Изобретение относится к уплотнительному профилю для уплотнения подвижного оконного стекла двери автомобиля, например двери легкового автомобиля.
В DE 10247015 А1 приведено описание такого уплотнительного профиля с молдингом. Для крепления молдинга на основном теле уплотнительного профиля молдинг имеет выступающий горизонтально в основное тело крепежный элемент. Крепежный элемент выполнен в виде продолговатого вставного ножа. Вставной нож имеет выполненные в виде цапф выступы, которые обеспечивают долговременное соединение с геометрическим замыканием молдинга с уплотнительным профилем.
В DE 19922749 А1 приведено описание уплотнения для оконного стекла. На уплотнении с помощью специальной удерживающей скобы крепится молдинг.
Задачей одного варианта выполнения изобретения является создание уплотнительного профиля указанного вначале вида, который обеспечивает возможность монтажа молдинга после установки уплотнительного профиля на автомобиле.
Решение этой задачи осуществляется с помощью признаков независимого пункта формулы изобретения. Предпочтительные модификации охарактеризованы признаками зависимых пунктов формулы изобретения.
Первый вариант выполнения изобретения относится к уплотнительному профилю для уплотнения подвижного оконного стекла двери автомобиля. Уплотнительный профиль имеет эластичное основное тело, которое имеет позиционируемую в направлении наружной стороны автомобиля зону молдинга. Основное тело имеет в зоне молдинга выемку в материале и, по меньшей мере, одну расположенную выше и/или ниже выемки в материале прорезь для монтажа молдинга с зажимным соединением.
Указанный выше вариант выполнения обеспечивает возможность монтажа молдинга также после установки уплотнительного профиля в автомобиль. Таким образом, окно вместе с уплотнением можно устанавливать в оконный проем, а затем монтировать молдинг в ходе последующей рабочей операции. Тем самым установка уплотнительного профиля и монтаж молдинга не представляют собой единую рабочую операцию, что придает большую гибкость изготовлению автомобиля и обеспечивает больше возможностей для оптимизации процесса.
Кроме того, за счет разделения первоначально единой рабочей операции на две отдельные операции можно точно определять стоимость монтажа молдинга, так что можно иметь стоимость базисного автомобиля без молдинга и стоимость автомобиля с молдингом. Это облегчает для изготовителя возможность предложения более широкого спектра вариантов комплектации автомобиля и обеспечивает покупателю более разнообразное предложение.
При последующем монтаже часть молдинга, например фланец, вдавливают, по меньшей мере, в одну доступную с наружной стороны автомобиля прорезь, и он остается там с зажимным соединением. Можно выбирать молдинги с двумя фланцами, при этом применяются две прорези. Одновременное обеспечение возможности последующего монтажа молдинга в комбинации с их длительным оставлением в эластичном теле или на нем достигается с помощью выемки (в материале) основного тела в зоне молдинга. С помощью выемки в материале осуществляется частичная механическая, соответственно, упругая развязка обеих стенок щели, так что можно деформировать обращенную к выемке в материале стенку без деформации другой стенки. С помощью формы и величины выемки в материале можно регулировать степень расширения шлица при введении молдинга за счет вытеснения материала основного тела в направлении выемки в материале. Одновременно за счет выемки в материале регулируется усилие зажима указанной части молдинга. За счет удерживания молдинга с помощью зажимного соединения он удерживается виброустойчиво длительное время и возможен последующий демонтаж молдинга без разрушения основного тела и молдинга.
В другом варианте выполнения выемка в материале предусмотрена в виде полости или глухого отверстия. Конкретный выбор можно осуществлять с учетом возможностей изготовления основного тела и его выемки в материале.
В одном варианте выполнения уплотнительного профиля предусмотрены наклонные к горизонтали прорези. Тем самым для соответствующего молдинга обеспечивается поднутрение, которое дополнительно фиксирует его в горизонтальном направлении.
В другом варианте выполнения уплотнительного профиля прорезь имеет на концевой стороне гнездо, в которое может входить с геометрическим замыканием соответствующий выступ, соответственно, утолщение молдинга. Таким образом, зажимное соединение молдинга дополняется соединением с геометрическим замыканием между молдингом и основным телом. В этом случае также обеспечивается возможность демонтажа молдинга без повреждения основного тела и молдинга, поскольку гнездо и прорезь при извлечении утолщенной зоны молдинга могут в достаточной степени расширяться.
Кроме того, в одном варианте выполнения уплотнительного профиля предусмотрен элемент жесткости. Элемент жесткости обеспечивает лучшее механическое удерживание уплотнительного профиля на кузове. В качестве элемента жесткости может быть выбран металлический профиль, например U-образный профиль. В целом, металлический профиль относительно своих геометрических размеров согласовывается с геометрическими размерами зоны крепления.
Кроме того, в одном варианте выполнения уплотнительного профиля предусмотрено, что зона прорези механически, соответственно, упруго развязана с зоной крепления уплотнительного профиля на автомобиле и/или с зоной элемента жесткости. Под упругой развязкой двух зон понимается, что упругая деформация в первой зоне не зависит от упругой деформации во второй зоне. Если, например, в первой зоне невозможна деформация вследствие присутствия жестких элементов, то при упругой развязке это не оказывает воздействия на возможность деформации второй зоны. Относительно уплотнительного профиля это означает, что упругая деформация материала уплотнительного профиля в зоне прорезей не зависит от деформации материала уплотнительного профиля в зоне элемента жесткости и/или деформации материала уплотнительного профиля в зоне крепления. Поскольку элемент жесткости выполнен жестким и крепление уплотнительного профиля на кузове осуществляется с помощью жесткого элемента (в первом случае элемент жесткости выполнен, например, в виде U-образного профиля, а во втором случае крепление выполняется, например, с помощью металлического фланца), то такое выполнение приводит к тому, что уплотнительный профиль при монтаже молдинга можно свободно деформировать и вытеснять в направлении выемки в зоне молдинга. За счет этого в целом облегчается монтаж молдинга, поскольку никакие жесткие части уплотнительного профиля или кузова не затрудняют деформацию материала уплотнительного профиля. Такое облегчение распространяется также на случай последующего монтажа молдинга, т.е. также после установки уплотнительного профиля, в рамках двух отдельных рабочих операций, как указывалось выше.
Упругая развязка может достигаться тем, что указанные зоны находятся достаточно далеко друг от друга. В качестве альтернативного решения или дополнительно к этому можно обеспечивать развязку также за счет выбора уплотнительного профиля из материалов с различной эластичностью. Например, материал уплотнительного профиля в зоне элемента жесткости и/или в зоне крепления может быть более эластичным, чем в зоне прорезей, а именно в обращенном к молдингу участке зоны.
В другом варианте выполнения предусмотрено, что уплотнительный профиль имеет элемент жесткости, что элемент жесткости окружает зону крепления уплотнительного профиля на кузове, по меньшей мере, в его обращенной к зоне молдинга части и что зона прорезей упруго развязана от зоны элемента жесткости. Этот вариант выполнения также облегчает монтаж молдинга в смысле, изложенном выше.
Другие варианты выполнения уплотнительного профиля дополнены удерживаемым с помощью прорезей молдингом. При этом молдинг может быть экструдированной алюминиевой деталью или прокатанной деталью из высококачественной стали, при этом в названном последнем случае прокатанная, соответственно, сформированная посредством проката деталь из высококачественной стали может быть изогнута в свою конечную форму посредством изгибания с растяжением. При выборе высококачественной стали следует учитывать, чтобы это был стойкий к коррозии, доступный во всем мире и недорогой материал с широкой базой поставщиков, который обеспечивает возможность работающим во всем мире автомобильным концернам, с одной стороны, применения унифицированного материала для молдингов и, с другой стороны, применения небольшого количества компонентов и тем самым экономии расходов. Кроме того, высококачественная сталь предлагается во многих оттенках, за счет чего обеспечиваются дополнительные возможности дизайна.
Другие признаки и преимущества изобретения следуют из приведенного ниже подробного описания со ссылками на прилагаемые чертежи, на которых изображены не имеющие ограничительного характера примеры выполнения, а именно:
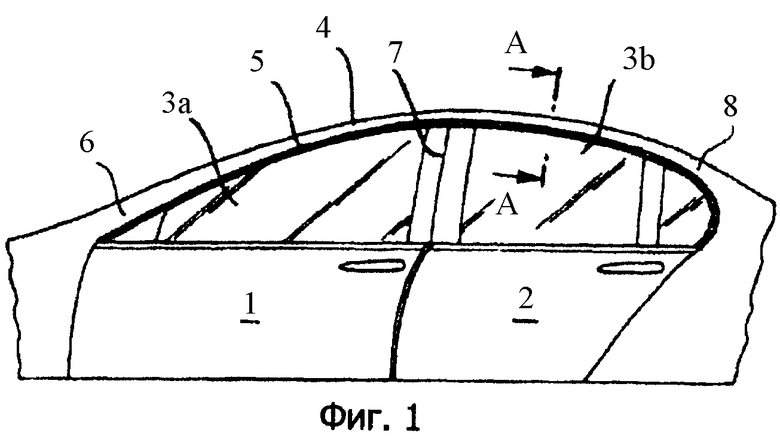
фиг.1 - автомобиль с уплотнительным профилем согласно первому варианту выполнения, вид сбоку;
фиг.2 - разрез по линии А-А на фиг.1 в первом варианте выполнения;
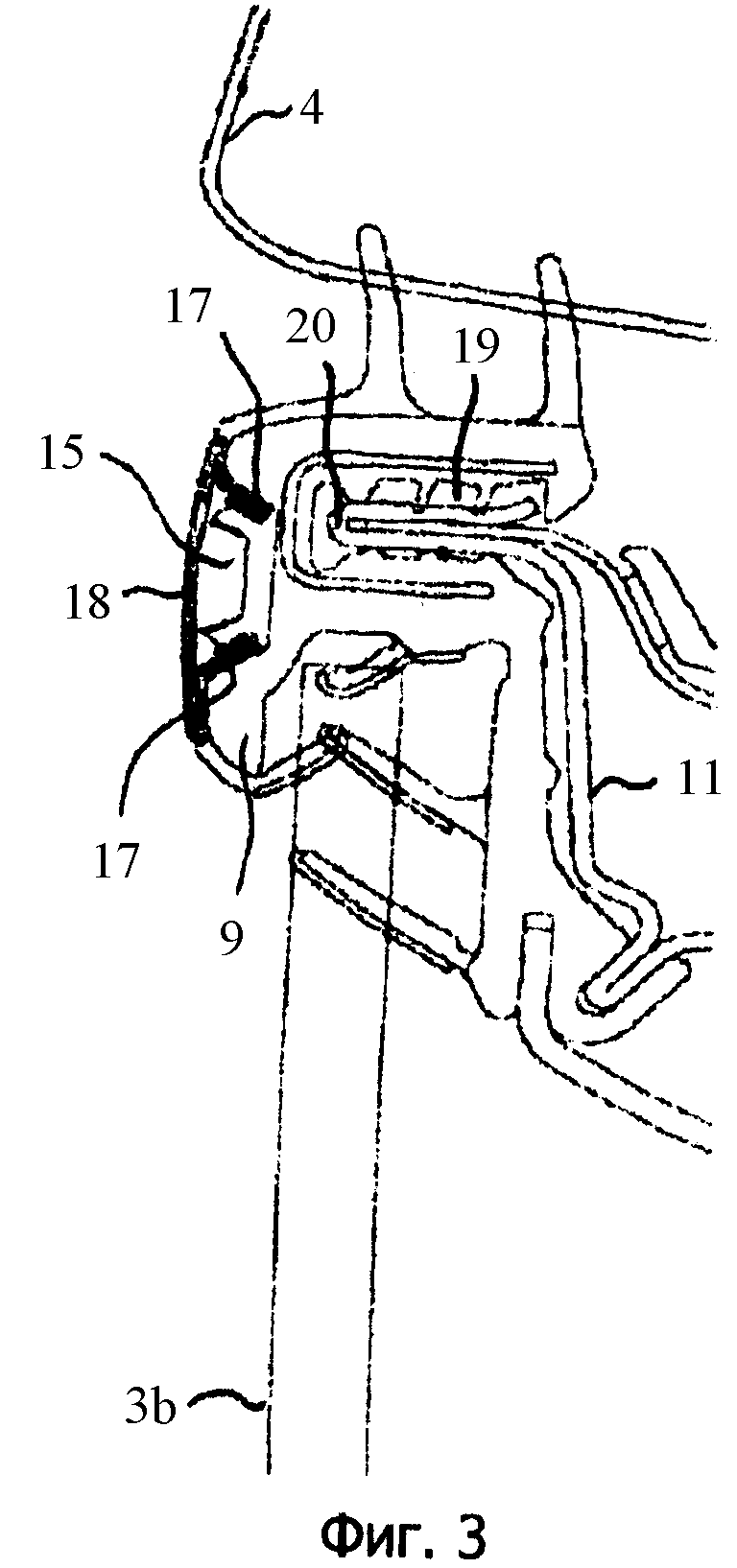
фиг.3 - разрез по линии А-А на фиг.1 во втором варианте выполнения;
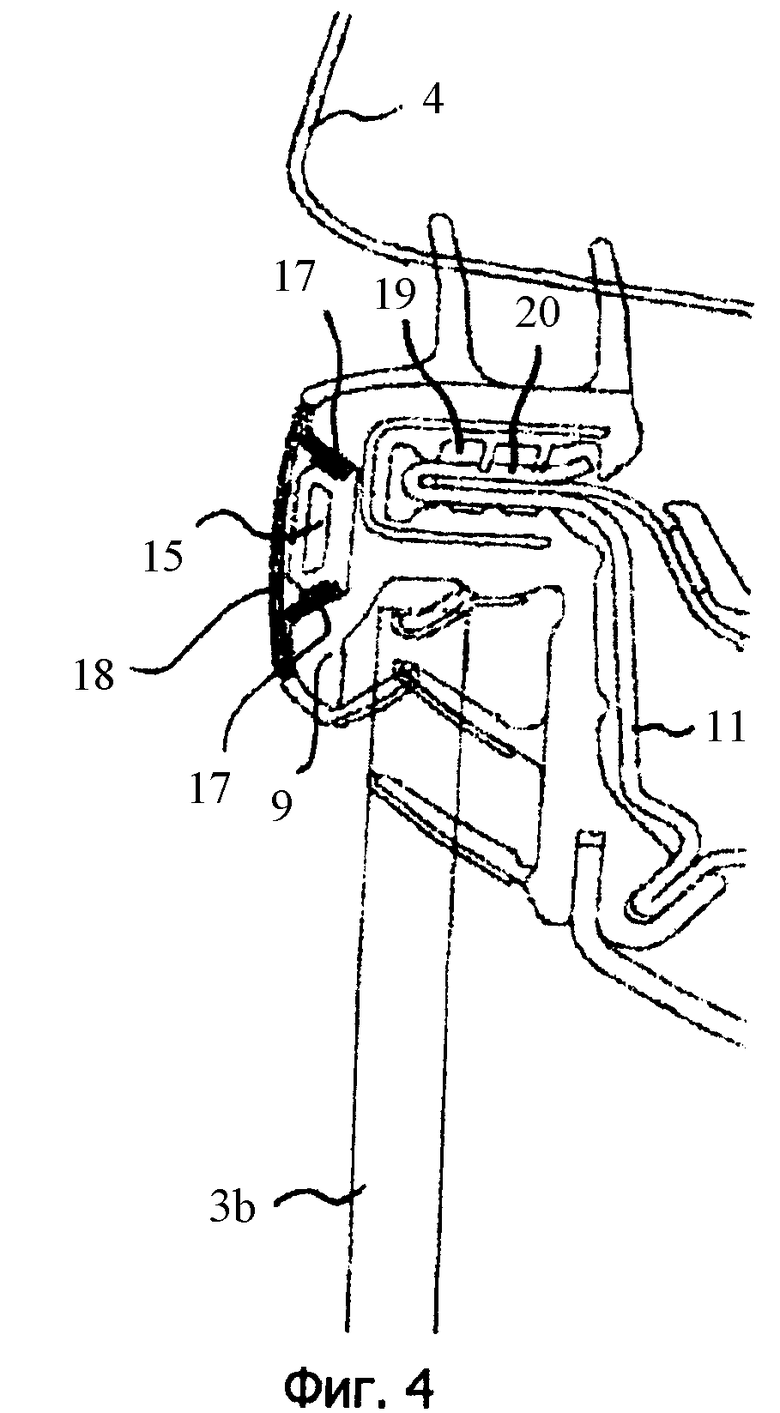
фиг.4 - разрез по линии А-А на фиг.1 в третьем варианте выполнения.
На фиг.1 показан вид сбоку автомобиля, который имеет переднюю дверь 1 и заднюю дверь 2, каждая из которых имеет перемещаемое вертикально оконное стекло 3а, 3b. Оконные стекла 3а, 3b можно опускать в не изображенный на фиг.1 оконный колодец передней двери 1, соответственно, задней двери 2, и они сверху уплотнены относительно кузова 4 с помощью уплотнительного профиля 5, пояснение которого приводится ниже со ссылками на другие фигуры. Уплотнительный профиль 5 проходит от нижнего окончания А-стойки 6 над В-стойкой 7 до нижнего окончания С-стойки 8.
На фиг.2 показан разрез по линии А-А на фиг.1. Уплотнительный профиль 5 имеет обладающее эластичностью резины основное тело 9, которое снабжено элементом 10 жесткости, закреплено на дверном фланце 11 и герметизирует оконное стекло 3b относительно кузова 4 с применением уплотнительных кромок 12.
Основное тело 9 имеет в зоне 13 молдинга выемку 15 в материале в направлении наружной стороны 14 автомобиля. Выше и ниже выполненной в виде полости выемки 15 в материале находится прорезь 16а, 16b. В прорезях 16а, 16b находятся фланцы 17 молдинга 18. Молдинг 18 изготовлен из экструдированного алюминия и сидит с зажимным соединением в основном теле 9. Форма и величина выемки 9 в материале выбраны так, что молдинг 18 вибростойко зажат в прорезях 16а, 16b. Прочное зажимание усиливается тем, что прорези 16а, 16b ориентированы наклонно к горизонтали и образуют за счет этого поднутрения.
В отличие от фиг.2 показанный на фиг.3 и 4 молдинг 18 выполнен в виде прокатанной детали из высококачественной стали с отбортованными фланцами 17. На фиг.3 выемка 15 в материале выполнена в виде глухого отверстия, а на фиг.4 - в виде полости.
В показанных вариантах выполнения крепежная зона 19, т.е. зона для крепления уплотнительного профиля 5 на горизонтальном участке 20 дверного фланца 11, окружена элементом 10 жесткости с U-образным профилем. Элемент 10 жесткости, в свою очередь, пространственно отделен от зоны прорезей 16а, 16b соответственно, находится на расстоянии от крепежной зоны 19 в направлении нормали к поверхности молдинга 18. Пространственное разделение, соответственно, указанное выше расстояние выбрано при этом настолько большим, что обеспечивается упругая развязка этих обеих зон, несмотря на их непосредственное соседство. Хотя это не является обязательно необходимым для уплотнительного профиля 5, однако это облегчает при монтаже молдинга вытеснение материала уплотнительного профиля в направлении выемки 15, поскольку деформации материала не препятствует элемент 10 жесткости. Это справедливо, в частности, тогда, когда уплотнительный профиль монтируют в первой рабочей операции на кузове, а затем во второй рабочей операции необходимо закреплять молдинг.
Перечень позиций
01 - передняя дверь
02 - задняя дверь
03а - оконное стекло
03b - оконное стекло
04 - кузов
05 - уплотнительный профиль
06 - А-стойка
07 - В-стойка
08 - С-стойка
09 - основное тело
11 - дверной фланец
12 - уплотнительная кромка
13 - зона молдинга
14 - наружная сторона автомобиля
15 - выемка
16а - прорезь
16b - прорезь
17 - фланец
18 - молдинг
19 - зона крепления
20 - горизонтальный участок дверного фланца
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА НАПРАВЛЯЮЩЕЙ ОКОННОГО СТЕКЛА ТРАНСПОРТНОГО СРЕДСТВА | 2014 |
|
RU2657124C2 |
| ПРОФИЛЬ УПЛОТНИТЕЛЯ ДЛЯ ПОДВИЖНОГО СТЕКЛА ДВЕРИ АВТОМОБИЛЯ | 2002 |
|
RU2220855C1 |
| Профильный элемент для установки и удержания оконного стекла и оконной системы | 2019 |
|
RU2724829C1 |
| ДИСТАНЦИОННЫЙ ПРОФИЛЬ ДЛЯ ДИСТАНЦИОННОЙ РАМКИ СТЕКЛОПАКЕТА С ВНУТРИПАКЕТНЫМИ ЭЛЕМЕНТАМИ И СТЕКЛОПАКЕТ | 2013 |
|
RU2607545C2 |
| ТРАНСПОРТНОЕ СРЕДСТВО | 2000 |
|
RU2199454C2 |
| ПРОФИЛЬ УПЛОТНИТЕЛЯ ДЛЯ ПОДВИЖНОГО СТЕКЛА ДВЕРИ АВТОМОБИЛЯ | 2002 |
|
RU2236355C2 |
| ОБРАМЛЕНИЕ СТЕКЛА ОКНА | 1998 |
|
RU2132783C1 |
| ИНТЕГРАЛЬНЫЙ ЭЛЕМЕНТ ЖЕСТКОСТИ ВНУТРЕННЕЙ ЧАСТИ ДВЕРИ | 1998 |
|
RU2226468C2 |
| ПРОФИЛЬ УПЛОТНИТЕЛЯ ДЛЯ ПОДВИЖНОГО СТЕКЛА ДВЕРИ АВТОМОБИЛЯ | 2003 |
|
RU2243906C1 |
| ЩЕЛЕВОЕ УПЛОТНЕНИЕ ДЛЯ СТЕКОЛ | 1990 |
|
RU2015037C1 |
Изобретение относится к уплотнительному профилю для подвижного оконного стекла двери автомобиля. Уплотнительный профиль содержит эластичное основное тело (9), которое имеет позиционируемую в направлении наружной стороны (14) автомобиля зону (13) молдинга. Основное тело в зоне молдинга имеет выемку (15) в материале и прорезь, расположенную выше и/или ниже выемки в материале (16а, 16b), для монтажа молдинга (18) с зажимным соединением. Зона прорезей упруго развязана от зоны (19) крепления уплотнительного профиля на автомобиле и/или от зоны элемента жесткости. Элемент жесткости окружает зону крепления уплотнительного профиля на автомобиле, по меньшей мере, в его обращенной к зоне молдинга части, и молдинг удерживается в прорезях. Достигается возможность монтажа молдинга после установки уплотнительного профиля на автомобиле. 6 з.п. ф-лы, 4 ил.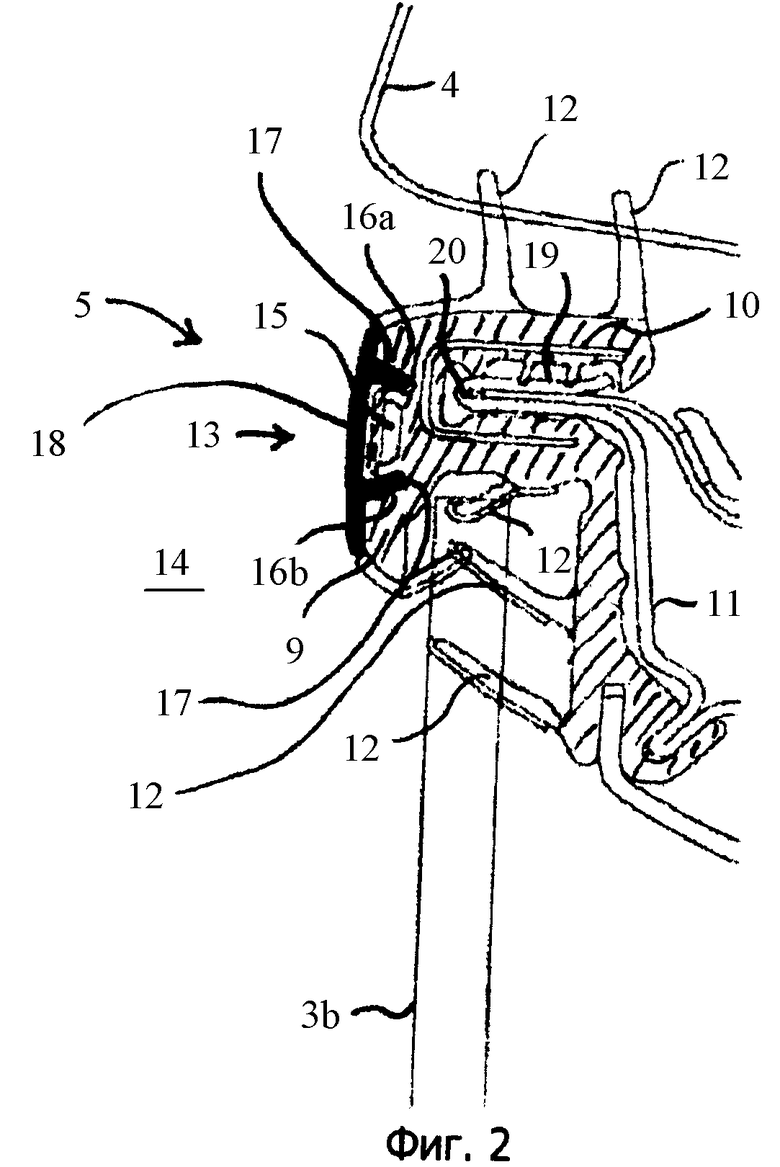
1. Уплотнительный профиль для уплотнения подвижного оконного стекла (3а, 3b) двери (1, 2) автомобиля, содержащий эластичное основное тело (9), которое имеет позиционируемую в направлении наружной стороны (14) автомобиля зону (13) молдинга, причем основное тело имеет в зоне молдинга выемку (15) в материале и расположенную в материале выше и/или ниже этой выемки прорезь (16а, 16b) для монтажа молдинга (18) с зажимным соединением, причем зона прорезей упруго развязана от зоны (19) крепления уплотнительного профиля на автомобиле и/или от зоны элемента жесткости, причем элемент жесткости окружает зону крепления уплотнительного профиля на автомобиле, по меньшей мере, в его обращенной к зоне молдинга части, и молдинг удерживается в прорезях.
2. Уплотнительный профиль по п.1, в котором выемка является полостью.
3. Уплотнительный профиль по п.1, в котором выемка является глухим отверстием.
4. Уплотнительный профиль по п.1, в котором прорези ориентированы наклонно к горизонтали.
5. Уплотнительный профиль по п.1 или 4, в котором прорезь имеет на концевой стороне гнездо, в которое входит с геометрическим замыканием соответствующий выступ молдинга.
6. Уплотнительный профиль по п.1, в котором молдинг является экструдированной алюминиевой частью.
7. Уплотнительный профиль по п.1, в котором молдинг является прокатанной из высококачественной стали деталью.
| WO 2004056598 A1, 08.07.2004 | |||
| DE 10258825 B3, 01.07.2004 | |||
| DE 10247015 A1, 22.04.2004 | |||
| JP 4078719 A, 12.03.1992 | |||
| JP 5237904 A, 17.09.1993 | |||
| ПРОФИЛЬ УПЛОТНИТЕЛЯ ДЛЯ ПОДВИЖНОГО СТЕКЛА ДВЕРИ АВТОМОБИЛЯ | 2002 |
|
RU2236355C2 |
| DE 19922749 A1, 23.11.2000. | |||

