Изобретение относится к области обработки металлов давлением, в частности к технологии и оборудованию листовой прокатки на реверсивном толстолистовом стане.
Известен способ производства штрипса для магистральных труб из низкоуглеродистой стали, включающий нагрев непрерывнолитой заготовки, черновое обжатие этой заготовки по толщине, подстуживание полученной промежуточной заготовки на воздухе, чистовое обжатие путем прокатки на реверсивном толстолистовом стане со степенью относительной деформации 3-12% в каждом проходе до получения заданной толщины готового штрипса, а также регламентированное ускоренное охлаждение полученного штрипса за счет подачи воды на лицевые поверхности и его последующее замедленное охлаждение, которое производят естественным путем на воздухе после штабелирования полученных штрипсов в стопу [1].
При реализации этого способа черновое обжатие непрерывнолитой заготовки по толщине производится на реверсивном толстолистовом стане. В связи с особенностями процесса формоизменения при прокатке для осуществления требуемого обжатия необходимо несколько проходов. Процесс характеризуется значительным продольным удлинением и относительно небольшими сдвиговыми деформациями в высотном направлении (по толщине заготовки) за проход при сравнительно небольших обжатиях. Такой характер формоизменения не всегда обеспечивает дробление исходных зерен аустенита, что препятствует получению требуемой мелкозернистой структуры металла. В то же время увеличение единичного обжатия за проход ограничено допустимой нагрузкой на стан. Для получения требуемой структуры используется подстуживание полученной промежуточной заготовки (подката) после черновой прокатки, осуществляемое во время специальной междеформационной паузы между черновой и чистовой прокаткой. При этом подкат выдерживают на воздухе на рольганге стана до достижения им заданной температуры (естественное охлаждение), чтобы избежать деформации в неблагоприятном температурном диапазоне. В это время на стане прокатывают другие заготовки. Однако данная технология не всегда обеспечивает получение высоких прочностных и пластических свойств готового штрипса, соответствующих современным требованиям к материалу труб большого диаметра для магистральных трубопроводов. Это во многом связано с недостаточной степенью проработки структуры заготовки в процессе черновой прокатки. Кроме того, пауза может достигать 10-20 мин, что усложняет работу оператора стана (необходимо контролировать сразу несколько заготовок в линии стана) и приводит к снижению производительности оборудования (много дополнительных операций по реверсивной транспортировке подкатов).
Очевидно, что необходимость освоения производства новых видов высокопрочного штрипса для магистральных труб из низкоуглеродистых сталей обуславливает целесообразность разработки технических решений, обеспечивающих получение более высокого уровня механических свойств готовой продукции и повышение ее качества за счет получения максимально мелкозернистой структуры готового проката при высокой производительности. Это обуславливает актуальность разработки способа производства штрипса для магистральных труб, обеспечивающего более высокую проработку структуры на стадии чернового обжатия при устранении или уменьшении времени паузы для промежуточного подстуживания заготовки на рольганге.
Известно, что обжатие заготовки по высоте с получением ее значительного удлинения и при минимальном уширении может быть достигнуто за счет применения метода кузнечной протяжки [2]. Данный метод предусматривает подачу заготовки в раствор бойков пресса на величину шага и обжатие по высоте полосового (в плане) участка заготовки, находящегося под бойками. При этом происходит одновременное уширение этой полосы в поперечном направлении. Поскольку в плане длина обжимаемой полосы многократно превышает ее ширину, силы трения между рабочей поверхностью бойков и поверхностью металла не позволяют последнему течь вдоль этой длины. Металл течет в направлении ширины полосы, которая получает соответствующее приращение и увеличивается. Одновременно на ту же величину увеличивается длина исходной заготовки. Иначе говоря, имеет место удлинение заготовки. Затем осуществляют следующую подачу заготовки в раствор бойков пресса на величину шага и следующее обжатие аналогичного полосового участка до такой же толщины. При этом ширина полосы получает очередное приращение и длина заготовки опять увеличивается. После завершения прохода, т.е. проведения таких обжатий по всей длине заготовки, эта длина увеличивается на суммарную величину всех приращений. Аналогичную схему деформации реализуют в следующих проходах до получения изделия требуемой толщины и длины. Очевидно, что процесс кузнечной протяжки, реализуемый на гидравлическом прессе, обеспечивает получение значительных сдвиговых деформаций заготовки в поперечном (вертикальном) направлении. При этом может быть достигнуто не только измельчение зерна аустенита при высокотемпературной деформации, но и разрушение неметаллических включений в металле заготовки, отрицательно сказывающихся на качестве металла. Однако использование этого процесса в массовом производстве листовой продукции сдерживается его низкой производительностью и недостаточно высоким качеством прокованной поверхности.
Цель изобретения - повышение качества штрипса для труб большого диаметра при одновременном увеличении производительности стана за счет сокращения технологического цикла обработки заготовки на этом стане (времени прокатки).
Для решения этой задачи в известном способе производства штрипса для магистральных труб из низкоуглеродистой стали, включающем нагрев непрерывнолитой заготовки, черновое обжатие этой заготовки по толщине, подстуживание полученной промежуточной заготовки на воздухе, чистовое обжатие путем прокатки на реверсивном толстолистовом стане со степенью относительной деформации 3-12% в каждом проходе до получения заданной толщины готового штрипса, а также регламентированное ускоренное охлаждение полученного штрипса за счет подачи воды на лицевые поверхности и его последующее замедленное охлаждение, которое производят естественным путем на воздухе после штабелирования полученных штрипсов в стопу, поставленная цель достигается тем, что черновое обжатие заготовки по толщине осуществляют методом пошаговой деформации при кузнечной протяжке на прессе не менее чем за два прохода, причем указанную протяжку производят в поперечном направлении относительно оси исходной непрерывнолитой заготовки до получения толщины, составляющей 2,5…6 толщин готового штрипса, и ширины, соответствующей ширине готового штрипса, а подстуживание полученной после протяжки промежуточной заготовки осуществляют естественным путем на воздухе, в процессе штабелирования таких заготовок в стопу, состоящую не менее чем из трех штук, и транспортировки указанной стопы на нагревательную печь, в которой производят повторный подогрев каждой промежуточной заготовки до температуры не более 850°С с последующей чистовой прокаткой на реверсивном толстолистовом стане при обычном режиме обжатий до получения заданной толщины готового штрипса, причем ось исходной непрерывно-литой заготовки совпадает с осью прокатки, а ускоренное водяное охлаждение штрипса после его прокатки осуществляют до температуры 350…600°C, с последующим замедленным охлаждением в стопе.
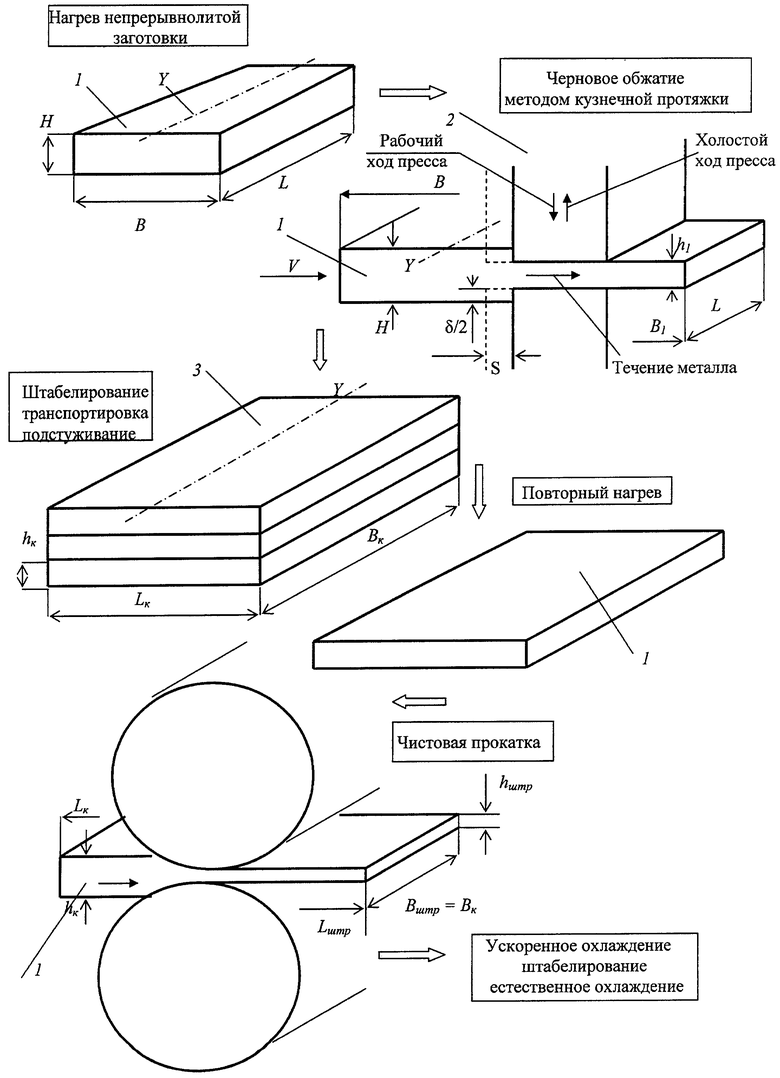
На чертеже представлена последовательность операций при производстве трубного штрипса согласно предложенному способу.
Способ производства штрипса для магистральных труб из низкоуглеродистой стали реализуют следующим образом (см.чертеж). Нагретую непрерывнолитую заготовку 1 толщиной H, шириной B и длиной L извлекают из нагревательной печи прессового цеха и подают в рабочую зону вертикального гидравлического пресса 2. На прессе производят черновое обжатие заготовки по толщине h методом пошаговой деформации при кузнечной протяжке не менее чем за два прохода. При этом указанную протяжку производят в поперечном направлении относительно продольной оси Y исходной непрерывнолитой заготовки, т.е. сначала заготовку устанавливают таким образом, что данная ось параллельна фронтальной плоскости бойков пресса. Затем осуществляют подачу заготовки 1 в раствор бойков пресса на величину шага S с последующим обжатием по высоте Н полосового участка заготовки шириной S и длиной L, находящегося между бойками. Практически происходит осадка (обжатие) этого участка на величину δ до получения толщины h1 при одновременном удлинении в поперечном направлении (перпендикулярно оси Y). После ряда последовательных обжатий на толщину h1 (шагов кузнечной протяжки) общая ширина заготовки B достигает величины B1. Аналогично производят следующий проход, при котором заготовку обжимают до толщины h2 и ширины B2 при неизменной длине L. Соответственно в результате кузнечной протяжки толщина исходной заготовки H уменьшается, а ее ширина B увеличивается и после завершения чернового обжатия (кузнечной протяжки) должна соответствовать ширине готового штрипса Bштр, определяемой диаметром трубы, для которой он предназначен (развертка трубы). Конечная толщина заготовки 1 после двух или более проходов должна составлять hk=(2,5…6)·hштр, где hштр - толщина готового штрипса, что позволяет обеспечить высокой уровень механических свойств. Следует отметить, что большему числу проходов n соответствует более высокое качество поверхности заготовки 1. При этом единичное обжатие за проход составляет δ≈(H - hk)/n. Таким образом, при помощи кузнечной протяжки получают промежуточную заготовку с шириной Bк, соответствующей ширине готового штрипса Bштр, и толщиной hk.
Полученные после протяжки промежуточные заготовки штабелируют в стопу 3, состоящую не менее чем из трех штук, и транспортируют в прокатный цех. В процессе укладки и транспортировки заготовок осуществляют их подстуживание естественным путем на воздухе. После транспортировки указанной стопы в прокатный цех промежуточные заготовки подают в нагревательную печь, в которой производят их повторный подогрев до температуры не более 850°C.
Нагретые до заданной температуры T≤850°C промежуточные заготовки передают на реверсивный толстолистовой стан, где производят их чистовую прокатку при обычном для данного класса сталей режиме обжатий со степенью деформации 3-12% в каждом проходе, до получения заданной толщины готового штрипса. Ось исходной заготовки Y совпадает с осью прокатки, т.е. прокатка является продольной. Ширина прокатанного штрипса Bштр остается соответствующей ширине промежуточной заготовки Bк. В то же время габаритный размер Lк в ходе прокатки увеличивается до длины готового штрипса Lштр.Поскольку деформация происходит в благоприятной температурной области, в металле формируется мелкозернистая структура требуемой морфологии.
После прокатки производят регламентированное ускоренное охлаждение полученного штрипса до температур не более 350…600°С в специальной душирующей установке путем подачи воды на лицевые поверхности листа, способствующее получению необходимой феррито-бейнитной или бейнито-мартенситной структуры в зависимости от требуемого класса прочности. Последующее замедленное охлаждение штрипса осуществляют естественным путем на воздухе после штабелирования прокатанных листов в стопу.
Применение предложенного способа прокатки способствует получению требуемого технического эффекта, предусматривающего повышение качества штрипса для труб большого диаметра. Изменение схемы деформации непрерывнолитой заготовки на черновой стадии обработки способствует более глубокой проработке структуры металла, измельчению исходного аустенитного зерна, разрушению неметаллических включений, т.е. обеспечивает требуемый уровень механических свойств и, соответственно, высокое качество проката. Одновременно достигается увеличение производительности стана за счет сокращения технологического цикла обработки заготовки (машинного времени прокатки). Операция черновой деформации переносится со стана на пресс, поэтому машинное время обработки заготовки на стане сокращается более чем вдвое. Если при работе по традиционной схеме машинное время стана для прокатки одного листа составляет около 11 мин (2 мин подача заготовки от печи на стан + 3 мин черновая прокатка +1 мин отвод подката в зону захолаживания + 1 мин подвод заготовки для чистовой прокатки + 3 мин чистовая прокатка + 1 мин транспортировка заготовки от стана к устройству ускоренного охлаждения), то при использовании предложенного технического решения весь цикл прокатки занимает около 6 мин (2 мин подача заготовки от печи на стан + 3 мин чистовая прокатка + 1 мин транспортировка заготовки от стана к устройству ускоренного охлаждения).
Применение способа поясняется примером его реализации. В рамках экспериментального определения оптимальных параметров процесса использовали заготовку с размерами H×B×L → 315×1850×1600 мм для производства штрипса толщиной 21,6 мм из стали K60. После предварительного нагрева указанной заготовки ее подвергли обжатию в режиме кузнечной протяжки на вертикальном гидравлическом прессе усилием 3200 т до размеров 176×3300×1600 мм, используя предложенное техническое решение. При этом для стационарного процесса использовали три прохода с обжатием за проход δ~46 мм и с условным шагом подачи S ~ 166 мм. Шаг подачи был выбран из расчета усилия обжатия, которое не должно превышать 3200 т. После кузнечной протяжки заготовку подвергали чистовой прокатке в продольном направлении на стане 5000 до размера готового листа 21,6×3300×13080 мм. В целом процесс чистовой прокатки производили в обычном режиме. В ходе эксперимента варьировали число проходов кузнечной протяжки, толщину промежуточной заготовки, число промежуточных заготовок при их штабелировании в стопу, температуру нагрева промежуточных заготовок перед чистовой прокаткой, температуру конца ускоренного водяного охлаждения.
Установлено, что если проводить кузнечную протяжку за один проход, то возможно появление трещин на боковой поверхности заготовки, связанное со значительным бочкообразованием при осадке. Кроме того, в этом случае трудно избежать появления дефектов (закаты, плена) на обжимаемой поверхности в местах перехода от одного шага пресса к другому. Соответственно, необходимо использовать кузнечную протяжку, предусматривающую не менее двух проходов.
Использование промежуточной заготовки с толщиной hn=2,5…6 толщин готового штрипса связано с необходимостью получения требуемого уровня механических свойств данной продукции. При толщине hn менее 2,5 толщин готового штрипса не удается обеспечить степень деформации при чистовой прокатке, достаточную для получения требуемого уровня механических свойств. В то же время при толщине hn более 6 толщин готового штрипса неоправданно возрастает число проходов чистовой прокатки, что негативно сказывается на производительности. Кроме того, в этом случае усилия прокатки достигают слишком больших значений, что может приводить к аварийной остановке стана.
При штабелировании промежуточных заготовок в стопу менее чем из трех штук скорость их естественного охлаждения при транспортировке в нагревательную печь для повторного подогрева значительно возрастает. Это приводит к слишком сильному захолаживанию, которое сопровождается снижением прочностных характеристик в готовом продукте, и к необходимости более длительного повторного нагрева, т.е. снижению производительности стана.
Температура повторного подогрева промежуточной заготовки не должна превышать 850°C, в противном случае может иметь место рост зерна вследствие рекристаллизации, сопровождающийся снижением уровня механических свойств на готовом штрипсе. Иначе говоря, такой нагрев будет препятствовать достижению цели технического решения.
Ускоренное водяное охлаждение штрипса после его прокатки осуществляют до температуры не ниже 350°C, т.к. иначе в структуре металла будет преобладать мартенсит, что приведет к слишком низким значениям пластических характеристик штрипса, недостаточным для нормального осуществления процесса гибки трубы и несоответствующим требованиям стандартов. В то же время при охлаждении до температуры выше 600°C не будут успевать происходить необходимые фазовые превращения, что приведет к получению структуры с преобладанием феррита, не позволяющей обеспечить требуемые прочностные свойства.
Таким образом, полученные данные подтверждают правильность рекомендаций по выбору величины технологических параметров предложенного способа. Использование данного способа производства позволяет повысить качество штрипса для магистральных труб из низкоуглеродистой стали за счет оптимизации схемы деформации заготовки, при одновременном увеличении производительности стана благодаря переносу отдельных технологических операций на другое деформационное оборудование (пресс).
Источники информации
1. А.А.Круглова, В.В.Орлов, Е.И.Хлусова, А.А.Немтинов. Влияние термомеханической обработки штрипсовой стали класса прочности К60 на ее характеристики. Металлург, 2007, №2, с.60-63.
2. Н.П.Громов. Теория обработки металлов давлением. М.: Металлургия, 1978, с.334-337.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2009 |
|
RU2401706C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2009 |
|
RU2391415C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2466193C1 |
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2403105C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2009 |
|
RU2414515C1 |
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2014 |
|
RU2570272C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2010 |
|
RU2418866C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2495142C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ НА РЕВЕРСИВНОМ ТОЛСТОЛИСТОВОМ СТАНЕ | 2009 |
|
RU2403998C1 |
Изобретение предназначено для повышения качества штрипса при одновременном увеличении производительности реверсивного толстолистового стана. Способ включает нагрев непрерывнолитой заготовки, черновое обжатие этой заготовки по толщине, подстуживание полученной промежуточной заготовки на воздухе, чистовое обжатие путем прокатки на реверсивном толстолистовом стане со степенью относительной деформации 3-12% в каждом проходе до получения заданной толщины готового штрипса, а также регламентированное ускоренное охлаждение полученного штрипса за счет подачи воды на лицевые поверхности и его последующее замедленное охлаждение естественным путем на воздухе после штабелирования полученных штрипсов в стопу. Сокращение цикла обработки заготовки на стане при повышении механических свойств штрипсов обеспечивается за счет того, что черновое обжатие заготовки по толщине осуществляют пошаговой кузнечной протяжкой на прессе не менее чем за два прохода в поперечном направлении относительно оси исходной непрерывнолитой заготовки до получения толщины, составляющей 2,5…6 толщин готового штрипса и ширины, соответствующей ширине готового штрипса, подстуживание - в процессе штабелирования заготовок в стопу, состоящую не менее чем из трех штук, и транспортировки указанной стопы на нагревательную печь, где производят повторный нагрев каждой заготовки до температуры не более 850°С, затем - чистовую прокатку при совпадении оси исходной непрерывнолитой заготовки с осью прокатки, а ускоренное водяное охлаждение штрипса осуществляют до температуры 350…600°С. 1 ил.
Способ производства штрипса для магистральных труб из низкоуглеродистой стали, включающий нагрев непрерывнолитой заготовки, черновое обжатие этой заготовки по толщине, подстуживание полученной промежуточной заготовки на воздухе, чистовое обжатие путем прокатки на реверсивном толстолистовом стане со степенью относительной деформации 3-12% в каждом проходе до получения готового штрипса заданной толщины, а также регламентированное ускоренное охлаждение полученного штрипса подачей воды на его лицевые поверхности и последующее замедленное охлаждение естественным путем на воздухе после штабелирования полученных штрипсов в стопу, отличающийся тем, что черновое обжатие заготовки по толщине осуществляют методом пошаговой деформации кузнечной протяжкой на прессе не менее чем за два прохода, причем указанную протяжку производят в поперечном направлении относительно оси исходной непрерывнолитой заготовки до получения толщины, составляющей 2,5…6 толщин готового штрипса, и ширины, соответствующей ширине готового штрипса, а подстуживание полученной после протяжки промежуточной заготовки осуществляют естественным путем на воздухе в процессе штабелирования заготовок в стопу, состоящую не менее, чем из трех штук, и транспортировки указанной стопы к нагревательной печи, в которой производят повторный нагрев каждой промежуточной заготовки до температуры не более 850°С с последующей чистовой прокаткой на реверсивном толстолистовом стане при совпадении оси исходной непрерывнолитой заготовки с осью прокатки, а ускоренное водяное охлаждение штрипса после его прокатки осуществляют до температуры 350…600° с последующим замедленным охлаждением в стопе.
| А.А.КРУГЛОВА и др | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Металлург, 2007, №2, с.60-63 | |||
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2126303C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2007 |
|
RU2350413C1 |
| DE 2900648 A1, 10.04.1980. | |||

