Предлагаемое изобретение относится к технологии механической обработки металлов давлением при интенсивной пластической деформации и может быть использовано для изготовления нанокристаллических труднодеформируемых металлов или полуфабрикатов с улучшенными физико-механическими свойствами.
Актуальность решаемой изобретением проблемы основана на необходимости разработки новых конструкционных материалов со значительно улучшенными физико-механическими показателями, потому что выбор конструкционных материалов для применения их в конструкциях высокой надежности определяется соотношением между высокими пластичностью и механической прочностью. Металлические материалы обладают наилучшим таким соотношением. Прирост прочностных свойств металлических материалов в производстве был обусловлен в основном разработкой сплавов с новым химическим и фазовым составом. В научных исследованиях наметились новые пути повышения свойств конструкционных материалов за счет целенаправленного формирования микро- и нанокристаллической структуры. Многообразие методов порошковой металлургии - компактирование нанопорошков, интенсивная пластическая деформация (ИПД) - обеспечивает широкие возможности для получения наноматериалов.
Для получения высокоплотных однородных материалов используется всестороннее (изостатическое) прессование, в том числе метод (ИПД) - кручение под высоким давлением.
Обычные методы деформации - прокатка, волочение, прессование и др. - в конечном итоге приводят к уменьшению поперечного сечения заготовки и не позволяют достигать больших степеней измельчения зерна. Нетрадиционные методы (например, равноканальное угловое прессование), позволяют деформировать заготовку без изменения сечения и формы и достигать необходимых высоких степеней деформации и измельчения зерна. К настоящему времени нано- и субмикрокристаллическая структура в ходе ИПД получена в алюминии, железе, титане и их сплавах. Такая структура приводит к улучшению физических и механических свойств.
Известен способ равноканального углового прессования (патент РФ №2240197, МПК B21J 5/00, опубл. 20.11.2004 г.), включающий подготовку образцов, проведение комбинированной интенсивной пластической деформации в сочетании с низкотемпературным отжигом для снятия внутренних напряжений.
К недостаткам известного способа относится имеющий место значительный износ штампа, недостаточно высокие технологичность процесса углового равноканального прессования из-за отсутствия эффективных средств, обеспечивающих защиту от окисления, высокую пластичность и формуемость образцов, триботехнических показателей при повышенных температурах.
Известен в качестве прототипа способ равноканального углового прессования, включающий подготовку образцов металла, очистку, формирование промежуточного пластического слоя из меди или стали в виде оболочек на поверхности образцов и последующее прессование заготовок (И.В.Александров и др., Измельчение микроструктуры в вольфраме интенсивной пластической деформацией, ж. «Физика металлов и металловедение», 2002 г., т.93, №5, с.105-112).
Однако в прототипе не обеспечены возможности уменьшения усилий прессования, улучшения технологичности за счет снижения износа штампа, механических характеристик (пластичности, формуемости) заготовок, сплошности пластического слоя покрытия, уменьшения окисления и триботехнических показателей процесса прессования при повышенных температурах (порядка 450-500°С).
Задачей авторов изобретения является разработка способа равноканального углового прессования заготовок из титана или нержавеющей стали, в котором были обеспечены сравнительно невысокие усилия в процессе прессования, а формуемые при высокой температуре заготовки были бы надежно защищены от окисления, повышены физико-механические показатели готовых изделий.
Новый технический результат при использовании предлагаемого способа заключается в обеспечении возможности уменьшения усилий прессования, улучшения технологичности за счет снижения износа штампа и улучшения механических характеристик (пластичности, формуемости) заготовок, сплошности пластического слоя покрытия, уменьшения окисления и триботехнических показателей процесса прессования при повышенных температурах (порядка 450-500°С).
Указанные задача и новый технический результат обеспечиваются тем, что в известном способе равноканального углового прессования заготовок из титана или нержавеющей стали, включающий подготовку заготовок, их очистку и прессование, согласно изобретению первоначально на поверхность заготовок наносят промежуточный слой из никеля, далее на полученный промежуточный слой наносят пластичный слой меди толщиной не менее 80-100 мкм методом гальванического нанесения покрытия в электролите и осуществляют последующее прессование заготовок при давлении 500-100 МПа в диапазоне температур 450-500°С с сохранением промежуточного и пластичного слоев.
Предлагаемый способ реализуется в следующей последовательности. Первоначально заготовки металла либо из титана, либо из нержавеющей стали, подвергают традиционной механической (в том числе и ультразвуковой) и химической обработке для подготовки поверхности к гальваническому нанесению пластичного слоя, для чего сначала снимают механически наружный слой, состоящий из оксидной пленки и частиц механических загрязнений, затем очищенную поверхность подвергают химическому травлению с использованием минеральных кислот и реагентов.
Затем на подготовленные поверхности гальваническим методом наносят промежуточный слой из цинка, а затем никеля при температуре 70-90°С в течение 20 минут. Как показано экспериментально это в значительной степени способствует повышению адгезионной прочности взаимодействия пластичного слоя с поверхностью образцов.
Контроль толщины промежуточного слоя осуществляют через расчетные промежутки времени, для получения требуемой толщины покрытия (не более 2-5 мкм).
Далее на сформированный промежуточный слой наносят пластичный слой из меди (или кадмия), с использованием электролита на основе сернокислой меди, (или соответственно на основе солей кадмия) до достижения толщины слоя покрытия 80-100 мкм. Контроль толщины слоя меди осуществляют гравиметрическим методом.
Последующие контрольные испытания свидетельствуют о значительном повышение адгезии сформированных поверхностных пленок целевого покрытия с использованием указанной обработки. Результаты испытаний сведены в таблицу 1.
Процесс формирования пластического слоя меди проводят при следующих условиях:
Плотность тока 2 А/дм2.
Время выдержки 4-5 часов.
Температура 40°С.
Толщина покрытия меди 80-100 мкм.
Контроль толщины получаемого слоя покрытия из меди ведут гравиметрическим методом, для чего определяют массу образцов до гальванической металлизации и после.
Затем образцы подвергают комбинированной интенсивной механической обработке при следующих условиях:
- прессование заготовок при давлении порядка ~500 МПа
- диапазон температур прессования 450-500°С.
При реализации метода равноканального углового (РКУ) прессования заготовка неоднократно продавливается в специальной оснастке через два канала с одинаковыми поперечными сечениями, пересекающимися под углом 90°. При необходимости, в случае труднодеформируемых материалов, деформация осуществляется при повышенных температурах или при увеличенных углах пересечения каналов. При этом особые требования предъявляются к термостойкости и прочности оснастки.
В процессе РКУ прессования сильное измельчение микроструктуры может быть достигнуто относительно легко уже после одного или нескольких проходов, как в чистых металлах, так и в сплавах. Однако обеспечение формирования однородных ультрамелкозернистых (УМЗ) структур с большеугловыми границами зерен методом РКУ прессования требует заметно большего числа проходов (как правило, 8 и более).
Использование предлагаемого способа обеспечивает возможность уменьшения усилий прессования, улучшения технологичности за счет снижения износа штампа, повышения числа проходов, что позволяет улучшить механические характеристики (пластичности, формуемости) образца, сплошности пластического слоя покрытия, уменьшения окисления и триботехнических показателей процесса прессования при повышенных температурах (порядка 450-500°С).
Возможность промышленного применения подтверждается следующими примерами конкретного исполнения.
Пример 1. Первоначально проводят подготовку поверхности образцов металла. В условиях данного примера технология нанесения пластического гальванического слоя меди на образцы из титана включает в себя следующие операции:
- пескоструйная обработка;
- обезжиривание в растворе состава (г/л): тринатрийфосфат 35-40,
кальцинированная сода 35-40,
при температуре 60-80°С в течение 10-15 мин в установке УЗ;
- промывка в горячей воде;
- промывка в холодной воде;
- травление в растворе состава (г/л): кислота соляная 15-25,
кислота плавиковая 10-15,
при комнатной температуре в течение 1-2 мин;
- промывка в холодной воде;
- осветление в растворе азотной кислоты (400-900 г/л) при комнатной температуре в течение 25-30 сек;
- промывка в холодной воде;
- активирование в растворе соляной кислоты (380-400 г/л) при комнатной температуре в течение 5-10 сек;
- промывка в холодной воде;
-обработка в этиленгликоле при комнатной температуре в течение 10-15 сек;
- цинкатная обработка в растворе состава (г/л): цинк окись 20-35,
кислота плавиковая 60-90,
этиленгликоль 80-90 мл,
при комнатной температуре в течение 2-4 мин;
- промывка в холодной воде;
- удаление цинкатной пленки в растворе азотной кислоты (400-900 г/л) при комнатной температуре в течение 10-20 сек;
- промывка в холодной воде;
- обработка в этиленгликоле при комнатной температуре в течение 10-15 сек;
- вторая цинкатная обработка в растворе состава (г/л):цинк окись 20-35,
кислота плавиковая 60-90,
этиленгликоль 80-90 мл,
при комнатной температуре в течение 2-4 мин;
- промывка в холодной воде;
- химическое никелирование в растворе состава (г/л): никель сернокислый 30-35,
натрия гипофосфит 20-25,
натрий уксуснокислый 10-15,
кислота уксусная 12 мл/л,
при температуре 70-90°С в течение 15-20 мин;
- промывка в холодной воде;
- меднение в электролите состава (г/л): медь сернокислая 100-250,
кислота серная 50-100,
спирт этиловый ректификат 10-30 мл/л,
плотность тока 2 А/дм2, температура 15-45°С, время 4-5 часов;
- промывка в холодной воде;
- гравиметрический метод контроля толщины медного покрытия;
- прессование заготовок при давлении ~500 МПа в диапазоне температур 450-500°С, при этом промежуточный и пластичный металлические слои сохраняют до момента поставки готовых изделий потребителю.
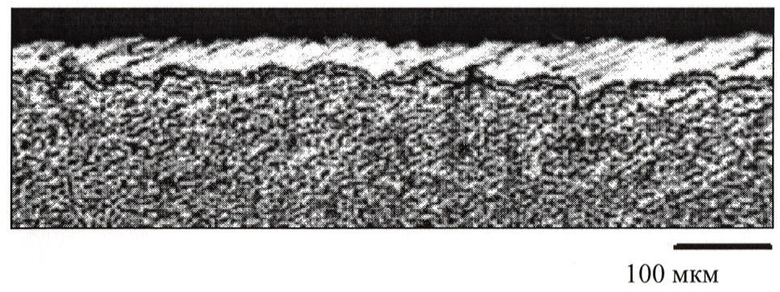
На фото представлен вид образца титана ВТ 1-0 после второго прохода при РКУ прессовании, где видны границы раздела слоев и наноструктура материала.
Результаты контрольных испытаний сведены в таблицу 1.
Пример 2. Первоначально проводят подготовку поверхности образцов металла. В условиях данного примера технология нанесения пластического гальванического слоя меди на образцы из нержавеющей стали 12Х18Н10Т включает в себя следующие операции:
- обезжиривание порошком венской извести;
- промывка в горячей воде;
- промывка в холодной воде;
- травление в растворе состава (г/л): кислота азотная 350-400,
кислота плавиковая 20-25,
при комнатной температуре в течение 20 мин;
- промывка в холодной воде;
- предварительное никелирование в электролите состава (г/л):
никель хлористый 200-250,
кислота соляная 50-100,
плотность тока 3-5 А/дм2, температура 15-25°С, время 5-15 мин;
- промывка в холодной воде;
- меднение в электролите состава (г/л): медь сернокислая 100-250,
кислота серная 50-100,
спирт этиловый ректификат 10-30 мл/л,
плотность тока 2 А/дм2, температура 15-45°С, время 4-5 часов;
- промывка в холодной воде;
- гравиметрический метод контроля толщины медного покрытия;
- прессование заготовок при давлении ~1000 МПа, температуре 450°С, при этом промежуточный и пластичный металлические слои сохраняют до момента поставки готовых изделий потребителю.
Результаты контрольных испытаний сведены в таблицу 1.
Как показали экспериментальные исследования, использование предлагаемого способа обеспечивает возможность уменьшения усилий прессования, улучшения технологичности за счет снижения износа штампа, повышения числа проходов, что позволяет улучшить механические характеристики (пластичности, формуемости) образца, сплошности пластического слоя покрытия, уменьшения окисления и триботехнических показателей процесса прессования при повышенных температурах (порядка 450-500°С).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ОБРАЗЦОВ КОНСТРУКЦИОННЫХ МЕТАЛЛОВ | 2009 |
|
RU2420604C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКОГО СПЛАВА НА ОСНОВЕ ЖЕЛЕЗО-КОБАЛЬТ РАВНОКАНАЛЬНЫМ УГЛОВЫМ ПРЕССОВАНИЕМ | 2013 |
|
RU2536121C2 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЛЯ ПОВЫШЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТИ ОБЪЕМНЫХ ПОЛУФАБРИКАТОВ ИЗ Al-Cu-Mg-Ag СПЛАВОВ | 2013 |
|
RU2534909C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ФОЛЬГИ ДЛЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ | 2010 |
|
RU2424861C1 |
| СПОСОБ ОБРАБОТКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2010 |
|
RU2443786C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ВОЛЬФРАМА | 2005 |
|
RU2297297C1 |
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОБЪЕМНЫХ ПОЛУФАБРИКАТОВ ИЗ AL-CU-MG СПЛАВОВ | 2014 |
|
RU2571993C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ПРУТКОВ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЛЯ МЕДИЦИНСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2014 |
|
RU2562591C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-МАРГАНЕЦ-СКАНДИЙ-ЦИРКОНИЙ | 2010 |
|
RU2453626C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ НА ОСНОВЕ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-СКАНДИЙ | 2011 |
|
RU2465365C1 |
Изобретение относится к технологии механической обработки металлов давлением при интенсивной пластической деформации и может быть использовано для изготовления нанокристаллических труднодеформируемых металлов. Способ включает подготовку, очистку и прессование заготовок. Первоначально на поверхность заготовок наносят промежуточный слой никеля. Далее наносят пластичный слой меди толщиной не менее 80-100 мкм методом гальванического нанесения покрытия в электролите. Затем осуществляют последующее прессование заготовок при давлении 500-1000 МПа в диапазоне температур 450-500°С. В результате обеспечивается уменьшение усилий прессования, улучшение технологичности, улучшение механических характеристик заготовки, уменьшение окисления и триботехнических показателей процесса. 1 ил., 1 табл.
Способ равноканального углового прессования заготовок из титана или нержавеющей стали, включающий подготовку заготовок, их очистку и прессование, отличающийся тем, что первоначально на поверхность заготовок наносят промежуточный слой из никеля, далее на полученный промежуточный слой наносят пластичный слой меди толщиной не менее 80-100 мкм методом гальванического нанесения покрытия в электролите и осуществляют последующее прессование заготовок при давлении 500-1000 МПа в диапазоне температур 450-500°С с сохранением промежуточного и пластичного слоев.
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2003 |
|
RU2240197C1 |
| RU 2006121879 А, 27.12.2007 | |||
| US 2008276681 А1, 13.11.2008 | |||
| JP 2005288519 А, 20.10.2005. | |||

