Предложение относится к способам переработки старых или бракованных железобетонных изделий (далее - ЖБИ) - дробления и отделения арматуры от бетона. Способ предназначен для разрушения изделий, содержащих внутренние полости, например столбов или пустотелых панелей.
Известны способы механического дробления ЖБИ, заключающиеся в том, что они подвергаются механическому сдавливанию или ударам до отделения бетона от арматуры (Б.В.Гусев, В.А.Загурский. Вторичное использование бетонов. - М.: Стройиздат, 1988). Недостаток этих способов состоит в дороговизне, механической сложности и большой массивности механического оборудования, применяемого для их реализации. Так, агрегат СМЖ-541 с производительностью по бетонным отходам 15 т/ч имеет массу 150 т. Таких установок не может быть много, а к редко расположенным установкам некондиционные или старые ЖБИ приходится подвозить издалека. Транспортные издержки при этом многократно превышают возможные выгоды от утилизации. Способы, использующие щековые механические дробилки, требуют предварительного измельчения отходов до размера, соответствующего размеру входного отверстия дробилки, что удорожает производство. Кроме того, дробилки сильно пылят, забиваются арматурой, рабочие поверхности дробящих деталей быстро изнашиваются. Все известные механические способы сминают арматуру, превращая ее в металлолом. Металлургические заводы принимают арматурный лом только в компактированном виде, а потому установки с механическим дроблением должны дополняться прессом для арматуры. Приемная цена такого лома в несколько раз ниже цены деловой арматуры.
Известен способ разрушения старых ЖБИ, состоящий в том, что в разрушаемом объекте бурятся глухие шпуры, заполняемые водой или иной жидкостью, по очереди в каждый из шпуров вводятся два рабочих электрода, которые обычно соединяются проволочкой, входное отверстие шпура плотно закрывается, и к электродам однократно прикладывается импульс относительно невысокого - до 10 кВ - напряжения с энергией 50…100 кДж (Л.А.Юткин. Электрогидравлический эффект и его применение в промышленности. Л.: «Машиностроение», 1986, стр.161). Высокое давление, развивающееся в шпуре при взрыве проволочки, разрушает изделие. После каждого импульса, если разрушения не произошло, электроды извлекаются из шпура для повторной установки проволочки.
Недостатками способа является высокая стоимость оборудования для его осуществления (цена только конденсаторной батареи на 50…100 кДж составляет 0,7…1,5 млн. рублей), низкая производительность, необходимость бурения шпуров, осложняемого тем, что бур часто попадает в арматуру, а также то, что при его использовании изделие хоть и разрушается, но на немногие части (низкая бризантность), полного отделения бетона от арматуры не происходит. Если вводить электроды в конструктивные полости изделия, например во внутренние каналы железобетонных столбов или пустотелых панелей перекрытия, то разрушения вообще не происходит, так как способ эффективен только при очень малом расстоянии от электродов до стенок полости, глухом дне полости и плотно закрытом отверстии, через которое в полость вводятся электроды. Конструктивные полости железобетонных изделий обычно открыты с обоих концов, края полости часто бывают обломаны, и плотное закупоривание полостей, которых во многих изделиях бывает несколько, практически невозможно при разумных затратах времени и сил.
Известен основанный на использовании электрогидравлического эффекта способ дробления железобетонного лома, при котором заранее разделанные на куски сравнительно небольшого размера отходы железобетона помещаются в заполненную водой дробильную камеру с дном в виде подвижной решетки и подвергаются воздействию ударной волны, порождаемой мощным электрическим разрядом между погруженным в воду концом вертикально установленного неподвижного рабочего электрода и решеткой, присоединенным к полюсам генератора высоковольтных импульсов (иногда называемого в литературе также генератором импульсных токов). Разрядные импульсы, следуя с определенной частотой, постепенно разрушают бетон и освобождают арматуру (патент РФ №2152826, кл. В02С 19/18, с приор. от 30.11.98). Способ требует больших трудозатрат на предварительную разделку отходов на небольшие куски. При дроблении этим способом арматурные прутья не повреждаются, но поскольку при подготовке отходов к дроблению они многократно перерезаются, возможности их повторного использования очень невелики.
От этого недостатка свободен основанный на использовании электрогидравлического эффекта известный способ дробления железобетонных изделий, при котором они погружаются в заполненную водой дробильную камеру с решетчатым дном и подвергаются действию электрического разряда между неподвижным рабочим электродом, установленным вертикально, и загрузочной решеткой, причем к железобетонным отходам добавляют камни в количестве от 0,2 до 5 объема отходов (патент РФ №2193449, кл. В02С 19/18, с приор. от 05.03.01). Однако производительность этого способа низка, а энергозатраты велики. Ударная волна действует снаружи изделия, вызывая в них напряжения сжатия, к которым бетон очень стоек. Разрушение происходит медленно и с большими энергозатратами. Кроме того, его осуществление требует дополнительных расходов на доставку камня.
Наиболее близкой к предложенной по технической сущности является установка для разрушения старых или бракованных ЖБИ, содержащая заполненную водой дробильную камеру с плоским дном, на которое установлена решетка, набор рабочих электродов, установленных в ряд вертикально по всей ширине дробильной камеры с возможностью перемещения в направлении, параллельном плоскости, в которой неподвижно лежит разрушаемое изделие, то есть поверхности воды в дробильной камере, и генератор высоковольтных импульсов, соединенный одним полюсом с арматурным каркасом разрушаемого изделия, а другим - с электрически соединенными вместе рабочими электродами. Высоковольтный пробой между концами электродов и арматурой сквозь толщу бетона разрушает его, отделяя от арматуры (Л.А.Гельфонд, Н.Т.Зиновьев, В.Д.Казанцев и др. Электроимпульсная установка ЭСУ-2Т/11 разрушения некондиционного железобетона. - "Электронная обработка материалов", 1990, №6, с.74-75). Недостатком установки является то, что она работоспособна только при очень высоких - порядка 300-400 кВ - напряжениях, что крайне усложняет и удорожает установку, ее эксплуатацию, требует большой площади для размещения высоковольтного оборудования. Параллельное соединение всех электродов не обеспечивает равномерного освобождения арматурного каркаса от бетона, так как с некоторых электродов пробой развивается чаще, а с некоторых - реже. Для полной очистки приходится увеличивать время обработки, что снижает производительность и увеличивает энергозатраты. Известный способ имеет малую производительность - по данным вышеуказанного источника - около 2,5 т в час. Для разрушения требуется чрезмерно высокая (свыше 10 кДж) энергия разряда, при которой срок службы электрода до ремонта не превышает 1000…1500 импульсов. В указанном источнике не приводится величина установленной мощности источника питания высоковольтного импульсного генератора, но на фотографии генератора показан трансформатор-выпрямитель ТВТМ 1600/35 с номинальной мощностью 210 кВт. Подключение и обслуживание этого дорогого трансформатора-выпрямителя возможно далеко не везде. Слабые сельские сети просто не в состоянии обеспечить требуемую мощность. Это увеличивает транспортные издержки на сосредоточение железобетонных изделий у таких уникальных установок.
Особенно неэффективны известные способы, использующие электрический разряд, при разрушении железобетонных столбов. В настоящее время во всех странах в связи с расширением сферы кабельного электроснабжения высвобождаются многие миллионы железобетонных столбов. Круглая форма поперечного сечения таких столбов обеспечивает их очень высокую стойкость к воздействию ударной волны. Из-за этого производительность разрушения оказывается настолько низкой, что указанные известные способы неприменимы по экономическим соображениям.
Техническими задачами настоящего предложения является упрощение и ускорение процесса подготовки железобетонных изделий к разрушению, повышение производительности способа, снижение его энергоемкости, обеспечение полного отделения бетона от арматуры, упрощение и удешевление оборудования, осуществляющего разрушение.
Указанные технические задачи решаются тем, в известном способе разрушения железобетонных изделий, состоящем в том, что разрушаемое изделие погружается в воду и подвергается воздействию электрического разряда между рабочим электродом и арматурным каркасом, рабочий электрод вводится в воду внутрь полости изделия и производится взаимное перемещение рабочего электрода и изделия.
Кроме того, взаимное перемещение электрода и изделия осуществляется посредством перемещения изделия при неподвижном рабочем электроде.
Кроме того, перемещение изделия осуществляется посредством его поступательного перемещения вдоль продольной оси рабочего электрода.
Кроме того, перемещение изделия осуществляется посредством его поступательного перемещения вдоль продольной оси рабочего электрода по направлению к электроду.
Кроме того, в ходе перемещения изделия перерезают поперечную арматуру и раздвигают продольную.
Кроме того, угол наклона продольной оси рабочего электрода к горизонту составляет 12…90°.
Кроме того, приспособление для раздвигания в стороны продольных прутьев арматуры выполнено в виде щита конической или пирамидальной формы, обращенного меньшим основанием к разрушаемому изделию.
В предложенном устройстве для электрогидравлического разрушения железобетонных изделий, имеющих внутреннюю полость, содержащем рабочий электрод, соединенный с высоковольтным полюсом импульсного генератора, второй, заземленный вывод которого электрически соединен с арматурой изделия, указанные недостатки устраняются тем, что оно дополнительно содержит средства для перемещения разрушаемого изделия относительно рабочего электрода, который частично помещен в заполненную водой полость разрушаемого изделия так, что направление его продольной оси совпадает с направлением перемещения.
Кроме того, продольная ось рабочего электрода расположена наклонно.
Кроме того, угол наклона продольной оси рабочего электрода к горизонту установлен в пределах 12…90°.
Кроме того, устройство дополнительно содержит приспособления для перерезания прутьев арматуры, расположенных поперек направления перемещения изделия, и для раздвигания в стороны продольных прутьев арматуры.
Благодаря погружению изделия в воду ускоряется процесс подготовки изделия к разрушению за счет интенсификации процесса дробления. Даже небольшой слой воды, благодаря своей инерции и почти полной несжимаемости, хорошо выполняет функцию закупорки полости, повышая давление ударной волны, порождаемой электрическим разрядом в воде.
Благодаря вводу рабочего электрода внутрь полости повышается производительность способа и снижается его энергоемкость, поскольку ударная волна действует кнаружи изделия, порождая в бетоне растягивающие напряжения, стойкость бетона к которым минимальна.
Благодаря взаимному перемещению рабочего электрода и изделия обеспечивается полное отделение бетона от арматуры. При взаимном перемещении электрода и изделия перемещается также область с максимальным давлением ударной волны. Арматура постепенно очищается от бетона на всем своем протяжении. Разрушение осуществляется многими импульсами сравнительно небольшой (2…5 кДж) энергии, что позволяет снизить в 20…50 раз массу и стоимость конденсаторной батареи, используемой во всех электроразрядных способах в качестве накопителя энергии. Уменьшение энергоемкости конденсаторной батареи снижает также вероятность ее взрыва при пробое одного из конденсаторов.
Благодаря перемещению изделия при неподвижном электроде упрощается конструкция установки, осуществляющей предложенный способ, повышается ее безопасность. При подвижном электроде в ходе разрушения перемещается и его нерабочий конец, присоединенный к генератору высоковольтных импульсов. Это требует создания довольно протяженной зоны безопасности в области этого конца. Система плавного перемещения электрода испытывает сильные ударные нагрузки от электрода, и ее изготовление не проще и не дешевле, чем системы перемещения изделия.
Благодаря поступательному перемещению изделия вдоль продольной оси рабочего электрода обеспечивается постепенное полное отделение арматуры от бетона при разрушении протяженных изделий.
Благодаря поступательному перемещению изделия вдоль продольной оси рабочего электрода по направлению к электроду снижаются эксплуатационные расходы за счет повышения срока службы конденсаторов генератора высоковольтных импульсов, поскольку необходимая длина рабочего электрода, определяющая индуктивность разрядного контура, в этом случае минимальна.
Благодаря наклонному расположению оси рабочего электрода упрощается конструкция установки, осуществляющей предложенный способ, повышается ее надежность. При таком исполнении нерабочий конец электрода, присоединенный к генератору высоковольтных импульсов, можно расположить вне воды, над ее поверхностью. Этим снимается проблема уплотнения электрода или электрической изоляции места соединения его нерабочего конца с генератором.
Благодаря тому что в ходе перемещения изделия перерезают поперечную (относительно направления перемещения изделия) арматуру и раздвигают продольную, повышается производительность способа. Продольная арматура, освобожденная перерезанием поперечной, в силу своей гибкости может быть легко отведена в сторону посредством, например, установки отклоняющих щитков в области нерабочего конца электрода.
Благодаря тому что угол наклона продольной оси рабочего электрода к горизонту устанавливают в пределах 12…90°, упрощается конструкция установки, осуществляющей предложенный способ, за счет упрощения отвода образующихся бетонных обломков.
Выполнение приспособления для раздвигания продольной арматуры в виде щита конической или пирамидальной формы, обращенного меньшим основанием к разрушаемому изделию, обеспечивает надежную защиту области расположения высоковольтного конца рабочего электрода от проникновения брызг воды и прутьев арматуры, то есть повышает производительность устройства, сокращая простои, вызванные отказами оборудования.
Существо предложения поясняется чертежами.
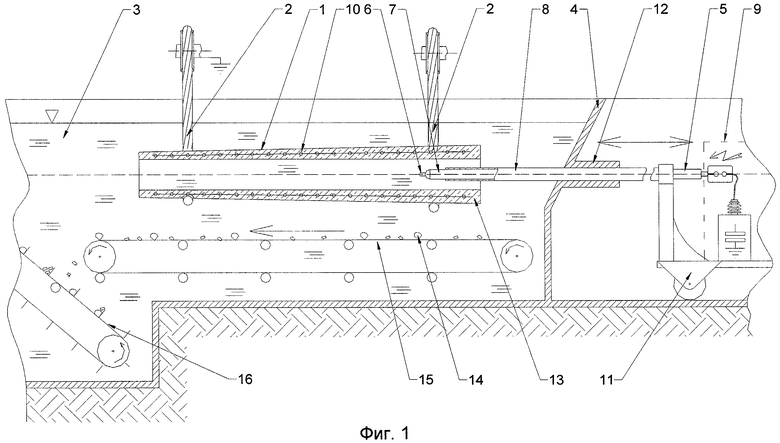
На фиг.1 изображено устройство, осуществляющее предложенный способ в соответствии с независимым пунктом формулы изобретения.
На фиг.2 изображено устройство, осуществляющее предложенный способ в соответствии с усовершенствованиями, предложенными в зависимых пунктах, относящихся к способу, и в соответствии с пунктами формулы изобретения, относящимися к устройству.
Представленное ниже описание относится как к предложенному способу, так и к устройству для его реализации.
Подлежащее разрушению железобетонное изделие 1, имеющее внутренние полости, например железобетонный столб или плиту перекрытия, на тросах или цепях 2 погружают в заполненную водой 3 дробильную камеру 4. Рабочий электрод 5 выполнен в виде металлического стержня 6, окруженного изоляцией 7, и помещен для жесткости в металлическую трубу 8. Один его конец вводят в полость изделия 1, а второй присоединяют к положительному высоковольтному полюсу генератора высоковольтных импульсов Р. Второй, отрицательный, полюс генератора 9 заземляется. В том месте, где изделие 1 опирается на трос 2, бетон удаляется до обнажения прутьев арматурного каркаса (арматуры) 10 так, чтобы хотя бы один их них находился в электрическом контакте с заземленным тросом 2.
Труба 8 с расположенным внутри нее рабочим электродом 5 устанавливается с возможностью продольного перемещения, например скрепляется с подвижной тележкой 11, на которой также могут быть размещены элементы генератора высоковольтных импульсов 9. В дробильную камеру 4 труба 8 с расположенным внутри нее рабочим электродом 5 вводится через сальниковое уплотнение 12, допускающее свободное продольное прямолинейное перемещение трубы 8.
При подаче на рабочий электрод 5 высоковольтных импульсов от генератора 9 между его погруженным в воду концом и арматурным каркасом 10 изделия 1 происходит искровой разряд, порождающий ударную волну, которая разрушает бетон 13 изделия 1. Бетон 13 не является препятствием для прохождения искры и развития разряда при условии, что напряжение генератора 9 достаточно велико. Для железобетонных столбов и панелей перекрытия достаточным является напряжение порядка 50 кВ. При частоте следования разрядных импульсов 2 Гц и средней мощности генератора высоковольтных импульсов 20 кВт скорость освобождения арматуры от бетона составляет около 5 см/с. Для полного разрушения железобетонного столба длиной 14 метров и массой 800 кг требуется около пяти минут, то есть теоретическая (без учета времени на перезагрузку) производительность способа близка к 10 т (12 столбов) в час при указанной мощности генератора.
Отделенные от арматурного каркаса 10 обломки 14 бетона 13 падают на конвейер 15, который переносит их на конвейер 16, удаляющий их из воды.
По мере освобождения арматурного каркаса 10 от бетона 13 рабочий электрод 5 продвигают внутри полости изделия 1. После полного освобождения арматурного каркаса 10 рабочий электрод 5 выводят из каркаса, и освобожденный каркас на тросах 2 поднимают из воды.
Арматурные каркасы железобетонных столбов обычно состоят из ряда продольных прутьев, обвитых арматурной проволокой значительно меньшего сечения, образующей поперечные прутья каркаса. Арматурные каркасы панелей перекрытия состоят из набора пересекающихся под прямым углом прутьев, обычно одинакового сечения. В настоящем описании продольными прутьями арматуры называются прутья, ориентированные вдоль направления перемещения изделия или электрода.
Поперечную арматурную проволоку с продольных прутьев можно сматывать, но поскольку сбережение металла при этом невелико, то ее проще перерезать. Длинные неповрежденные продольные прутья сушат и отправляют на склад. Поперечные прутья большого сечения перерезают, предпочтительно так, чтобы получить отрезки максимальной длины.
Недостатками описанного устройства являются большая длина рабочего электрода и установки в целом, необходимость в сальниковом устройстве и вспомогательном конвейере 15.
От этих недостатков свободно изображенное на фиг.2 устройство, осуществляющее предложенный способ в соответствии с усовершенствованиями, указанными в зависимых пунктах.
Согласно этим усовершенствованиям (фиг.2) рабочий электрод 5 неподвижен, а перемещается разрушаемое изделие 1, причем перемещение происходит вдоль продольной оси рабочего электрода. Изделие 1 подвешивается на заземленных тросах или цепях 2, по меньшей мере, один из которых находится в электрическом контакте с арматурным каркасом 10 (на фиг.2 это левый трос). Изделие 1 подвешивается в наклонном положении под углом α к горизонту так, чтобы верхний его конец, с которого начинают разрушение, находился на уровне или, лучше, немного (5…10 см) ниже уровня воды. В этом случае большая часть рабочего электрода 5 оказывается выше уровня воды, даже при небольшой (около 1 м) его длине.
Рабочий электрод 5 вводится в полость изделия 1 на глубину 10……20 см, и на него подаются импульсы высокого напряжения. Возникающий разряд между концом электрода 6 и арматурным каркасом 10 порождает ударную волну, разрушающую бетон 13 и отделяющую его от арматурного каркаса. По мере освобождения арматурного каркаса от бетона изделие прямолинейно надвигается на электрод 5 перемещением тросов 2 в направлении, параллельном оси рабочего электрода, в сторону электрода. Область конца рабочего электрода 5, присоединенного к генератору высоковольтных импульсов, защищается от брызг воды и надвигаемых продольных прутьев 17 арматуры металлическим щитом 18, выполненным в виде усеченного конуса или пирамиды с небольшим углом при вершине, расширяющимся по мере удаления от изделия 1, то есть обращенного меньшим основанием к разрушаемому изделию.
При надвигании освобожденного от бетона конца изделия 1 на рабочий электрод 5 продольные прутья 17 арматуры скользят по щиту 18 и раздвигаются им, как клином, в стороны. Для того чтобы поперечные прутья 19 арматуры не мешали этому, их перерезают, например, механическими ножницами 20 либо абразивным диском. В зависимости от вида изделия 7 могут потребоваться несколько ножниц. Для железобетонных столбов достаточно одних ножниц. Поскольку угол раскрытия щита 18 невелик, невелико также и усилие, требуемое для раздвижения прутьев 19, а деформация прутьев является упругой.
При указанной выше скорости освобождения арматуры от бетона одного двойного хода ножниц в секунду оказывается вполне достаточно.
Для того чтобы исключить вспомогательный конвейер 15, дно 21 дробильной камеры 4 выполняется наклонным, и обломки бетона 13 скатываются по наклонному дну прямо на конвейер 16. Минимальный вертикальный габарит установки достигается при одинаковых углах наклона изделия 7 и дна 21, как показано на фиг.2. Для того чтобы обломки 13 не задерживались на дне 27, угол α наклона дна к горизонту, как установлено опытным путем, должен быть не менее 12°. Скольжение обломков при столь малом угле наклона обеспечивается вибрацией порождаемой ударной волной.
Предложенный способ осуществим при любых углах наклона α. Вариант установки, изображенный на фиг.2, работоспособен при углах наклона α, превышающих 12°, вплоть до вертикального расположения оси электрода, то есть до 90°. При увеличении угла α сокращается площадь, занимаемая установкой, но растет ее вертикальный габарит. Для длинных изделий, например железобетонных столбов, предпочтительно назначать α=12°, а для изделий, длина которых не превышает 4 м, может оказаться более удобным α, близкий или равный 90°. Установка, осуществляющая предложенный способ, существенно упрощается, если ее размещать на платформе, плавающей в пресноводном водоеме, а разрушаемое изделие располагать вертикально, подвешивая на тросах за нижний конец. В этом случае отпадает надобность в конвейере и дробильной камере. По мере накопления обломков бетона на дне водоема платформа может перемещаться, а обломки извлекаться со дна, например, грейфером.
Предложенный способ обладает производительностью, достаточной для большинства случаев. Потребляемая мощность настолько невелика, что питание установки вполне возможно даже от слабых сельских электросетей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОГИДРОИМПУЛЬСНЫЙ СПОСОБ РАЗРУШЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ ПИНЧ-ЭФФЕКТА | 2017 |
|
RU2660260C1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ДРОБИЛКА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ОТХОДОВ | 1998 |
|
RU2152826C1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОГО ДРОБЛЕНИЯ ЖЕЛЕЗОБЕТОНА | 2001 |
|
RU2193449C1 |
| Способ электрогидроимпульсного разрушения железобетонных конструкций | 2023 |
|
RU2808176C1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ДРОБИЛКА | 2001 |
|
RU2201804C1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОГО ИЗМЕЛЬЧЕНИЯ ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ ДРОБИЛКОЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2481158C1 |
| РАБОЧИЙ ЭЛЕКТРОД ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ УСТАНОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2433865C1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ДРОБИЛКА ДЛЯ КРУПНОГО КАМНЯ | 2001 |
|
RU2200628C2 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ДРОБИЛКА | 2004 |
|
RU2259235C1 |
| СПОСОБ МОНТАЖА БУРОНАБИВНЫХ ЖЕЛЕЗОБЕТОННЫХ СВАЙ | 2023 |
|
RU2820641C1 |

Изобретение относится к способам переработки старых или бракованных железобетонных изделий. Способ разрушения железобетонных изделий, имеющих внутреннюю полость, состоит в том, что разрушаемое изделие погружают в воду и подвергают его воздействию явлений, сопровождающих электрический разряд между электродами. Рабочий (первый) электрод размещают в полости изделия, а в качестве второго используют арматурный каркас, производят перемещение рабочего электрода или полого изделия. В ходе перемещения перерезают поперечную арматуру. Устройство содержит рабочий электрод, соединенный с высоковольтным полюсом импульсного генератора, частично погруженный в заполненную водой полость разрушаемого изделия. В качестве другого электрода используют арматурный каркас. Устройство дополнительно содержит средства для перемещения разрушаемого изделия относительно рабочего электрода, а также содержит приспособления для перерезания прутьев арматуры, расположенных поперек направления перемещения изделия. Технический результат заключается в упрощении и ускорении процесса подготовки железобетонных изделий к разрушению. 2 н. и 9 з.п. ф-лы, 2 ил.
1. Способ разрушения железобетонных изделий, имеющих внутреннюю полость, состоящий в том, что разрушаемое изделие погружают в воду и подвергают его воздействию явлений, сопровождающих электрический разряд между электродами, отличающийся тем что рабочий (первый) электрод размещают в полости изделия, а в качестве второго используют арматурный каркас, производят перемещение рабочего электрода или полого изделия, а в ходе перемещения перерезают поперечную арматуру.
2. Способ разрушения железобетонных изделий по п.1, отличающийся тем, что в ходе перемещения раздвигают продольную арматуру.
3. Способ разрушения железобетонных изделий по п.1, отличающийся тем, что производится перемещение только изделия при неподвижном рабочем электроде.
4. Способ разрушения железобетонных изделий по п.3, отличающийся тем, что перемещение изделия осуществляется поступательно в направлении продольной оси рабочего электрода.
5. Способ разрушения железобетонных изделий по п.4, отличающийся тем, что перемещение изделия осуществляется по направлению к рабочему электроду.
6. Способ разрушения железобетонных изделий по п.1, отличающийся тем, что продольную ось рабочего электрода располагают наклонно.
7. Способ разрушения железобетонных изделий по п.6, отличающийся тем, что угол наклона продольной оси рабочего электрода к горизонту устанавливают в пределах 12…90°.
8. Устройство для электрогидравлического разрушения железобетонных изделий, имеющих внутреннюю полость, содержащее рабочий электрод, соединенный с высоковольтным полюсом импульсного генератора, частично погруженный в заполненную водой полость разрушаемого изделия, отличающееся тем, что в качестве другого электрода используют арматурный каркас, устройство дополнительно содержит средства для перемещения разрушаемого изделия относительно рабочего электрода, а также содержит приспособления для перерезания прутьев арматуры, расположенных поперек направления перемещения изделия.
9. Устройство для электрогидравлического разрушения железобетонных изделий по п.8, отличающееся тем, что оно дополнительно содержит приспособление для раздвигания в стороны продольных прутьев арматуры, выполнено в виде щита конической или пирамидальной формы, обращенного меньшим основанием к разрушаемому изделию.
10. Устройство для электрогидравлического разрушения железобетонных изделий по п.8, отличающееся тем, что продольная ось рабочего электрода расположена наклонно.
11. Устройство для электрогидравлического разрушения железобетонных изделий по п.8, отличающееся тем, что угол наклона продольной оси рабочего электрода к горизонту составляет 12…90°.
| Приспособление для автоматического регулирования хода поршня тормозного цилиндра | 1939 |
|
SU56220A1 |
| Высоковольтный электрод для электроимпульсного разрушения твердых материалов | 1990 |
|
SU1741900A1 |
| ВЫСОКОВОЛЬТНЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОИМПУЛЬСНОГО РАЗРУШЕНИЯ МАТЕРИАЛОВ | 1991 |
|
RU2013135C1 |
| RU 94020591 A1, 27.12.1995 | |||
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ ДРОБИЛКА ДЛЯ ЖЕЛЕЗОБЕТОННЫХ ОТХОДОВ | 1998 |
|
RU2152826C1 |
| СПОСОБ ЭЛЕКТРОГИДРАВЛИЧЕСКОГО ДРОБЛЕНИЯ ЖЕЛЕЗОБЕТОНА | 2001 |
|
RU2193449C1 |
| СПОСОБ ЛОКАЛИЗАЦИИ ЗАПАСОВ УГЛЕВОДОРОДОВ В КРЕМНИСТЫХ ОТЛОЖЕНИЯХ ВЕРХНЕГО МЕЛА | 2020 |
|
RU2742077C1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ЛЕНТОЧНОГО КОНВЕЙЕРА | 2007 |
|
RU2342304C1 |
| Гельфонд Л.А | |||
| и др | |||
| Электронная обработка материалов | |||
| - Кишинев: Штиинца, 1990. | |||

