Группа изобретений (вариантов) относится к технологии интенсивного пластического деформирования заготовок, выполненных из наноструктурных цветных металлов или сплавов с улучшенными механическими свойствами и биомедицинскими свойствами, в частности титана и цирконий-ниобиевого сплава на основе циркония, при получении из них длинномерных прутков для медицинских имплантатов, применяемых в хирургии, ортопедии, травматологии и стоматологии.
Титан, цирконий и ниобий по характеру взаимодействия продуктов коррозии с биологическими тканями входят в группу биосовместимых (инертных) металлов, включающую титан, цирконий, ниобий, тантал, платина и другие (см. описание изобретения «Сплав на основе титана» по патенту РФ №2479657, С22С 14/00, 2013). Цирконий обладает несколько большей, чем у титана, коррозионной стойкостью (почти во всех активных средах). Технологические способы получения циркония обеспечивают чистоту материала выше, чем у титана, но у титана - более высокие прочностные и пластические характеристики, чем у циркония, твердость которого увеличивается в цирконий-ниобиевом сплаве на основе циркония в результате введения ниобия.
Биосовместимость титана, циркония и ниобия, а также требование обеспечения сочетания высоких прочности и пластичности материала протеза без задачи увеличения прочности до большой величины за счет целевого легирования и интенсивной пластической деформации, как, например до величины σВ=1510 МПа (при δ=10%) в предварительно закаленном сплаве Ti15Mo5Zr3Al для машиностроения в результате равноканального углового прессования (РКУП) при 600°C по патенту РФ №2478130, C22C 14/00, C22F 1/18, B82B 3/00, 2013 (т.к. несоответствие прочности и упругости материала протеза и кости приводит к изменению напряжения скелета, резорбции имплантата и выходу его из строя) обосновывают выбор в качестве перспективного материала трансплантатов титана повышенной чистоты и цирконий-ниобиевого сплава Э125 (по мнению заявителя, а также авторов Безгиной Е.В. и др. статьи «Цирконий и титан» в журнале Институт стоматологии, 2001, №3(12), с. 50-54 - сайт в Интернет: http://www.divadent.ru/docs/Zr Ti%202002-7.pdf).
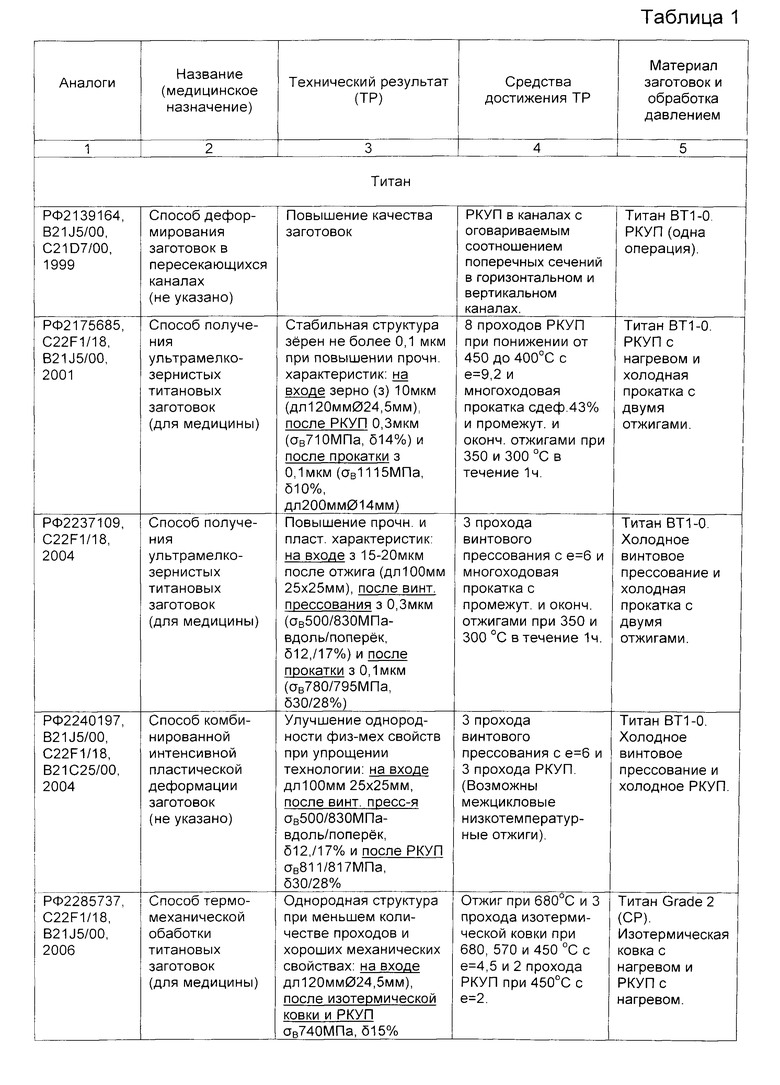
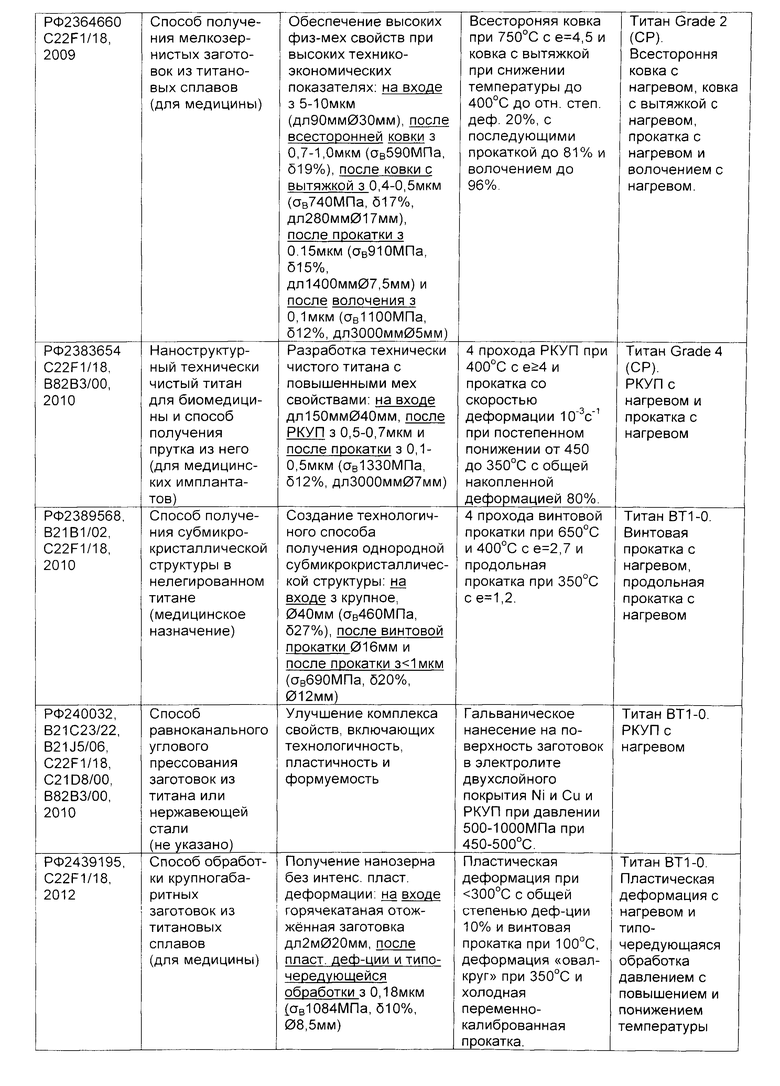
Патентная информация и публикации подтверждают указанную выше тенденцию, отраженную в таблице 1, характеризующей уровень техники в рамках настоящей заявки без выхода на менее эффективные с точки зрения биосовместимости легированные титановые сплавы (например, на сплав Ti6Al4V для медицины с σВ=940 МПа и δ=16% после деформирования в пересекающихся вертикальном и горизонтальном каналах и экструдирования с закалкой и высокотемпературным старением заготовки перед ее деформированием в указанных каналах по патенту РФ №2285740, C22F 1/1, B21J 5/00, 2006), т.к. хром, кобальт, никель, ванадий - биологически несовместимые (токсичные); железо, молибден, алюминий - условно биосовместимые: через капсулу из соединительной ткани (см. описание изобретения к указанному патенту РФ №2479657), и получившую осуществление в интенсивной пластической деформации - РКУП и/или иной термомеханической обработки для повышения прочности технически чистого титана ВТ1-0 и сплава Э125.
Основная практическая задача имплантатного материаловедения в отношении биосовместимых технически чистого титана и сплава Э125 (а также Э110) - достижение высокой прочности и высокой пластичности, а также требуемой формуемости, влияющей на стабильность качества выхода годного и его продольно-поперечные размеры.
Важнейшим фактором решения указанной задачи является эффективность его технологического ресурса.
При относительно большом количестве аналогов, относящихся к титану, в сравнении с аналогами по сплаву Э125 аналоги в таблице 1 в целом, демонстрируя преимущества комбинированных обработок, характеризуются несоответствующим уровню оптимальности и свидетельствующим о наличии резерва улучшения сочетанием достигаемых механических свойств на выходе (и проявляемой при этом формуемости) и эффективности видов этапных обработок, что обосновывает новизну изложенного ниже технического результата заявляемых изобретений-вариантов.
По совпадаемым признакам заявителем выбраны четыре следующих близких заявляемому способу по первому варианту.
Аналог по патенту РФ №2383654 является наиболее близким и представляет собой способ изготовления прутков с нанокристаллической структурой для медицинских изделий, представляющий собой интенсивную пластическую деформацию (РКУП) заготовок, выполненных из титана (технически чистого титана Grade-4), при температуре, не превышающей температуру рекристаллизации титана (400°C), и их последующую обработку давлением (прокатку при постепенном понижении температуры от 450°C до 350°C).
Недостатками этого способа являются, не смотря на большую длину получаемых прутков (3000 мм), сочетание их завышенной прочности (σВ=1330 МПа) и низкой пластичности (δ=12%) и снижающая технологичность обработки давлением на втором этапе необходимость поддерживать постепенное понижение температуры прокатки от 450°C до 350°C, а также явное ухудшение биосовместимости материала прутков из-за использования технически чистого титана типа CP Grade-4, уступающего по чистоте титану ВТ1-0, который в свою очередь является не самым чистым в группе технически чистых титанов, т.к. к более чистым относится титан ВТ1-00).
Аналог по патенту РФ №2175685 является более отдаленным в связи с усложненным температурным режимом РКУП (понижении температуры от 450 до 400°C за 8 проходов РКУП) и иной обработкой давлением (прокаткой), хоть и холодной, усложненной двумя отжигами - промежуточным при 350°C и окончательным при 300°C, а также из-за низкой пластичности (δ=10%) и ограниченной длины заготовок (200 мм) на выходе.
Аналог по патенту РФ №2285737 - тоже более отдаленный в связи с иным порядком РКУП при 450°C (на втором этапе) с резким ограничением длины заготовок и недостаточно высокими прочностью (σВ=740 мПа) и пластичностью (δ=15%) на выходе, а также усложненной температурным режимом иной обработкой давлением (изотермической ковкой при температуре 680, 570 и 450°C) на первом этапе и отжигом при 680°C перед указанной ковкой.
Аналог по патенту US №4686700 - также отдаленный в связи с усложнением РКУП (ЕСАР) режимом экструзии через суженный выходной канал (ЕСАЕ) и температурным режимом ЕСАЕ (с понижением температуры за 8 проходов от 450 до 400°C), а также из-за иной, хоть и холодной, обработки давлением (прокатки или экструзии) с последующим отжигом при 300°C и низкой пластичностью (δ=12,5%) на выходе.
Аналог второго варианта предлагаемого способа, относящийся к сплаву Э125 (см. в таблице 1 приведенную статью), имеет отдаленный характер в связи с одноэтапностью обработки в виде РКУП, недостаточной как для обеспечения высоких механических свойств (прочности и пластичности), так и для изготовления длинномерных прутков.
В качестве прототипа обоих вариантов предлагаемого способа выбран способ изготовления длинномерных металлических прутков с нанокристаллической структурой для медицинских изделий, раскрытый в патенте РФ №2038175, В21В 1/02, 1995.
Технический результат (одинаковый для обоих предлагаемых способов изготовления прутков с нанокристаллической структурой для медицинских изделий) заключается в повышении качества изготавливаемых длинномерных прутков в результате улучшения сочетания прочности и пластичности (обеспечения высокой прочности и повышенной пластичности) материала прутков и его биосовместимости (более высокой в результате снижения содержания нежелательных с точки зрения биосовместимости примесей) за счет повышения эффективности технологии изготовления длинномерных прутков на основе повышения чистоты титана, не менее его 99,5 вес. % содержания, или суммарного процентного содержания циркония и ниобия при содержании ниобия в цирконий-ниобиевом сплаве в интервале 0,9-2,7 вес. % и проведения РКУП и ротационной ковки в соответствии с предлагаемым температурно-скоростным режимом обработки, а также в обеспечении высокостабильного выхода годного после холодной ротационной ковки (без температурных колебаний обработок давлением с нагревом) и актуальном расширении технологического ассортимента интенсивной термомеханической обработки титанового и цирконий-ниобиевого материала заготовок при изготовлении медицинских имплантатов.
Для достижения указанного технического результата в предлагаемом способе изготовления длинномерных металлических прутков с нанокристаллической структурой для медицинских изделий по первому варианту, включающем интенсивную пластическую деформацию заготовки при температуре, не превышающей температуру рекристаллизации материала заготовки, используют заготовки из титана, имеющего чистоту не менее 99,5 вес. %, а интенсивную пластическую деформацию осуществляют в два этапа, причем на первом этапе проводят равноканальное угловое прессование (РКУП) заготовки при общем числе циклов, не менее четырех, и температуре прессования 400-440°C, со скоростью прессования 0,4-1,0 мм/с, с обеспечением формирования в них нанокристаллической структуры со средним размером зерна не более 0,15 мкм, а на втором этапе проводят ротационную ковку заготовки со ступенчатым изменением диаметра и длины при комнатной температуре и скоростью подачи заготовки 10-30 мм/с.
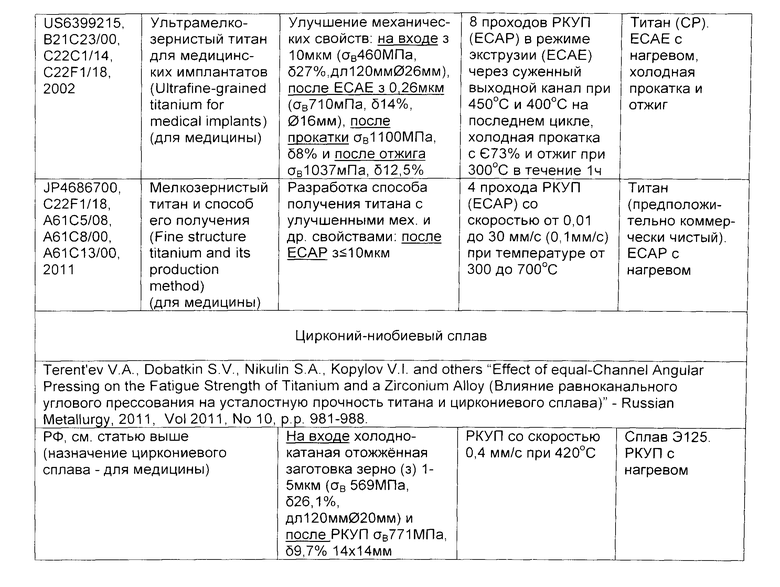
В частном случае заготовку выполняют из титана ВТ1-00, который имеет структуру со средним размером зерна 30 мкм, микротвердость 1590 МПа и относительное удлинение до разрушения не менее 100%, измеряемое при 420°C, РКУП заготовки длиной 200 мм проводят при общем числе циклов, равном 4, температуре прессования 420°C и скорости прессования 0,8 мм/с до получения после РКУП микроструктуры заготовки со средним размером зерна 0,15 мкм, микротвердостью 2350 МПа и относительным удлинением до разрушения 15%, измеренным при комнатной температуре, а на втором этапе осуществляют одиннадцатиступенчатую ротационную ковку заготовки при температуре 20°C со скоростью подачи заготовки 20 мм/с до получения прутка длиной 1000 мм с микротвердостью 2750 МПа и относительным удлинением до разрушения 18%, измеренным при комнатной температуре.
При этом интенсивной пластической деформации могут подвергать заготовку, полученную литьем с ее последующей термомеханической обработкой и предварительным отжигом в течение 2-4 часов при температуре не ниже температуры рекристаллизации титана, с получением относительного удлинения до разрушения не менее 100%, измеренного при температуре РКУП.
Для достижения технического результата, одинакового с техническим результатом от использования способа по первому варианту, в предлагаемом способе изготовления длинномерных металлических прутков с нанокристаллической структурой для медицинских изделий по второму варианту, включающем интенсивную пластическую деформацию заготовки при температуре, не превышающей температуру рекристаллизации материала заготовки, используют заготовку из цирконий-ниобиевого сплава, содержащего ниобий 0,9-2,7 вес. %, а интенсивную пластическую деформацию осуществляют в два этапа, причем на первом этапе проводят РКУП при общем числе циклов, не менее четырех, и температуре прессования 360-400°C, со скоростью прессования 0,4-1,0 мм/с, с обеспечением формирования в них нанокристаллической структуры со средним размером зерна не более 0,15 мкм, а на втором этапе проводят ротационную ковку заготовки со ступенчатым изменением диаметра и длины при комнатной температуре и скоростью подачи заготовки 10-30 мм/с.
В частном случае заготовку выполняют из циркониевого сплава Э125, который имеет структуру со средним размером зерна 25 мкм, микротвердость 1380 МПа и относительное удлинение до разрушения не менее 100%, измеряемое при 380°C, РКУП заготовки длиной 200 мм проводят при общем числе циклов, равном 4, температуре прессования 380°C и скорости прессования 0,6 мм/с до получения после РКУП микроструктуры заговки со средним размером зерна 0,12 мкм, микротвердостью 2670 МПа и относительным удлинением до разрушения 8%, измеренного при комнатной температуре, а на втором этапе осуществляют одиннадцатиступенчатую ротационную ковку заготовки при температуре 20°C со скоростью подачи заготовки 20 мм/с до получения прутка длиной 1000 мм с микротвердостью 3300 МПа и относительным удлинением до разрушения 12%, измеренным при комнатной температуре.
При этом интенсивной пластической деформации могут подвергать заготовку, полученную литьем с последующей термомеханической обработкой и предварительным отжигом в течение 2-4 часов при температуре не ниже температуры рекристаллизации цирконий-ниобиевого сплава, с получением относительного удлинения до разрушения не менее 100%, измеренного при температуре РКУП.
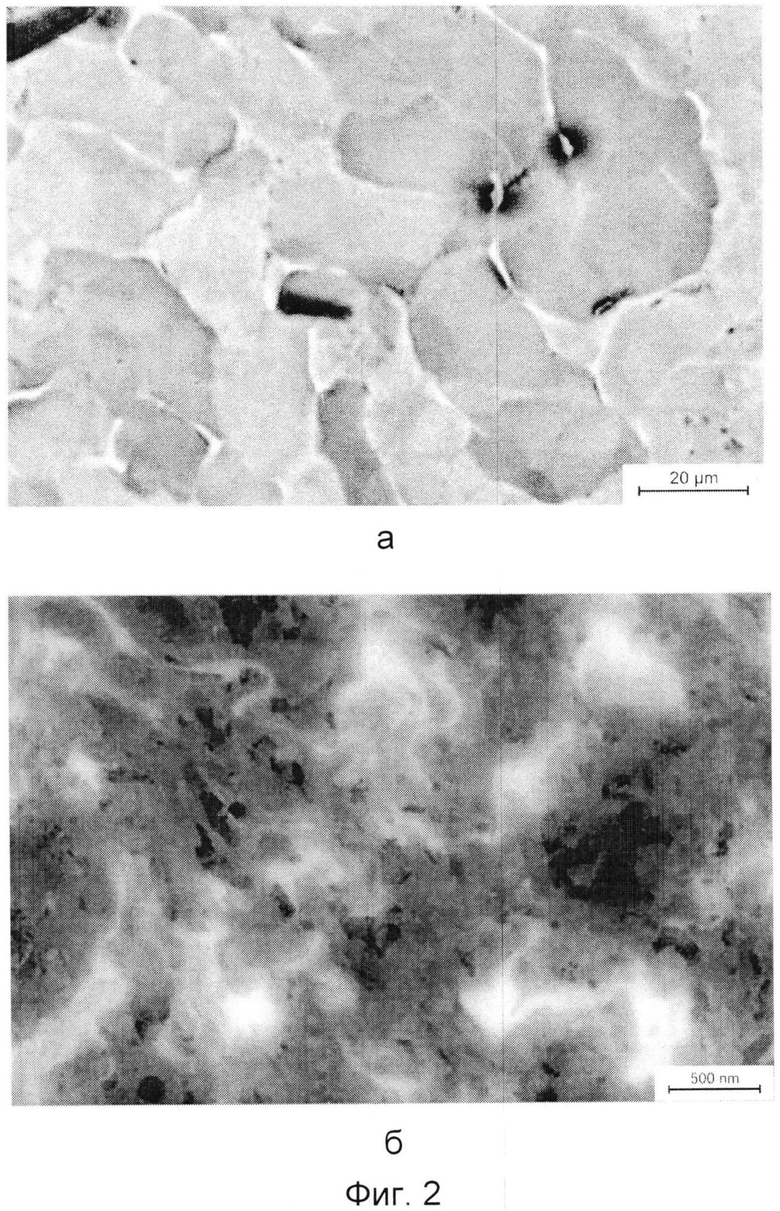
На фиг. 1 представлены микрокристаллическая структура образца технически чистого титана ВТ1-00 (оптическая металлография) исходной заготовки после отжига перед РКУП (фиг. 1а) в соответствии с заявляемым способом по первому варианту и микрокристаллическая структура образца технически чистого титана ВТ1-00 (растровая электронная микроскопия) длинномерного прутка после равноканального углового прессования отожженной исходной заготовки при общем числе циклов прессования, равном 4, и температуре прессования 420°C со скоростью прессования 0,8 мм/с и одиннадцатиступенчатой ротационной ковки заготовки при температуре 20°C со скоростью подачи 20 мм/с заготовок (фиг. 1б) в соответствии с заявляемым способом по первому варианту; на фиг. 2 - микрокристаллическая структура образца сплава Э125 (растровая электронная микроскопия) исходной заготовки перед отжигом и РКУП (фиг. 2а) в соответствии с заявляемым способом по второму варианту и микрокристаллическая структура образца сплава Э125 (растровая электронная микроскопия) длинномерного прутка после равноканального углового прессования отожженной исходной заготовки при общем числе циклов прессования, равном 4, со скоростью прессования 0,8 мм/с при температуре деформации TРКУП=420°C и одиннадцатиступенчатой ротационной ковки заготовки со скоростью подачи 20 мм/с заготовок при температуре 20°C (фиг. 2б) в соответствии с заявляемым способом по второму варианту.
Предлагаемый способ изготовления прутков с нанокристаллической структурой для медицинских изделий по обоим вариантам осуществляют следующим образом.
В описываемом примере исходные крупнокристаллические заготовки из титана ВТ1-00 с исходным размером зерна 30 мкм или сплава Э125 с исходным размером зерна 25 мкм (см. фиг. 1а и 2а) длиной 200 мм и поперечными размерами 14×14 мм (указанные размеры одинаковы для обоих вариантов способа изготовления) подвергают отжигу, соответственно при 560 или 520°C, в течение 2 ч, затем четырем циклам РКУП в инструменте с углом пересечения рабочего и выходного каналов 90° на установке для РКУП по маршруту Bс (заготовку перед каждым повторным циклом поворачивают на угол 90° вокруг своей продольной оси) со скоростью деформации, соответственно 0,8 или 0,6 мм/с, и при температуре прессования, соответственно 420 или 380°C, и затем одиннадцатиступенчатой (в бойках с внутренним диаметром: 17,9, 16,0, 14,3, 12,8, 11,5, 10,0, 9,2, 8,2, 7,3, 6,6 и 6,0 мм) ротационной ковке со скоростью подачи заготовки 20 мм/с при комнатной температуре до получения прутков длиной 1000 мм и диаметром 6 мм.
При этом в качестве оборудования для проведения РКУП можно использовать гидравлический пресс для объемной штамповки FICEP HF 400L, обеспечивающий высокоскоростную деформацию металлов и сплавов (не менее 60 мм/с при усилии 4000 кН) с использованием принципа гидравлической передачи давления на заготовку, и для проведения ротационной ковки - ротационно-ковочный станок НМР R5-4, обеспечивающий получение заданной скорости вращения вала не менее 300 оборотов в минуту и заданной частоты ковки не менее 2100 ударов в минуту, изготовление осесимметричных изделий, внешний диаметр которых составляет от 5 до 30 мм, и контроль и управление нагревом заготовки в термокамере, интегрированной с установкой, размерами не менее 200×1000×150 мм в диапазоне температур от 100 до 1250°C с точностью ±5°C предварительно и в процессе изготовления изделия.
Причем, длинномерные прутки из титана ВТ1-00 или сплава Э125 на выходе имеют нанокристаллическую микроструктуру со средним размером зерна, соответственно 0,15 и 0,12 мкм (см. фиг. 1б и 2б).
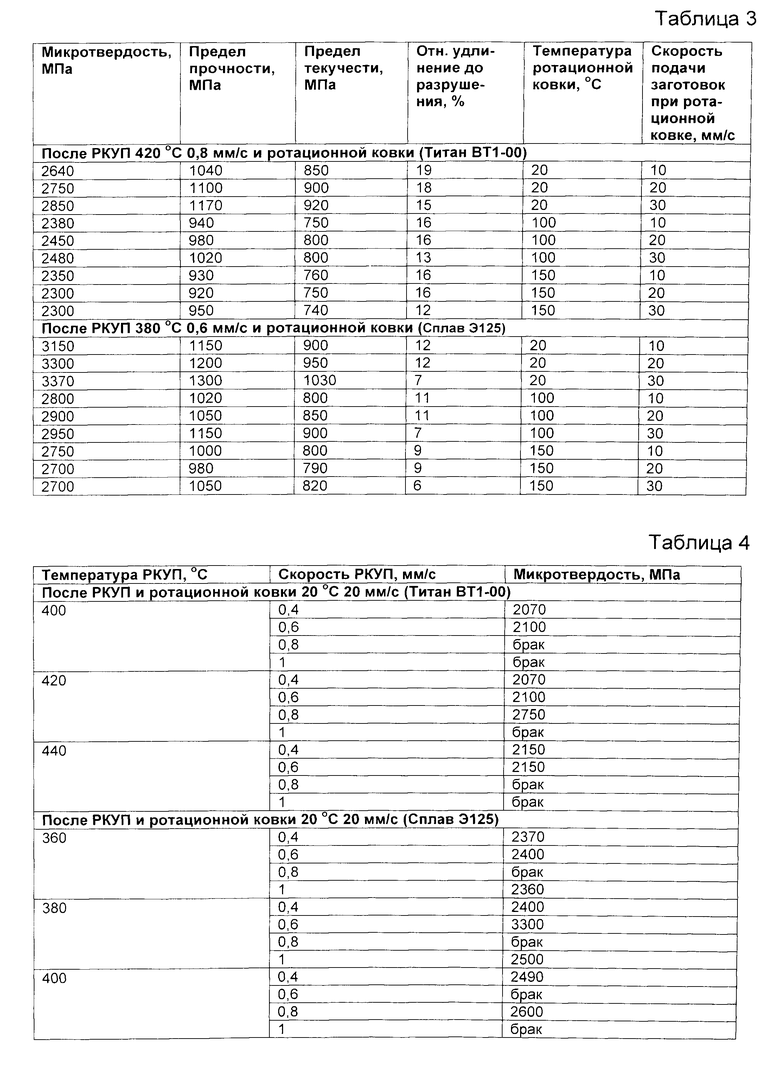
Механические свойства, достигаемые при осуществлении предлагаемых способов (вариантов) представлены в таблицах 2-4.
Данные о механических свойствах получены с использованием стандартных методов механических испытаний с использованием универсальной разрывной машины «Tinus Olsen H25K-S».
Оптимальные механические свойства титана ВТ1-00 и сплава Э125 после РКУП указаны в таблице 2.
В таблице 3 приведены примеры осуществления РКУП и ротационной ковки для титана ВТ1-00 и сплава Э125 в пределах предлагаемых температурно-скоростных интервалов ротационной ковки, механические свойства в которых обосновывают выбор этих интервалов.
Микротвердость материала заготовок после РКУП, приведенная в таблице 4 для заявляемых способов по обоим вариантам, подтверждает получение высокой прочности в пределах предлагаемых температурно-скоростных интервалов РКУП.
Выход из них на 10-15% по температурному параметру РКУП в сторону понижения приводил к разрушению материала заготовок (заготовки крошились), а сторону повышения - к увеличению зерна до 1 мкм и выше, а также к преждевременному и нежелательному в производстве износу штампа. Отклонения в обе стороны по скоростному параметру РКУП приводил к уменьшению прочности титана ВТ1-00 и сплава Э125.
По скоростным режимам ротационной ковки ситуация подобна изложенной выше с ограничением верхней скоростной границы возможностями оборудования.
Предлагаемое процентно-весовое содержание титана и цирконий-ниобиевого сплава определилось технологически достижимыми возможностями отечественной и зарубежной промышленности, располагающей группой технически чистого титана и цирконий-ниобиевого сплава с уменьшенным в соответствии с указанными в самостоятельных пунктах формулы группы заявляемых изобретений (вариантов) содержанием отрицательно влияющих на биосовместимость и пластичность примесей, например титан ВТ1-00 или Grade 1 и сплавы Э110 и Э125, с исключением из допустимых материалов титана ВТ1-0 и Grade 2-4, а также сплавов Э635 и 3ирло (США).
Использование сплава Э110 наряду с Э125 соответствует требованиям высоких прочности и пластичности после РКУП и ротационной ковки.
В результате изложенного создана возможность обеспечения оптимального сочетания механических свойств (высоких прочности и пластичности) титана и цирконий-ниобиевого сплава и эффективной технологии получения из них длинномерных прутков для медицинских имплантатов и одновременного повышения их биосовместимости, позволяющих повысить качество получаемых прутков в соответствии с потребностями медицины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения объёмных наноструктурированных полуфабрикатов из сплавов с памятью формы на основе никелида титана (варианты) | 2019 |
|
RU2717764C1 |
| Способ получения заготовок из технически чистого титана с размером зерна менее 0,4 мкм | 2015 |
|
RU2622536C2 |
| Способ комбинированной обработки титана для биомедицинского применения | 2023 |
|
RU2823221C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКА ИЗ СПЛАВОВ СИСТЕМЫ ТИТАН-НИКЕЛЬ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2023 |
|
RU2828806C1 |
| НАНОСТРУКТУРНЫЙ СПЛАВ ТИТАН-НИКЕЛЬ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ И СПОСОБ ПОЛУЧЕНИЯ ПРУТКА ИЗ НЕГО | 2012 |
|
RU2503733C1 |
| НАНОСТРУКТУРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ЧИСТОГО ТИТАНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2492256C9 |
| Способ комбинированной термомеханической обработки сплава системы титан-цирконий-ниобий для получения длинномерных прутковых полуфабрикатов | 2024 |
|
RU2840357C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ЗАГОТОВОК | 2013 |
|
RU2529604C1 |
| НАНОСТРУКТУРНЫЙ ТЕХНИЧЕСКИ ЧИСТЫЙ ТИТАН ДЛЯ БИОМЕДИЦИНЫ И СПОСОБ ПОЛУЧЕНИЯ ПРУТКА ИЗ НЕГО | 2008 |
|
RU2383654C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ В ВИДЕ ПРУТКА | 2010 |
|
RU2417857C1 |
Изобретение относится к области металлургии, а именно к изготовлению длинномерных прутков с нанокристаллической структурой для медицинских изделий. Способ включает интенсивную пластическую деформацию заготовки при температуре, не превышающей температуру рекристаллизации материала заготовки. Используют заготовки из титана или цирконий-ниобиевого сплава. Интенсивную пластическую деформацию осуществляют в два этапа, на первом этапе проводят равноканальное угловое прессование (РКУП) заготовки при общем числе циклов не менее четырех, а на втором этапе проводят ротационную ковку заготовки со ступенчатым изменением диаметра и длины при комнатной температуре. Повышаются механические характеристики прутков. 2 н. и 4 з.п. ф-лы, 2 ил., 4 табл.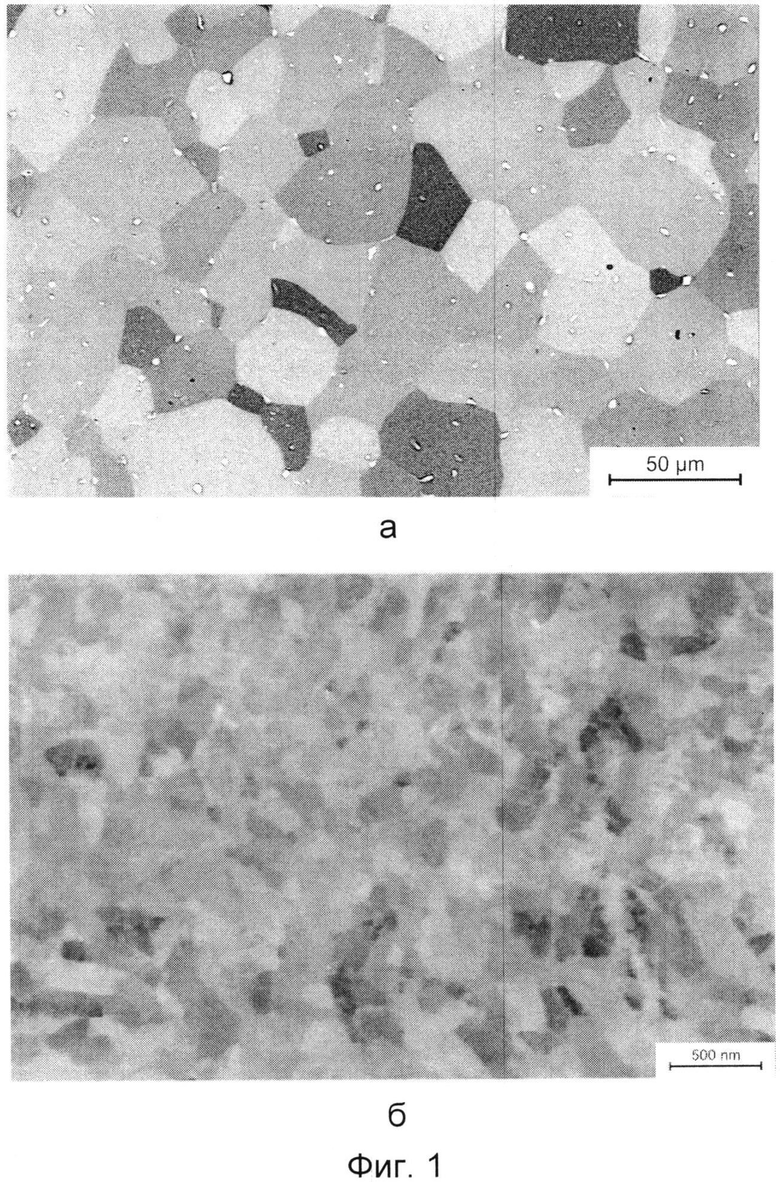
1. Способ изготовления длинномерных металлических прутков с нанокристаллической структурой для медицинских изделий, включающий интенсивную пластическую деформацию заготовки при температуре, не превышающей температуру рекристаллизации материала заготовки, отличающийся тем, что используют заготовки из титана, имеющего чистоту не менее 99,5 вес.%, а интенсивную пластическую деформацию осуществляют в два этапа, причем на первом этапе проводят равноканальное угловое прессование (РКУП) заготовки при общем числе циклов не менее четырех и температуре прессования 400-440°C, со скоростью прессования 0,4-1,0 мм/с, с обеспечением формирования в них нанокристаллической структуры со средним размером зерна не более 0,15 мкм, а на втором этапе проводят ротационную ковку заготовки со ступенчатым изменением диаметра и длины при комнатной температуре и скоростью подачи заготовки 10-30 мм/с.
2. Способ по п. 1, отличающийся тем, что заготовку выполняют из титана ВТ1-00, который имеет структуру со средним размером зерна 30 мкм, микротвердость 1590 МПа и относительное удлинение до разрушения не менее 100%, измеряемое при 420°C, РКУП заготовки длиной 200 мм проводят при общем числе циклов, равном 4, температуре прессования 420°C и скорости прессования 0,8 мм/с до получения после РКУП микроструктуры заготовки со средним размером зерна 0,15 мкм, микротвердостью 2350 МПа и относительным удлинением до разрушения 15%, измеренным при комнатной температуре, а на втором этапе осуществляют одиннадцатиступенчатую ротационную ковку заготовки при температуре 20°C со скоростью подачи заготовки 20 мм/с до получения прутка длиной 1000 мм с микротвердостью 2750 МПа и относительным удлинением до разрушения 18%, измеренным при комнатной температуре.
3. Способ по п. 1, отличающийся тем, что интенсивной пластической деформации подвергают заготовку, полученную литьем с ее последующей термомеханической обработкой и предварительным отжигом в течение 2-4 ч при температуре не ниже температуры рекристаллизации титана, с получением относительного удлинения до разрушения не менее 100%, измеренного при температуре РКУП.
4. Способ изготовления длинномерных металлических прутков с нанокристаллической структурой для медицинских изделий, включающий интенсивную пластическую деформацию заготовки при температуре, не превышающей температуру рекристаллизации материала заготовки, отличающийся тем, что используют заготовку из цирконий-ниобиевого сплава, содержащего ниобий 0,9-2,7 вес.%, а интенсивную пластическую деформацию осуществляют в два этапа, причем на первом этапе проводят РКУП при общем числе циклов не менее четырех и температуре прессования 360-400°C, со скоростью прессования 0,4-1,0 мм/с, с обеспечением формирования в них нанокристаллической структуры со средним размером зерна не более 0,15 мкм, а на втором этапе проводят ротационную ковку заготовки со ступенчатым изменением диаметра и длины при комнатной температуре и скоростью подачи заготовки 10-30 мм/с.
5. Способ по п. 4, отличающийся тем, что заготовку выполняют из циркониевого сплава Э125, который имеет структуру со средним размером зерна 25 мкм, микротвердость 1380 МПа и относительное удлинение до разрушения не менее 100%, измеряемое при 380°C, РКУП заготовки длиной 200 мм проводят при общем числе циклов, равном 4, температуре прессования 380°C и скорости прессования 0,6 мм/с до получения после РКУП микроструктуры заговки со средним размером зерна 0,12 мкм, микротвердостью 2670 МПа и относительным удлинением до разрушения 8%, измеренного при комнатной температуре, а на втором этапе осуществляют одиннадцатиступенчатую ротационную ковку заготовки при температуре 20°C со скоростью подачи заготовки 20 мм/с до получения прутка длиной 1000 мм с микротвердостью 3300 МПа и относительным удлинением до разрушения 12%, измеренным при комнатной температуре.
6. Способ по п. 4, отличающийся тем, что интенсивной пластической деформации подвергают заготовку, полученную литьем с последующей термомеханической обработкой и предварительным отжигом в течение 2-4 ч при температуре не ниже температуры рекристаллизации цирконий-ниобиевого сплава, с получением относительного удлинения до разрушения не менее 100%, измеренного при температуре РКУП.
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2159162C2 |
| НАНОСТРУКТУРНЫЙ ТЕХНИЧЕСКИ ЧИСТЫЙ ТИТАН ДЛЯ БИОМЕДИЦИНЫ И СПОСОБ ПОЛУЧЕНИЯ ПРУТКА ИЗ НЕГО | 2008 |
|
RU2383654C1 |
| US 6399215 B1, 04.06.2002 | |||
| CN 103343303 A, 09.10.2013 | |||

