |

