Настоящее изобретение относится к способу намотки мотков наматываемого изделия на катушку, состоящую из двух половин, которые сходятся на конус к средней радиальной плоскости, с двумя фланцевыми дисками на внешних концах, при этом в процессе намотки катушку вращают вокруг центральной оси и наматываемое изделие подают с помощью направляющей, перемещающейся вдоль длины катушки.
Существует много известных способов намотки мотков наматываемого изделия на катушку. Одним примером является DE 3844964 C2, в котором имеются другие ссылки на предшествующий уровень техники, например ЕР 29971 А1 или ЕР 241961 А2. Кроме того, в этом контексте стоит упомянуть ЕР 672016 В2. В этом документе описана катушка с коническим намоточным сердечником и двумя фланцевыми дисками на концах. По меньшей мере, фланцевый диск на стороне с меньшим диаметром можно снять с намоточного сердечника.
При проектировании катушек такого типа и соответствующего способа намотки практические соображения обуславливают необходимость учета определенных требований, особенно относящихся к размотке намотанного изделия на месте обработки. Например, во время размотки катушки могут быть установлены вертикально, и в этом случае намотанное изделие сматывается вверх. Во время этого процесса катушка не вращается. Намотанное изделие сначала отклоняют через верхний фланец и подают в область удлиненной центральной оси, где его соединяют с направляющим устройством, с помощью которого изделие сматывается. Необходимость отклонения наматываемого изделия через верхней фланец может привести к возникновению сильного трения и повреждению или даже обрыву наматываемого изделия. Поэтому необходимо принимать меры к тому, чтобы диаметр верхней части намоточного сердечника был как можно большим, чтобы минимизировать отклонение наматываемого изделия при сматывании. Правило состоит в том, что отношение диаметра фланца к диаметру сердечника не должно быть больше, чем 2:1.
Это компенсируется желанием достижения максимального объема намотки, чему способствует максимальное уменьшение диаметра сердечника.
Кроме того, необходимо обеспечить возможность прерывания процесса сматывания наматываемого изделия без какого-либо риска сползания вниз изделия, все еще остающегося на сердечнике. Это может случиться, например, если намоточный сердечник имеет форму конуса, сходящегося вниз, хотя, с другой стороны, такая конфигурация соответствует требованию расположения на верхнем конце участка с большим диаметром. Поэтому в вышеупомянутом ЕР 672016 В2 предлагается способ намотки, в котором используется вертикальный намоточный сердечник, конус которого обращен вниз, но где наматываемое изделие расположено в форме перевернутого конуса слоями, нарощенными снизу вверх.
Это удовлетворяет двум вышеупомянутым требованиям, поскольку верхний конец намоточного сердечника имеет большой диаметр, обеспечивая приемлемое трение при отклонении наматываемого изделия, и, с другой стороны, наматываемое изделие не может соскользнуть вниз, если процесс сматывания будет прерван. Катушки описанного типа при удалении фланца со стороны меньшего диаметра также позволяют складывать пустые катушки в штабели для экономии места, в таком виде их транспортировать или хранить. Однако катушки такого типа имеют некоторые недостатки, причиной которых является, например, осевая асимметрия или, если они изготовлены из пластмассы, они требуют инструментов значительного размера. Кроме того, для создания одной катушки всегда нужны две разные части, что, естественно, требует применения двух оснасток для литья под давлением, если эти части изготовлены из пластмассы. Для получения одной катушки нужно иметь две разные детали. Поэтому часто отдают предпочтение катушкам, состоящим из двух половин или частей, которые сходятся с противоположных направлений к середине и на которых основано настоящее изобретение. Катушки такого типа можно разъединить по центральной радиальной плоскости и полученные части катушки будут идентичны и могут укладываться в штабели.
Задачей настоящего изобретения является создание способа намотки материала на катушку, имеющую намоточный сердечник, выполненный как двойной конус, сходящийся к радиальной центральной плоскости, где отдельные витки наматываемого изделия не соскальзывают вниз и не подвергаются чрезмерному отклонению на кромке верхнего фланца, если барабан устанавливается на один фланец и, следовательно, его ось вращения проходит вертикально.
Для решения этой задачи способ по настоящему изобретению отличается тем, что наматываемое изделие наматывают в форме слоев, по существу параллельных нижней конической поверхности до верхней конической поверхности, соответственно, и тем, что слои намотки заканчиваются, соответственно, цилиндрической поверхностью, соединяющей окружности двух фланцевых дисков.
Признак, согласно которому намотка должна выполняться в форме слоев намотки "по существу параллельных" нижней конической поверхности, просто означает, что слои наматываются на правильный конус. Однако намотанный конус может быть более крутым или более плоским, чем конус нижнего намотанного участка.
Снаружи слои намотки прерываются, соответственно, и подаются обратно к началу, когда будет получена цилиндрическая поверхность, соединяющая два фланцевых диска.
Катушка, используемая по настоящему изобретению, имеет много преимуществ. Линия контура, которая изгибается внутрь к радиальной центральной плоскости, означает, что требования, предъявляемые к размотке вверх с вертикально стоящей катушки, можно выполнить за счет относительно простой технологии намотки. Особые преимущества возникают, когда катушка разделена на две идентичные половины по радиальной центральной плоскости, поскольку эти половины можно штабелировать поверх друг друга. Если используются катушки, разделенные таким образом, полученный штабель имеет относительно малые габариты и соответственно им легко манипулировать, при этом можно отметить, что литьевые пресс-формы, необходимые для изготовления относительно небольших половин по настоящему изобретению, менее дороги в производстве и дают экономию на оснастке.
Далее следует более подробное описание предпочтительных вариантов осуществления со ссылками на прилагаемые чертежи, где
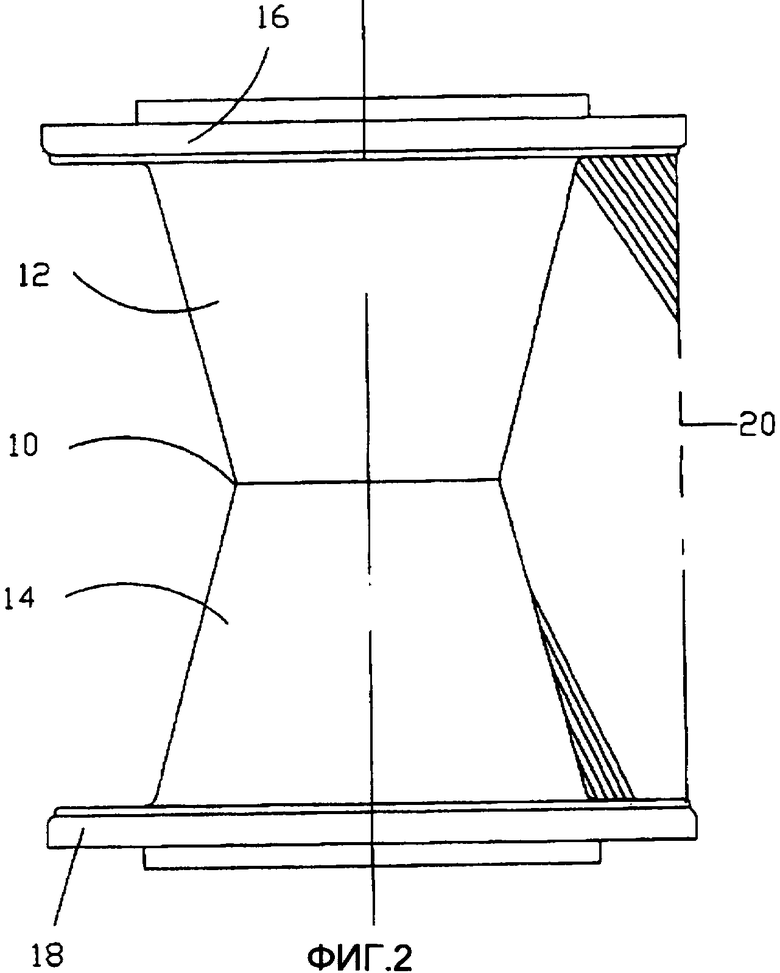
фиг.1 - схематический вид катушки для пояснения первого варианта способа намотки по настоящему изобретению;
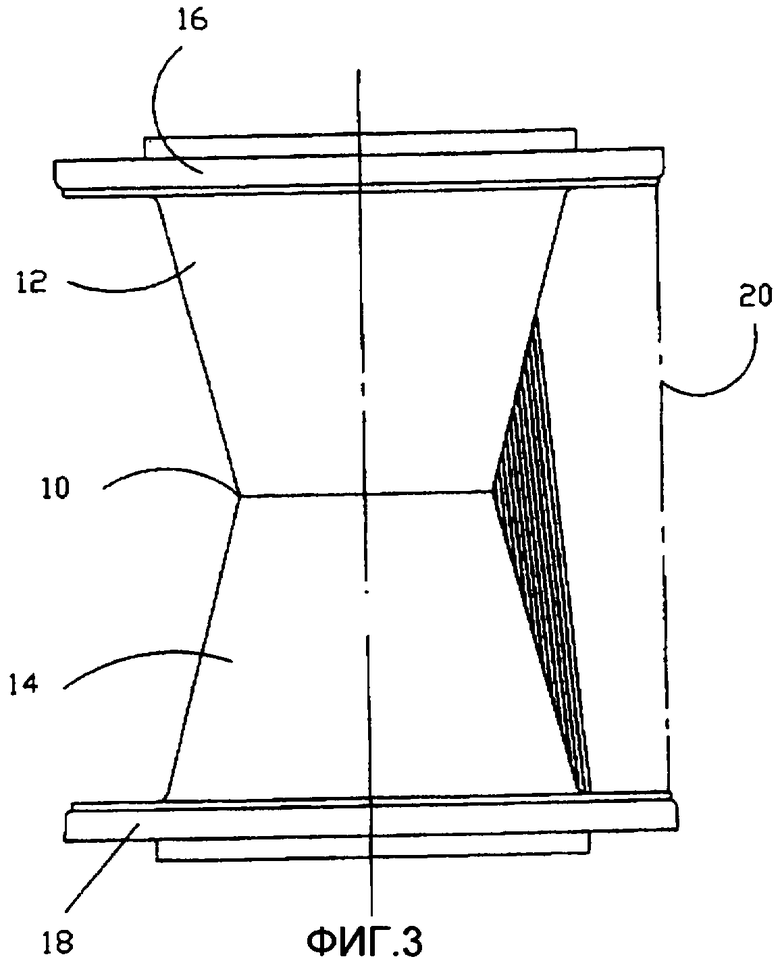
фиг.2 - соответствующий вид второго варианта осуществления;
фиг.3 - соответствующий вид третьего варианта осуществления.
На фиг.1 показана катушка, содержащая две конические половины 12, 14 катушки, которые сходятся к средней радиальной плоскости 10 и расходятся наружу так, чтобы образовать усеченный конус, и заканчиваются фланцевыми дисками 16, 18.
В первом варианте осуществления на фиг.1 отдельные слои намотки сначала укладывают, перемещая их вперед и назад, на нижнюю часть намоточного сердечника. Каждый из этих слоев проходит между внутренней поверхностью нижнего фланцевого диска 18 и образующей поверхностью верхней части 12 намоточного сердечника, как показано на фиг.1. По мере продолжения намотки отдельные слои заканчиваются на внешней цилиндрической поверхности 20 контура, соединяющей два фланцевых диска 16, 18, по существу, на участке их окружности, а также на внутренней поверхности верхнего фланцевого диска 16. Во всех случаях эти отдельные слои укладываются непрерывно и с перемещением наматываемого материала вперед и назад. Этот вариант относительно прост и поэтому является предпочтительным по сравнению с описанными ниже.
Для настоящего изобретения не имеет значения, как соединены две конические части катушки в области средней радиальной плоскости 10 - постоянно или разъемно.
Для достижения успешных результатов по настоящему изобретению необязательно всегда укладывать отдельные слои точно параллельно нижней части намоточного сердечника, то есть его конической поверхности. На фиг.2 показан вариант, где отдельные слои наматываемого изделия укладываются на конические поверхности, угол конусности которых больше, чем угол конусности нижней части 14 намоточного сердечника. Это значит, что сначала в углу между нижним фланцем 18 и нижней частью 14 намоточного сердечника необходимо уложить несколько более коротких слоев, пока отдельные слои вновь не заполнят всю длину между нижним фланцевым диском 18 и верхней частью 12 намоточного сердечника. В этом случае также отдельные слои намотки снаружи ограничены цилиндрической контурной поверхностью 20, а сверху - нижней поверхностью верхнего фланцевого диска 16.
На фиг.3 показан случай, противоположный варианту на фиг.2. В этом случае отдельные слои наматываемого изделия следуют конической поверхности, имеющей меньший угол конусности, чем угол конусности нижней части 14 намоточного сердечника. В этом варианте слои необходимо укладывать от участка, где намоточный сердечник граничит с радиальной плоскостью 10. Первые слои заканчиваются на образующих поверхностях двух частей 12, 14 намоточного сердечника, а затем доходят до внутренних поверхностей фланцевых дисков 16, 18 и цилиндрической контурной поверхности 20.
Если угол конусности намотанных слоев больше, чем угол конусности нижней части 14 намоточного конуса, уменьшается риск соскальзывания намотанного изделия вниз, когда катушка устанавливается вертикально.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТУШКА ДЛЯ ПРИЕМА НАМАТЫВАЕМОГО В МОТОК ИЗДЕЛИЯ | 2006 |
|
RU2389675C2 |
| КАТУШКА ДЛЯ ПРИЕМА НАМАТЫВАЕМОГО МАТЕРИАЛА | 2006 |
|
RU2397939C2 |
| СОЕДИНИТЕЛЬНАЯ СИСТЕМА | 2006 |
|
RU2397938C2 |
| Устройство для намотки рулонного материала | 1984 |
|
SU1216112A1 |
| Устройство для непрерывной намотки полосовых материалов | 1987 |
|
SU1581214A3 |
| ИНДУКТИВНЫЙ ДАТЧИК, ПРЕЖДЕ ВСЕГО ДАТЧИК ЧАСТОТЫ ВРАЩЕНИЯ | 2001 |
|
RU2263922C2 |
| Автомат для намотки электрических катушек | 1984 |
|
SU1244731A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ КАТАНОГО ИЛИ ТЯНУТОГО ПРОВОДА/ПРУТКА С УСТРОЙСТВОМ ЗАХВАТА ВИТКА ДЛЯ АВТОМАТИЧЕСКОЙ НАМОТКИ | 2005 |
|
RU2335362C2 |
| Устройство "Борис" для сматывания и разматывания боксёрских и других спортивных бинтов | 2015 |
|
RU2607534C2 |
| РЕАКТИВНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ И СПОСОБ НАМОТКИ РЕАКТИВНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2004 |
|
RU2347311C2 |
Изобретение относится к способу намотки мотков наматываемого изделия на катушку. Катушка состоит из двух идентичных, соединенных с возможностью разделения половин, которые сходятся на конус к средней радиальной плоскости, содержащей два фланцевых диска на внешних концах. Согласно способу в процессе намотки катушку вращают вокруг ее центральной оси и наматываемое изделие подают с помощью направляющей, которую перемещают вдоль длины катушки. Наматываемое изделие наматывают слоями, проходящими по существу параллельно нижней конической поверхности до верхней конической поверхности и затем до верхнего фланцевого диска. Слои намотки заканчиваются на цилиндрической поверхности, соединяющей окружность двух фланцевых дисков. Достигается равномерное и плотное расположение витков наматываемого изделия на катушке, а также упрощается разборка катушки при хранении. 3 ил.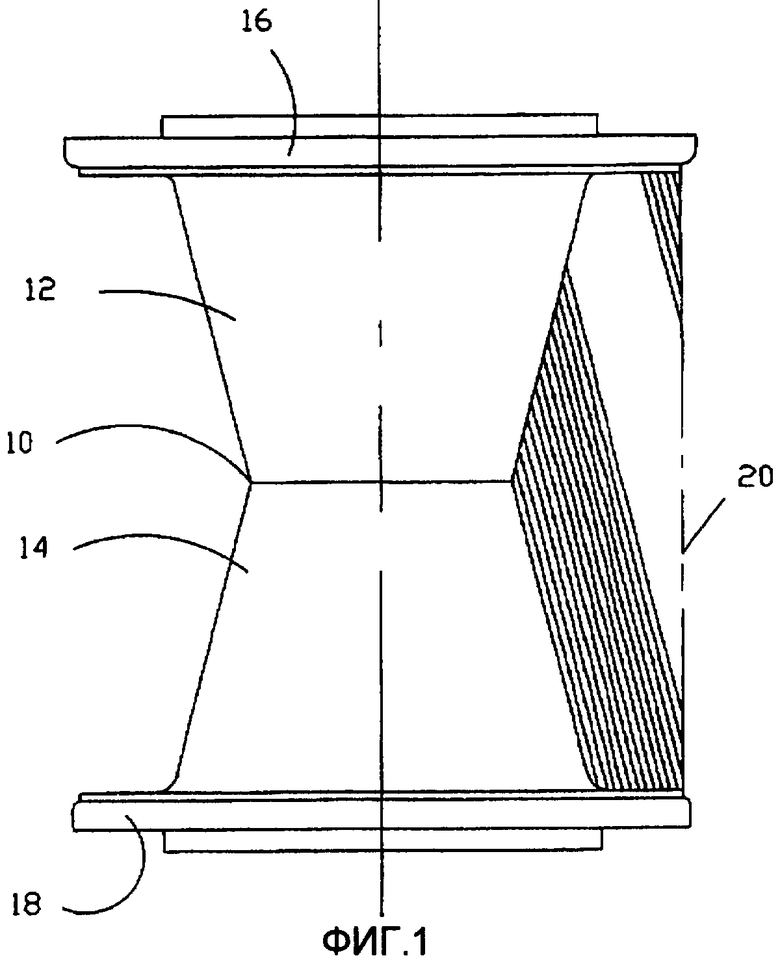
Способ намотки мотков наматываемого изделия на катушку, состоящую из двух идентичных, соединенных с возможностью разделения половин (12, 14), которые сходятся на конус к средней радиальной плоскости (10), содержащей два фланцевых диска (16, 18) на внешних концах, при этом в процессе намотки катушку вращают вокруг ее центральной оси и наматываемое изделие подают с помощью направляющей, которую перемещают вдоль длины катушки, причем наматываемое изделие наматывают слоями, проходящими по существу параллельно нижней конической поверхности до верхней конической поверхности и затем до верхнего фланцевого диска, при этом слои намотки заканчиваются на цилиндрической поверхности, соединяющей окружность двух фланцевых дисков (16, 18).
| Способ передачи вращения и устройство для его осуществления | 1980 |
|
SU1000634A1 |
| US 3176932 A, 06.04.1965 | |||
| ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 0 |
|
SU241964A1 |
| US 4580399 A, 08.04.1986 | |||
| US 4725010 A, 16.02.1988 | |||
| Намоточный барабан | 1985 |
|
SU1377235A1 |
| НЕПОДВИЖНЫЙ КУЛИЧЕДЕРЖАТЕЛЬ ДЛЯ МОТАЛЬНЫХ Л1АШИН, ПРЕИМУЩЕСТВЕННО FIIiHbKO-ДЖУТОВОГО | 0 |
|
SU194592A1 |

