Изобретение относится к деревообрабатывающей промышленности, а именно к способам изготовления стен деревянных зданий из деталей, выполненных из массива древесины, предназначенных для сборки стен сруба из полубрусьев, бревен или бревен, обработанных на один кант.
Известен способ изготовления сруба, включающий освобождение древесины от коры и сучков, оцилиндровку бревен проточкой, вырезание продольного и поперечного стыков, маркировку бревен в соответствии с проектной документацией, сборку сруба (№2232674, МПК В27С 9/04, опубликовано 20.07.2004). Известный способ является ближайшим аналогом заявленного изобретения.
Недостатками изобретения являются большой расход древесины и повышенные энергозатраты на ее обработку, связанные с большим количеством отходов, а также пониженная долговечность домов, связанная с разрушением плотных наружных слоев древесины при ее механической обработке, уменьшение термосопротивления стен, связанное с уменьшением диаметра бревен при их проточке под один диаметр.
Техническая задача изобретения состоит в уменьшении количества отходов древесины; снижении энергозатрат при изготовлении сруба; получении индивидуальных продольных и поперечных стыков для каждого бревна с минимальным монтажным зазором; сохранении плотного наружного слоя древесины, а следовательно, увеличении долговечности строения, увеличении термосопротивления стены.
Поставленная задача решается путем применения узла измерения геометрических характеристик (сканера) бревен и программного комплекса, которые позволяют безошибочно разложить бревна в срубе в самом экономичном варианте.
Разработанный проект дома фиксируется в программном комплексе технологической линии по обработке бревен. Бревна, имеющиеся в распоряжении изготовителя сруба, поступают на окоровочный станок для снятия сучков и коры. Очищенные от коры и сучков бревна поступают на узел измерения их геометрических характеристик (сканер) для контрольного обмера. Промерив определенное количество бревен, программный комплекс раскладывает их в сруб по принципу «вершина-комель» в варианте минимальных несовпадений продольных образующих бревен в месте их стыка в срубе, с учетом их природной геометрии и конусности естественного сбега бревен, что обуславливает минимальную механическую обработку продольных и поперечных стыков бревен в оптимальном варианте для данного проекта дома и присваивает каждому бревну свой порядковый номер в срубе. Механической обработке в бревне, как и при ручной рубке, подвергаются только места его продольного и поперечного стыка с соседними бревнами сруба. За счет этого уменьшается количество отходов древесины, уменьшается последующая энергоемкость изготовления сруба, сохраняется исходная толщина бревен, что увеличивает термосопротивление стен сруба. Программный комплекс в зависимости от конфигурации продольных и поперечных стыков бревен выдает вариант их обработки. Конфигурация всех продольных и поперечных стыков индивидуальная, за счет чего максимально сохраняется наружный плотный слой древесины. Это обеспечивает долговечность бревен и герметичность стыков сруба при наличии минимального монтажного зазора. После установки бревна в кондукторе деревообрабатывающего устройства с числовым программным управлением в бревне механизировано изготавливаются продольные и поперечные стыки в варианте программного комплекса для данного конкретного бревна. Штатный фиксатор продольной оси бревна при его сканировании и механической обработке выполнен в виде металлических штырей, забитых в противоположные торцы бревна, а фиксатор поперечной оси бревна - в виде вертикально расположенного радиуса бревна, проведенного из штыря в торце бревна.
Изобретение поясняется на чертежах. На фигуре 1 изображена технологическая линия. Исходные бревна 1 поступают на окоровочный станок 2, далее на узел измерения геометрических характеристик (сканер) 3 для контрольного обмера. При сканировании и последующей механической обработке бревна фиксируются при помощи узла 4. Информация со сканера поступает на программный комплекс 5 (стрелка В), куда также поступает информация о конструкции сруба (стрелка А). В зависимости от полученной экономичной раскладки бревен в срубе, выполненной программным комплексом, в соответствии с проектом дома и наличием исходных бревен программный комплекс рисует чертежи конфигурации стыков бревен для дальнейшей обработки их продольных и поперечных стыков на деревообрабатывающем устройстве с числовым программным управлением 7 (стрелка С). Отсканированное бревно поступает на склад пронумерованных бревен 6, а затем на деревообрабатывающий станок с числовым программным управлением 7. Готовое бревно отправляется на склад обработанных бревен 8.
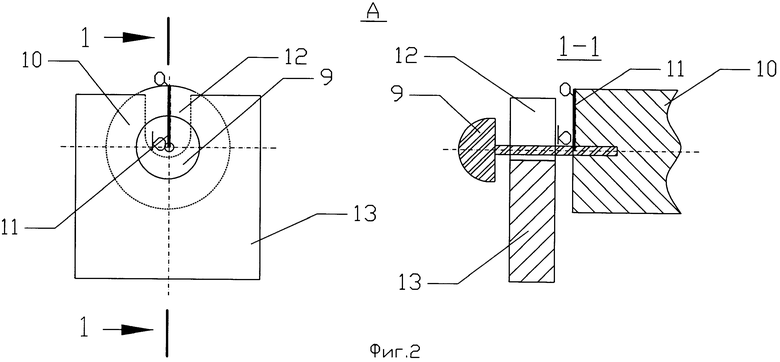
На фигуре 2 изображен узел А, фиксирующий бревна. Штатный фиксатор продольной оси бревна выполнен в виде металлических штырей 9, забитых в противоположные торцы бревна 10, а фиксатор поперечной оси 11 бревна - в виде вертикально расположенного радиуса бревна (отрезок а-b), проведенного из штыря в торце бревна. Штатный фиксатор устанавливается в вертикальные пазы 12 кронштейна 13 транспортно-передаточного устройства.
В настоящий момент заключены договора с лесными хозяйствами Республики Татарстан на применение данной технологии. Ведутся работы по ее применению.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| СПОСОБ ПОДАЧИ ДЕРЕВЯННЫХ ЗАГОТОВОК ДЛЯ ЭЛЕМЕНТОВ СРУБА НА ОБРАБОТКУ ИХ КОНЦОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕРЕВЯННЫХ ЗАГОТОВОК К ДЕРЕВООБРАБАТЫВАЮЩИМ ГОЛОВКАМ | 1993 |
|
RU2049660C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2527031C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2521713C1 |
| Способ изготовления бревенчатого сруба дома | 2018 |
|
RU2713727C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2514295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2519885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2515229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2520017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ РАЗНОПОРОДНОГО СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2521676C1 |

Изобретение относится к способам изготовления стен деревянных зданий из деталей, выполненных из массива древесины. Способ включает освобождение древесины от коры и сучков, вырезание продольного и поперечного стыков, маркировку бревен в соответствии с проектной документацией, сборку сруба. Продольные и поперечные стыки бревен выбирают на деревообрабатывающем устройстве в соответствии с заранее запроектированными индивидуальными оптимальными профилями, для получения которых вначале бревна обмеряют на узле измерения геометрических характеристик бревен, затем на программном комплексе определяют взаимное местоположение бревен в срубе и плоскости их контакта с учетом геометрии и конусности естественного сбега бревен, при условии минимальной механической обработки. Изобретение повышает точность сборки сруба и снижает расход лесоматериалов. 3 з.п. ф-лы, 2 ил.
1. Способ изготовления сруба, включающий освобождение древесины от коры и сучков, вырезание продольного и поперечного стыков, маркировку бревен в соответствии с проектной документацией, сборку сруба, отличающийся тем, что продольные и поперечные стыки бревен выбирают на деревообрабатывающем устройстве в соответствии с заранее запроектированными индивидуальными оптимальными профилями, для получения которых вначале бревна обмеряют на узле измерения геометрических характеристик бревен, затем на программном комплексе определяют взаимное местоположение бревен в срубе и плоскости их контакта с учетом геометрии и конусности естественного сбега бревен, при условии минимальной механической обработки.
2. Способ по п.1, отличающийся тем, что в качестве деревообрабатывающего устройства применяется станок с числовым программным управлением.
3. Способ по п.1, отличающийся тем, что при снятии геометрических размеров и при механической обработке продольная ось бревна задается в пространстве и фиксируется в горизонтальной и вертикальной плоскостях относительно штатных фиксаторов, при этом поперечная, перпендикулярная к продольной оси ось бревна также фиксируется.
4. Способ по п.3, отличающийся тем, что штатным фиксатором продольной оси бревна могут быть металлические штыри, забитые в противоположные торцы бревна, а фиксатором поперечной оси бревна вертикально расположенный радиус бревна, проведенный из штыря в торце бревна.
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2002 |
|
RU2232674C2 |
| Электрический жидкостный выключатель | 1932 |
|
SU39855A1 |
| Приспособление к автоматическим кассам | 1930 |
|
SU21546A1 |
| Установка для изготовления деревянных деталей сруба | 1982 |
|
SU1052382A1 |
| US 3848647 A, 19.11.1974. | |||

