Изобретение относится к электротермии, к печам с самообжигающимися электродами, в частности к системам управления процессом получения фосфора, карбида кальция и т.д.
Режим работы фосфорной печи характеризуется рядом электрических и технологических параметров, а задача управления печью состоит в поддержании этих параметров на определенном уровне, гарантирующем требуемое количество и качество целевого продукта при минимальных затратах электроэнергии, сырья и кокса.
Процесс производства в печах - непрерывный, и остановки связаны только с необходимостью проведения планово-предупредительных и капитальных ремонтов или необходимостью снижения рабочей мощности из-за нарушения электротехнологического режима.
Комплексное решение проблемы управления электротехнологическим режимом до конца еще не реализовано и существуют отдельные локальные системы, которые разработаны для поддержания того или другого параметра, например регулирование электрического режима работы печи, перепуска электрода длины или заглубления электрода и т.п.
Известные системы управления работой руднотермической печью отличатся степенью автоматизации и количеством контролируемых параметров.
Наибольшее распространение получили различные модификации системы управления работой руднотермических печей, известные как регуляторы "Фоскар", в качестве регулируемых параметров в которых используются не только электрические (мощность, ток электрода, напряжение), но и технологические параметры - температура отходящих газов, давление под крышкой печи, положение электрододержателей и т.д.
В качестве регулирующих воздействий в них используется перемещение электродов или переключение ступеней напряжения трансформаторов или оба воздействия одновременно.
Недостатки приведенных систем управления заключаются в том, что они не учитывают таких важных факторов, как зонная структура ванны печи, а также состояние и длину самообжигающегося электрода.
Известные технические решения, сочетающие управление электротехнологического режима с определением длины электрода в ванне печи предназначены для карбидных печей, а точность определения длины электродов фосфорной печи недостаточная вследствие накопления ошибки из-за усреднения удельного сопротивления подэлектродного пространства и невозможности периодического контроля положения электрода, так как фосфорные печи являются закрытыми.
Известный способ контроля внутреннего состояния самообжигающегося электрода фосфорной печи по электрическому параметру, в качестве которого используют высшие гармоники тока электрода, причем по достижении отношения третьей гармоники к первой и определенного значения и одновременном скачкообразном изменении активного сопротивления ванны фиксируют облом или обрыв электрода.
Недостатком известного технического решения является то, что величина гармоники тока электрода зависит от множества факторов (номера ступени напряжения, положения электродов, содержания Р2О5 в шлаке, отхода шихты и т. д.), поэтому для надежного фиксирования состояния электрода нужен дополнительный контроль за рядом параметров.
Кроме того, определение длины электрода сопряжено с дополнительными трудностями, так как требуются дополнительные измерения, контроль и обработка дополнительных параметров, например, высоты рабочей зоны (Нрз), сопротивление фазы и т.п. поэтому оперативно определить длину электрода невозможно.
Наиболее близким техническим решением к изобретению является Система автоматического управления руднотермической печью, содержащая регулятор электрического режима, входы которых соединены с блоками измерения электрических параметров печи, а выходы соединены с блоком перемещения электрода и переключателем ступеней напряжения печного трансформатора, блок определения положения электрода (положение траверсы), соединенный с регулятором электрического режима, а также блок определения положения зоны коксования, выход которого через блок квантования и коррекции соединен с блоком управления перепуском, выход которого через блок запрета соединен с устройством перепуска, причем запрещающий вход блока запрета соединен с одним из выходов блока коррекции.
Суть работы системы заключается в том, что, кроме регулирования электрического режима известными способами, т.е. за счет перемещения электродов и переключения ступеней напряжения, осуществляют перепуск электрода относительно контактных плит, причем величина перепуска или разрешение на перепуск зависит от положения зоны коксования и от степени отклонения ее от заданного значения. Как правило, сигналом на запрос перепуска является два фактора: электрод находится на нижних конечниках или потреблено определенное количество электроэнергии. Такое регулирование снижает вероятность облома электродов, повышает надежность его работы и улучшает качество регулирования.
Недостатком этой системы является то, что она не учитывает положение конца электрода в ванне печи.
В соответствии с зонной теорией строения ванны печи торец электрода должен находиться в рабочей (углеродистой) зоне в верхней ее части или середине, а на практике может случиться ситуация, когда положение зоны коксования нормально и рабочая мощность печи соответствует разрешению на перепуск электрода. В этом случае, если не учитывается положение торца электрода в ванне печи при осуществлении перепуска, электрод оказывает слишком близко к подине, а возможно и в шлаковой зоне, что не должно допускаться, так как шлак перегревается, а подина печи разрушается. Этот момент соответствует тому, что электрод длиннее оптимального для фактического режима работы печи и перепускать электрод было нельзя. Кроме того, если степень скоксованности электрода недостаточна, то возможен скол или облом его.
Цель изобретения - повышение качества регулирования путем повышения надежности работы электрода.
Поставленная цель достигается тем, что в систему автоматического управления электрическим режимом руднотермической печи, содержащую регулятор электрического режима, входы которого соединены с датчиком измерения и контроля электрических параметров, а выходы - с блоками управления приводом перемещения электрода и переключения ступеней напряжения, блок управления перепуском электрода по заданной программе, выход которого через блок запрета соединен с приводом перепуска электрода, а входы - соответственно с выходами блока определения зоны коксования и регулятора электрического режима, дополнительно введены блок определения расстояния электрод-под и два логических элемента ИЛИ, причем входы блока определения расстояния электрод-под соединены с датчиком электрических параметров, а выходы - с соответствующими входами первого и второго элементов ИЛИ, другие входы которых соединены с выходами блока определения зоны коксования, а выходы первого элемента ИЛИ - с входом блока управления перепуском, а второго элемента ИЛИ - с запрещающим входом блока запрета.
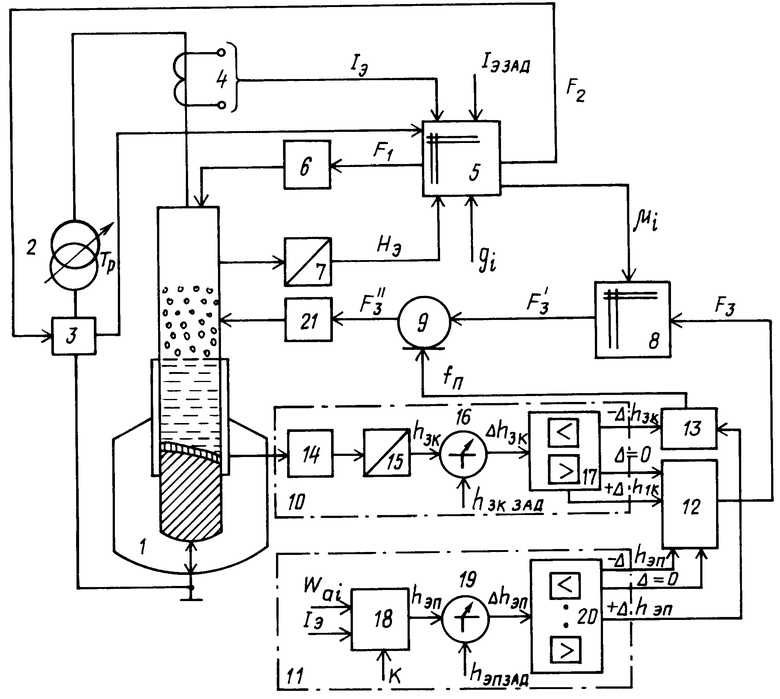
На чертеже приведена блок-схема предлагаемой системы.
Система включает ванну печи 1 с самообжигающимся электродом (на чертеже показан один электрод, но их может быть три, шесть и более в зависимости от типа печи), печной трансформатор 2 с переключателем ступеней напряжения (ПНС) 3, являющимся датчиком напряжения, токовый трансформатор 4, являющийся датчиком тока электрода, которые соединены с входами регулятора 5 электрического режима, другие входы его соединены с задатчиками электрического режима (тока напряжения), а также с выходом блока контроля положения электрододержателя (блок 7) и выходами датчиков технологических параметров (температуры и давления под крышкой печи qi).
Выходы регулятора соединены с входами блока перемещения электрода 6, ПСН 3 (сигналы F1 и F2).
Третий выход регулятора 5 соединен с входом блока 8 управления перепуском электрода, выход которого (F31) через блок 9 запрета соединен с входом исполнительного механизма 21 перепуска электродов.
Система включает также два контура: определения расстояния электрод-под 11 и положения зоны коксования 10.
Контур определения зоны коксования состоит из последовательно соединенных датчика 14 зоны коксования, преобразователя 15, блока 16 сравнения фактического положения hзк с заданным положением зоны коксования hзк зад, блок 17 усилителей, имеющих различную зону срабатывания (чувствительность) и два элемента ИЛИ 12 и 13, являющихся выходными блоками двух контуров 10 и 11. Контур 11 определения расстояния электрод-под состоит из вычислительного устройства 18, входы которого соединены с датчиками электрических параметров, а выход с блоком 19 сравнения фактического hэл и заданного hэпзад. расстояния электрод-под, выход которого соединен с входами блока усилителей 20, включающих несколько усилителей, отличающихся порогом срабатывания (чувствительностью).
Выходы блоков усилителей 17 и 20 соединены с соответствующими входами элементов ИЛИ 12 и 13, причем выход логического элемента ИЛИ 12 соединен с дополнительным входом блока 8 управления перепуском электрода, а логический элемент ИЛИ 13 - с запрещающим входом блока запрета 9 (сигнал fп).
Работает устройство следующим образом.
В период между перепусками регулятор 5 электрического режима поддерживает заданный ток Iэ зад электрода за счет перемещения его в заданной зоне Нрз, воздействуя на блок перемещения электрода 6. В регулятор 5 электрического режима непрерывно поступают сигналы о фактическом токе электрода, положении электрододержателя от блока 7 и других регулируемых параметрах, обозначенных через qi. При отклонении регулируемого параметра регулятор перемещает электрод F1 или воздействует на печной трансформатор F2, поддерживая оптимальный электрический режим. В момент, когда электрододержатель приходит в крайнее нижнее положение, на входе управляющего перепуском блока 8 появляется сигнал μi о запросе разрешения на перепуск электрода. Обычно принято перепуск электрода производить после выработки определенного количества электроэнергии (40 МВт.ч). В блок 8 управления в том и другом случае поступает также сигнал на коррекцию величины перепуска от контура 10 определения положения зоны коксования и расстояния электрод-под (контур 11).
Известно, что для нормальной эксплуатации самообжигающегося электрода желательно, чтобы зона коксования находилась бы на оптимально уровне. Это вызвано тем, что высокое расположение зоны коксования ухудшает электрический контакт между оболочкой электрода и контактной щекой и может привести к возникновению искры между ними, и следовательно, к повреждению оболочки электрода и контактной щеки. Кроме того, высокое положение зоны коксования может вызвать затруднения при проведении перепуска из-за деформации оболочки.
Низкое положение зоны коксования может привести к обрывам электрода и вытеканию жидкой электродной массы в печь, и следовательно, к длительному простою печи.
Оптимальный уровень положения зоны коксования зависит от типа печи, например, для ферросплавных печей это середина контактных щек, а для фосфорной - 1/3 высоты контактной плиты, считая от нижнего ее среза.
Формирование выходного сигнала контура 10 на коррекцию F3 от положения зоны коксования происходит следующим образом: датчик 14 положения зоны коксования определяет фактическое положение зоны относительно нижнего среза контактной щеки.
В блоке 15 эта величина преобразуется в пропорциональный электрический сигнал, который сравнивается с сигналом, пропорциональным оптимальному уровню зоны коксования в блоке 16 сравнения.
Сигнал отклонения фактического положения зоны коксования от оптимального для конкретной печи поступает на вход соответствующего усилителя блока 17. Возможны различные градации отклонения: соответствует оптимальному, меньше и больше, причем в зависимости от принятого шага квантования сигнала зависит и количество усилителей соответствующих чувствительности (порогу срабатывания) в диапазоне значения шага.
В зависимости от значения сигнала отклонения фактического положения зоны коксования от заданного может срабатывать соответствующий усилитель, на входы логических элементов ИЛИ 12 и 13 поступают соответствующие сигналы от контуров 10 и 11, но на выходе их может сформироваться только один сигнал F3 - на выходе первого элемента ИЛИ и сигнал fп на выходе второго элемента ИЛИ.
На выходе блока 16 сравнения всегда присутствуют только один сигнал, а именно: -Δhэк; Δhзк= 0; Δhзк> 0, причем сигналы Δhзк≥0 поступают на вход первого логического элемента ИЛИ 12, а Δhзк<0 - на вход второго логического элемента ИЛИ 13.
Соответственно на выходе блок 19 сравнения также может быть только один из сигналов Δhэп≥0 и Δhэп<0, которые соответственно поступают на входы элементов ИЛИ 12 и 13, причем сигналы Δhэп≅0 - на вход первого элемента ИЛИ, а Δhэп>0 - на вход второго элемента ИЛИ.
Формирование выходных сигналов контура 11 определения расстояния электрод-под осуществляется следующим образом.
Сигналы, пропорциональные рабочей активной мощности печи Раi и току электрода Iэi поступают на вход вычислительного блока 18, в котором реализуется известное уравнение
hэп=КРаф/Iэ2, где Раф - фактическая мощность фазы, МВТ;
Iэ - ток электрода, кА;
К - коэффициент, определяемый по формуле
K=d , где dэ - диаметр электрода или эквивалентный ему, если электроды не круглые, см;
, где dэ - диаметр электрода или эквивалентный ему, если электроды не круглые, см;
β- показатель инерционности (для фосфорных и карбидных печей β=1,0); - усредненное удельное электрическое сопротивление подэлектродного пространства, Ом.см, определяемое для конкретной печи путем статистической обработки результатов ее работы за определенный промежуток времени, как правило 10-12 сут.
- усредненное удельное электрическое сопротивление подэлектродного пространства, Ом.см, определяемое для конкретной печи путем статистической обработки результатов ее работы за определенный промежуток времени, как правило 10-12 сут.
Сигнал, пропорциональный фактическому расстоянию hэп поступает в блок 19 сравнения, где сравнивается с заданным, соответствующим оптимальному расстоянию электрод-под, которое зависит от типоразмера печи.
Так для печей РКЗ-48Ф и им подобным оптимальным является диапазон 0,65-0,9 dэ, а для печей РКЗ-72Ф(80Ф) - в диапазоне 0,75-1,1 dэ.
На выходе блока сравнения формируется сигнал отклонения от заданного значения, который поступает на вход усилителей блока 20 и работает тот усилитель, чувствительности которого соответствует сигнал рассогласования.
В зависимости от величины и полярности сигналов отклонения блоков 16 и 19 сравнения и соответственно срабатывании одного из усилителей блоков 17 и 20 на входе логических элементов 12 и 13 возможна определенная комбинация сигналов на входах и выходах, которые приведены в таблице.
Анализ таблицы показывает, что во всех случаях, когда параметры электрического режима выбраны правильно, то при отклонении положения зоны коксования или расстояния электрод-под в блок 8 управления перепуском поступает запрос о перепуске μi от регулятора 5 и при отсутствии сигнала запрета fп на запрещающем входе блока 9 запрета перепуск осуществляет исполнительный механизм перепуска (блок 21), причем в вариантах 2 и 4 - повышенный. Во всех случаях, когда зона коксования расположена ниже заданного уровня выдается запрет на перепуск (сигнал fп).
В варианте 10 на выходе логических блоков ИЛИ 12 и 13 на выходе формируются сигналы F3 и fп соответственно, но несмотря на то, что отклонение по положению зоны коксования высокое (hзк>hзкзад), а расстояние электрод-под hэп больше заданного, т.е. электрод длинный, поэтому на запрещающем входе блока запрета появляется сигнал запрета fп, а то, что на входе блока 8 управления отсутствует запрос о перепуске, свидетельствует, что электрический режим является неоптимальным, так как неправильно выбирается ток электрода и номер ступени напряжения, т.е. ток надо уменьшить, а напряжение печного трансформатора увеличить. В варианте 11 наоборот необходимо увеличить ток электрода и уменьшить напряжение печного трансформатора.
Такой алгоритм работы системы управления электрическим режимом позволяет повысить надежность работы самоспекающихся электродов, а также качество регулирования за счет своевременной корректировки параметров регулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управленияРудНОТЕРМичЕСКОй пЕчью | 1977 |
|
SU818037A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПЛАВКИ КАРБИДА КАЛЬЦИЯ | 1993 |
|
RU2080534C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ФОСФОРА В ЭЛЕКТРОТЕРМИЧЕСКОЙ ПЕЧИ | 1994 |
|
RU2081818C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВНУТРЕННЕГО СОСТОЯНИЯ САМООБЖИГАЮЩЕГОСЯ ЭЛЕКТРОДА | 1992 |
|
RU2035126C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РАБОТОЙ ФОСФОРНОЙ ПЕЧИ | 1991 |
|
RU2033706C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ РАЗОГРЕВА РУДНОТЕРМИЧЕСКОЙ ПЕЧИ ПОСЛЕ ПРОСТОЯ | 1992 |
|
RU2009422C1 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ РАБОЧЕЙ ЧАСТИ ЭЛЕКТРОДА ЗАКРЫТОЙ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 1991 |
|
RU2007055C1 |
| Способ регулирования плавкой трехфазной трехэлектродной карбидной печи и устройство для регулирования плавкой трехфазной трехэлектродной карбидной печи | 1981 |
|
SU993491A1 |
| Система автоматического управления руднотермической электропечью | 1978 |
|
SU771913A1 |
| СИСТЕМА УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ ТРЕХФАЗНОЙ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 1990 |
|
RU2023350C1 |
Для повышения надежности работы самообжигающихся электродов и футеровки руднотермической печи в известную систему управления электротехнологическим режимом, например, фосфорной электропечи, содержащую регулятор электрического режима и блоки управления перемещением электродов и переключения ступеней напряжения, а также блоки определения положения зоны коксования самообжигающегося электрода и осуществления пропуска его, дополнительно введены блок определения расстояния электрод-под и два логических элемента ИЛИ, соединенные определенным образом между собой и блоками ранее существовавшей системы. Использование изобретения позволяет избежать аварийных ситуаций при перепуске электродов и их коксовании, а также повысить срок службы футеровки. 1 ил, 1 табл.
СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРИЧЕСКИМ РЕЖИМОМ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ, содержащая регулятор электрического режима, входы которого соединены с датчиками электрических параметров, первый и второй выходы - соответственно с блоком управления приводом перемещения электрода и блоком переключения ступеней напряжения, блок управления перепуском электрода по заданной программе, выход которого через блок запрета соединен с приводом перепуска электрода, а первый выход - с третьим выходом регулятора электрического режима, и блок определения положения зоны коксования, отличающаяся тем, что в нее дополнительно введены два логических элемента ИЛИ и блок определения расстояния электрод - под, входы которого соединены с датчиками электрических параметров, первый выход - с первым входом первого элемента ИЛИ, второй и третий выходы - соответственно с первым и вторым входами второго элемента ИЛИ, третий и четвертый входы которого соединены с первым и вторым выходами блока определения положения зоны коксования, соединенного третьим выходом с вторым входом первого элемента ИЛИ, выход которого соединен с запрещающим входом блока запрета, выход второго элемента ИЛИ - с вторым входом блока управления перепуском электрода.
