Изобретение относится к области радиотехники, в частности к пьезотехнике, и может быть использовано при разработке кварцевых
резонаторов, применяемых в высокостабильных кварцевых генераторах, используемых в связной и навигационной аппаратуре, в радиотехнических системах автоматического управления.
Из уровня техники известен кварцевый резонатор, содержащий кварцевый пьезоэлемент с нанесенными на него возбуждающими электродами, нагревателем и датчиком температуры. Основание выполнено в виде металлического кольца с расположенными на нем местами крепления его в вакуумированном корпусе. Указанные места крепления опорного металлического кольца в корпусе и места крепления металлической пластины на опорном кольце выполнены в виде диэлектрических изоляторов, в которых размещены металлические стержни (см. патент РФ №2155442).
К недостатку известного кварцевого резонатора следует отнести наличие в составе рабочего объема кварцевого резонатора конструктивных элементов, крепление которых осуществляется с помощью припоя или клея, что исключает использование высокотемпературных режимов при операциях изготовления.
Наиболее близким по совокупности существенных признаков и по назначению к предлагаемому техническому решению (прототипом) является способ изготовления кварцевого резонатора (см. Глюкман Л.И., Пьезоэлектрические кварцевые резонаторы, изд. второе переработанное и дополненное. Энергия, Ленинградское отделение, 1969 г., стр.197-198), при котором монтаж кварцевого пьезоэлемента осуществляют в кварцевом держателе. Для внешних выводов кварцевого резонатора используют спай стекла с металлом. В основание кварцевого держателя запрессовывают контактные стержни-ножки, и к ним припаиваются контактные пружины. Основание кварцевого держателя с запрессованными стержнями никелируют. Концы стержней, на которых и припаивают контактные пружинки, залуживают. На контактных пружинках монтируют кварцевый пьезоэлемент.
При таком способе изготовления невозможно применение высокотемпературных режимов обработки кварцевого резонатора, при которых температура превышает температуру расплавления припоя, которым облуживаются контактные пружинки и монтируется кварцевый пьезоэлемент.
Такая технология не позволяет достигать высокой степени очистки рабочего объема кварцевого резонатора, поскольку высокотемпературная обработка (выше +300°С) недопустима. В рабочем объеме резонатора могут оставаться нежелательные материалы и сложные соединения, которые при эксплуатации мигрируют по объему и могут осаждаться и вновь возгоняться при изменениях температурного режима внешней среды. Этот процесс сопровождается изменениями рабочей частоты пьезоустройства и проявляется в виде старения частоты и в виде флюктуаций частоты.
Технический эффект от применения предложенного способа изготовления кварцевого резонатора заключается в улучшении эксплуатационных характеристик пьезоустройств. В частности, увеличивается долговременная стабильность частоты. Это позволяет обеспечить ресурс аппаратуры до величины более 65000 ч и срок сохраняемости увеличить до величины более 25 лет.
Технический эффект достигается тем, что кварцевый пьезоэлемент с возбуждающими пленочными электродами помещают в упругие зажимы кварцевого держаталя кварцевого пьезоэлемента так, чтобы возбуждающие пленочные электроды образовывали электрический контакт с упругими зажимами, которые через кварцевый держатель подключают к внешним выводам кварцевого резонатора, затем проводят финишные операции: очистку конструкции кварцевого резонатора растворителем, промывку, настройку, термообработку и герметизацию корпуса, при этом при вакуумном напылении возбуждающих пленочных электродов на кварцевый пьезоэлемент в области размещения упругих зажимов наносят электрически изолированные дополнительные контактные площадки из материала электродного покрытия, затем кварцевый пьезоэлемент размещают в упругих зажимах кварцевого держателя и на него наносят маскирующий лак, оставляя свободными от маскирующего лака дополнительные контактные площадки и электродные покрытия, выступающие из-под упругих зажимов, на незащищенные лаком электропроводящие элементы конструкции электролитически осаждают никель, толщину никелевой пленки наращивают до 20÷30 мкм, затем механически удаляют пленки маскирующего лака и проводят комплекс вышеуказанных финишных операций, причем термообработку проводят при остаточном давлении 1·10-5 мм рт.ст. в течение не менее двух часов при температуре, выбираемой из температур интервала +300°С÷+500°С.
На чертеже представлен пример конструктивного исполнения кварцевого резонатора (без крышки корпуса), изготовленного с применением предложенного способа.
На чертеже показан кварцевый пьезоэлемент 1, на котором нанесены возбуждающие пленочные электроды 2 (на обратной стороне возбуждающий пленочный электрод не показан). Упругие зажимы 3 электрически связаны с возбуждающими пленочными электродами 2, с дополнительными контактными площадками (на чертеже дополнительные контактные площадки вблизи упругих зажимов 3 закрыты пленкой электролитически осажденного никеля) и с внешними выводами 4 кварцевого резонатора, вмонтированными в изоляционное основание 5 кварцевого держателя. В области размещения упругих зажимов 3 наносят электрически изолированные дополнительные контактные площадки из материала электродного покрытия, затем кварцевый пьезоэлемент 1 размещают в упругих зажимах кварцевого держателя и на него наносят маскирующий лак, оставляя свободными от маскирующего лака дополнительные контактные площадки и электродные покрытия, выступающие из-под упругих зажимов 3. Дополнительные контактные площадки 6 служат для того, чтобы обеспечить электролитическое осаждение никеля. При изготовлении кварцевого резонатора реализуется способ, при котором кварцевый пьезоэлемент 1 с возбуждающими пленочными электродами 2 покрывают маскирующим лаком (например типа ХВ-784 ГОСТ 7313-75). Указанный лак сушат при повышенной температуре (+60÷+65)°С в течение 25÷30 мин.
Затем контактные площадки и держатель кварцевого резонатора обезжиривают суспензией 25÷30 с, приготовленной, например, на основе кусковой полировальной извести (ТУ 21-РСФСР-95-75).
Потом производят декопирование контактных площадок и держателя кварцевого резонатора (например, в растворе состава: 95 мл дистиллированной воды и 2,5 мл концентрированной серной кислоты).
Кварцевый держатель с кварцевым пьезоэлементом закрепляют в приспособление гальванической ванны, являющееся катодом. Приспособление гальванической ванны должно обеспечивать вращение кварцевого держателя с кварцевым пьезоэлементом в электролите, что гарантирует равномерность электролитического осаждения пленки никеля и уменьшает в ней остаточные механические напряжения.
При осаждении никеля включают источник тока и опускают катод в электролит, включают электродвигатель и вращают катод со скоростью 90 об/мин.
Плотность тока при нанесении гальванического покрытия выбирают равной 1,5±0,12 А/дм2, увеличивая значение тока от нулевого до рабочего значения в течение 1÷1,5 мин. Толщину никелевой пленки наращивают до 20÷30 мкм. Затем пьезоустройство промывают и высушивают.
Термообработку производят при температуре диапазона (+300:+500)°С при остаточном давлении 1·10-5 мм рт.ст. в течение 2-х часов. Конкретное значение температуры термообработки выбирают в зависимости от конкретного конструктивного исполнения кварцевого резонатора, в зависимости от типа используемых материалов.
Техническим результатом применения предложенного способа является обеспечение стойкости кварцевого резонатора к повышенной температуре и к жестким механическим воздействиям. Стойкость устройства к высоким температурам, позволяет упростить его конструкцию, в частности исключить элементы огневой защиты, применяемой при использовании заварки вакуумных стеклянных баллонов. Это позволяет уменьшить габаритно-массовые характеристики устройства.
Высокотемпературные отжиги обеспечивают высокую очистку рабочего объема кварцевого резонатора от посторонних химических соединений и материалов, адсорбированных на поверхностях элементов конструкции. Высокотемпературные процессы обработки элементов конструкции сопровождаются разложением сложных химических соединений (например, сульфидов серебра) на газообразные составляющие, которые испаряются, обеспечивая очистку рабочего объема кварцевого резонатора.
В результате обеспечивается улучшение эксплуатационных параметров пьезоустройства, уменьшается величина одного из основных параметров резонатора - старение частоты.
Применение такой технологии изготовления особенно следует рекомендовать для прецизионных кварцевых резонаторов, используемых в аппаратуре с большим сроком активного существования.
| название | год | авторы | номер документа |
|---|---|---|---|
| КВАРЦЕВЫЙ РЕЗОНАТОР | 2009 |
|
RU2397608C1 |
| КВАРЦЕВЫЙ РЕЗОНАТОР-ТЕРМОСТАТ | 2007 |
|
RU2329591C1 |
| Прецизионный кварцевый резонатор | 1981 |
|
SU980251A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВЫХ КВАРЦЕВЫХ РЕЗОНАТОРОВ С УЛУЧШЕННОЙ МОНОЧАСТОТНОСТЬЮ | 2000 |
|
RU2197058C2 |
| КВАРЦЕВЫЙ РЕЗОНАТОР | 2007 |
|
RU2329590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЬЕЗОЭЛЕМЕНТОВ ДЛЯ ВЫСОКОЧАСТОТНЫХ РЕЗОНАТОРОВ | 2010 |
|
RU2458458C2 |
| Пьезоэлектрический резонатор | 1991 |
|
SU1827710A1 |
| КВАРЦЕВЫЙ РЕЗОНАТОР | 2010 |
|
RU2444122C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ ПЬЕЗОУСТРОЙСТВ С ПЬЕЗОВИБРАТОРАМИ СРЕЗОВ yx1/+45° И yx1/-45° | 2009 |
|
RU2397605C1 |
| КВАРЦЕВЫЙ РЕЗОНАТОР С ЧАСТИЧНЫМ ВНУТРЕННИМ РАЗМЕЩЕНИЕМ ЭЛЕМЕНТОВ ТЕРМОСТАТА ГЕНЕРАТОРА | 2021 |
|
RU2777015C1 |
Изобретение относится к изготовлению высокостабильных кварцевых резонаторов, которые могут быть использованы в радиотехнических системах автоматического управления. Обеспечение стойкости кварцевого резонатора к повышенной температуре и к жестким механическим нагрузкам является техническим результатом изобретения. Кварцевый пьезоэлемент с возбуждающими пленочными электродами помещают в упругие зажимы кварцевого держателя так, чтобы возбуждающие пленочные электроды образовывали электрический контакт с упругими зажимами, которые через кварцевый держатель подключают к внешним выводам кварцевого резонатора. В области размещения упругих зажимов наносят электрически изолированные дополнительные контактные площадки из материала электродного покрытия, затем на них и на электродные покрытия, выступающие из под упругих зажимов, и на незащищенные лаком электропроводящие элементы конструкции электролитически осаждают никель с толщиной слоя 20-30 мкм. Перед герметизацией корпуса кварцевого резонатора, производят очистку конструкции при температуре 300-500°С и при остаточном давлении 1·10-5 мм рт.ст. в течение не менее двух часов. Предложенный способ особенно эффективен для прецизионных кварцевых резонаторов, применяемых в аппаратуре с большим сроком активного существования. 1 ил.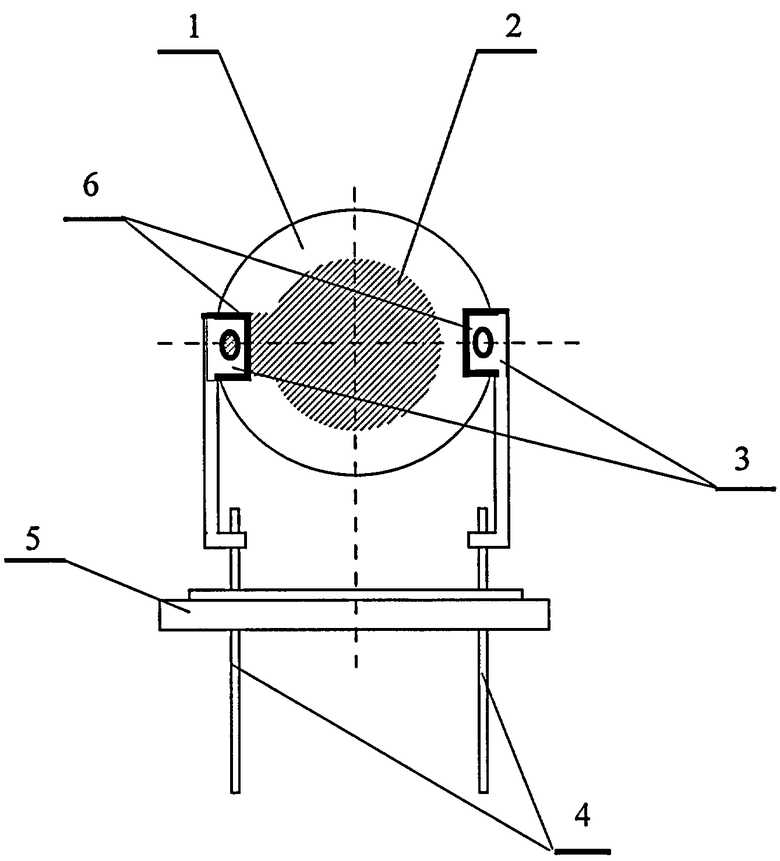
Способ изготовления кварцевого резонатора, при котором кварцевый пьезоэлемент с возбуждающими пленочными электродами помещают в упругие зажимы кварцевого держателя кварцевого пьезоэлемента так, чтобы возбуждающие пленочные электроды образовывали электрический контакт с упругими зажимами, которые через кварцевый держатель подключают к внешним выводам кварцевого резонатора, затем проводят финишные операции: очистку конструкции кварцевого резонатора растворителем, промывку, настройку, термообработку и герметизацию корпуса, отличающийся тем, что при вакуумном напылении возбуждающих пленочных электродов на кварцевый пьезоэлемент, в области размещения упругих зажимов, наносят электрически изолированные дополнительные контактные площадки из материала электродного покрытия, затем кварцевый пьезоэлемент размещают в упругих зажимах кварцевого держателя, и на него наносят маскирующий лак, оставляя свободными от маскирующего лака дополнительные контактные площадки и электродные покрытия, выступающие из под упругих зажимов, на незащищенные лаком электропроводящие элементы конструкции электролитически осаждают никель, толщину никелевой пленки наращивают до 20-30 мкм, затем механически удаляют пленки маскирующего лака и проводят комплекс вышеуказанных финишных операций, причем термообработку проводят при остаточном давлении 1·10-5 мм рт.ст. в течение не менее двух часов при температуре, выбираемой из температур интервала 300-500°С.
| КВАРЦЕВЫЙ РЕЗОНАТОР | 2007 |
|
RU2329590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИНИАТЮРНОГО КВАРЦЕВОГО ГЕНЕРАТОРА (РЕЗОНАТОРА) - ТЕРМОСТАТА | 2007 |
|
RU2349025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВЫХ КВАРЦЕВЫХ РЕЗОНАТОРОВ С УЛУЧШЕННОЙ МОНОЧАСТОТНОСТЬЮ | 2000 |
|
RU2197058C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОЧАСТОТНОГО КВАРЦЕВОГО РЕЗОНАТОРА С УЛУЧШЕННОЙ ЛИНЕЙНОСТЬЮ | 1999 |
|
RU2174736C2 |
| ВЫСОКОЧАСТОТНЫЙ КВАРЦЕВЫЙ РЕЗОНАТОР | 1987 |
|
SU1517714A1 |
| JP 2005006248 A, 06.01.2005 | |||
| JP 2003318665 A, 07.11.2003 | |||
| US 4477952 A, 23.10.1984 | |||
| US 4130771 A, 19.12.1978. | |||

