Изобретения относятся к электротермии и могут быть использованы для управления электрическим режимом рудно-термических печей.
Основными факторами, возмущающими электрический режим рудно-термической печи, являются непостоянство сопротивления подэлектродного пространства, определяемое различными условиями схода шихты и ее составом, а также колебание питающего напряжения.
Обычно компенсация этих возмущений достигается, в основном, за счет перемещения электродов и/или переключением ступеней напряжения трансформатора.
Так, известны способ и система управления электрическим режимом трехфазной рудно-термической печи, описанные в п. РФ №2023350 по кл. Н05В 7/148, з. 14.12.90, оп. 15.11.94.
Известный способ заключается в следующем.
Формируют команды от крайних конечных выключателей для осуществления алгоритма переключения ступеней при нахождении не менее 2 электродов в крайнем положении, что уменьшает количество переключений и вероятность возникновения автоколебательного режима.
Известная система содержит в каждой фазе датчики и задатчики электрических параметров - токов электродов, рабочей мощности и напряжения ступени печного трансформатора, соединенные со входами соответствующих блоков сравнения, выходы которых через соответствующие преобразователи соединены со входами пороговых элементов, имеющих различную зону нечувствительности, причем выходы пороговых контроля тока и мощности соединены с приводом перемещения электродов, запрещающие входы блока запрета соединены с крайними конечными выключателями своей фазы - верхним и нижним.
Более конкретно, структурная схема системы управления (для одной фазы) содержит объект управления (фосфорную печь), печной трансформатор с переключателем ступеней напряжения (ПСН), датчики тока электрода, напряжения, активной мощности, причем датчик соединен с входом блока контроля тока электрода, который выполнен на токовом блоке регулятора «Фоскар», поэтому не раскрыт.
Недостатком известных средств является не вполне удовлетворительное качество регулирования, обусловленное тем, что не регулируется состав шихты.
Известны способ и система управления электрическим режимом рудно-термической печи, описанные в п. РФ №2014762 по кл. Н05В 7/148, з. 05.07.91, оп. 15.06.94, выбранные в качестве прототипа.
Известный способ заключается в следующем.
Электрический режим регулируют за счет перемещения электродов и переключения ступеней напряжения. Дополнительно осуществляют перепуск электрода относительно контактных плит, причем величина перепуска или разрешение на перепуск зависит от положения зоны коксования и от степени отклонения ее от заданного значения. Как правило, сигналом на запрос перепуска являются два фактора: электрод находится на нижних конечниках, или потреблено определенное количество электроэнергии.
В период между перепусками электрода поддерживают заданный ток электрода путем перемещения его в заданной зоне при контроле тока электрода, положении электрододержателя и других параметров или воздействия на печной трансформатор. При отклонении регулируемого параметра регулятор перемещает электрод или воздействует на печной трансформатор, поддерживая оптимальный электрический режим. В момент, когда электрододержатель приходит в крайнее нижнее положение, на входе управляющего перепуском блока появляется сигнал о запросе разрешения на перепуск электрода. При крайнем нижнем положении электрододержателя или после выработки определенного количества электроэнергии корректируют величину перепуска по сигналу коррекции с контура определения положения зоны коксования и расстояния «электрод-под», который формируют по сигналу отклонения фактического положения зоны коксования относительно нижнего среза контактной щеки от заданного, по которому затем оптимизируют электрический режим работы печи, изменяя параметры трансформатора.
Известная система управления содержит регулятор электрического режима и блоки управления перемещением электродов и переключения ступеней напряжения, а также блоки определения положения зоны коксования самообжигающегося электрода и осуществления пропуска его, дополнительно введены блок определения расстояния электрод-под и два логических элемента ИЛИ, соединенные определенным образом между собой и блоками ранее существовавшей системы.
Недостатком известных средств является не вполне удовлетворительное качество регулирования, обусловленное отсутствием регулирования состава шихты.
Задачей является повышение качества регулирования.
Поставленная задача решается тем, что:
- В способе автоматического управления электрическим режимом работы рудно-термической печи, заключающемся в том, что электрический режим регулируют за счет регулирования электрических параметров путем переключения ступеней напряжения печного трансформатора и/или технологических параметров посредством перемещения электродов, поддерживая в период между перепусками электрода заданный ток электрода путем перемещения его в заданной зоне при контроле тока электрода, положении электрододержателя и других параметров или воздействия на печной трансформатор, при крайнем нижнем положении электрододержателя определяют положение зоны коксования и расстояние «электрод-под», который формируют по сигналу отклонения фактического положения зоны коксования относительно нижнего среза контактной щеки от заданного, по которому затем оптимизируют электрический режим работы печи, изменяя параметры трансформатора, или после выработки определенного количества электроэнергии корректируют величину перепуска по сигналу коррекции с контура, СОГЛАСНО ИЗОБРЕТЕНИЮ, управление положением электродов и контроль их состояния осуществляют непрерывно посредством гидравлического контура регулирования, дополнительно измеряют температуру пода печи и в зависимости от температуры для поддержания оптимального температурного баланса производят обдув днища печи, а также регулируют такой технологический параметр, как условия схода и состав шихты, контролируя прохождение каждого компонента шихты, начиная с дозатора и кончая загрузкой в печь, для чего определяют наличие шихты в каждом из дозаторов, в карманах и труботечках, обрабатывают по специальному алгоритму весовой сигнал, автоматически настраивают вес тары и дрейф нуля.
- В системе автоматического управления электрическим режимом работы термической печи, содержащей контур управления печным трансформатором, включающий устройство переключения ступеней трансформатора, датчики тока и напряжения, контур управления перемещением электрода, включающий последовательно соединенные датчик положения электродержателя, блок управления и блок перемещения электрода, СОГЛАСНО ИЗОБРЕТЕНИЮ, в систему введен дополнительно контур управления устройством дозирования, включающий последовательно соединенные тензодатчики, блок управления и исполнительный механизм, в контур управления печным трансформатором введены оптические пирометры для измерения температуры пода печи, связанные с устройством управления приводами вентиляторов обдува днища, а контур управления перемещением электродов выполнен гидравлическим в виде гидравлических механизмов прижима контактных щек, гидравлических механизмов перепуска электродов и дополнительных гидравлических механизмов перемещения электродов.
Регулирование в способе управления дополнительно такого технологического параметра, как условия схода и состав шихты, дает возможность уменьшить непостоянство сопротивления подэлектродного пространства и позволяет стабилизировать электрический режим работы печи, что в совокупности с выполнением непрерывного управления перемещением электродов и контроля их состояния за счет выполнения контура перемещения гидравлическим, позволяющим интегрировать управление ими в автоматическую систему управления, а также возможность оптимизации температуры пода печи посредством обдува ее днища в процессе работы улучшает качество регулирования электрическим режимом работы рудно-термической печи.
Введение в систему управления контура управления устройством дозирования, позволяющего стабилизировать условия схода шихты и ее состав, дает возможность поддерживать постоянным сопротивление подэлектродного пространства, что, в свою очередь, стабилизирует электрический режим работы печи и в совокупности с наличием в контуре управления печным трансформатором устройств контроля и оптимизации температуры днища печи и выполнением системы управления перемещением электродов гидравлической, обеспечивающей непрерывную управляемость гидравлическими механизмами, а также непрерывный контроль их состояния, позволяет интегрировать управление ими в автоматическую систему управления, улучшает качество регулирования режимом работы рудно-термической печи.
Технический результат - обеспечение стабильного схода шихты и ее состава, обеспечение непрерывной управляемости контуром перемещения электродов и контроля их состояния, оптимизация температурного баланса пода печи.
Заявляемый способ обладает новизной в сравнении с прототипом, отличаясь от него такими существенными признаками, как непрерывное управление положением электродов и контроль их состояния посредством гидравлического контура регулирования, оптимизация температурного баланса пода печи, дополнительное регулирование такого технологического параметра, как условия схода и состав шихты путем контроля прохождения каждого компонента шихты, начиная с дозатора и кончая загрузкой в печь, для чего определяют наличие шихты в каждом из дозаторов, в карманах и труботечках, обрабатывают по специальному алгоритму весовой сигнал, автоматически настраивают вес тары и дрейф нуля, что обеспечивает в итоге достижение заданного результата.
Заявляемая система обладает новизной в сравнении с прототипом, отличаясь от него такими существенными признаками, как выполнение контура управления перемещением электродов гидравлическим, введение в контур управления печным трансформатором средств оптимизации теплового баланса пода печи и наличие контура управления дозированием шихты, обеспечивающими в совокупности достижение заданного результата.
Заявителю неизвестны технические решения, обладающие указанными отличительными признаками, обеспечивающими достижение заданного результата, поэтому он считает, что заявляемые средства соответствуют критерию «изобретательский уровень».
Заявляемые способ и система могут найти широкое применение в электротермии, а потому соответствует критерию «промышленная применимость».
Изобретения иллюстрируются чертежами, где представлены на:
- фиг.1 - структурная схема системы управления;
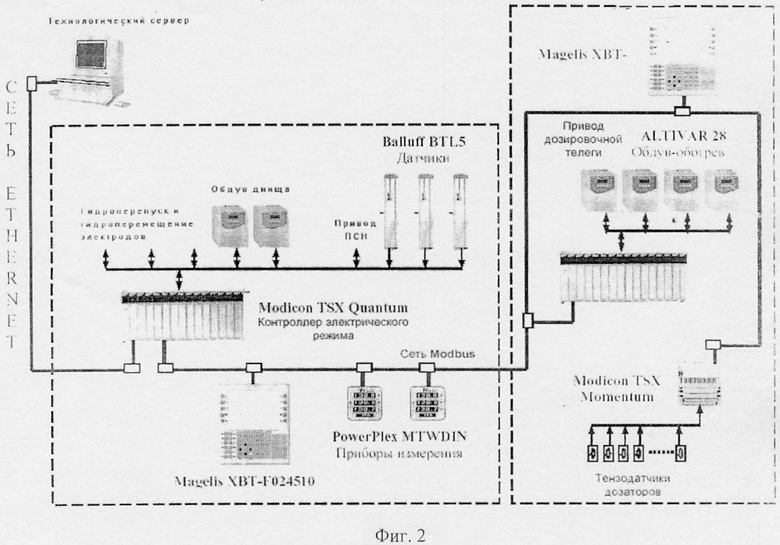
- фиг.2 - функциональная схема системы управления;
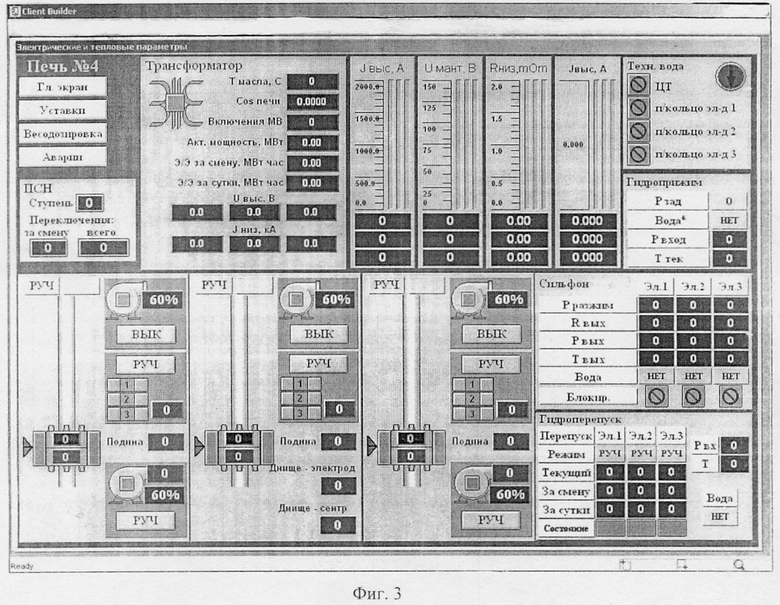
- фиг.3 - технологический экран электрических параметров в системе управления.
Заявляемый способ заключается в следующем.
Электрический режим регулируют за счет регулирования электрических параметров путем переключения ступеней напряжения печного трансформатора и/или технологических параметров посредством перемещения электродов, поддерживая в период между перепусками электрода заданный ток электрода путем перемещения его в заданной зоне при контроле тока электрода, положении электрододержателя и других параметров или воздействия на печной трансформатор. При крайнем нижнем положении электрододержателя определяют по сигналу отклонения фактического положения зоны коксования относительно нижнего среза контактной щеки от заданного положение зоны коксования и расстояние «электрод-под», который формируют по сигналу отклонения фактического положения зоны коксования относительно нижнего среза контактной щеки от заданного, по которому затем оптимизируют электрический режим работы печи, изменяя параметры трансформатора, или после выработки определенного количества электроэнергии корректируют величину перепуска по сигналу коррекции с контура. При этом управление перемещением электродов осуществляется непрерывно за счет выполнения контура управления перемещением электродов гидравлическим. В процессе работы замеряют температуру пода печи и при необходимости поддержания теплового баланса производят обдув днища печи с помощью вентиляторов.
Дополнительно контролируют прохождение каждого компонента шихты, начиная с дозатора и кончая загрузкой в печь, для чего определяют наличие шихты в каждом из дозаторов, в карманах и труботечках, обрабатывают по специальному алгоритму весовой сигнал, автоматически настраивают вес тары и дрейф нуля.
Система управления электрическим режимом работы рудно-термической печи 1 содержит контур I управления печным трансформатором 2, контур II управления перемещением электрода 3, а также контур III управления дозированием шихты.
Контур I управления печным трансформатором 2 включает в себя устройство 4 управления переключением ступеней трансформатора 2, датчики 5 и 6 тока и напряжения, а также оптические пирометры в качестве датчиков 7 температуры пода печи 1 и устройство 8 управления приводами 9 вентиляторов 10 обдува днища печи 1.
Контур II управления перемещением электрода содержит датчик 11 положения электрододержателя, систему 12 температурного контроля режима коксования электродов, связанные с блоком 12 управления, и блок 13 перемещения электрода. При этом контур II управления перемещением электрода выполнен гидравлическим и состоит из гидравлических механизмов прижима контактных щек, гидравлических механизмов перепуска электродов и дополнительных гидравлических механизмов 13 перемещения электродов. Имеется также система 14 контроля параметров гидромеханизмов.
Контур III управления дозированием включает последовательно соединенные между собой устройство 15 дозирования, тензодатчики 16, блок 17 управления и исполнительные механизмы 18, соединенные с устройством 15 дозирования.
Все узлы системы соединены между собой с помощью локальных сетей.
Выходы всех устройств управления выведены на пульт 19 контроля и индикации.
Все узлы системы управления реализованы на современной элементной базе.
На практике заявляемый способ автоматического управления электрическим режимом работы рудно-термической печи реализуется с помощью системы следующим образом.
Цеховой уровень объединяет все локальные АСУ печами. Аппаратно этот уровень состоит из выделенного технологического сервера и компьютера старшего мастера, связанных сетью Ethernet. На сервере установлена операционная система Windows 2000 Server, на рабочем месте старшего мастера - Windows 2000 Workstation.
Для выполнения функций управления, сбора и обработки информации, архивирования информации, предоставления отчетов на технологическом сервере установлена SCADA Monitor Pro v7 (серверная часть) и СУБД MS SQL 2000. Управляющие контроллеры локальных АСУ передают и принимают информацию по технологической сети Ethernet, протокол ModBus+. Быстродействие этой сети составляет 100 Мбит/сек. На любом компьютере, подключенном к технологическому серверу, можно получить информацию о работе каждой из автоматизированных печей за заданный промежуток времени.
Компьютер старшего мастера функционально является клиентом технологического сервера. Программное обеспечение, установленное на компьютере старшего мастера (клиентская часть SCADA Monitor Pro v7), формирует и отображает всю необходимую для контроля за технологическим процессом информацию в удобном для восприятия виде. Причем отображение ведется в реальном масштабе времени. Старший мастер со своего рабочего места может ввести в систему технологические уставки: параметры регулирования, разрешенные ступени трансформатора, тепловые уставки, расход сыпучих.
Конкретно система управления (фиг.1) состоит из трех контуров управления, реализована на Кузнецком заводе ферросплавов и действует следующим образом.
Контур I управления электрическими параметрами печного трансформатора 2 служит для управления высоковольтным выключателем трансформатора 2, защиты печного трансформатора 2, управления обдувом днища печи 1, управления переключателем ступеней трансформатора 2, измерения электрических характеристик печной установки и концентрации информации для цехового уровня.
На печах №4, №9 применен новый силовой трансформатор 2. Система 4 управления поставляется комплектно с трансформатором 2, что позволило исключить традиционную систему управления приводом переключения ступеней напряжения (ПСН). Механизм ПСН самостоятельно проводит самодиагностику, выдавая устройству 4 управления - персональному локальному компьютеру (ПЛК) - соответствующие сигналы - готовность, аварию и номер текущей ступени. В свою очередь, ПЛК выдает только команды на переключение ступени вверх/ вниз, не заботясь о тонкостях процесса.
Измерение электрических характеристик печной установки (токи и напряжения по шинам 10КВ, активная и реактивная мощности, потребляемые электропечной установкой, и съем электроэнергии с начала смены) производится с помощью комплексного измерителя параметров (на чертеже не показан) трехфазной сети PowerPlex, токовые цепи которого подключены к трансформаторам тока 5 на шинах 10 KB. Цепи напряжения PowerPlex подключены к измерительному трансформатору 6 (10 KB). Уставки защит автоматически изменяются в зависимости от рабочей ступени и в соответствии с паспортными данными печного трансформатора 2.
Параметры электрического режима измеряются с помощью комплексного измерителя параметров трехфазной сети PowerPlex. Сигналы тока снимаются с помощью датчиков тока 4, установленных в короткую сеть. Напряжение измеряется непосредственно на мантелях электродов 3. Реализованная схема позволяет контролировать пофазно все электрические характеристики (токи электродов, напряжения на мантелях, активные и реактивные мощности, cosφ по основной гармонике и пр.), включая частотный спектр сигналов тока и напряжения.
Системы управления реализованы на контролерах Quantum серии 140 и соответствующих необходимых модулях, преобразователях и датчиках Schneider Elektric.
Контур II, выполняющий функции управления перемещением и перепуском электродов, служит для контроля положения мантелей и управления калориферными установками обдува/обогрева электродов.
Главное отличие от всех остальных печей - система гидроперемещения электродов печи. Каждый электрод 3 перемещается и удерживается в заданном положении с помощью пары гидравлических домкратов, управляемых посредством электрически регулируемых дроссельных распределителей и отсечных клапанов. Степень открытия-закрытия распределителей задает персональный локальный компьютер (ПЛК), что позволяет легко реализовать управление скоростью перемещения электродов программным путем, при этом в целях безопасности начальное - нулевое реализовано состояние «гидрораспределитель закрыт». Для успешного выполнения заданных операций в гидросистеме применена очистка, фильтрация и подогрев масла. Контроль за состоянием перемещения и учет реализован на датчиках 11 линейного перемещения Balluf с рабочей длиной 1300 мм.
Система 12 температурного контроля режима коксования электродов реализована на 4 термопарах, заведенных с отметки №13. Калориферы мощностью 45 КВт с управляемым обдувом, реализованном на частотных приводах, позволяют поддерживать оптимальную температуру коксования и осуществлять воздушный затвор при скорости от max 0,4…1. На ТЭНах калориферов установлены температурные реле, защищающие последние от перегрева.
На печи №4 и №9 применены хорошо зарекомендовавшие себя системы гидроперепуска электрода и гидроприжима контактных щек электрода. В отличие от традиционной пневматической системы с конструктивно фиксированной величиной перепуска электрода, система 13 гидроперепуска позволяет программно установить любой шаг в пределах 120 мм рабочего хода верхнего разжимного кольца, а так же реализовать "анти-перепуск", т.е. подъем электрода относительно мантеля. При этом с высокой точностью (за счет применения датчиков 11 линейного перемещения Balluf c рабочей длиной 130 мм) отсчитывается и сохраняется величина каждого перепуска и суммарного за смену и за сутки, что позволяет так же относительно точно учитывать угар электродов. Система гидроприжима контактных щек позволяет существенно повысить их срок службы как путем снижения механического истирания перепускаемым электродом, так и через оперативное реагирование на аварийное снижение прижимной силы, локальный перегрев, которые определяются ПЛК через систему 14 контроля - соответствующие датчики давления и температуры охлаждающей жидкости.
Важные параметры работы систем гидроперемещения, гидроперепуска и гидроприжима, такие как давление, температура, уровень и расход жидкости, в различных точках непрерывно контролируется ПЛК с помощью аналоговых и дискретных датчиков фирм JUMO и KROHE, что позволяет немедленно выявлять предаварийное и аварийное состояние конкретных механизмов с индикацией соответствующего сообщения на панелях управления и на рабочей станции. Это дает возможность обслуживающему персоналу оперативно устранять неисправности и сокращает простои оборудования.
Контур III управления дозированием шихты.
Контур, выполняющий функции управления весодозирующим комплексом, выполнен следующим образом.
Имеется система 17 местного управления рольганговым конвейером и дозирующим устройством в виде пульта, также имеет в своем составе весоизмерительный контроллер отгружаемого материала, при помощи которого можно контролировать вес, выполнение задания. На передней панели расположены кнопки управления конвейером - дозатором «грубо-точно». Также в состав шкафа входит силовое оборудование для управления приводами дозирующих устройств и приводами конвейеров рольганговых весов. Конструктивно пульт выполнен в виде шкафа и имеет степень защиты от влаги и пыли IP65 и систему подогрева.
Подвеска каждого дозатора 15 выполнена на трех тензодатчиках 16, подвешенных на цепном шарнирном устройстве, обеспечивающем максимальную степень свободы по двум плоскостям. Взамен дискретных тензоусилителей применен специализированный контроллер (серии Momentum), это повысило надежность и точность системы, а так же существенно упростило настройку и диагностику неисправностей. Схема построена таким образом, что контролируется каждый тензодатчик. В системе 17 управления программно реализован алгоритм обработки весового сигнала и автоматической настройки веса тары и дрейфа нуля. Контур контролирует прохождение каждого компонента шихты, начиная с дозатора 15 и заканчивая загрузкой в печь 1. В результате технологический персонал имеет исчерпывающую информацию по загрузке печи 1 как в целом, так и по труботечкам. Для определения наличия шихты в карманах и труботечках применены стальные шомпола с механическими концевыми выключателями. Открывание лотков дозаторов 15 производится с применением винтомоторов. Предусмотрена возможность изменения навески любого компонента шихты, включая кварцит (только распределение), с пульта 19 управления плавильщика. Ход тележки осуществляется по часовой стрелке с установкой в режиме ожидания под первым дозатором 15.
Для учета шихты и установки навески применены тензовесовые датчики НВМ класса С3.
Физически управление контурами II и III реализовано на одном программируемом контроллере.
Контроллеры связаны между собой технологической сетью ModBus+, обеспечивающей быстродействие 1 Мбит/с (см. фиг.2). Несмотря на очевидные преимущества, такие как высокая помехозащищенность, возможность производить "горячее" отключение/подключение оборудования, надежность и простоту, промышленная сеть ModBus Plus имеет существенный недостаток - ограниченную пропускную способность. По этому для связи ПЛК печи №4 с АРМ старшего мастера цеха применена сеть Ethernet. Более широкая полоса пропускания позволяет передавать на АРМ старшего мастера цеха №1 существенно больший поток данных, что позволяет вести более подробную базу данных.
В настоящее время объединены цеха №№1, 2, 3 в единую сеть Ethernet с возможностью вывода информации на любое рабочее место, что позволяет оперативно контролировать и вмешиваться (по необходимости) в процессы производства ферросилиция (на автоматизированных печах) одному квалифицированному специалисту (см. фиг.3 - технологический экран электрических параметров).
Благодаря применению программируемой аппаратуры в систему управления встроена мощная система диагностики оборудования, целостности сети и всевозможных блокировок от некорректных действий технологического персонала.
Все аварийные сообщения, формируемые системой (концевые выключатели, автоматы, токовые реле, токи …более 300), требуют обязательного квитирования оператором и сохраняются в виде протокола в базе данных на технологическом сервере с фиксацией времени возникновения и времени подтверждения аварии технологическим персоналом.
Для диагностики, отслеживания и получения готовности печи к работе установлены параметры, необходимые и обязательные для протекания технологического процесса плавки, разогрева.
Система управления построена на оборудовании фирмы Schneider Electric, процессорах и модулях серии 140.
В качестве устройства управления на рабочем месте оператора используется устройство ввода и отображения информации - панель Magelis XBT F024310.
В сравнении с прототипом заявляемые способ и система автоматического управления электрическим режимом рудно-термической печи обеспечивают более высокое качество регулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ ЭЛЕКТРОТЕХНОЛОГИЧЕСКИМИ РЕЖИМАМИ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ ТЕХНИЧЕСКОГО КРЕМНИЯ В РУДНОТЕРМИЧЕСКИХ ЭЛЕКТРИЧЕСКИХ ПЕЧАХ | 2013 |
|
RU2556698C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 1991 |
|
RU2014762C1 |
| СИСТЕМА ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ И РАСХОДА ЭЛЕКТРОДА | 2022 |
|
RU2784312C1 |
| Система автоматического управленияРудНОТЕРМичЕСКОй пЕчью | 1977 |
|
SU818037A1 |
| СПОСОБ ВЫПЛАВКИ ФЕРРОСИЛИЦИЯ В РУДОТЕРМИЧЕСКОЙ ПЕЧИ | 2010 |
|
RU2451098C2 |
| Способ автоматического управления положением реакционной зоны в ванне руднотермической электропечи и система для его осуществления | 1990 |
|
SU1765650A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ КАРБИДА КАЛЬЦИЯ | 1993 |
|
RU2080534C1 |
| Дуговая рудно-термическая электропечь | 1990 |
|
SU1765663A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМИЧЕСКОЙ ФОСФОРНОЙ КИСЛОТЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2420452C1 |
| СПОСОБ УПРАВЛЕНИЯ РЕЖИМОМ РАБОТЫ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ ДЛЯ ПОЛУЧЕНИЯ ЦИРКОНИЕВОГО ЭЛЕКТРОКОРУНДА | 2010 |
|
RU2456519C2 |
Изобретения относятся к электротермии. Технический результат - повышение качества регулирования. Электрический режим печи регулируют за счет переключения ступеней напряжения печного трансформатора и/или технологических параметров посредством перемещения электродов. При этом в период между перепусками электрода поддерживают заданный ток электрода путем перемещения его в заданной зоне при контроле тока электрода, положении электрододержателя или воздействии на печной трансформатор. При крайнем нижнем положении электрододержателя определяют положение зоны коксования и расстояние «электрод-под» по сигналу отклонения фактического положения зоны коксования относительно нижнего среза контактной щеки от заданного значения. Оптимизируют электрический режим работы печи, изменяя параметры трансформатора, или после выработки определенного количества электроэнергии корректируют величину перепуска по сигналу коррекции с контура. Перемещение электродов осуществляют непрерывно за счет выполнения контура управления перемещением электродов гидравлическим. Замеряют температуру пода печи и при необходимости поддержания теплового баланса производят обдув днища печи с помощью вентиляторов. 2 н.п. ф-лы, 3 ил.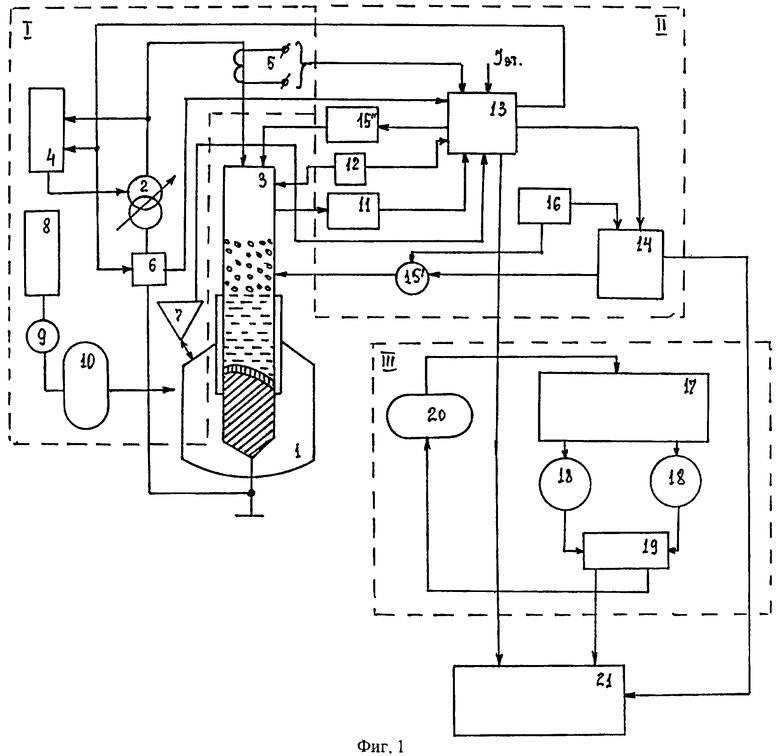
1. Способ автоматического управления электрическим режимом работы рудно-термической печи, включающий регулирование электрического режима печи за счет регулирования электрических параметров путем переключения ступеней напряжения печного трансформатора и/или технологических параметров посредством перемещения электродов для поддержания в период между перепусками электрода заданного тока электрода путем перемещения его в заданной зоне при контроле тока электрода, положения электрододержателя или переключения ступеней напряжения печного трансформатора, при крайнем нижнем положении электрододержателя определяют положение зоны коксования и расстояние «электрод-под», который формируют по сигналу отклонения фактического положения зоны коксования относительно нижнего среза контактной щеки электрода от заданного значения, по которому оптимизируют электрический режим работы печи, переключая ступени напряжения печного трансформатора, или после выработки определенного количества электроэнергии корректируют величину перепуска электродов по сигналу коррекции с контура управления положением электродов, отличающийся тем, что дополнительно измеряют температуру пода печи, а управление перемещением электродов и контроль положения зоны коксования осуществляют непрерывно посредством гидравлического контура регулирования и персонального локального компьютера, при этом в зависимости от температуры пода печи для поддержания оптимального температурного баланса производят обдув днища печи, а также дополнительно регулируют условия схода и состав шихты, контролируя прохождение каждого компонента шихты, начиная с дозатора и кончая загрузкой в печь, для чего определяют наличие шихты в каждом из дозаторов, в карманах и труботечках.
2. Система автоматического управления электрическим режимом работы рудно-термической печи, содержащая контур управления печным трансформатором с устройством переключения ступеней трансформатора, датчики тока и напряжения, контур управления перемещением электродов с последовательно соединенными датчиком положения электродержателя, блоком управления и блоком перемещения электрода, отличающаяся тем, что она снабжена контуром управления дозированием с устройством дозирования в виде дозаторов с тензодатчиками, включающим последовательно соединенные тензодатчики, блоком управления и исполнительным механизмом, соединенным с устройством дозирования, при этом контур управления печным трансформатором снабжен оптическими пирометрами для измерения температуры пода печи, соединенными с устройством управления приводами вентиляторов обдува днища, а контур управления перемещением электродов выполнен гидравлическим в виде гидравлических механизмов прижима контактных щек электрода, гидравлических механизмов перепуска электродов и гидравлических механизмов перемещения электродов.
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 1991 |
|
RU2014762C1 |
| СИСТЕМА УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ТРЕХФАЗНОЙ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 1990 |
|
RU2023350C1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| DE 4415727 A1, 09.11.1995. | |||

