Изобретение относится к швейной промышленности, а именно к обработке петель в одежде.
В результате патентного поиска прототип выявлен не был.
В нормативной литературе по изготовлению швейных изделий не допускается расположение петли в шве. Петлю можно располагать не ближе 2 сантиметров от шва ввиду того, что увеличенная толщина материала в шве не дает возможности качественно обработать петлю на петельном полуавтомате. Однако существует потребность расположения петли в шве в изделиях с различными горизонтальными и вертикальными линиями членений.
Задачей предлагаемого изобретения является разработка способа изготовления петли в соединительном шве.
Сущность изобретения состоит в том, что способ изготовления петли заключается в нанесении контрольных меток, обозначающих место расположения петли в соединительном шве на одном из срезов соединяемых деталей, обработанных по технологии, стачивании срезов соединяемых деталей, оставляя нестачанным участок под петлю между контрольными метками, разутюживании припусков шва с образованием отверстия под петлю на нестачанном участке, обтачивании соединенных деталей деталью обтачивания, обработанной по технологии, обозначении места расположения петли на детали обтачивания, совпадающим с отверстием под петлю в соединительном шве, обметывании петли на детали обтачивания и прикреплении ее краев потайными стежками к припускам соединительного шва на участке отверстия под петлю, приутюживании петли.
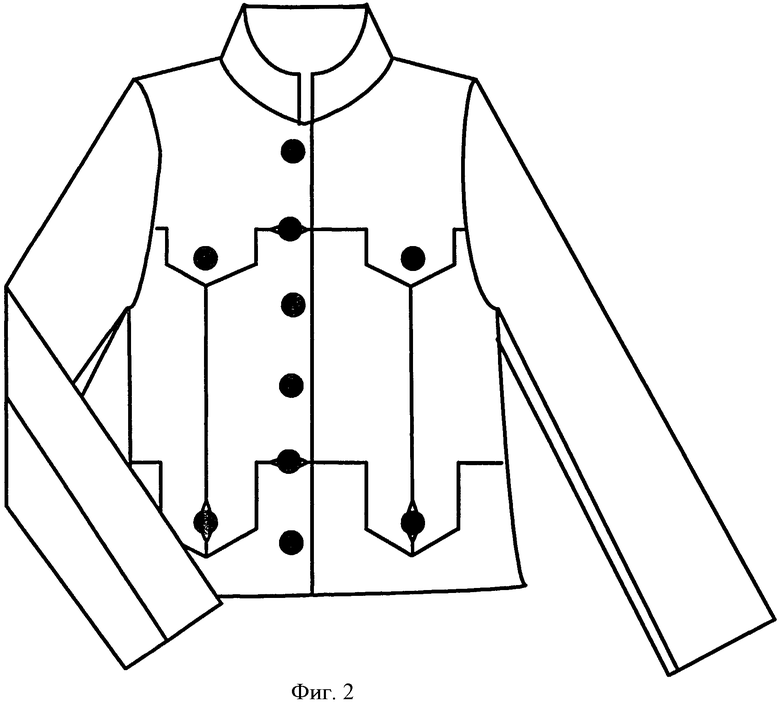
Предлагаемое изобретение поясняется чертежами. Фигура 1 - способ изготовления петли в соединительном шве: а - стачивание срезов соединяемых деталей до контрольных меток, б - разутюживание соединительного шва с образованием отверстия для петли, в - обметывание петли на детали обтачивания и ее соединение с петлей в соединительном шве. Фигура 2 - варианты применения петли в соединительном шве.
На чертежах цифрами и буквами обозначены:
1, 2 - соединяемые детали;
3 - контрольные метки;
4 - отверстие под петлю в соединительном шве;
5 - деталь обтачивания (подборт, нижний клапан и др.);
6 - петля на детали обтачивания;
А - строчка соединения соединяемых деталей;
Б - строчка обтачивания соединенных деталей деталью обтачивания;
В - потайные стежки, соединяющие края петли на детали обтачивания с припусками отверстия под петлю в соединительном шве.
Способ обработки петли в соединительном шве осуществляется следующим образом. После заготовки по технологии соединяемых деталей 1 и 2 намечается место расположения петли на срезе одной из соединяемых деталей контрольными метками 3 (фиг.1а). Детали 1 и 2 соединяются между собой строчкой А, оставляя нестаченным участок между контрольными метками 3. Припуски соединительного шва разутюживаются с образованием отверстия под петлю 4 на нестаченном участке (фиг.16). После заготовки по технологии детали обтачивания 5, ею обтачиваются соединенные детали 1 и 2 строчкой Б. Далее край детали (подборт, нижний клапан и др.) обрабатывается по технологии. Затем намечается место расположения петли 6 на детали обтачивания 5, совпадающее с отверстием под петлю в соединительном шве. Петля 6 обметывается на петельном полуавтомате или другом швейном оборудовании (фиг.1в). После этого края петли 6 на детали обтачивания 5 соединяются с припусками соединительного шва на участке отверстия под петлю 4 потайными стежками В и петля приутюживается.
Предлагаемый способ характеризуется следующими существенными признаками:
1. Обрабатывают соединяемые детали по технологии;
2. Намечают место расположения петли на одном из срезов соединяемых деталей контрольными метками;
3. Стачивают срезы соединяемых деталей до контрольных меток, оставляя нестачанным участок под петлю между контрольными метками;
4. Разутюживают припуски шва стачивания соединенных деталей с образованием отверстия под петлю;
5. Обтачивают соединенные детали деталью обтачивания, предварительно обработанную по технологии;
6. Намечают место расположения петли, например, иголками, на детали обтачивания, совпадающие с отверстием под петлю в соединительном шве;
7. Обметывают петлю на детали обтачивания;
8. Прикрепляют края петли на детали обтачивания к припускам соединительного шва на участке отверстия под петлю потайными стежками;
9. Приутюживают петлю.
Предложенный способ позволяет обработать петлю в шве, обеспечивая при этом высокие технологические, эстетические, эргономические показатели изделия в целом. При такой обработке обеспечивается уменьшение толщины материала в зоне петли, удобство обработки и эксплуатации изделия.
Технический результат от применения данного способа выражается в следующем:
1. Возможность расположения и обработки петли в соединительном шве;
2. Удобство эксплуатации при застегивании-расстегивании и ухода за изделием при влажной тепловой обработке ввиду малого количества слоев материала;
3. Технологичность способа обработки петли в виду малого количества операций;
4. Минимизация трудовых затрат за счет исключения ручного труда;
5. Улучшение эстетических показателей изделия за счет уменьшения количества слоев и, как следствие - толщины в зоне петли.
Данный способ обработки петли в соединительном шве можно использовать в массовом производстве, так как петля изготавливается на стандартном швейном оборудовании и не требует никаких специальных приспособлений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КАРМАНА | 2010 |
|
RU2413440C1 |
| СПОСОБ СБОРКИ ВЕРХНЕЙ ОДЕЖДЫ | 1998 |
|
RU2151533C1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА В ШВЕ | 2006 |
|
RU2323669C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТДЕЛОЧНОГО ШВА | 2011 |
|
RU2467671C1 |
| СПОСОБ ОБРАБОТКИ ПРОРЕЗНОГО КАРМАНА В РАМКУ | 2014 |
|
RU2566933C1 |
| СПОСОБ ОЦЕНКИ ДЕФОРМАЦИОННЫХ СВОЙСТВ НИТОЧНЫХ СОЕДИНЕНИЙ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2614727C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2002 |
|
RU2214144C1 |
| КОНСТРУКЦИЯ ВОРОТНИКА | 1999 |
|
RU2173076C2 |
| СПОСОБ ОБРАБОТКИ ГОРЛОВИНЫ ЖЕНСКОЙ ВЕРХНЕЙ ОДЕЖДЫ | 2015 |
|
RU2605380C1 |
| Способ обработки горловины в верхней двусторонней одежде | 2018 |
|
RU2693294C1 |
Изобретение относится к швейной промышленности, а именно к обработке петель в одежде. Сущность изобретения состоит в том, что способ изготовления петли заключается в нанесении контрольных меток, обозначающих место расположения петли в соединительном шве на одном из срезов соединяемых деталей, обработанных по технологии, стачивании срезов соединяемых деталей, оставляя нестачанным участок под петлю между контрольными метками, разутюживании припусков шва с образованием отверстия под петлю на нестачанном участке, обтачивании соединенных деталей деталью обтачивания, обработанной по технологии, обозначении места расположения петли на детали обтачивания, совпадающего с отверстием под петлю в соединительном шве, обметывании петли на детали обтачивания и прикреплении ее краев потайными стежками к припускам соединительного шва на участке отверстия под петлю, приутюживании петли. Технический результат от применения данного способа выражается в удобстве эксплуатации при застегивании-расстегивании и ухода за изделием при влажной тепловой обработке ввиду малого количества слоев материала, технологичность способа обработки петли ввиду малого количества операций. 5 ил.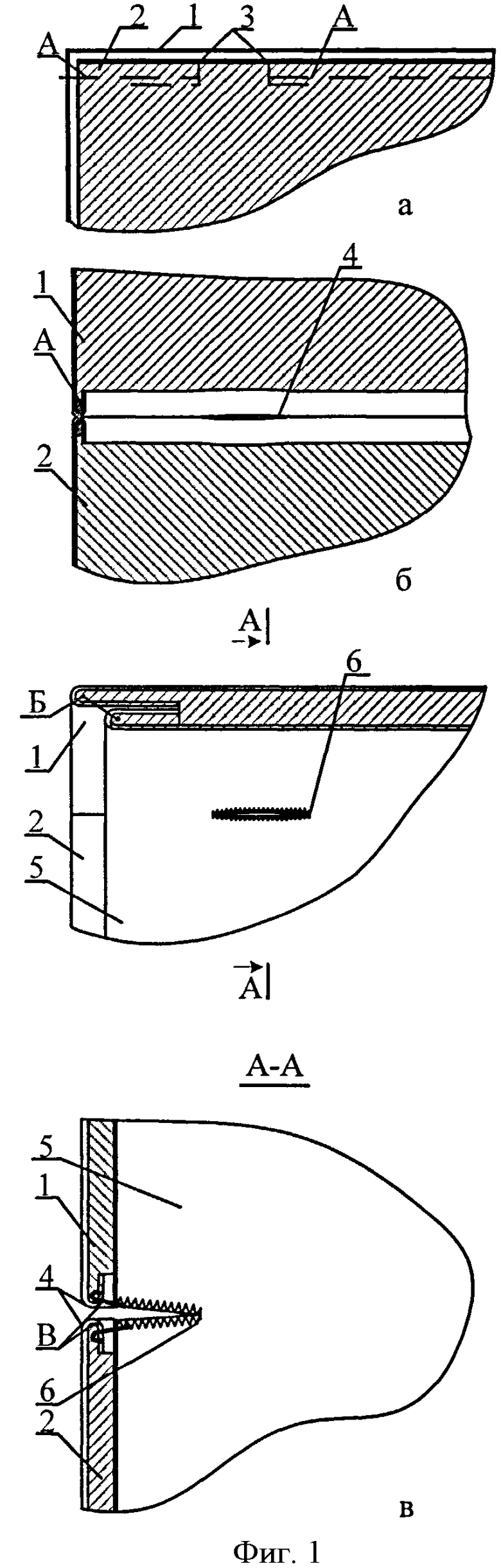
Способ изготовления петли, заключающийся в нанесении контрольных меток, обозначающих место расположения петли в соединительном шве на одном из срезов соединяемых деталей, обработанных по технологии, стачивании срезов соединяемых деталей, оставляя не стачанным участок под петлю между контрольными метками, разутюживании припусков шва с образованием отверстия под петлю на не стачанном участке, обтачивании соединенных деталей деталью обтачивания, обработанной по технологии, обозначении места расположения петли на детали обтачивания, совпадающего с отверстием под петлю в соединительном шве, обметывании петли на детали обтачивания и прикреплении ее краев потайными стежками к припускам соединительного шва на участке отверстия под петлю, приутюживании петли.
| Приспособление для разрезывания ленты на части | 1928 |
|
SU18131A1 |
| Способ и устройство для получения чистого водорода | 1928 |
|
SU45546A1 |
| JP 2000064113 A, 29.02.2000 | |||
| JP 2002339130 A, 27.11.2002. | |||

