Изобретение относится к деревообрабатывающему станкостроению. Составляющие данную группу изобретения могут быть использованы как самостоятельно, так и в составе технологических комплексов по обработке древесины для строительных нужд.
Известен способ подачи деревянных брусьев на обработку их концов, состоящий в зажиме обрабатываемого деревянного бруса в держателе, имеющем канал прямоугольного, и подача зажатого деревянного бруса концами к соответствующим деревообрабатывающим головкам [1]
Недостатком этого способа является невозможность надежного зажима оцилиндрованных бревен и прохождение всего держателя с зажатым деревянным брусом через рабочую зону деревообрабатывающих головок.
Наиболее близким аналогом ко всем вариантам предложенного способа является способ подачи бревен для деталей сруба на обработку их концов, включающий размещение комплекта деревообрабатывающих головок вдоль транспортировочной линии так, что отдельные деревообрабатывающие головки этого комплекта расположены на заданных расстояниях друг от друга и от продольной оси транспортировочной линии и на заданных высотах относительно общего основания, зажим деревянной заготовки, осуществляемый вне рабочей зоны комплекта деревообрабатывающих головок, на заданной высоте относительно общего основания в горизонтальном положении на расстояниях от торцoв деревянной заготовки не менее заданных, перемещение зажатой деревянной заготовки по транспортиpовочной линии с поочередной обработкой концов деревянной заготовки деревообрабатывающими головками комплекта. В этом способе бревно перемещается вдоль своей продольной оси по транспортиpовочной линии, а деревообрабатывающие головки, установленные на поворотных рамах, подводятся к бревну на время обработки и отводятся по ее окончании [2]
Известно устройство для фиксации бревен в процессе их обработки, содержащее два жестко соединенных узла зажима ствола, расположенные вдоль его продольной оси [3]
Это устройство зажимает бревна разного диаметра без возможности их поворота.
Наиболее близким аналогом к предложенному устройству является устройство для подачи деревянных заготовок к деревообрабатывающим головкам, содержащее по крайней мере два узла зажима, жестко закрепленных между собой на фиксированном расстоянии по горизонтали вдоль продольной оси зажимаемой деревянной заготовки на столе, установленном на платформе, имеющей возможность перемещения вдоль продольной оси зажимаемой деревянной заготовки по направляющим неподвижного основания [4]
Это устройство также зажимает деревянные заготовки без возможности их поворота.
В предлагаемых вариантах способа обеспечивается стационарная установка деревообрабатывающих головок без использования поворотных рам, а также возможность обработки деревянных заготовок любого поперечного сечения с обоих концов.
Для этого в первом варианте способа подачи деревянных заготовок для элементов сруба на обработку их концов, включающего размещение комплекта деревообрабатывающих головок вдоль транспортировочной линии так, что отдельные деревообрабатывающие головки этого комплекта расположены на заданных расстояниях друг от друга и от продольной оси транспортировочной линии и на заданных высотах относительно общего основания, зажим деревянной заготовки, осуществляемый вне рабочей зоны комплекта деревообрабатывающих головок, на заданной высоте относительно общего основания в горизонтальном положении на расстояниях от торцов деревянной заготовки не менее заданных, перемещение зажатой деревянной заготовки по транспортировочной линии с поочередной обработкой концов деревянной заготовки деревообрабатывающими головками комплекта, комплект деревообрабатывающих головок размещают по одну сторону от транспортивочной линии, деревянные заготовки заранее калибруют по длине, зажим деревянной заготовки осуществляют симметрично относительно ее середины, причем продольную ось деревянной заготовки в исходном положении ориентируют перпендикулярно продольной оси транспортировочной линии, а один из торцов деревянной заготовки располагают на заданной расстоянии от продольной оси транспортиpовочной линии, при перемещении зажатой деревянной заготовки в исходном положении по транспортиpовочной линии поочередно фиксируют ее положение в рабочих зонах соответствующих деревообрабатывающих головок комплекта, после фиксации очередного положения на транспортировочной линии зажатую деревянную заготовку передвигают вдоль ее продольной оси в сторону комплекта деревообрабатывающих головок на заданные расстояния, при необходимости фиксируют деревянную заготовку в этих положениях и осуществляют операции обработки одного конца зажатой деревянной заготовки, после чего возвращают ее в исходное положение по транспортировочной линии к рабочей зоне в комплекте деревообрабатывающих головок, по окончании всех операций обработки одного конца всеми деревообрабатывающими головками комплекта зажатую в исходном положении деревянную заготовку переворачивают на 180о вокруг вертикальной оси, проходящей через середину деревянной заготовки, при необходимости поворачивают ее на 180о вокруг ее продольной оси и фиксируют после каждого поворота, возвращают повернутую деревянную заготовку по транспортировочной линии в рабочую зону первых деревообрабатывающих головок в комплекте и повторяют вышеописанные операции по перемещениям, фиксации и обработке каждыми деревообрабатывающими головками комплекта для другого конца зажатой деревянной заготовки, по окончании всех операций обработки другого конца всеми деревообрабатывающими головками комплекта перемещают обработанную деревянную заготовку из рабочей зоны комплекта деревообрабатывающих головок и освобождают ее из зажима.
Во втором варианте способа подачи деревянных заготовок для элементов сруба на обработку их концов, включающего размещение комплекта деревообрабатывающих головок транспоpтировочной линии так, что отдельные деревообрабатывающие головки этого комплекта расположены на заданных расстояниях друг от друга и от продольной оси транспортировочной линии и на заданных высотах относительно общего основания, зажим деревянной заготовки, осуществляемый вне рабочей зоны комплекта деревообрабатывающих головок, на заданной высоте относительно общего основания в горизонтальном положении на расстояниях от торцов деревянной заготовки не менее заданных, перемещение зажатой деревянной заготовки по транспортировочной линии с поочередной обработкой концов деревянной заготовки деревообрабатывающими головками комплекта, комплект деревообрабатывающих головок размещают по одну сторону от транспортировочной линии, деревянные заготовки заранее калибруют по длине, зажим деревянной заготовки осуществляют симметрично относительно ее середины, причем продольную ось деревянной заготовки в исходном положении ориентируют перпендикулярно продольной оси транспортировочной линии, а один из торцов деревянные заготовки располагают на заданном расстоянии от продольной оси транспортировочной линии, при перемещении зажатой деревянной заготовки в исходном положении по транспортировочной линии поочередно фиксируют ее положение в рабочих зонах соответствующих деревообрабатывающих головок комплекта, после фиксации ее очередного положения на транспортировочной линии зажатую деревянную заготовку передвигают вдоль ее продольной оси в сторону комплекта деревообрабатывающих головок на заданные расстояния, при необходимости фиксируют деревянную заготовку в этих положениях и осуществляют соответствующие операции обработки одного конца зажатой заготовки, после чего возвращают ее в исходное положение, переворачивают на 180о вокруг вертикальной оси, проходящей через середину деревянной заготовки, при необходимости поворачивают ее на 180о вокруг ее продольной оси и фиксируют после каждого поворота, повторяют вышеописанные операции по передвижениям, фиксации и обработке каждыми деревообрабатывающими головками комплекта для другого конца зажатой деревянной заготовки, по окончании всех операций обработки обоих концов всеми деревообрабатывающими головками комплекта перемещают обработанную деревянную заготовку из рабочей зоны комплекта деревообрабатывающих головок и освобождают ее из зажима.
В третьем варианте способа подачи деревянных заготовок для элементов сруба на обработку их концов, включающего размещение комплекта деревообрабатывающих головок вдоль транспортиpовочной линии так, что отдельные деревообрабатывающие головки этого комплекта расположены на заданных расстояниях друг от друга и от продольной оси транспортировочной линии и на заданных высотах относительно общего основания, зажим деревянной заготовки, осуществляемый вне рабочей зоны комплекта деревообрабатывающих головок, на заданной высоте относительно общего основания в горизонтальном положении на расстояниях от торцов деревянной заготовки не менее заданных, перемещение зажатой деревянной заготовки по транспортировочной линии с поочередной обработкой концов деревянной заготовки деревообрабатывающими головками комплекта, комплект деревообрабатывающих головок размещают по одну сторону от транспортировочной линии, а по другую ее сторону размещают зеркально такой же дополнительный комплект деревообрабатывающих головок, деревянные заготовки заранее калибруют по длине, зажим деревянной заготовки осуществляют симметрично относительно ее середины, причем продольную ось деревянной заготовки в исходном положении ориентируют перпендикулярно продольной оси транспортировочной линии, а один из торцов деревянной заготовки располагают на заданном расстоянии от продольной оси транспортировочной линии, при перемещении зажатой деревянной заготовки в исходном положении по транспортировочной линии поочередно фиксируют ее положение в рабочих зонах соответствующих деревообрабатывающих головок комплекта, после фиксации ее очередного положения на транспортировочной линии передвигают зажатую деревянную заготовку вдоль ее продольной оси в сторону комплекта деревообрабатывающих головок на заданные расстояния, при необходимости фиксируют деревянную заготовку в этих положениях и осуществляют соответствующие операции обработки одного конца зажатой деревянной заготовки, после чего зажатую деревянную заготовку при необходимости поворачивают на 180о вокруг ее продольной оси с фиксацией в этом положении, передвигают зажатую деревянную заготовку вдоль ее продольной оси в другую сторону на заданные расстояния, при необходимости фиксируют в этих положениях и осуществляют соответствующие операции обработки другого конца зажатой деревянной заготовки деревообрабатывающими головками другого комплекта, по окончании всех операций обработки обоих концов всеми деревообрабатывающими головками комплекта обработанную деревянную заготовку перемещают из рабочей зоны комплекта деревообрабатывающих головок и освобождают ее из зажима.
При этом для всех трех вариантов деревянная заготовка представляет собой брус прямоугольного сечения или оцилиндрованное бревно, вдоль которого может быть выполнен профилированный вырез заданной глубины, либо с противоположных сторон которого выполнены плоские срезы, параллельные друг другу и равноотстоящие от продольной оси оцилиндрованного бревна.
Для любого из трех вариантов способа в случае, когда деревянная заготовка представляет собой оцилиндрованное бревно, комплект деревообрабатывающих головок содержит по крайней мере пару поперечных пил для выполнения поперечных пропилов на заданном удалении от торца оцилиндрованного бревна симметрично с двух противоположных его сторон, пару продольных пил для выполнения продольных пропилов, равноотстоящих от продольной оси оцилиндрованного бревна, от торца до поперечных пропилов, две пары отрезных пил, установленных под заданными углами друг к другу и к плоскости продольных пропилов на конце оцилиндрованного бревна для выполнения на этом конце элемента соединения бревен "в замок".
Для любого из трех вариантов способа в случае, когда деревянная заготовка представляет собой брус прямоугольного сечения, комплект деревообрабатывающих головок содержит по крайней мере две пары отрезных пил, установленных под заданными углами друг к другу и к боковым плоскостям бруса для выполнения на его конце элемента соединения брусьев "в замок".
В предлагаемом устройстве обеспечивается возможность зажима деревянных заготовок разной длины с разной формой сечения, а также возможность их поворота нужным концом и требуемой стороной.
Для этого в устройстве для подачи деревянных заготовок к деревообрабатывающим головкам, содержащим по крайней мере два узла зажима, жестко закрепленных между собой на фиксированном расстоянии по горизонтали вдоль продольной оси зажимаемой деревянной заготовки на столе, установленном на платформе, имеющей возможность перемещения вдоль продольной оси зажимаемой деревянной заготовки по направляющим неподвижного основания, стол установлен на платформе с возможностью его поворота на 180о вокруг вертикальной оси и снабжен убираемыми фиксаторами заданных углов поворота, узлы зажима выполнены с возможностью их совместного поворота вокруг общей горизонтальной оси и снабжены убираемыми фиксаторами заданных углов поворота и средствами для фиксации положения деревянной заготовки так, чтобы ее продольная ост совпадала с осью вращения узлов зажима, неподвижное основание снабжено снимаемыми фиксаторами перемещений платформы на заданные расстояния.
Кроме того, каждый узел зажима выполнен в вертикальной плоскости в виде С-образного полукольца, центр которого расположен на оси вращения узлов зажима, а края С-образных полуколец всех узлов зажима расположены на общих прямых, параллельных оси вращения узлов зажима.
Средства для фиксации положения деревянной заготовки в каждом узле зажима содержат сменные ложементы, устанавливаемые на посадочных местах с одной стороны внутренней поверхности узла зажима, причем ложементы согласованы по форме с соответствующей нижней или верхней поверхностью зажимаемой деревянной заготовки, и подвижный фиксируемый упор, установленный на противоположной стороне внутренней поверхности узла зажима.
Дополнительно эти средства могут содержать сменный ограничитель, устанавливаемый на внутренней поверхности узла зажима между сменными ложементами и подвижным фиксируемым упором.
На неподвижном основании устройства вдоль продольной оси зажимаемой деревянной заготовки закреплен регулируемый ограничитель продольного перемещения зажимаемой деревянной заготовки.
Этот ограничитель может быть выполнен откидывающимся и снабжен фиксатором его рабочего положения.
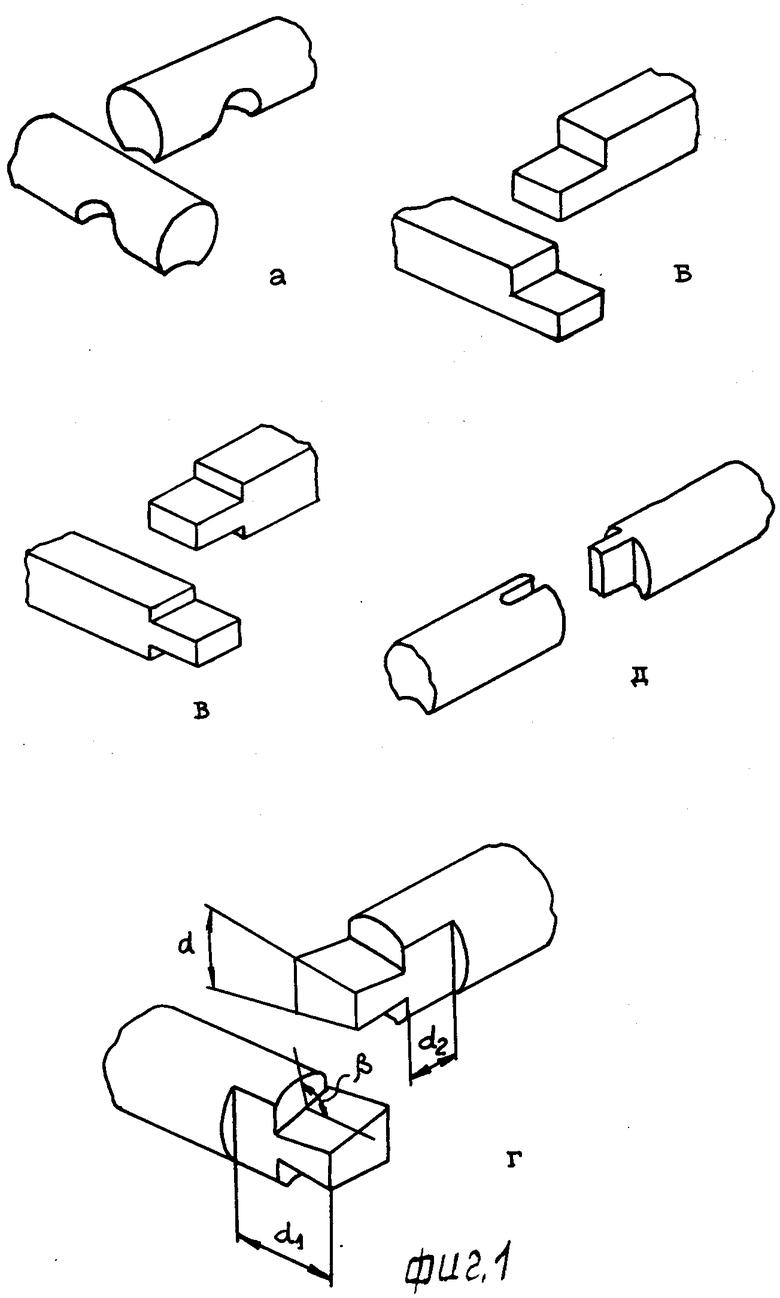
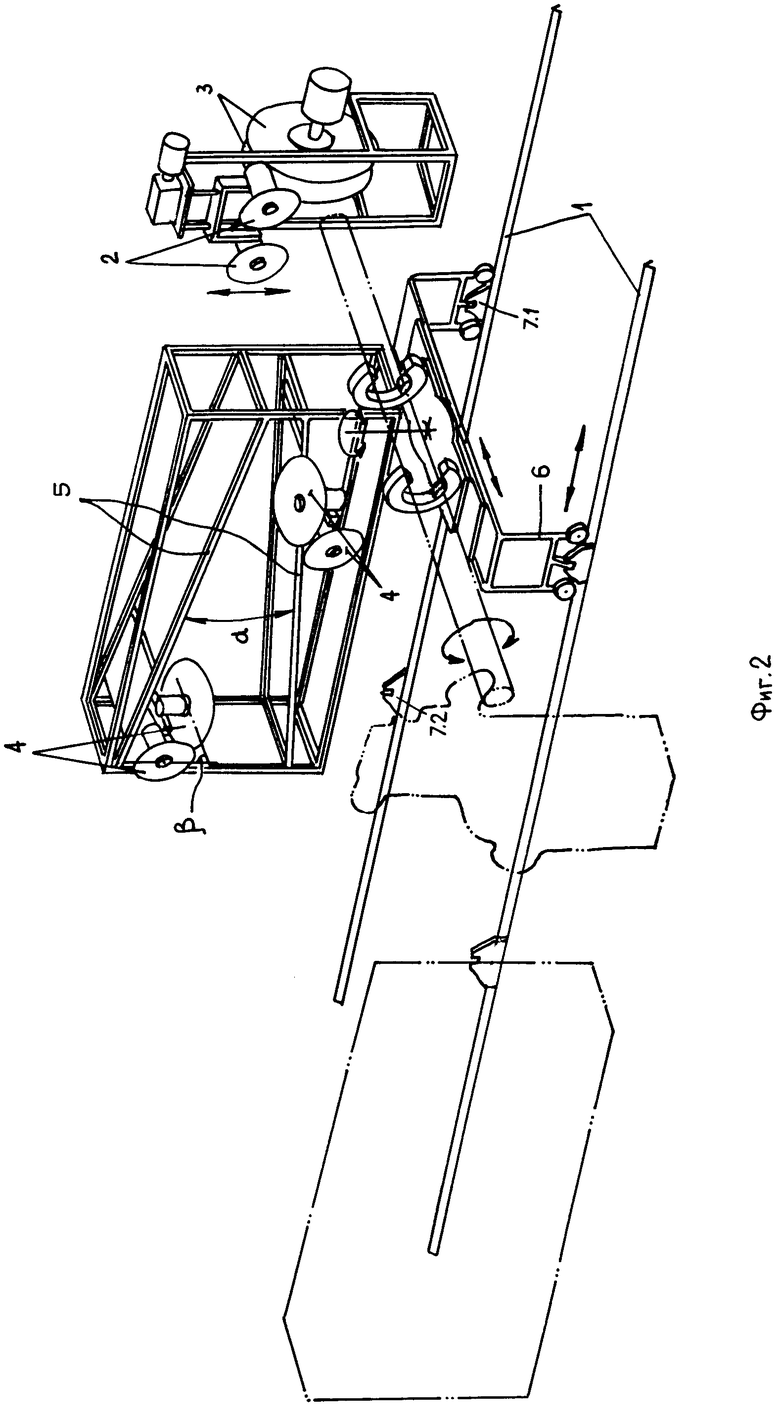
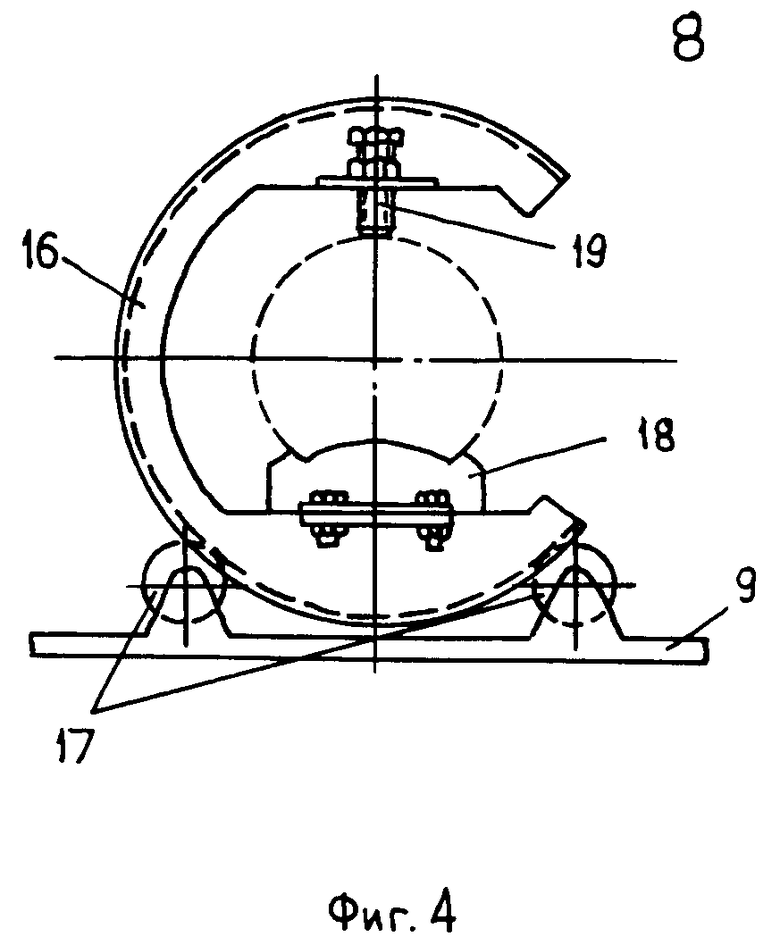
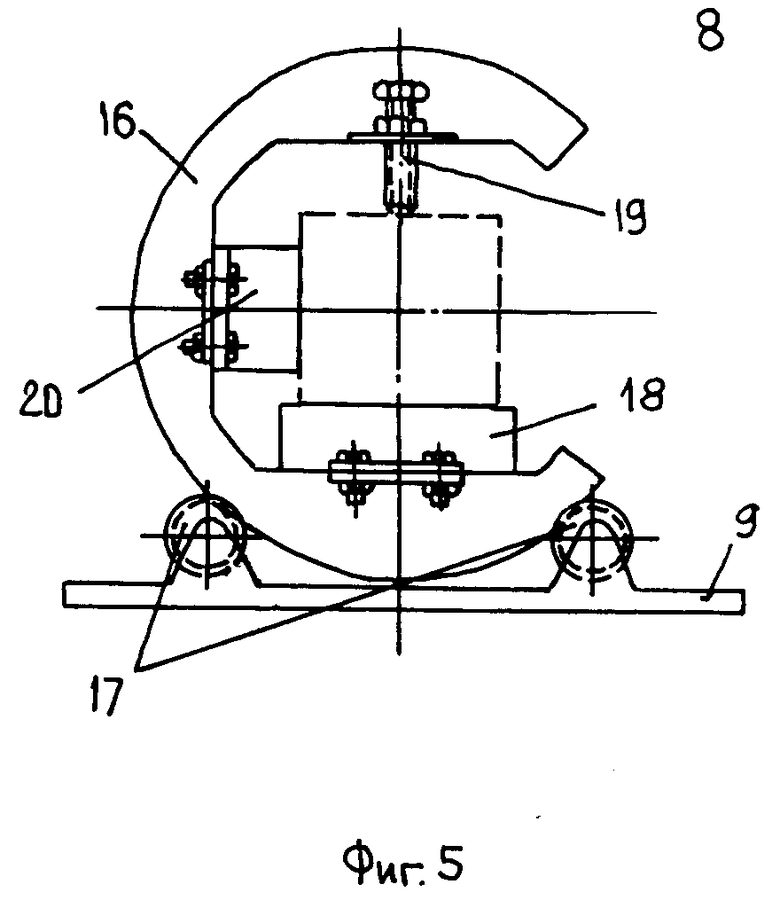
На фиг.1 представлены возможные варианты обработанных концов деревянных заготовок для различных соединений деталей сруба и поясняет соединение коротких бревен для получения заготовки требуемой длины; на фиг.2 пример размещения оборудования для обработки концов деревянных заготовок, в котором могут быть реализованы два первых варианта заявленного способа (пунктиром приведен пример размещения такого же оборудования для реализации третьего варианта заявленного способа); на фиг.3 возможное выполнение устройства для подачи деревянных заготовок к деревообрабатывающим станкам; на фиг.4 один из узлов зажима этого устройства; на фиг.5 другой вариант узла зажима для брусьев прямоугольного сечения; на фиг.6 возможные профили оцилиндрованного бревна с продольным вырезом.
Первый из заявленных вариантов способа подачи деревянных заготовок для деталей сруба на обработку их концов включает в себя следующую последовательность операций: размещение комплекта деревообрабатывающих головок вдоль транспортировочной линии по одну сторону от нее так, что деревообрабатывающие головки расположены на заданных расстояниях друг от друга и от продольной оси транспортировочной линии и на заданных высотах относительно общего основания; предварительная калибровка деревянных заготовок по длине; зажим деревянной заготовки, осуществляемый вне рабочей зоны комплекта деревообрабатывающих головок, на заданной высоте относительно общего основания в горизонтальном положении симметрично относительно середины деревянной заготовки на расстояниях от ее торцов не менее заданных, причем продольная ось деревянной заготовки в исходном положении перпендикулярна продольной оси транспортировочной линии, а один из торцов деревянной заготовки расположен на заданном расстоянии от продольной оси транспортировочной линии; перемещение зажатой деревянной заготовки в исходном положении по транспортировочной линии с поочередной фиксацией ее положения в рабочих зонах соответствующих деревообрабатывающих головок комплекта; после фиксации ее очередного положения на транспортировочной линии перемещение зажатой деревянной заготовки вдоль ее продольной оси в сторону комплекта деревообрабатывающих головок на заданные расстояния, при необходимости фиксация в этих положениях и осуществление соответствующих операций обработки одного конца зажатой деревянной заготовки; по окончании всех операций обработки одного конца данными деревообрабатывающими головками комплекта возвращение зажатой деревянной заготовки в исходное положение и перемещение ее по транспортировочной линии к рабочей зоне следующих в комплекте деревообрабатывающих головок; по окончании всех операций обработки одного конца зажатой деревянной заготовки всеми деревообрабатывающими головками комплекта переворот зажатой в исходном положении деревянной заготовки на 180о вокруг вертикальной оси, проходящей через середину деревянной заготовки, при необходимости поворот ее на 180о вокруг ее продольной оси и фиксация после каждого поворота; возвращение повернутой зажатой деревянной заготовки по транспортировочной линии в рабочую зону первых в комплекте деревообрабатывающих головок и повторение вышеописанных операций по перемещению, фиксации и обработке каждыми деревообрабатывающими головками комплекта для другого конца зажатой деревянной заготовки; по окончании всех операций обработки другого конца всеми деревообрабатывающими головками комплекта перемещение обработанной деревянной заготовки из рабочей зоны комплекта деревообрабатывающих головок и освобождение ее из зажима. При таком варианте реализации заявленного способа зажатая деревянная заготовка поворачивается только один раз.
Второй из заявленных вариантов способа подачи деревянных заготовок для деталей сруба на обработку их концов включает в себя сходную последовательность операций и отличается от первого варианта тем, что обработку каждыми деревообрабатывающими головками комплекта производят поочередно для обоих концов зажатой деревянной заготовки, для чего после обработки одного ее конца зажатую деревянную заготовку возвращают в исходное положение, переворачивают на 180о вокруг вертикальной оси, проходящей через ее середину, при необходимости поворачивают на 180о вокруг ее продольной оси, фиксируют после каждого поворота и повторяют операции по обработке другого конца зажатой деревянной заготовки данными деревообрабатывающими головками комплекта, после чего возвращают зажатую деревянную заготовку в исходное положение и перемещают по транспортировочной линии в рабочую зону следующих в комплекте деревообрабатывающих головок.
При таком варианте реализации заявленного способа зажатая деревянная заготовка перемещается по транспортировочной линии без возврата к рабочей зоне первых в комплекте деревообрабатывающих головок.
Третий из заявленных вариантов способа подачи деревянных заготовок для деталей сруба на обработку их концов отличается от первых двух тем, что по обе стороны транспортировочной линии располагают зеркально два одинаковых комплекта деревообрабатывающих головок. При этом последовательность операций сходна с последовательностью операций второго варианта способа за исключением того, что после обработки одного ее конца деревообрабатывающими головками одного комплекта зажатую деревянную заготовку при необходимости поворачивают на 180о вокруг ее продольной оси с фиксацией в этом положении, передвигают зажатую деревянную заготовку вдоль ее продольной оси в другую сторону на заданные расстояния, при необходимости фиксируют в этих положениях и осуществляют соответствующие операции обработки другого конца зажатой деревянной заготовки деревообрабатывающими головками другого комплекта.
При таком варианте реализации заявленного способа не требуется переворачивать зажатую деревянную заготовку вокруг вертикальной оси.
Состав комплекта деревообрабатывающих головок для использования во всех трех вариантах заявленного способа зависит от конкретного вида используемой деревянной заготовки и типа соединения, с помощью которого из обработанных заготовок собирается сруб.
Например, в случае, когда угол сруба выполняется соединением бревен "в обло" (фиг. 1а), комплект деревообрабатывающих головок может состоять из сменной фрезы требуемого диаметра, ось которой перпендикулярна продольной оси бревна и которая подводится к бревну сверху, снизу или сбоку, в частности, как это делается в вышеуказанном авторском свидетельстве СССР N 1052382.
В случае, когда сруб собирается из бруса с прямоугольным сечением и с уступом на конце (фиг. 1б), комплект деревообрабатывающих головок может состоять из одной поперечной пилы для выполнения пропила параллельно торцу бруса и одной продольной пилы, плоскость которой совпадает с продольной осью бруса. Обе эти пилы могут быть установлены на одной каретке, перемещаемой поперек бруса, со смещением их осей для предотвращения задевания пил друг об друга.
В случае, когда для сборки сруба используется соединение бруса "в шип" (фиг.1в), комплект деревообрабатывающих головок может быть таким же, как и в предыдущем случае, но со смещением плоскости продольной пилы от продольной оси бруса. При этом брус необходимо поворачивать на 180о вокруг его продольной оси для обработки одного конца с двух сторон. Можно установить две таких пары пpо с обеих сторон одного конца бруса и выполнять шип путем их одновременной работы. Можно в этом же случае использовать две поперечных пилы для выполнения с двух сторон бруса пропилов параллельно торцу бруса и две продольных пилы, параллельных и равноудаленных от продольной оси бруса. При этом брус следует из исходного положения сдвинуть на заданное расстояние и, зафиксировав в этом положении, выполнить поперечные пропилы; затем, вернув поперечные пилы в их исходное положение, продвинуть брус дальше на второе заданное расстояние, пропиливая при этом с помощью продольных пил от торца до поперечных пропилов.
В случае, когда сруб собирается из бревен, в частности, оцилиндрованных, соединением "в замок" (фиг.1г) комплект деревообрабатывающих головок может состоять из пары поперечных пил, пары продольных пил и двух пар отрезных пил, установленных под такими углами друг к другу и к продольной оси бревна, которые определяются геометрией указанного соединения.
Наконец, любой комплект деревообрабатывающих головок с парой поперечных и парой продольных пил может быть дополнен сверлильной головкой, что позволит выполнять шиповые соединения двух частей заготовок (фиг.1д) для получения заготовки требуемой (калиброванной) длины.
Рассмотрим реализацию способа на примере изготовления деталей сруба из оцилиндрованных бревен с соединением их "в замок" (фиг.1г). При этом, как показано на фиг.2, вдоль транспоpтировочной линии (например, выполненной в виде рельсового пути) с одной ее стороны размещают набор станков, рабочие органы которых составляют комплект деревообрабатывающих головок. Пусть для определенности первый станок содержит пару поперечных пил 2, установленных в одной вертикальной плоскости параллельно продольной оси транспортировочной линии 1 с осями, лежащими в одной горизонтальной плоскости, и с возможностью регулировки зазора между режущими кромками обеих пил 2, и пару продольных пил 3, установленных на одной оси параллельно друг другу на одинаковом удалении от вертикальной плоскости, перпендикулярной продольной оси транспортировочной линии 1 и проходящей через середину зазора между парой поперечных пил 2. Обращенные к транспортировочной линии 1 режущие кромки продольных пил 3 удалены от транспортировочной линии 1 за плоскость поперечных пил 2 на расстояние не меньше, чем длина d1 боковых спилов на конце обрабатываемого бревна (фиг.1г). При этом поперечные пилы 2 установлены на каретке, имеющей возможность вертикального перемещения так, что в нижнем ее положении оси поперечных пил 2 расположены ниже оси продольных пил 3 не менее, чем на половину наибольшего диаметра обрабатываемых бревен, а в верхнем положении этой каретки нижние кромки поперечных пил 2 расположены выше оси продольных пил 3 не менее, чем на половину наибольшего диаметра обрабатываемых бревен.
Второй станок в этом случае пусть содержит две пары отрезных пил 4, установленных на каретках, которые перемещаются противоходом по наклонным направляющим 5, биссектриса угла α между которыми (фиг.1а) горизонтальна и расположена на одной высоте с осью продольных пил 3 первого станка, причем направления перемещения кареток лежат в вертикальной плоскости, параллельной продольной оси транспортировочной линии 1. Одна из пил 4 в каждой паре установлена в вертикальной плоскости, параллельной продольной оси транспортировочной линии 1 и удаленной от линии 1 за плоскость поперечных пил 2 первого станка на расстояние, равное расстоянию d2 между задним краем спила на обрабатываемом бревне и задним краем элемента "замка" (фиг.1г). Плоскость другой пилы 4 в каждой паре установлена под углом β к вертикальной плоскости (фиг. 1г) так, что линия пересечения этих плоскостей параллельна направляющей, по которой перемещается каретка с данной парой пил 4, а режущие кромки пары пил 4 касаются этой линии пересечения. Т.е. отрезные пилы 4 каждой пары при своем движении по направляющим 5 формируют на конце обрабатываемого бревна половину соединительного элемента.
Для третьего из рассматриваемых вариантов по другую сторону транспортировочной линии точно напротив вышеуказанных следует установить вторые такие же станки с аналогичными деревообрабатывающими головками (пунктир на фиг.2).
Обрабатываемое бревно зажимается в специальном устройстве, установленном на тележке 6, которая может перемещаться по линии 1. На линии 1 в заданных местах имеются фиксаторы 7 перемещения тележки 6. Бревно зажимается так, чтобы его торец, обращенный к деревообрабатывающим головкам одного комплекта, находился в плоскости, отстоящей от плоскости поперечных пил 2 на заданное расстояние. После зажима бревна, осуществляемого вне рабочей зоны станков (головок), оно с помощью тележки перемещается до первого фиксатора 7.1, расположенного в вертикальной плоскости, перпендикулярной продольной оси линии 1, также проходящей через середину зазора между пилами 2, а также пилами 3. После этого бревно сдвигается в сторону станков вдоль своей продольной оси на такое расстояние L, чтобы его торец продвинулся за плоскости поперечных пил 2 на расстояние d1 (фиг.1г). В этом положении бревно фиксируется, после чего каретка с поперечными пилами 2 опускается, и пилы 2 прорезают по бокам бревна два поперечных пропила. Зазор между пилами 2 заранее отрегулирован под диаметр бревна, поэтому пропилы получаются нужной глубины. После возврата каретки с пилами 2 в исходное положение, не мешающее передвижению бревна, бревно продвигают дальше на другое фиксированное расстояние. При этом продольные пилы 3, зазор между которыми заранее установлен равным зазору между пилами 2, формируют в процессе движения бревна на его боках два параллельных среза. Затем бревно возвращают в исходное положение.
Далее, в первом варианте реализации способа, тележку 6 с бревном перемещают по линии 1 до второго фиксатора 7.2 и сдвигают бревно в ту же сторону, что на первом фиксаторе 7.1, и на то же расстояние L и фиксируют в этом положении. Направляющие 5 с каретками закрепляются на станине, которая может перемещаться в горизонтальном направлении параллельно продольной оси линии 1 для того, чтобы регулировать толщину соединительного элемента на конце бревна в зависимости от диаметра последнего. После фиксации сдвинутого бревна каретки приводятся в движение и отрезные пилы 4 отпиливают с обеих сторон на конце бревна соответствующие сегменты. После возврата кареток в исходное положение бревно также возвращается в свое исходное положение.
После этого бревно переворачивается относительно своей середины другим концом в сторону станков и фиксируется в этом направлении. Если обрабатываемое бревно предназначено для стены сруба, у которой обе угла внешние, то бревно дополнительно поворачивается на 180о вокруг своей продольной оси и фиксируется. Если бревно предназначено для стены, у которой один из углов внутренний (т.е. при наличии у сруба выступающей части), то такого поворота не требуется. Затем бревно на тележке перемещается по линии 1 обратно до первого фиксатора 7.1 и повторяются все операции обработки, но уже для другого конца этого бревна.
По окончании всей обработки зажатое бревно на тележке перемещается по линии 1 за рабочую зону станков и бревно освобождается из зажима.
Во втором варианте способа бревно переворачивают другим концом к станкам и при необходимости поворачивают на 180о вокруг его продольной оси при фиксации тележки на каждом фиксаторе 7 и выполняют поочередную обработку обоих концов бревна на каждом станке.
В третьем варианте способа, когда имеется второй комплект станков (пунктир на фиг.2), бревно после обработки одного конца на станке одного комплекта сдвигают в другую сторону, повернув при необходимости на 180о вокруг его продольной оси (в случае разноименных углов у стены, для которого предназначено данное бревно), и обрабатывают другой конец бревна на таком же станке другого комплекта.
Реализующее любой вариант предложенного способа устройство для подачи деревянных заготовок к деревообрабатывающим головкам (фиг.3) содержит по крайней мере два жестко соединенных между собой узла 8 зажима, установленных на поворотном столе, который смонтирован на платформе 10, имеющей возможность перемещаться вдоль направляющих 11 неподвижного основания 12. Последнее может быть установлено на тележке 6 (фиг.2), либо пристроено непосредственно к станку при использовании вне рамок вышерассмотренных вариантов заявленного способа. Поворотный стол 9 снабжен убираемыми фиксаторами заданных углов поворота (не показано), в качестве которых могут быть использованы штифты, одновременно вставляемые в отверстие стола 9 и соответствующие заданным углам его поворота, отверстия в платформе 10. Основание 12 снабжено убираемыми фиксаторами 13 заданных перемещений платформы 10, в качестве которых могут быть использованы штыри, вставляемые в соответствующие гнезда на основании 12. Стол 9 может поворачиваться, а платформа 10 может перемещаться либо вручную (приложением усилия к зажимаемому бревну), либо с помощью соответствующих приводов.
Основание 12 снабжено также ограничителем 14 продольного перемещения зажимаемой деревянной заготовки, который установлен вдоль продольной оси заготовки и имеет возможность регулировки ограничения, например, с помощью штыря 15, переставляемого аналогично штырям 13. Ограничитель 14 может быть откидывающимся, тогда он фиксируется в рабочем положении фиксатором (не показано), например, наподобие фиксаторов угла поворота стола 9.
Каждый узел 8 зажима может быть выполнен (фиг.4) в виде С-образного полукольца 16, которое имеет возможность вращаться вокруг своего центра в вертикальной плоскости по крайней мере на 180о, например, с помощью роликов 17, снабженных бортиками, либо расположенных в углублении на внешней поверхности полукольца 16. Узлы 8 снабжены фиксаторами угла поворота, наподобие фиксаторов стола 9. На внутренней поверхности полукольца 16 с одной стороны размещены посадочные места для сменяемых ложементов 18, а на противоположной стороне установлен подвижный фиксируемый упор 19, например, в виде винта, перемещаемого в резьбовом отверстии в полукольце 16 и фиксируемого контргайкой. Между ложементом 18 и упором 19 может размещаться ограничитель 20 поперечного перемещения заготовки (фиг.5). Элементы 18-20 образуют в совокупности средства для фиксации положения деревянной заготовки.
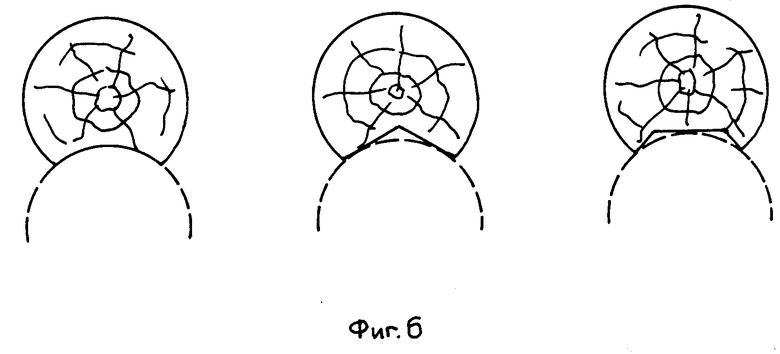
Форма внешней поверхности ложемента 18 должна повторять поверхность зажимаемой заготовки, а толщина ложемента 18 должна быть такой, чтобы продольная ось зажимаемой заготовки совпадала с осью вращения полукольца 16. Если заготовка имеет плоские нижнюю и верхнюю поверхности, то ложемент 18 должен быть плоским сверху, и ограничитель 20 необходим для совмещения осей полукольца 16 и заготовки в горизонтальном направлении. Если же заготовка представляет собой оцилиндрованное бревно с профилированным продольным вырезом, то ложемент 18 должен иметь полукруглую поверхность с радиусом кривизны, равным радиусу зажимаемого бревна. При этом различные профили вырезов (фиг.6) будут описаны вокруг дуги окружности, по которой выполнена внешняя поверхность ложемента 18. В этом случае ограничитель 20 также необходим. Если же ложемент 18 имеет на своей верхней поверхности боковые ограничивающие выступы, то использование ограничителя 20 не обязательно.
Устройство для подачи деревянных заготовок к деревообрабатывающим головкам работает следующим образом.
Ограничитель 14 устанавливается в рабочее положение (горизонтально на фиг.3), а регулировочный штырь 15 вставляется в гнездо, которое соответствует калиброванной длине зажимаемого бревна. В узлах 8 устанавливаются ложементы 18 по толщине (диаметру) зажимаемого бревна и, если необходимо, ограничители 20. Зажимаемость бревно укладывается в узлы через их раскрывы так, чтобы один его торец упирался в штырь 15 ограничителя 14, после чего платформа 10 перемещается вдоль бревна до тех пор, пока крайние узлы 8 (если их более двух) не расположатся симметрично относительно середины зажимаемого бревна. Затем бревно зажимается в узлах 8 с помощью упоров 19. Узлы 8 и стол 9 фиксируются под требуемыми углами поворота. Зажатое таким образом бревно перемещается с помощью платформы в свое исходное положение, определяемое первым из фиксаторов 13. В этом положении, если рассматриваемое устройство установлено на тележке 6 (фиг.2), зажатое бревно подается в рабочую зону станка.
После фиксации положения тележки 6 на транспортировочной линии 1 первый из фиксаторов 13 убирается и бревно с помощью платформы передвигается до следующего фиксатора 13. После обработки соответствующими деревообрабатывающими головками зажатое бревно может быть продвинуто до следующего фиксатора 13. По окончании обработки на данном станке одного конца бревна оно возвращается в свое исходное положение.
В зависимости от технологии обработки бревно может быть в своем исходном положении перемещено дальше по линии 1 до следующего фиксатора 7, где его вновь передвигают к станку до какого-то из фиксаторов 13, или оно может быть повернуто с помощью стола 9 другим своим концом к станку (т.е. на 180о вокруг вертикальной оси, проходящей через середину бревна) и/или повернуто на 180о вокруг своей продольной оси. После этих поворотов узлы 8 и стол 9 снова фиксируются и осуществляется передвижение бревна с фиксацией (если это необходимо), как было описано выше.
После того, как обработаны оба конца заготовки и тележка 6 с рассматриваемым устройством вывезена по линии 1 из рабочей зоны станков, узлы 8 поворачивают их раскрывами в нужную сторону и освобождают упоры 19, при этом обработанная заготовка вынимается из узлов 8.
Если рассматриваемое устройство используется в третьем варианте предложенного способа, то упоры (фиксаторы) 13 следует располагать с обеих сторон от платформы 10 и тогда ограничитель 14 должен откидываться. В других случаях ограничитель 14 может крепиться к основанию 12 жестко.
Если рассматриваемое устройство предназначено для стационарного использования с одним и тем же станком, то ограничитель 14 может отсутствовать, а его функцию при установке бревна будет в этом случае выполнять первый из фиксаторов 13.
Конкретное выполнение отдельных деталей устройства, если они выполняют описанные функции, не влияет на работу устройства. Так, платформа 10 может перемещаться по направляющим 11 с помощью элементов качения (типа роликов), либо скольжением, упор 19 может быть в виде многозвенного механизма и т.п.
Таким образом, предлагаемое устройство позволяет поворачивать и передвигать зажатое бревно желательным образом, при этом в предлагаемом способе зажатое бревно проходит через рабочую зону станка лишь обрабатываемым концом. Все это позволяет упростить станки, т.е. обрабатывающие головки устанавливаются на неподвижных, а не на поворотных рамах, а также упростить процесс подачи заготовок к станкам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН ПОД СОЕДИНЕНИЕ В ЗАМОК | 1993 |
|
RU2057006C1 |
| ФРЕЗЕРНЫЙ СТАНОК И ГОЛОВКА ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА К СТАНКУ | 1995 |
|
RU2093352C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ БРЕВЕН (ЕГО ВАРИАНТЫ) | 1993 |
|
RU2057007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2001 |
|
RU2212333C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2002 |
|
RU2232674C2 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 1992 |
|
RU2036784C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПАЗОВ В ДЕРЕВЯННЫХ ДЕТАЛЯХ СРУБА | 1993 |
|
RU2071413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
Изобретение относится к деревообрабатывающему станкостроению. Его использование как самостоятельно, так и в составе технологических комплексов по обработке древесины для строительных нужд позволяет упростить соответствующие станки и обеспечить обработку деревянных заготовок любого поперечного сечения с обоих концов. Устройство, реализующее все варианты способа, содержит по крайней мере два узла 8 зажима, жестко закрепленные на столе 9, который установлен на платформе 10, имеющей возможность перемещения по направляющим 11 неподвижного основания 12. Благодаря тому, что стол 9 установлен на платформе 10 с возможностью его поворота на 180° вокруг вертикальной оси и снабжен убираемыми фиксаторами, а также узлы 8 выполнены с возможностью их поворота вокруг горизонтальной оси и снабжены убираемыми фиксаторами и средствами для фиксации деревянной заготовки соосно с осью поворота узлов 8. Кроме того, основание 12 снабжено снимаемыми фиксаторами 13 перемещения платформы 10, тем самым обеспечивается обработка заготовок любого поперечного профиля с обоих концов, при этом деревообрабатывающие головки устанавливаются не на поворотных, а на неподвижных рамах и процесс подачи заготовок на обработку упрощается. 3 с. и 24 з. п. ф-лы, 6 ил.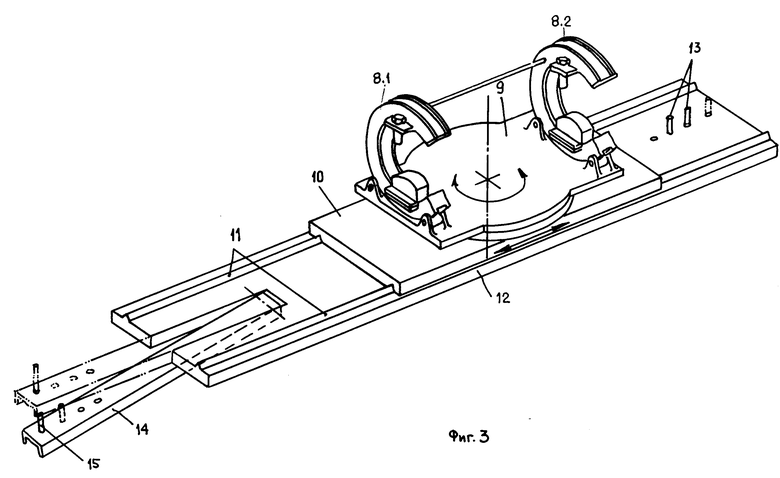
21. Способ по п.19, отличающийся тем, что комплект деревообрабатывающих головок содержит по крайней мере две пары отрезных пил, установленных под заданными углами одна к другой и к боковым плоскостям бруса для выполнения на его конце элемента соединения брусьев "в замок".
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Патент США N 3464467, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
