Изобретение относится к швейной промышленности, а именно к способам обработки драпировки.
В результате патентного поиска аналогичного способа обработки драпировки не выявлено.
Задачей предлагаемого изобретения является достижение технологической чистоты обработки драпировки при малых затратах времени и экономии материала.
Сущность изобретения заключается в том, что способ обработки драпировки состоит из предварительного нанесения на лицевую сторону детали планки, цельнокроеной с основной деталью, шириной не менее 30 мм, боковые стороны которой будут являться линиями стачивания планки, нанесения на эту же сторону линий подрезов, вершины которых являются точками пересечения линий подрезов и линий стачивания планки. Далее прокладывания вдоль линий подрезов двух параллельных машинных строчек с максимальной величиной стежка, одна из которых расположена на расстоянии 1 мм от линии подреза в сторону планки, вторая - на расстоянии 4 мм от линии подреза в противоположную от планки сторону. Затем вырезания излишков ткани, расположенных между линиями подреза и планки, таким образом, чтобы величина припуска на стачивание подреза и планки была шириной не менее 5 мм в верхней части, уменьшаясь по направлению к вершинам подрезов и не доходя до них 20 мм, потом выполнения сборки стягиванием ниток строчек, проложенных вдоль линий подрезов, образуя драпировку. Далее стачивания подрезов по намеченным линиям с расположением припусков шва стачивания подрезов на лицевую сторону, перегибания планки пополам в продольном направлении и стачивания ее по намеченным линиям по лицевой стороне. Затем подрезания припуска швов планки и подреза до вершины подреза на участке 20 мм, удаления строчек, образующих сборку, отгибания планки и разутюживания шва стачивания подреза и шва стачивания планки, располагая его по центру планки, возвращения планки в первоначальное положение, совмещая припуски швов стачивания подреза и планки, настрачивания планки на основную деталь, закрывая припуски швов стачивания подреза и планки.
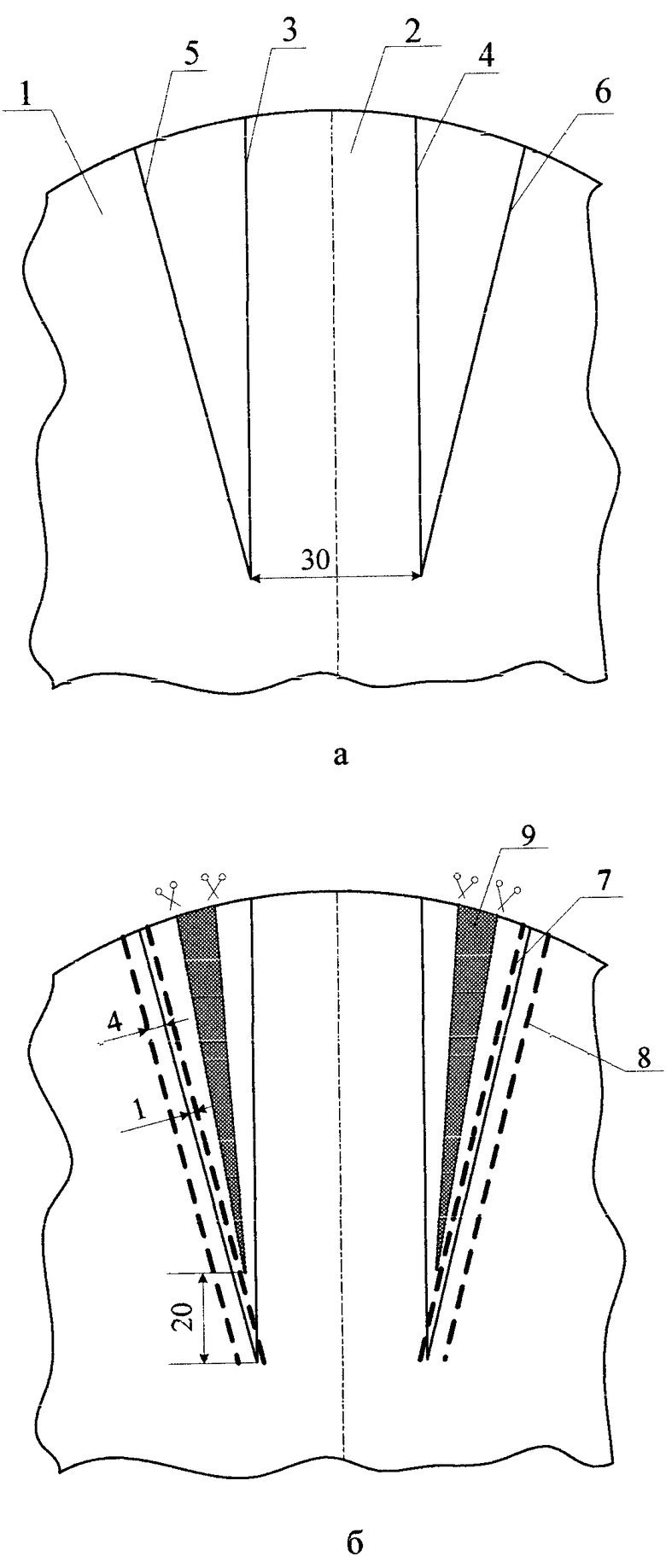
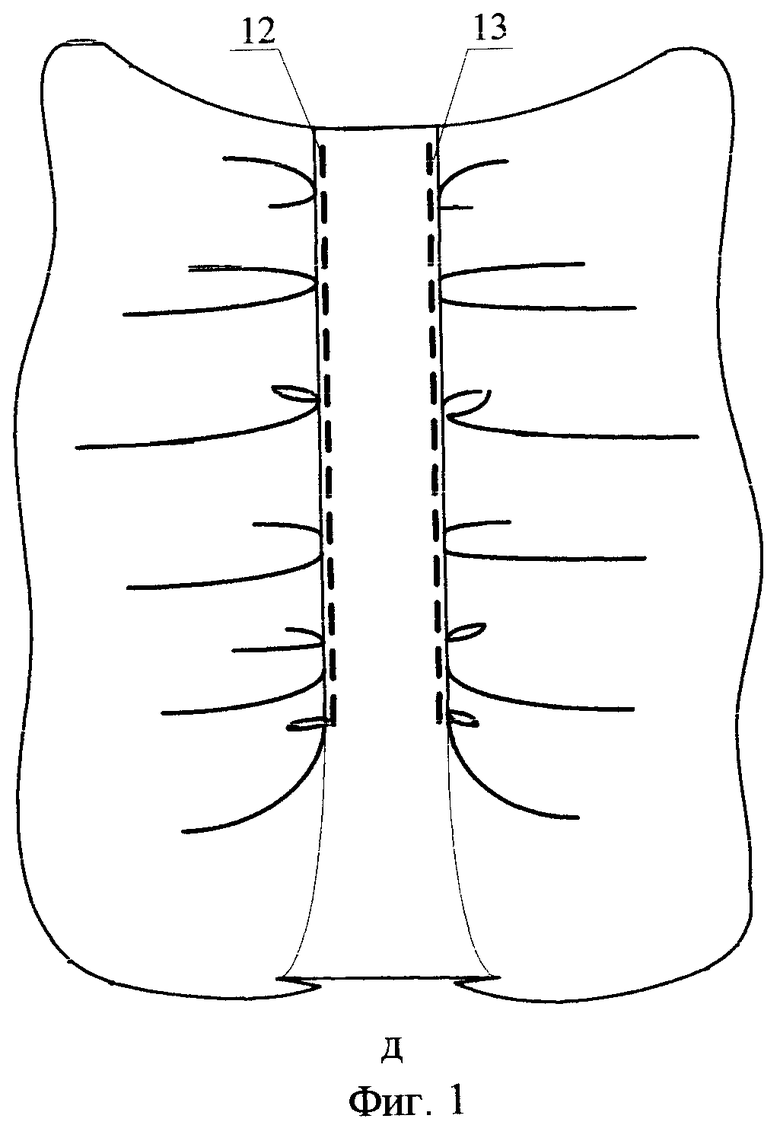
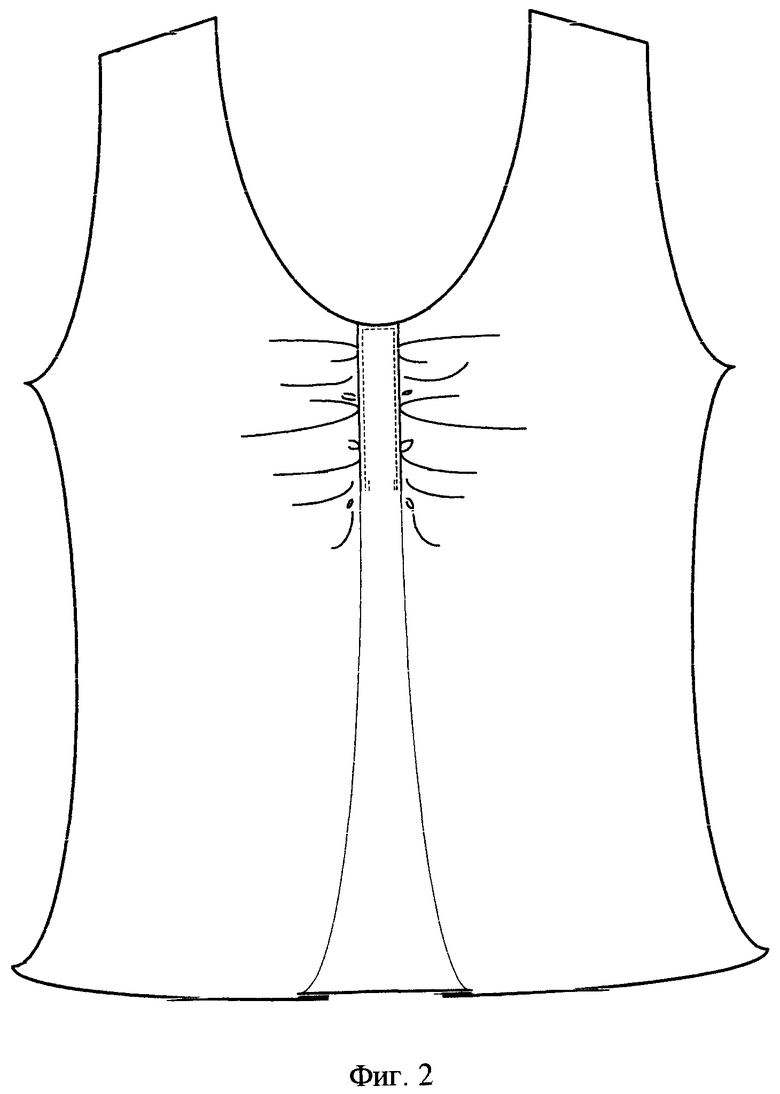
Предлагаемое изобретение поясняется чертежами, где на фиг.1 (а, б, в, г, д) изображена последовательность способа обработки драпировки, а на фиг.2 предложен вариант применения данного способа.
Способ обработки драпировки заключается в следующем. На лицевой стороне детали 1 намечают планку 2, цельнокроеную с основной деталью 1, шириной не менее 30 мм, боковые стороны которой будут являться линиями стачивания планки 3 и 4 (фиг.1, а). Потом на этой же стороне детали намечают линии подрезов 5 и 6, вершины которых являются точками пересечения линий подрезов и линий стачивания планки (фиг.1, а). Прокладывают вдоль линий подрезов две параллельные машинные строчки с максимальной величиной стежка, одна строчка 7 на расстоянии 1 мм от линии подреза в сторону планки, вторая строчка 8 на расстоянии 4 мм от линии подреза в противоположную от планки сторону (фиг.1, б). Далее вырезают излишки ткани 9, расположенные между линиями подреза и планки, таким образом, чтобы величина припуска на стачивание подреза и планки была шириной не менее 5 мм в верхней части, уменьшалась по направлению к вершинам подрезов и не доходила до них 20 мм (фиг.1, б). Потом выполняют сборку, стягивая нитки строчек 7 и 8, образуя драпировку (фиг.1, в). Затем стачивают подрезы по намеченным линиям 5 и 6 строчкой 10, располагая припуски шва стачивания подрезов на лицевую сторону (фиг.1, в). Перегибают планку пополам в продольном направлении и стачивают по намеченным линиям 3 и 4 строчкой 11 по лицевой стороне (фиг.1, в). Затем подрезают припуск швов планки и подреза до вершины подреза на участке 20 мм (фиг.1, в). Удаляют нитки строчек 8. Далее разутюживают шов стачивания подреза 10, отгибая планку (фиг.1, г). Разутюживают шов стачивания планки 11, располагая его по центру планки (фиг.1, г). Потом возвращают планку в первоначальное положение, совмещая припуски швов стачивания подреза и планки. Затем настрачивают планку строчками 12 и 13 на основную деталь, закрывая припуски швов стачивания подреза и планки (фиг.1, д).
Предложенный способ обработки драпировки обеспечивает чистоту обработки узла, скрытость всех припусков и, следовательно, аккуратность и эстетический вид изделия. Кроме этого, данный способ характеризуется малыми затратами времени на изготовление, что позволяет повысить уровень производительности труда и обеспечивает экономию материала без снижения прочностных характеристик обрабатываемого узла. Помимо данных характеристик драпировка получает дополнительную декоративность, приобретая интересный отделочный эффект, который заключается в переходе планки в складку на основной детали, что ведет к дополнительному улучшению эстетического вида изделия, а значит, повышению его конкурентоспособности. Предложенный способ можно применять на любом участке изделия.
Технический результат данного способа обработки заключается:
1. В технологической чистоте обработки узла, скрытости всех припусков.
2. В удобстве эксплуатации, а именно в предотвращении возможности осыпания припуска шва при стирке и носке.
3. В снижении материалоемкости за счет использования планки, цельнокроеной с основной деталью.
4. В расширении вариантов отделки на любом участке изделия.
Способ обработки драпировки может быть осуществлен на стандартном оборудовании в условиях промышленного производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТДЕЛОЧНОГО ШВА | 2011 |
|
RU2467671C1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА В ШВЕ | 2006 |
|
RU2323669C2 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2000 |
|
RU2173534C1 |
| Способ обработки низа рукава в изделиях пальтово-костюмного ассортимента из плащевых и курточных материалов (варианты) | 2019 |
|
RU2725366C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТАЧНОГО ВОРОТНИКА | 2008 |
|
RU2377943C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2003 |
|
RU2228695C1 |
| СПОСОБ ОБРАБОТКИ ГОРЛОВИНЫ ЖЕНСКОЙ ВЕРХНЕЙ ОДЕЖДЫ | 2015 |
|
RU2605380C1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА | 2010 |
|
RU2413440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕТЛИ | 2011 |
|
RU2466666C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2004 |
|
RU2275828C1 |

Способ обработки драпировки включает предварительное нанесение на лицевую сторону детали планки, цельнокроеной с основной деталью, боковые стороны которой являются линиями стачивания планки. Наносят на эту же сторону линии подрезов, вершины которых являются точками пересечения линий подрезов и линий стачивания планки. Прокладывают вдоль линий подрезов две параллельные машинные строчки. Вырезают излишки ткани, расположенные между линиями подреза и планки. Выполняют сборки стягиванием ниток строчек, проложенных вдоль линий подрезов, образуя драпировку. Стачивают подрезы по намеченным линиям с расположением припусков шва стачивания подрезов на лицевую сторону. Перегибают планку пополам в продольном направлении и стачивают ее по намеченным линиям по лицевой стороне. Подрезают припуск швов планки и подреза до вершины подреза на участке 20 мм. Удаляют нитки строчек, образующих сборку. Отгибают планку и разутюживают шов стачивания подреза и шов стачивания планки, располагая его по центру планки. Возвращают планку в первоначальное положение, совмещая припуски швов стачивания подреза и планки, и настрачивают планку на основную деталь. Изобретение обеспечивает технологическую чистоту обработки драпировки при экономии материала. 2 ил.
Способ обработки драпировки, состоящий из предварительного нанесения на лицевую сторону детали планки, цельнокроеной с основной деталью, шириной не менее 30 мм, боковые стороны которой будут являться линиями стачивания планки, нанесения на эту же сторону линий подрезов, вершины которых являются точками пересечения линий подрезов и линий стачивания планки, прокладывания вдоль линий подрезов двух параллельных машинных строчек с максимальной величиной стежка, одна из которых расположена на расстоянии 1 мм от линии подреза в сторону планки, вторая - на расстоянии 4 мм от линии подреза в противоположную от планки сторону, вырезания излишек ткани, расположенных между линиями подреза и планки, таким образом, чтобы величина припуска на стачивание подреза и планки была шириной не менее 5 мм в верхней части, уменьшаясь по направлению к вершинам подрезов и не доходя до них 20 мм, выполнения сборки стягиванием ниток строчек, проложенных вдоль линий подрезов, образуя драпировку, стачивания подрезов по намеченным линиям с расположением припусков шва стачивания подрезов на лицевую сторону, перегибания планки пополам в продольном направлении и стачивания ее по намеченным линиям по лицевой стороне, подрезания припуска швов планки и подреза до вершины подреза на участке 20 мм, удаления строчек, образующих сборку, отгибания планки и разутюживания шва стачивания подреза и шва стачивания планки, располагая его по центру планки, возвращения планки в первоначальное положение, совмещая припуски швов стачивания подреза и планки, настрачивания планки на основную деталь, закрывая припуски швов стачивания подреза и планки.
| САВОСТИЦКИЙ А.В., МЕДИКОВ Е.Х | |||
| Технология швейных изделий | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Легкая и пищевая промышленность, 1982, с.307 | |||
| УКРАШЕНИЕ ДЛЯ ЖЕНСКОГО ПЛАТЬЯ, ЦЕЛЬНОКРОЕННОЕ С ЛИФОМ | 2001 |
|
RU2190943C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE 2936275 А1, 19.03.1981 | |||
| ВЫДВИЖНОЙ АНГАР | 2014 |
|
RU2582739C1 |

