Изобретение относится к деревообрабатывающей промышленности, а именно к способам изготовления стен деревянных зданий. Заявляемый способ предусматривает образование геометрической формы бревен с имитацией ручной рубки, и, снижая затраты на обработку, делает возможным заводское изготовление деревянных срубов с повышенным эксплуатационным качеством.
Из уровня техники известно техническое решение по патенту RU 2324590 C2 от 27.07.2006 «Универсальный оцилиндровочный станок для обработки бревен», содержащий составную станину, установленное на ней подающее устройство, устройство механической обработки древесины и вытяжное устройство. Станина выполнена из двух частей с возможностью транспортировки станка с разъединенными частями станины, при этом на первой части станины размещено подающее устройство, а на второй части станины размещены устройства механической обработки древесины и вытяжное устройство. Недостатком данного технического решения является технологическая сложность процесса обработки, при которой не обеспечивается полная обработка изделия за одну установку; кроме того, целью обработки является оцилиндровка, при которой поверхностные слои древесины снимаются, что снижает качество и долговечность изделия, а также коэффициент выхода деловой древесины.
Известно также техническое решение по патенту RU 52760 U1 от 15.11.2005, станок для оцилиндровки бревен и выборки продольных пазов, содержащий станину с направляющими, установленные на станине подвижную и неподвижную бабки с центрами, каретку с приводным механизмом перемещения по направляющим, и смонтированные на каретке режущие механизмы оцилиндровки и выборки продольных пазов с приводами, причем механизм оцилиндровки выполнен в виде жестко закрепленного на каретке корпуса, механизм выборки продольных пазов выполнен в виде, по меньшей мере, двух фрезерных узлов, установленных на корпусе с возможностью перемещения для настройки глубины фрезерования. Недостатком известного технического решения является то, что при такой обработке выполняются только операции оцилиндровки и выборки продольных пазов, что повышает трудоемкость и снижает производительность изготовления изделия, поскольку требует дополнительного оборудования и еще нескольких этапов обработки для получения конечного изделия.
Известно также техническое решение по патенту RU 68416 U1 от 30.07.2007, станок для оцилиндровки бревен и выборки пазов, позволяющий проводить механическую обработку бревен режущими механизмами и выборку продольных пазов за одну установку заготовки с помощью подвижной каретки. Однако недостатком данной полезной модели является то, что в процессе обработки необходимо перемещение бревен вдоль оси станка за счет роликов, установленных в станине, и с этой же целью - обеспечить прохождение бревна - по меньшей мере одна бабка выполнена в виде арки, что является усложняющими элементами станка и приводит к повышенной трудоемкости, материалоемкости и повышению стоимости как станка, так и процесса обработки бревна, процесс обработки бревна с применением данной полезной модели не является окончательным, требует выполнения дальнейших технологических операций по механической обработке бревна. Также недостатком известного решения является то, что при механической обработке древесины методом оцилиндровки поверхностные слои древесины снимаются, что снижает качество и долговечность изделия, а также коэффициент выхода деловой древесины.
Известно также техническое решение по патенту RU 2051025 C1 от 31.12.1992, по которому способ обработки бревен включает обработку сопрягаемых поверхностей бревна, в том числе вырезку паза. При этом обработку ведут под диаметр больший исходного диаметра бревна на ширину, соответствующую ширине вырезаемого паза, причем ширину обработки обеспечивают при копировании поверхности роликами. Недостатком является невозможность обеспечить унификацию конечного изделия, что ведет к дополнительным трудозатратам при сборке сруба.
Известен способ изготовления деталей домов из бревна/бруса и установка для его осуществления по патенту RU 2390410 от 23.06.2008, по которому способ включает подачу бревна/бруса в зону обработки, автоматическое позиционирование бревна/бруса, обработку венцовых пазов, сверление, обработку пазов торцевой распил. При этом перед подачей бревна/бруса в зону обработки обрабатывают один базовый торец, обработку пазов осуществляют на нескольких позициях одновременно соответствующими инструментами, причем перемещение бревен/брусьев с позиции на позицию осуществляют в поперечном направлении, базирование бревна/бруса на каждой позиции осуществляют: в продольном направлении - относительно продольной базы, а в поперечном направлении - относительно одной торцовой базы, общей для всех позиций, после обработки бревно/брус распиливают торцовыми пилами на отдельные детали. Кроме того, в процесс обработки пазов включают: фрезеровании венцовых пазов, фрезерование пазов под установку окон и дверей, фрезерование элементов под соединение «ласточкин хвост», фрезерование плоскостей под установку наличников, фрезерование элементов 5-координатной фрезой, продольный распил и распил под углом. Известный способ позволяет изготовление деталей из бревен с учетом сбежности, что дает возможность сохранения поверхностных слоев древесины бревна, однако недостатком является высокая энергоемкость при обработке пазов, а также отсутствие унификации конечного изделия, что увеличивает затраты на сборку сруба. Кроме того, установка для осуществления известного способа является специальной, а наукоемкие блоки, обеспечивающие автоматизацию процесса, повышая стоимость оборудования, соответственно повышают себестоимость изделия.
Известен способ изготовления сруба по патенту RU 2397860 С1 от 16.12.2008, включающий освобождение древесины от коры и сучков, вырезание продольного и поперечного стыков, маркировку бревен в соответствии с проектной документацией, сборку сруба. Продольные и поперечные стыки бревен выбирают на деревообрабатывающем устройстве в соответствии с заранее запроектированными индивидуальными оптимальными профилями, для получения которых вначале бревна обмеряют на узле измерения геометрических характеристик бревен, затем на программном комплексе определяют взаимное местоположение бревен в срубе и плоскости их контакта с учетом геометрии и конусности естественного сбега бревен, при условии минимальной механической обработки. Изобретение повышает точность сборки сруба и снижает расход лесоматериалов. Недостатком известного способа является неизбежно высокая стоимость оборудования, необходимого для его осуществления, т.е. наукоемкой специализированной установки, в которой используется сложное электронное оборудование. Кроме того, повышение точности приводит к увеличению времени обработки, что снижает производительность, а известный способ обработки бревна повышает энергозатраты. Недостатком также является то, что каждое бревно после обработки имеет индивидуальную форму, что при сборке повышает трудоемкость, т.е. при значительных затратах на автоматизацию процесса унификация изделий отсутствует.
Наиболее близким к предложенному изобретению по технической сущности и достигаемому результату является способ обработки бревен и устройство для его осуществления по патенту RU 2282855 C2 от 17.12.2003, по которому способ включает обработку сопрягаемых поверхностей, в том числе вырезку продольного паза под диаметр, больший диаметра исходного бревна. Обработку сопрягаемых поверхностей производят после обработки поверхности бревна за счет его вращения относительно продольной оси инструментом, перемещаемым вдоль направляющих, причем ось бревна наклонена относительно направляющих до положения верхней образующей поверхности бревна параллельно направляющим. Известный способ позволяет изготовить детали сруба с учетом сбежности бревна, сохраняя этим поверхностные слои древесины и повышая выход деловой древесины, а также обеспечивая унификацию изделий. Недостатком известного способа является обработка фрезерованием, что повышает энергозатраты и снижает производительность, кроме того устройство для осуществления известного способа предполагает металлоемкую конструкцию станка с применением нестандартного оборудования - сложнопрофильной фрезы, что ведет к удорожанию производства и повышению себестоимости конечного изделия.
Техническая задача настоящего изобретения заключается в повышении экономичности и производительности процесса производства домов из бревен, также в уменьшении количества отходов древесины; снижении энергозатрат при изготовлении сруба; унификации конечного изделия, сохранении плотного наружного слоя древесины, что увеличивает долговечность строения и термосопротивление стены сруба. В настоящее время большое количество лесохозяйств, осуществляя заготовку древесины, столкнулись с недостаточной экономической мотивацией: низкая стоимость необработанных бревен при росте затрат на заготовку делает их реализацию невыгодной. Обработанное бревно, являющееся готовым изделием под сруб, реализовать гораздо легче и выгодней, однако мелкое лесное хозяйство не может позволить себе дорогостоящее оборудование, кроме того энергозатраты и затраты на оборудование должны быть минимальны, а производительность высокая и при этом обеспечивать унификацию изделий. Эту задачу и решает предлагаемое изобретение.
Технический результат предлагаемого изобретения - повышение производительности, снижение затрат при изготовлении деревянного сруба с использованием механической обработки бревен, обеспечивающей унификацию конечного изделия, сохранение плотного наружного слоя древесины, повышающего коэффициент выхода деловой древесины, а также увеличивающего термосопротивление стены сруба.
Технический результат предлагаемого изобретения достигается тем, что по заявляемому способу изготовление бруса включает освобождение древесины от коры и сучков (окоривание), механическую обработку поверхности бревна, механическую обработку сопрягаемых поверхностей, сборку сруба, при этом в отличие от прототипа выборка паза и гребня в сопрягаемых поверхностях ведется механическим пилением, формируют профиль лафет в местах сопряжения бревен в углах с вертикальными и параллельными гранями, формирование профиля брус ведется механическим пилением, при этом профили во всех местах сопряжения однотипные, что позволяет унифицировать изделие; сбежность бревна учитывается путем изменения размера между вершиной и дном паза по длине бревна, окоривание изделия осуществляют в последнюю очередь, что сокращает площадь обработки, а сбежность компенсируется при сборке бревен в сруб: комель-вершина, вершина-комель. Заявляемый способ не требует для своего осуществления дорогостоящего специализированного оборудования и может быть реализован с использованием доступных блоков, комплектуемых в агрегат. Например, для выполнения операции по продольной обработке используют ленточнопильный агрегат от станков, например типа ЛП-60, МГ6200, Тайга Т-2 или иными, и дисковую пилу диаметром 300-500 мм. Для поперечного пиления применяют цепные электропилы промышленного производства профессионального типа. Окоривание идет последней операцией, поэтому обработке подвергается наименьшая площадь бревна, что также повышает производительность. Кроме того, штатным фиксатором продольной оси бревна могут быть металлические штыри, забитые в противоположные торцы бревна, а фиксатором поперечной оси бревна вертикально расположенный радиус бревна, проведенный из штыря в торце бревна.
Преимущества заявляемого способа:
- возможна наладка изготовления сруба любого размера в плане и бревен любого диаметра;
- в отличие от оцилиндровки обработка бревен идет с сохранением сбежности отдельных бревен и сохранения поверхностных наиболее плотных слоев древесины;
- при сборке деревянного сруба из бревен, изготовленных с имитацией ручной рубки, бревна чередуют с учетом сбежности и получают стену большей толщины, соответственно, теплее помещение;
- получение однотипного изделия позволяет наладить поточный метод изготовления деревянных срубов;
- повышается производительность - за 8 мин одна заготовка превращается в готовое изделие;
- снижается энергоемкость изготовления - за счет замены операции фрезерования операцией пиления, при которой ненужная часть заготовки удаляется пилением, а не переводится в стружку;
- возможность использования недорогого стандартного оборудования.
Пример осуществления: механическая обработка бревна осуществляется за одну установку при фиксированном положении бревна на неподвижной станине. Все этапы обработки осуществляются с помощью подвижной каретки с установленными на ней агрегатами, обеспечивающими полный цикл обработки бревна, при этом обработка заготовки с имитацией ручной рубки производится с учетом сбежности заготовки как за счет изменения угла наклона заготовки к станине, так и за счет изменения углов наклона режущих поверхностей пильных механизмов к оси заготовки. Технологические этапы обработки включают в себя: сортировку бревен, закрепление заготовки, выборку паза V-образной формы механическим пилением. Затем происходит смена положения заготовки в зажимах на 180 градусов. Далее: формирование V-образного гребня с противоположной стороны механическим пилением, формирование профиля лафет в местах сопряжения бревен в углах с вертикальными и параллельными гранями, затем смена положения заготовки, формирование профиля брус механическим пилением, профиль лафет и брус во всех местах сопряжения бревен в углах однотипные. При обработке учитывается сбежность бревна путем изменения размера между вершиной и дном паза по длине бревна. Сбежность компенсируется при сборке бревен: комель-вершина, вершина-комель.
Для осуществления заявляемого способа изготовления бревен с имитацией ручной рубки, может быть использована следующая конструкция станка, содержащего станину с направляющими, подвижную каретку на роликах, перемещающуюся по направляющим, устройство подъема и установки бревна, зажимы/фиксаторы бревна, смонтированные на подвижной каретке пильные механизмы с приводами и фиксаторами положения каждого пильного механизма. Все механизмы для обработки заготовки смонтированы на подвижной каретке. При этом на подвижной каретке установлены все пильные механизмы: ленточная пила, закрепленная на раме с направляющими с возможностью изменения угла наклона по отношению к направляющим станка; цепная пила с возможностью вращения рабочего органа в плоскости, перпендикулярной оси заготовки; две циркулярных пилы, закрепленные с возможностью вращения вокруг оси, параллельной оси заготовки; две дисковых пилы, которые расположены с минимальным технологически возможным смещением на расстояние для безопасного пиления относительно друг друга; устройство установки и настройки дисковых пил, с помощью которых изменяется угол поворота; каждый пильный механизм оснащен поворотной делительной головкой с фиксатором для контроля положения режущего инструмента - таким образом регулируется угол захода, глубина пропила ограничивается с помощью упора на направляющих; при этом обработка заготовки с имитацией ручной рубки, т.е. с учетом сбежности бревна, производится как за счет изменения угла наклона заготовки относительно направляющих станка, так и за счет изменения углов наклона режущих поверхностей пильных механизмов к оси заготовки.
Станина представляет собой металлический каркас на фундаменте с направляющими сверху. Зажимы, предназначенные для фиксации заготовки, шарнирно соединены со станиной и работают в горизонтальной плоскости, либо в качестве штатного фиксатора продольной оси бревна могут быть использованы металлические штыри, забитые в противоположные торцы бревна, а фиксатором поперечной оси бревна вертикально расположенный радиус бревна, проведенный из штыря в торце бревна.
Угол наклона заготовки относительно направляющих станины изменяется опорами, находящимися на станине ниже направляющих. Регулировка их высоты осуществляется либо ручным, либо механическим, либо автоматическим способом. Ручной способ предусматривает набор подкладок; при механическом регулировка происходит с помощью винтового или гидравлического домкрата; при автоматическом способе электродвигатель поднимает край заготовки, пока не сработает датчик высоты (например, лазерный луч).
Все режущие элементы пильных механизмов смонтированы на подвижной каретке. Подвижная каретка представляет собой пространственный стержневой каркас из металла на четырех катках. Подвижная каретка перемещается по направляющим станины плоскопараллельно относительно заготовки. На подвижной каретке закреплены подвижно с возможностью изменения угла обработки две циркулярные пилы, рама с направляющими для перемещения ленточной пилы и самой ленточной пилой, подвижная цепная пила. Геометрические оси пильных механизмов подвижны относительно подвижной каретки, положение их контролируется делительными головками, при этом ленточная пила перемещается относительно каретки на собственных направляющих. Режущий элемент цепной пилы расположен перпендикулярно оси заготовки и меняет положение в плоскости, перпендикулярной оси заготовки, для операции торцовки. Две циркулярные пилы для выборки паза заготовки имеют возможность изменения углов наклона режущих дисков к горизонтальной плоскости на подвижной каретке. Ленточная пила, зафиксированная в особом положении под углом, относительно передвигающейся каретки, служит для формирования гребня при движении подвижной каретки вдоль заготовки.
Таким образом, меняя положение заготовки относительно направляющих станины и поворачивая заготовку вокруг своей оси, можно провести выборку паза и гребня бревна ленточной пилой и двумя дисковыми пилами, с учетом сбежности заготовки, имитируя ручную рубку. Меняя угол между циркульными пилами и угол поворота заготовки, можно менять величину выборки паза, что необходимо при смене сортности древесины (т.е. при изменении диаметра заготовки). При этом паз и гребень всегда будет одинаков по размерам и форме, обеспечивая унификацию изделия.
Для выполнения операции по продольной обработке используют ленточнопильный агрегат от станков, например, типа ЛП-60, МГ6200, Тайга Т-2 или иными, и дисковую пилу диаметром 300-500 мм. Для поперечного пиления применяют цепные электропилы промышленного производства профессионального типа.
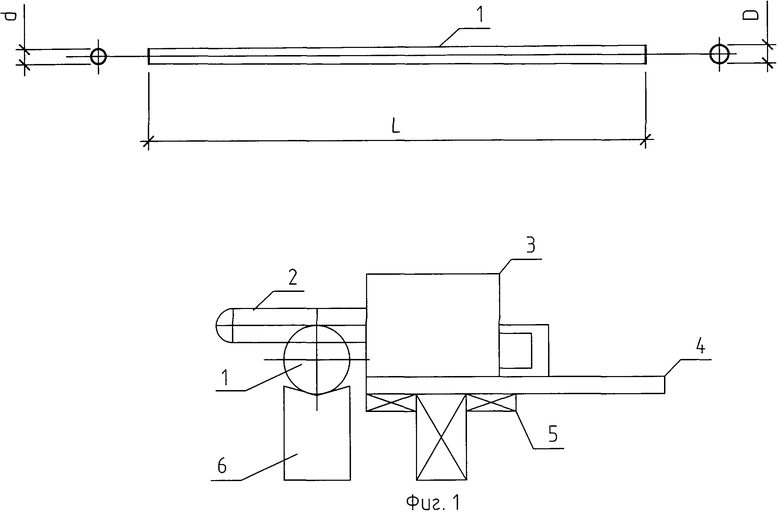
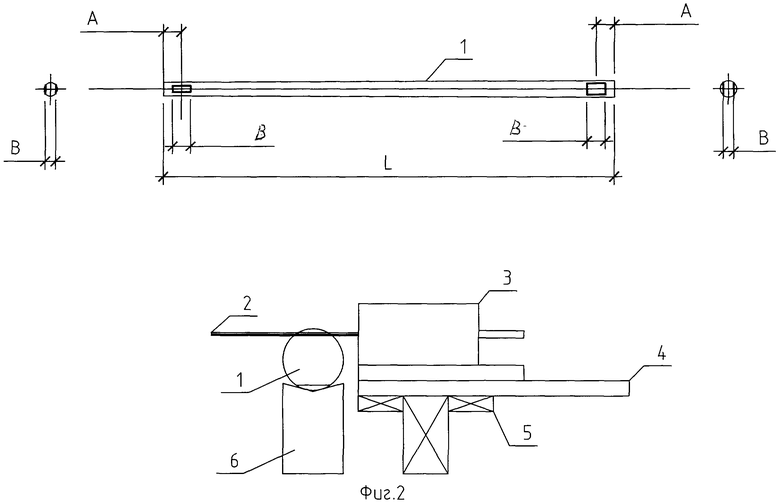
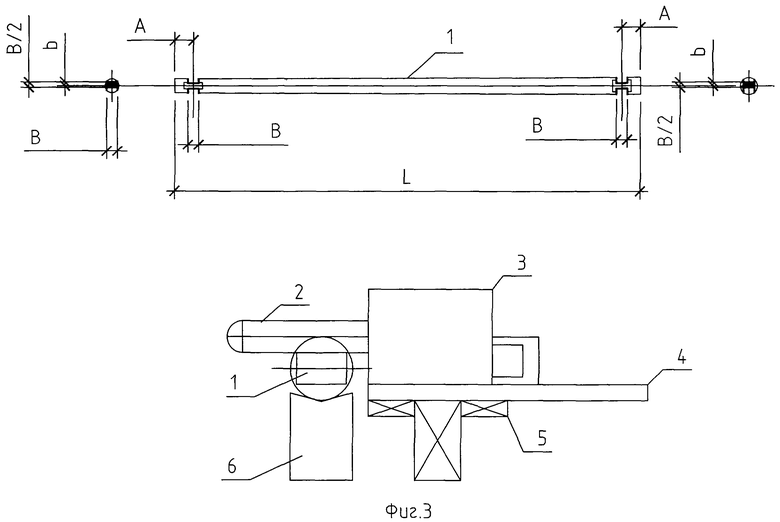
Сущность заявляемого способа поясняют изображения на фиг.1-3, на которых представлена последовательность изготовления изделия.
Фиг.1. Операция выторцовывания, где 1 - заготовка, 2 - режущий орган, 3 - силовой агрегат, 4 - поперечные направляющие, 5 - продольные направляющие, 6 - опора, D - диаметр бревна в комле, d - диаметр бревна в вершине, Dср. - средний диаметр бревна.
Фиг.2. Формирование сечения «лафет» в углах сруба, где 1 - заготовка, 2 - режущий орган, 3 - силовой агрегат, 4 - поперечные направляющие, 5 - продольные направляющие, 6 - опора, L - габарит заготовки, А - расстояние до центра врубки, В - ширина и длина врубки, a, b - привязка врубки к оси бревна.
Фиг.3. Формирование сечения «брус» в углах сруба, где 1 - заготовка, 2 - режущий орган, 3 - силовой агрегат, 4 - поперечные направляющие, 5 - продольные направляющие, 6 - опора, L - габарит заготовки, А - расстояние от торца заготовки до центра врубки, В - ширина и длина врубки, а, b - привязка врубки к оси бревна, В/2 - шаг венцов.
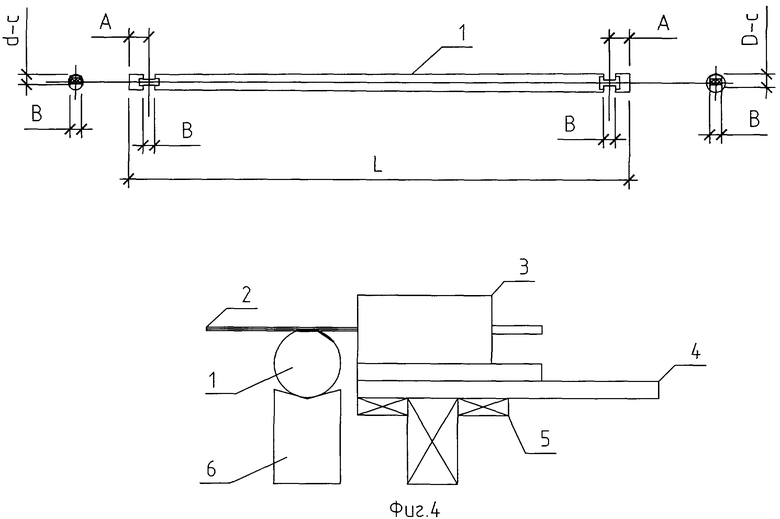
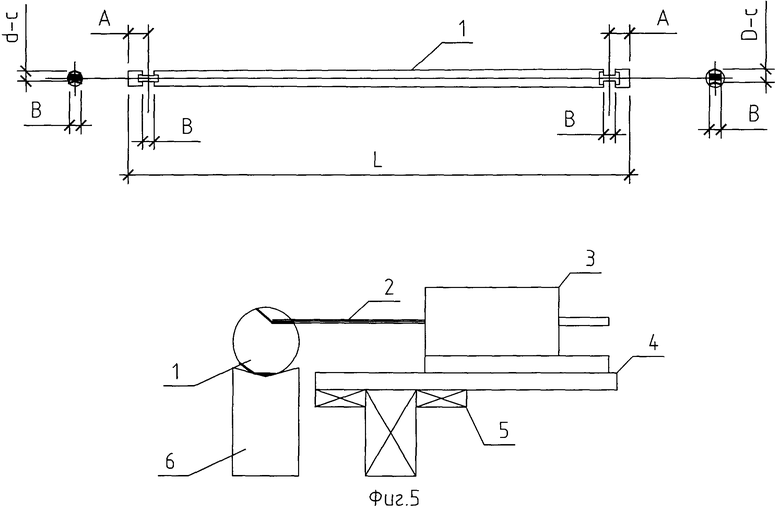
Фиг.4, 5. Формирование гребня и паза изделия, где 1 - заготовка, 2 - режущий орган, 3 - силовой агрегат, 4 - поперечные направляющие, 5 - продольные направляющие, 6 - опора, L - габарит заготовки, А - расстояние от торца заготовки до центра врубки, В - ширина и длина врубки, D - диаметр бревна в комле, d - диаметр бревна в вершине, с - глубина выемки паза.
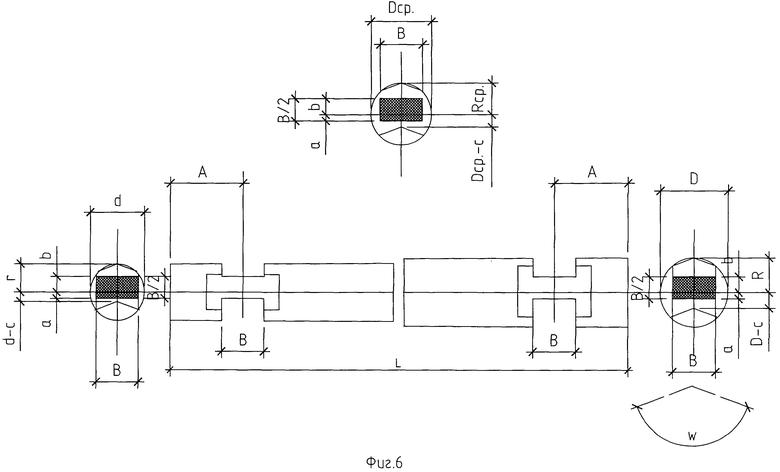
Фиг.6. Эскиз деревянного изделия, где L - габарит заготовки, А - расстояние от торца заготовки до центра врубки, В - ширина и длина врубки, В/2 - шаг венцов, D - диаметр бревна в комле, d - диаметр бревна в вершине, Dср. - средний диаметр бревна, с - глубина выемки паза, w - угол сектора выборки паза. Rср. - средний радиус бревна, R - радиус бревна в комле, r - радиус бревна в вершине.
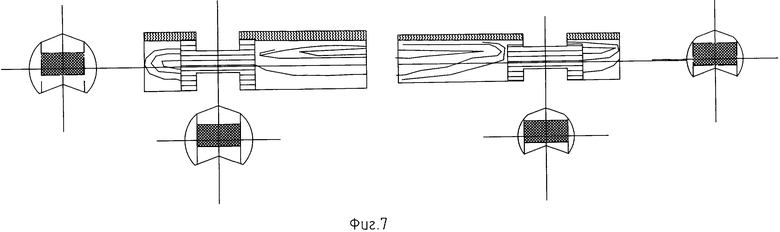
Фиг.7. Готовое деревянное изделие.
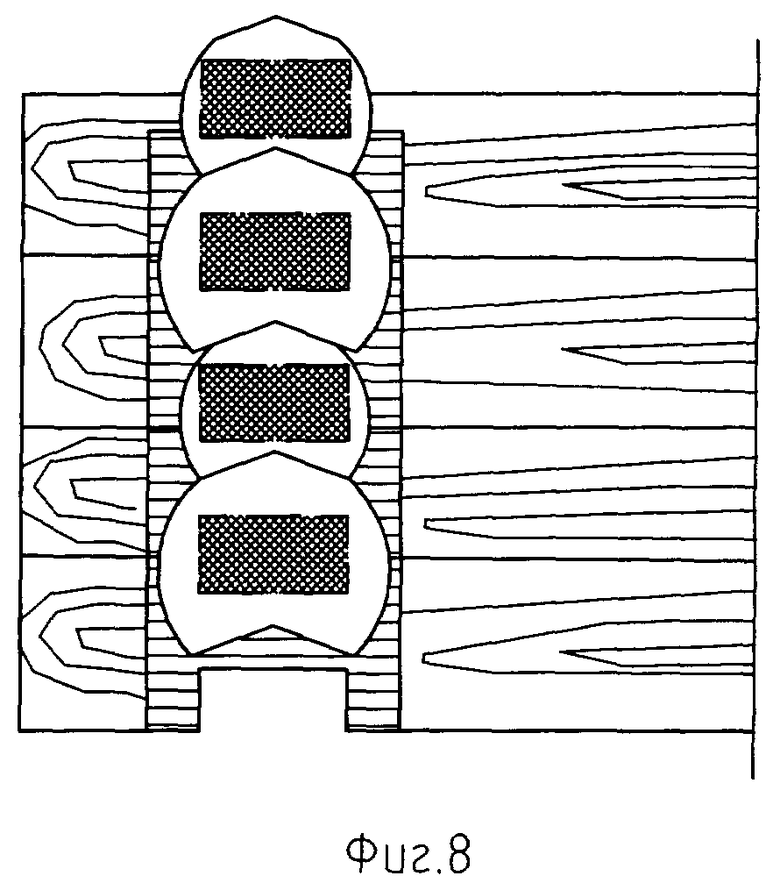
Фиг.8. Угол сруба в сборе.
Фиг.9. План сруба, где L* - габарит сруба.
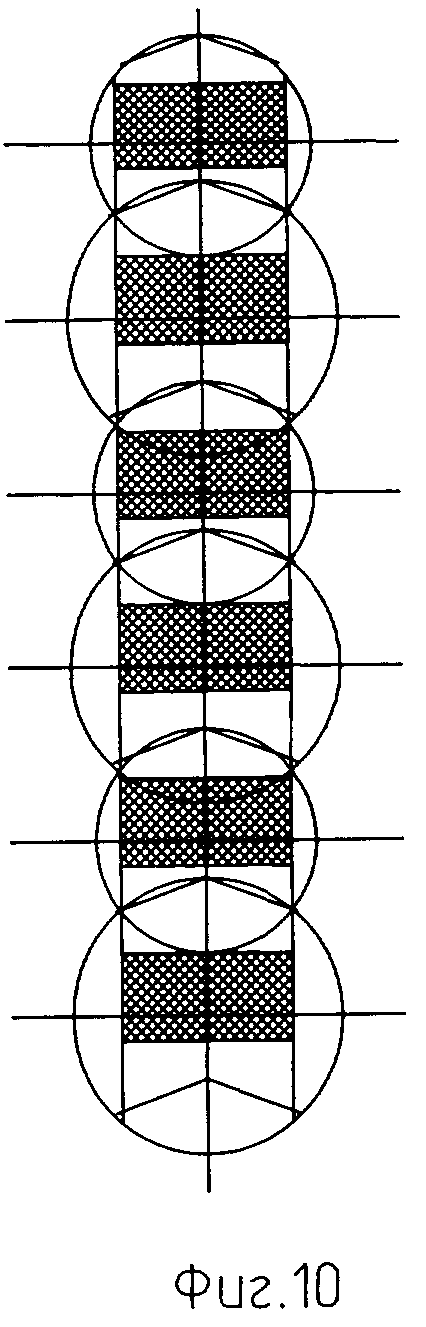
Фиг.10. Схема вертикального сопряжения деревянных изделий.
Заявляемый способ изготовления деревянного сруба с использованием механической обработки бревен позволяет повысить производительность с одновременным снижением затрат на обработку, включающую использование стандартного оборудования, снижение энергоемкости обработки, и при этом обеспечить унификацию конечного изделия, с сохранением плотного наружного слоя древесины, повышающего коэффициент выхода деловой древесины, а также увеличивающего термосопротивление стены сруба.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2001 |
|
RU2212333C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| СТАНОК ДЛЯ ОЦИЛИНДРОВКИ БРЕВЕН | 2007 |
|
RU2339502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2514295C1 |
| УСТРОЙСТВО ДЛЯ ПРОДОЛЬНОЙ ОБРАБОТКИ БРЕВЕН | 1991 |
|
RU2038952C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 1992 |
|
RU2098266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОРНО-ОГРАЖДАЮЩИХ ЭЛЕМЕНТОВ СТЕНОВОГО БРУСА ИЗ ТОНКОМЕРНОГО ДРЕВЕСНОГО СЫРЬЯ | 2012 |
|
RU2517966C2 |
Выборку паза и гребня в сопрягаемых поверхностях ведут механическим пилением. Механическим пилением формируют профиль лафет и брус в местах сопряжения бревен в углах. Во всех местах сопряжения образуют однотипные профили. При обработке изменяют размер между вершиной и дном паза по длине бревна. Окоривание изделия осуществляют в последнюю очередь. Сбежность изделия компенсируют при сборке бревен в сруб: комель-вершина, вершина-комель. Повышается производительность при изготовлении деревянных срубов для домостроения, снижается энергопотребление и затраты на обработку, повышается коэффициент выхода деловой древесины, повышается долговечность изделия, увеличивется термосопротивление стены сруба. 4 з.п. ф-лы, 10 ил.
1. Способ изготовления деревянного сруба с использованием механической обработки бревен, включающий окоривание, механическую обработку поверхности бревна и сопрягаемых поверхностей, сборку сруба, отличающийся тем, что выборку паза и гребня в сопрягаемых поверхностях ведут механическим пилением, формируют профиль лафет в местах сопряжения бревен в углах с вертикальными и параллельными гранями, формируют профиль брус механическим пилением, образуя при этом во всех местах сопряжения однотипные профили; при обработке учитывают сбежность бревна, изменяя размер между вершиной и дном паза по длине бревна; окоривание изделия осуществляют в последнюю очередь, а сбежность изделия компенсируют при сборке бревен в сруб: комель-вершина, вершина-комель.
2. Способ п.1, отличающийся тем, что операции по продольной обработке выполняют ленточнопильным агрегатом промышленного производства профессионального типа.
3. Способ п.1, отличающийся тем, что для продольного пиления применяют дисковые пилы.
4. Способ п.1, отличающийся тем, что для поперечного пиления применяют цепные электропилы промышленного производства профессионального типа.
5. Способ п.1, отличающийся тем, что в качестве штатного фиксатора продольной оси бревна используют металлические штыри, забитые в противоположные торцы бревна, а в качестве фиксатора поперечной оси бревна - вертикально расположенный радиус бревна, проведенный из штыря в торце бревна.
| US 20070220820 A1, 27.09.2007 | |||
| US 20090293390 A1, 03.12.2009 | |||
| СПОСОБ ОБРАБОТКИ БРЕВЕН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2281855C2 |
| Рабочая камера пильного волокноотделителя | 1987 |
|
SU1444409A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СРУБА | 2008 |
|
RU2397860C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ДОМОВ ИЗ БРЕВНА/БРУСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2390410C2 |
| СПОСОБ ОБРАБОТКИ БРЕВЕН | 1992 |
|
RU2051025C1 |
| Способ изготовления магнитных сердечников | 1939 |
|
SU56423A1 |
| Прибор для определения плотности твердых тел | 1944 |
|
SU68416A1 |
| УНИВЕРСАЛЬНЫЙ ОЦИЛИНДРОВОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 2006 |
|
RU2324590C2 |
| Способ предохранения от захлестывания проводов | 1937 |
|
SU52760A1 |

