Изобретение относится к радиолокационной технике и может быть использовано в приборостроении, радиотехнической и авиационной промышленности.
Из уровня техники известен способ контроля фазовременных характеристик ферромагнитных фазовращателей (патент RU №2193262, дата публикации 2002.11.20, МПК H01P 1/19; G01R 31/01). Данный способ используют при изготовлении и настройке ферромагнитных фазовращателей, применяемых в составе фазированных антенных решеток для радиолокационных станций. Для контроля параметров ферритовых фазовращателей используется измерительный стенд, на электронно-лучевом индикаторе которого отображается функциональная зависимость разности между эталонной и контролируемой фазовременными характеристиками ферритового фазовращателя от длительности импульса напряжения, подаваемого в управляющую обмотку, по которой производится оценка степени соответствия фазовременной характеристики контролируемого фазовращателя эталонной характеристике, и принимается решение о порядке настройки контролируемого фазовращателя или его отбраковке. Предложенный способ можно оптимизировать, отображая на индикаторе не одну функциональную зависимость величины разности, а серию - для различных эталонов, и производить сортировку контролируемых ферритовых фазовращателей.
К недостаткам данного способа можно отнести то, что контроль параметров ферритовых фазовращателей производится только на стенде, в зафиксированном положении, которое не может в полном объеме имитировать все факторы, воздействующие на ферритовые фазовращатели, установленные в группе в составе волноводной системы.
Известен способ испытаний ферритовых фазовращателей (авторское свидетельство №1777523, опубликовано 1995.08.27, МПК H01P 1/19). Суть способа состоит в том, что при испытании партии ферритовых фазовращателей на фазовый сдвиг подаваемая на вход прибора СВЧ-мощность многократно уменьшена, при этом тепловой нагрев ферритового вкладыша фазовращателей от СВЧ-сигнала заменен нагревом фазовращателей от стороннего источника тепла до эквивалентной температуры, определяемой экспериментально расчетным путем для одного фазовращателя.
К недостаткам данного способа можно отнести сложность определения среднеповерхностной температуры ферритового вкладыша.
Наиболее близким к заявляемому является способ изготовления волноводно-распределительных систем из алюминиевых сплавов (патент RU №2230642 опубликован 2004.06.20, МПК B23K 35/363, H01P 11/00), который и выбран в качестве прототипа. Данный способ основан на изготовлении и сборке алюминиевых деталей волноводно-распределительных систем и их пайке. Отличительным признаком способа является то, что все изготовленные детали, формирующие волноводно-распределительную систему, перед сборкой покрывают вначале функциональным слоем меди толщиной 6-15 мкм, затем оловосодержащим сплавом толщиной 0,5-1,5 мкм, собирают в единую конструкцию с взаимной фиксацией сопрягаемых деталей и паяют низкотемпературным припоем. Способ позволяет осуществить высокоточное изготовление волноводно-распределительных систем из алюминиевых сплавов, исключающее деформацию деталей, рихтовку и механическую обработку.
К недостаткам данного способа можно отнести невозможность осуществления ремонта волноводно-распределительных систем.
Новое поколение легких истребителей должно оснащаться многофункциональными и многоцелевыми БРЛС, обеспечивающими выполнение задач в различных режимах воздух-воздух и воздух-поверхность в широком секторе обзора. В связи с этим к БРЛС предъявляются высокие требования: с одной стороны, она должна иметь минимальные размеры, массу и энергопотребление, обладать высокой технологичностью и простотой в изготовлении, а с другой стороны - при помощи волноводных систем необходимо реализовать предельно высокие характеристики излучения при малых размерах апертуры.
Данные задачи позволяет решить предлагаемый способ стабилизации параметров волноводных систем в процессе их изготовления.
Технический результат предлагаемого способа заключается в повышении стабильности параметров волноводных систем в процессе их изготовления.
Технический результат достигается тем, что способ стабилизации параметров волноводных систем в процессе их изготовления включает:
- изготовление отдельных деталей и узлов волноводной системы;
- сборку деталей и узлов в волноводную систему;
- контроль волноводной системы;
- настройку волноводной системы.
При этом он отличается тем, что при изготовлении волноводного устройства вводятся дополнительные этапы - перед настройкой производят термоциклические и механические испытания волноводной системы в выключенном состоянии. Термоциклические и механические испытания в выключенном состоянии позволяют снять механические напряжения с составных частей волноводных систем, возникающие в процессе их сборки. Что, в свою очередь, позволяет получить стабильные параметры волноводной системы, в частности фазовые характеристики (иметь меньшие уходы фазовой характеристики после настройки волноводной системы), позволяющие обеспечить предельно высокие характеристики излучения бортовой радиолокационной станции (БРЛС).
В качестве примера рассмотрим способ стабилизации параметров волноводной системы, выполненной в виде фазированной антенной решетки (ФАР) с волноводной распределительной системой (ВРС), входящей в состав бортовой радиолокационной станции (БРЛС) для легких самолетов.
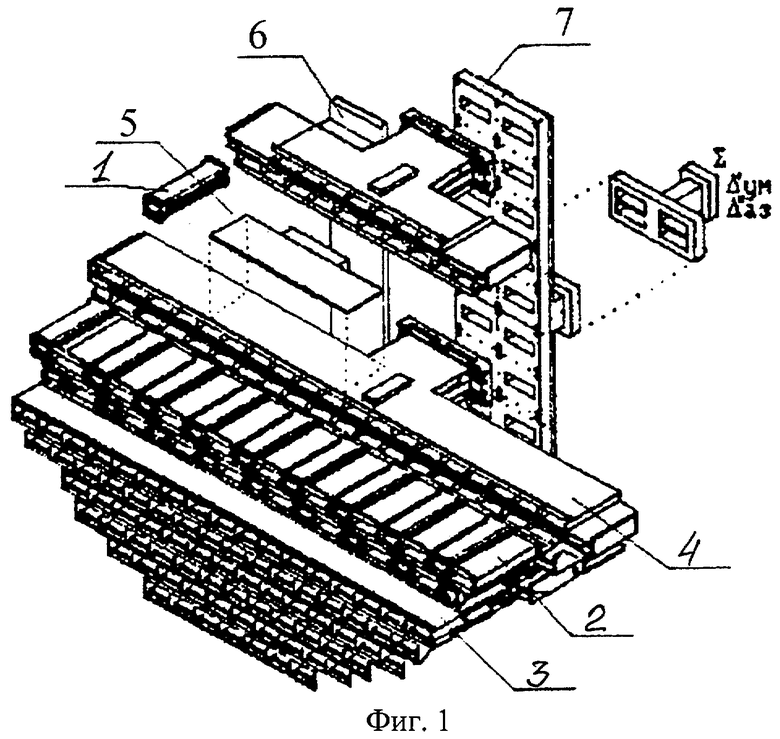
На Фиг.1 представлено схемно-конструктивное построение волноводной системы.
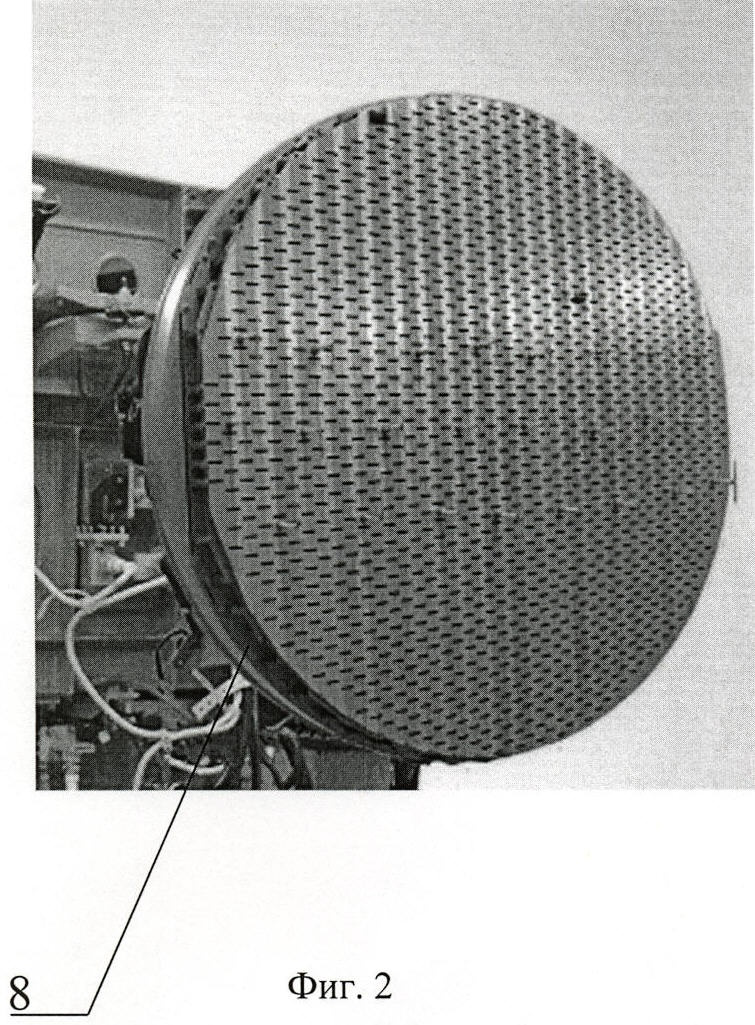
На Фиг.2 представлен общий вид волноводной системы в сборе.
Осуществление способа стабилизации параметров волноводных систем в процессе их изготовления рассмотрим на примере фазированной антенной решетки с волноводной распределительной системой.
Данный способ включает несколько этапов.
На первом этапе осуществляют изготовление отдельных деталей, входящих в состав волноводной системы (ФАР с ВРС) (Фиг.1), включающей фазовращатели, излучатели, волноводную распределительную систему.
После чего производят сборку деталей в отдельные узлы и устройства (Фиг.1). При этом фазовращатели 1 объединены в блоки фазовращателей 2, излучатели образуют панели излучателей 3, а волноводная распределительная система (ВРС) выполнена в виде линеек 4. Волноводная система также включает плату управления фазовращателями 5, устройство записи фаз и сопряжения с ЦВС 6, главный распределитель ВРС 7. ФАР БРЛС имеет 1556 излучателей, объединенных в 24 устройства фазирования и излучения (УФИ) Х-диапазона. Все УФИ по входам линеек ВРС стыкуются с вертикальным главным распределителем 7, а по выходам фазовращателей - с панелью излучателей 3.
Внутри замкнутого корпуса 8, выполненного в виде фигурного кольца из сплава АК4-1, размещают и закрепляют при помощи крепежных элементов все перечисленные выше составляющие узлы, которые образуют единое устройство - волноводную систему в виде фазированной антенной решетки с волноводной распределительной системой (Фиг.2). При этом корпус является несущей деталью с кронштейнами, приливами, множеством отверстий как для крепления самого корпуса, так и для крепления на нем узлов волноводной системы. Корпус имеет следующие размеры: диаметр - 1050 мм, высота - 106,5 мм, толщина стенок - 5 мм, то есть минимальную толщину стенок при больших габаритных размерах.
Далее осуществляют контроль геометрических размеров волноводной системы.
Волноводная система должна обладать высокой прочностью и жесткостью конструкции, чтобы препятствовать деформациям, возникающим под воздействием перегрузок. Необходимо минимизировать влияние температурных деформаций, вибраций и других динамических воздействий от работающих силовых агрегатов самолета с целью обеспечения бесперебойной работы прецизионных элементов ориентации и получения стабильных характеристик БРЛС во всем диапазоне режимов полета.
Для чего, в соответствии с данным техническим решением, предлагается проводить термоциклические испытания волноводной системы в выключенном состоянии, имитирующие термоциклы работы волноводной системы в составе БРЛС в конкретном случае по методикам проведения данного вида климатических испытаний общих технических условий (ОТУ) на изделие. Например, проводят три термоцикла в диапазоне температур от -60°C до +85°C. Время выдержки при заданных температурах устанавливается в соответствии с требованиями ОТУ.
Для достижения наилучших результатов предлагается также провести механические испытания волноводной системы в выключенном состоянии в соответствии с требованиями одного из видов механических испытаний в соответствии с методикой ОТУ. Например, проводят испытания на вибропрочность в течение 30 минут на одной частоте, в одной плоскости.
Далее осуществляют настройку волноводной системы.
После чего проводят испытания волноводной системы в соответствии с требованиями технических условий на нее.
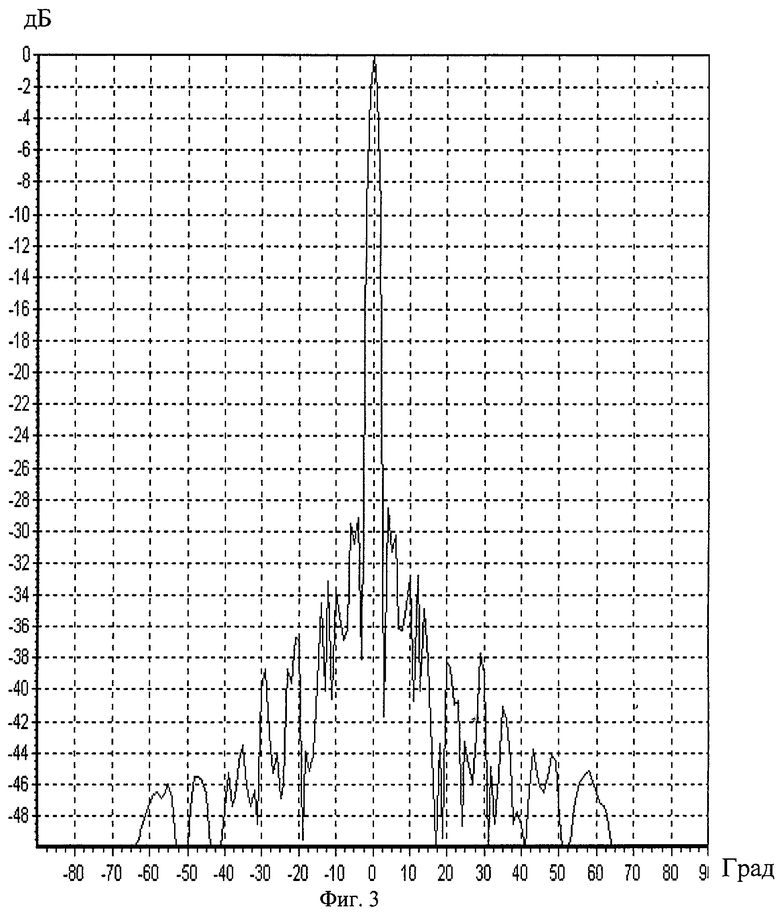
На Фиг.3 представлена диаграмма направленности волноводной системы после этапа настройки без использования предлагаемого технического решения.
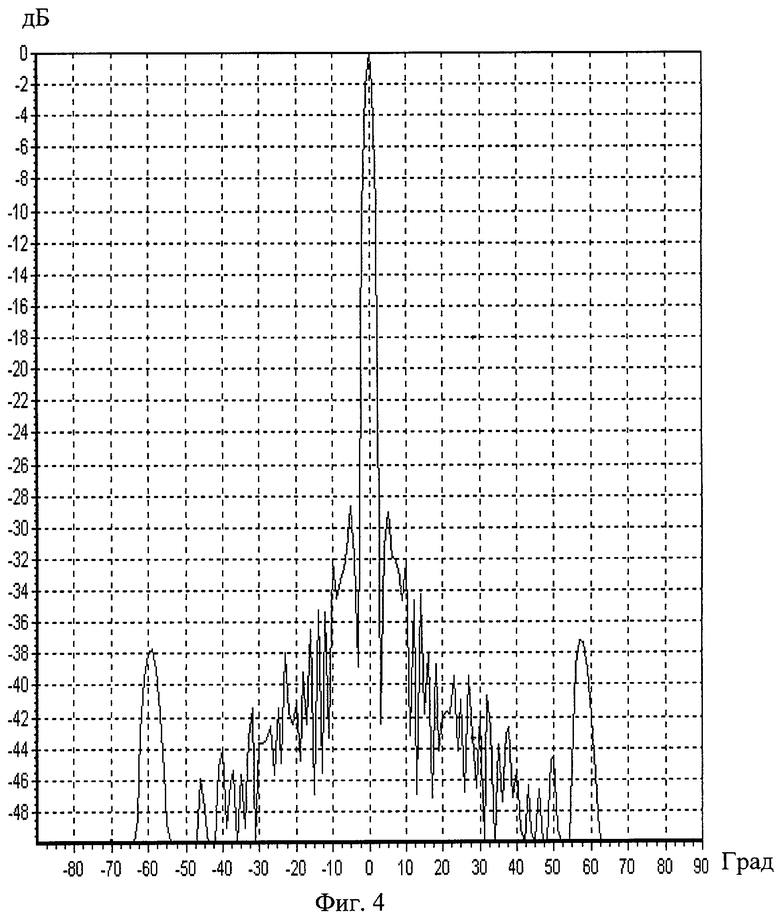
На Фиг.4 представлена диаграмма направленности волноводной системы после проведения испытаний без использования предлагаемого технического решения. При этом видны боковые лепестки на углах отклонения около ±60°C, возросшие до (37-38) дБ.
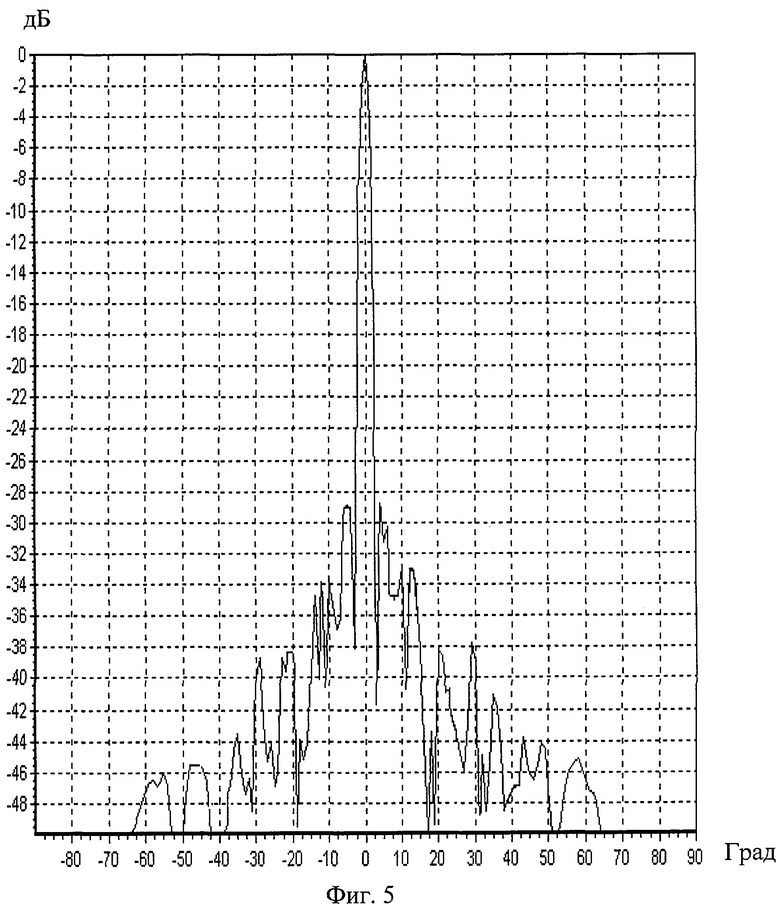
На Фиг.5 представлена диаграмма направленности волноводной системы после этапа настройки с использованием предлагаемого технического решения.
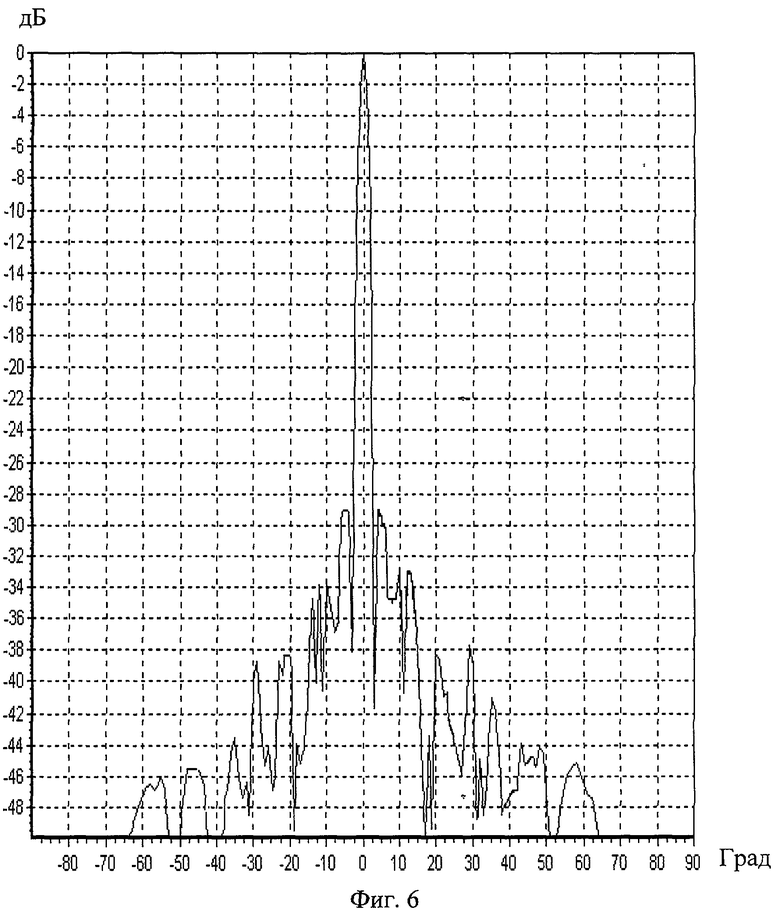
На Фиг.6 представлена диаграмма направленности волноводной системы после проведения испытаний с использованием предлагаемого технического решения. Данная диаграмма направленности подтверждает, что использование дополнительных этапов (термоциклические испытания и механические испытания в выключенном состоянии) волноводной системы позволяют получить стабильные параметры, в частности фазовые характеристики.
Предлагаемое техническое решение позволяет изготовить волноводную систему, обладающую стабильными параметрами, в частности фазовыми характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ ПАРАМЕТРОВ ЛАМПЫ БЕГУЩЕЙ ВОЛНЫ (ЛБВ) ПРИ НАСТРОЙКЕ ПЕРЕДАТЧИКА СВЧ | 2012 |
|
RU2538908C2 |
| СПОСОБ КОНТРОЛЯ ФАЗОВРЕМЕННЫХ ХАРАКТЕРИСТИК ФЕРРОМАГНИТНЫХ ФАЗОВРАЩАТЕЛЕЙ | 2001 |
|
RU2193262C1 |
| ФАЗИРОВАННАЯ АНТЕННАЯ РЕШЕТКА | 2010 |
|
RU2441301C1 |
| МОДУЛЬ ПРОХОДНОЙ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2010 |
|
RU2461930C2 |
| ЭЛЕМЕНТ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2010 |
|
RU2439759C1 |
| ЭЛЕМЕНТ ПРОХОДНОЙ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2010 |
|
RU2461931C2 |
| ФАЗИРОВАННАЯ АНТЕННАЯ РЕШЕТКА | 1999 |
|
RU2165118C2 |
| Фазированная антенная решетка | 2021 |
|
RU2776347C1 |
| ФАЗИРОВАННАЯ АНТЕННАЯ РЕШЕТКА | 2005 |
|
RU2297699C2 |
| УСТРОЙСТВО КОМАНДНОГО УПРАВЛЕНИЯ ФАЗОВРАЩАТЕЛЯМИ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2006 |
|
RU2316854C1 |
Изобретение относится к радиолокационной технике и может быть использовано в приборостроении, радиотехнической и авиационной промышленности. Технический результат заключается в повышении стабильности параметров волноводных систем в процессе изготовления. Технический результат достигается тем, что в способе стабилизации параметров волноводных систем в процессе их изготовления, включающем следующие этапы: изготовление отдельных деталей и узлов волноводной системы, сборку деталей и узлов в волноводную систему, контроль геометрических размеров волноводной системы, настройку волноводной системы, вводится дополнительный этап - перед настройкой производят термоциклические и механические испытания волноводной системы в выключенном состоянии, что позволяет снять механические напряжения с составных частей волноводных систем, возникающие в процессе их сборки. 6 ил.
Способ стабилизации параметров волноводных систем в процессе их изготовления, включающий изготовление отдельных деталей и узлов, сборку деталей и узлов в волноводную систему, контроль геометрических размеров волноводной системы, настройку волноводной системы, отличающийся тем, что при изготовлении волноводной системы вводят дополнительный этап - перед настройкой производят термоциклические и механические испытания, при этом волноводная система находится в выключенном состоянии.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНО-РАСПРЕДЕЛИТЕЛЬНЫХ СИСТЕМ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2230642C1 |
| СПОСОБ ИСПЫТАНИЙ ФЕРРИТОВЫХ ФАЗОВРАЩАТЕЛЕЙ | 1990 |
|
SU1777523A1 |
| СПОСОБ КОНТРОЛЯ ФАЗОВРЕМЕННЫХ ХАРАКТЕРИСТИК ФЕРРОМАГНИТНЫХ ФАЗОВРАЩАТЕЛЕЙ | 2001 |
|
RU2193262C1 |
| Устройство для разгрузки автоклавных корзин | 1982 |
|
SU1025403A1 |
| GB 1447112 A, 25.08.1976 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

