Изобретение относится к области обработки металлов давлением, в частности к технологии и оборудованию листовой прокатки на реверсивном толстолистовом стане.
При прокатке толстолистового штрипса на реверсивном стане из относительно высокой непрерывнолитой заготовки на поверхности боковых граней готового листа часто возникают закаты. Их появление связано с большой величиной уширения вблизи зоны контакта валков с металлом заготовки при обжатии в продольном направлении. Иначе говоря, при продольной толстолистовой прокатке на боковых гранях раската может иметь место «двойное бочкообразование», которое сопровождается появлением глубоких складок (закатов) на боковой поверхности штрипса и снижением качества готовой продукции. Это приводит к необходимости увеличивать размер боковой обрези листа и соответственно к увеличению расходного коэффициента.
Известен способ производства толстолистового проката, в соответствии с которым боковой грани сляба перед началом прокатки придают форму трапеции [1]. Для этого по всей длине боковых ребер сляба выполняют скосы при его отливке. При использовании данного способа удается сдерживать искривление боковых граней и веерообразное уширение концов раската на начальных стадиях продольной прокатки. Это позволяет снизить расходный коэффициент при прокатке. Однако реализация способа невозможна при использовании непрерывнолитых заготовок прямоугольной конфигурации со стандартных машин непрерывного литья заготовок, все более широко применяемых в современном металлургическом производстве.
В то же время известен способ производства штрипса для труб большого диаметра из низколегированной стали на реверсивном толстолистовом стане, включающий нагрев непрерывнолитой заготовки, черновую продольную и поперечную прокатку этой заготовки до получения ширины, соответствующей ширине готового штрипса, промежуточное подстуживание полученной заготовки и ее последующую чистовую продольную прокатку до получения толщины готового штрипса [2].
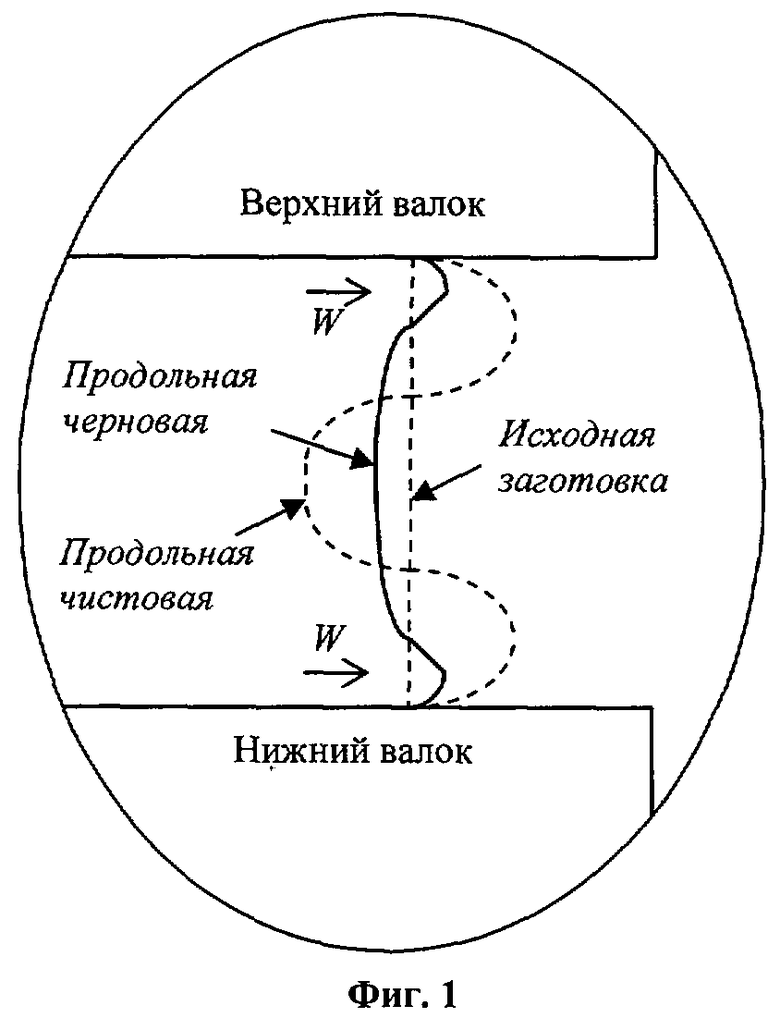
При реализации известного способа черновое и чистовое обжатие непрерывнолитой заготовки по толщине производится на реверсивном толстолистовом стане. В связи с особенностями процесса формоизменения при прокатке для осуществления нужного обжатия необходимо несколько проходов. Для получения требуемой структуры готовой продукции используется подстуживание полученной промежуточной заготовки (раската) после черновой прокатки, осуществляемое во время специальной междеформационной паузы между черновой и чистовой прокатками. Чтобы избежать деформации в неблагоприятном температурном диапазоне, находящийся на рольганге стана подкат охлаждают до достижения им заданной температуры. Следует отметить, что при реализации данного способа также возможно образование «закатов» на боковых кромках изделия во время чистовой прокатки. Их появление связано с «двойным бочкообразованием» на поверхности этих боковых кромок при обжатии «высокой» заготовки (H0>300 мм) в ходе продольной черновой прокатки (рис.1). Иначе говоря, в зоне контакта металла с валками происходит его смещение в поперечном направлении (уширение) W. После потери боковой кромкой устойчивости на стадии черновой прокатки каждое последующее обжатие в зоне этой кромки при черновой и особенно чистовой прокатке может приводить только к нарастанию кривизны этой «двойной бочки», т.е. к увеличению глубины потенциального «заката».
Очевидно, что необходимость снижения расходного коэффициента при производстве штрипса для труб большого диаметра из низколегированной стали на реверсивном толстолистовом стане обуславливает целесообразность использования технических решений, совмещающих устранение закатов на боковой поверхности с возможностью получения высоких механических свойств штрипса. Это подтверждает актуальность разработки соответствующего способа производства штрипса для труб большого диаметра.
Технический результат изобретения - повышение качества толстолистового штрипса для труб большого диаметра за счет отсутствия боковых закатов на готовой продукции после чистовой прокатки.
Технический результат достигается тем, что в способе производства штрипса для труб большого диаметра из низколегированной стали на реверсивном толстолистовом стане, включающем нагрев непрерывнолитой заготовки, черновую продольную и поперечную прокатку этой заготовки до получения ширины, соответствующей ширине готового штрипса, промежуточное подстуживание полученной заготовки и ее последующую чистовую продольную прокатку до получения толщины готового штрипса, согласно изобретению черновую продольную прокатку непрерывнолитой заготовки осуществляют до достижения ею толщины, составляющей 8-16 толщин готового штрипса, после чего производят черновую поперечную прокатку полученной заготовки до толщины, составляющей 3-7 толщин готового штрипса, причем указанную поперечную прокатку осуществляют не менее чем за 5 последовательных реверсивных проходов и не менее чем в двух из этих проходов наряду с равномерным обжатием всей заготовки по толщине на заданную величину производят формирование боковых скосов на ее лицевых поверхностях вдоль обоих боковых граней на ширине 10-25 толщин готового штрипса от каждой грани, причем если на одном краю заготовки для этого производят равномерное уменьшение единичного абсолютного обжатия по толщине от 0,3-0,6 до 0,1-0,5 толщин готового штрипса, то на противоположном краю заготовки производят аналогичное равномерное увеличение единичного абсолютного обжатия, таким образом, что после завершения черновой поперечной прокатки боковые грани промежуточной заготовки получают трапециевидную форму с величиной малого основания трапеции, совпадающего с поверхностью боковой грани промежуточной заготовки перед подстуживанием, составляющей 0,80-0,95 от толщины этой заготовки, с высотой трапеции, соответствующей ширине скосов на лицевых поверхностях данной заготовки, и с величиной большого основания трапеции, соответствующей толщине данной заготовки.
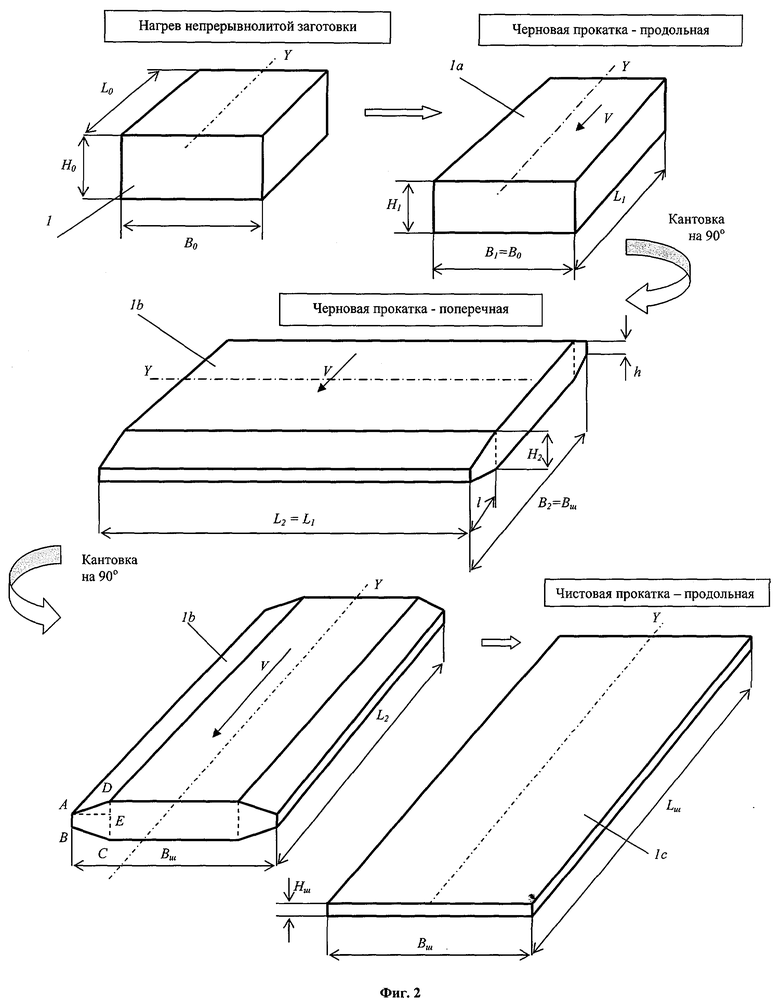
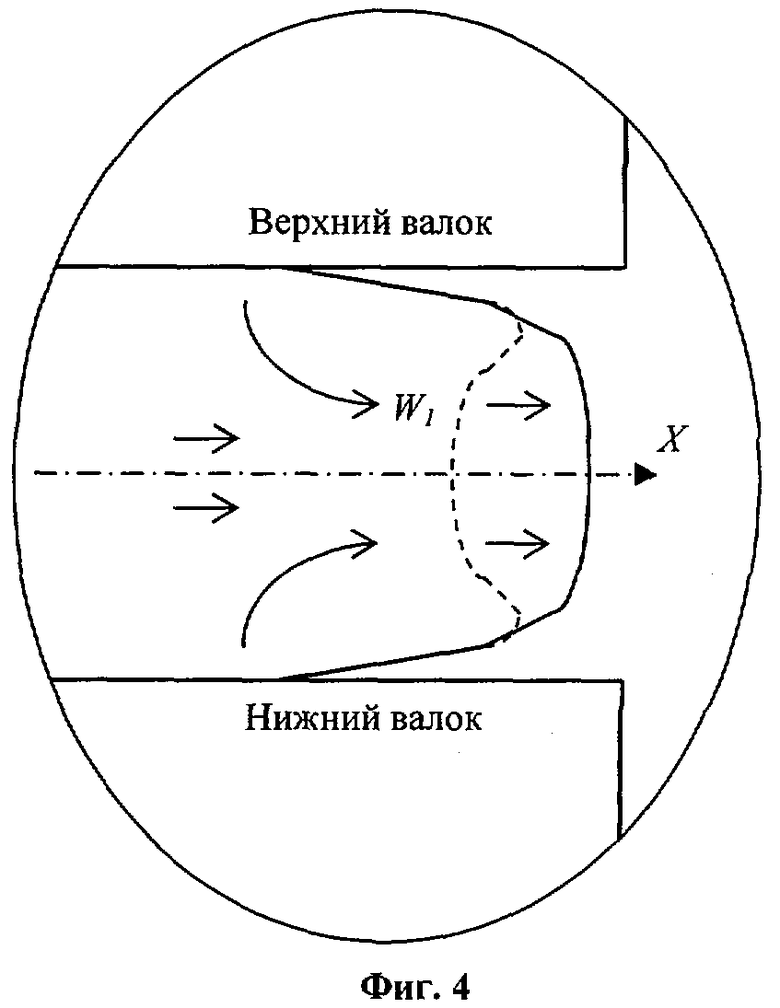
Сущность изобретения поясняется чертежами. На фиг.1 показан механизм образования боковых закатов при продольной прокатке обычной (прямоугольной) заготовки. На фиг.2 представлена последовательность и режимы операций при производстве штрипса для труб большого диаметра согласно предложенному способу. На фиг.3 показана схема формирования скосов на лицевых поверхностях заготовки при поперечной черновой прокатке согласно предлагаемому изобретению. На фиг.4 показан механизм формирования боковых кромок штрипса при продольной прокатке предлагаемой (фигурной) заготовки.
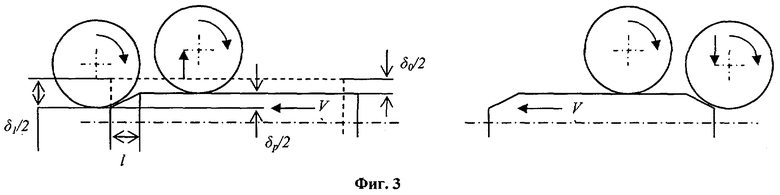
Способ производства штрипса для магистральных труб из низкоуглеродистой стали реализуют следующим образом (фиг.2). Нагретую прямоугольную непрерывнолитую заготовку 1a толщиной H0, шириной B0 и длиной L0 извлекают из нагревательной печи и подают на рольганг толстолистового реверсивного стана таким образом, чтобы ее продольная ось Y была параллельна направлению прокатки V. На стане за несколько проходов производят ее черновую продольную прокатку до получения заготовки 1a с длиной L1 и толщиной H1=(8-16)Hш, где Hш - толщина готового штрипса. При этом ширина заготовки сохраняет исходное значение, т.е. B1=B0. После этого осуществляют кантовку заготовки 1a на 90° в плане, позволяющую установить ее ось Y перпендикулярно направлению прокатки V и произвести разбивку ширины. Затем производят черновую поперечную прокатку заготовки 1а не менее чем за 5 последовательных реверсивных проходов до толщины подстуживания H2=(3-7)Hш, раскатывая ее до получения заданной ширины готового штрипса B2=Bш, соответствующей длине окружности изготавливаемой из него трубы с припуском на продольную обрезь и механическую обработку (заготовка 1b). При этом в последних проходах поперечной прокатки одновременно с обжатием всей заготовки 1b по толщине на величину δ0 производят формирование боковых скосов на ее обеих лицевых поверхностях вдоль всех боковых ребер (фиг.3). С этой целью на одном краю заготовки 1b величину единичного абсолютного обжатия в валках по толщине равномерно уменьшают от δ1=(0,3-0,6)Hш непосредственно на боковой грани до δ0=(0,1-0,5)Hш на расстоянии l=(10-25)Hш от боковой грани раската. Для этого валки в процессе деформации разводят на величину δp=δ1-δ0. Обжатие δ0 используют во время этого прохода для основной части заготовки вплоть до приближения очага деформации к противоположному краю. На противоположном краю заготовки 1b значение обжатия в валках равномерно увеличивают, симметричным образом относительно обжатия на первом краю, за счет сведения валков в процессе деформации. После завершения всех проходов черновой поперечной прокатки с переменным обжатием на лицевых поверхностях заготовки 1b вдоль боковых ребер возникают скосы шириной l (фиг.2). Иначе говоря, боковые грани промежуточной заготовки получают форму трапеции ABCD, причем величина малого основания трапеции AB, соответствующего поверхности боковой грани, составляет AB=h=(0,80-0,95)H2, высота трапеции AE, соответствующая ширине скосов на лицевых поверхностях заготовки, составляет AE=l=(10-25)Hш, и величина большого основания трапеции CD, соответствующего толщине заготовки после черновой прокатки, составляет CD=H2=(3-7)Hш. Таким образом, на чистовую продольную прокатку после кантовки в плане на 90° и подстуживания поступает фигурная заготовка 1b с симметричными скосами на лицевых поверхностях вдоль боковых ребер. Последующие операции подстуживания и чистовой продольной прокатки производят в обычном режиме до получения заданных размеров Hш, Bш, Lш готового штрипса 1c.
В ходе чистовой продольной прокатки полученной фигурной заготовки со скосами сначала происходит деформация металла осевой центральной зоны, имеющей большую толщину, а недеформируемые трапециевидные прикромочные зоны играют роль жестких концов, тормозящих поперечное течение металла (уширение) в поверхностных слоях заготовки (фиг.4). При таком характере деформации поперечное течение металла W1 при уширении в ходе чистовой продольной прокатки будет сконцентрировано в зоне горизонтальной оси X заготовки 1. Выдавливание металла в поперечном направлении также будет происходить вдоль горизонтальной оси заготовки. Иначе говоря, начальное «двойное бочкообразование» на боковых кромках заготовки после продольной черновой прокатки будет компенсироваться «обычным бочкообразованием» при продольной чистовой прокатке и суммарная конфигурация боковой кромки будет характеризоваться плоско-выпуклым характером кривизны (фиг.4). Соответственно, будут устранены предпосылки для образования закатов на готовом штрипсе. Таким образом, применение предложенного способа прокатки способствует получению требуемого технического эффекта, обеспечивающего повышение качества толстолистового штрипса для труб большого диаметра за счет устранения боковых закатов на готовой продукции.
Применение предложенного технического решения поясняется примером его реализации. С целью экспериментального определения оптимальных параметров производства листа штрипсовой стали класса прочности X70 толщиной Hш=20 мм на реверсивном стане 5000 использовали непрерывнолитую заготовку с размерами H0×B0×L0=313×1721×1210 мм. После нагрева указанной заготовки до температуры 1190-1215°C в ходе черновой продольной прокатки на стане 5000 ее сначала подвергали обжатию по толщине за пять проходов до размеров H1×B1×L1=172×1721×2200 мм. Иначе говоря, производили обжатие непрерывнолитой заготовки в продольном направлении до толщины H1=172 мм=8,6Hш. При этом ее длина увеличивалась до L1=2200 мм, а ширина оставалась прежней B1=B0=1721 мм.
Затем, после кантовки в плане на 90°, производили поперечную прокатку заготовки (разбивку ширины) до размеров H2×B2×L2=108×2740×2200 мм за шесть последовательных реверсивных проходов, с единичным абсолютным обжатием по толщине для основного сечения заготовки в каждом проходе δ0=4-10 мм. Величину обжатия δ0 выбирали из расчета усилия на валках стана, которое не должно превышать допустимое (паспортное) значение. При этом ширина заготовки увеличивалась до B2=2740 мм (соответствующей ширине готового штрипса для изготовления трубы ⌀820 мм с припуском на обработку) при неизменной длине L2=L1=2200 мм. В ходе поперечной прокатки заготовки в четырех последних проходах осуществляли формирование боковых скосов на ее лицевых поверхностях вдоль обоих боковых ребер. Для этого на одном краю заготовки производили равномерное уменьшение абсолютной величины единичного обжатия в валках от δ1=6-12 мм на боковой грани до δ0=2-10 мм на расстоянии l=300 мм от боковой грани. На противоположном краю заготовки значения обжатия равномерно увеличивали аналогичным образом. После завершения черновой поперечной прокатки боковые грани заготовки получали трапециевидную форму. Величина малого основания трапеции (поверхность боковой грани заготовки) составляла AB=97 мм, т.е. 0,9 от толщины полученной промежуточной заготовки. Высота трапеции, соответствующая ширине скосов на лицевых поверхностях готовой промежуточной заготовки, составляла AE=300 мм, т.е. 15 толщин готового штрипса, а величина большого основания трапеции соответствовала толщине промежуточной заготовки перед подстуживанием CD=H2=108 мм. Температура конца черновой прокатки составляла 970-990°C.
После завершения черновой прокатки промежуточную заготовку подстуживали до температуры 770-810°C. По достижении указанной температуры начинали чистовую продольную прокатку в обычном режиме на размер Hш×Bш×Lш=20×2740×11890 мм. В результате был получен штрипс толщиной Hш=20 мм под трубу ⌀820 мм, механические свойства которого соответствуют классу прочности X70. При этом на поверхности готовых изделий отсутствовали боковые закаты.
В ходе эксперимента варьировали толщину заготовки после черновой продольной прокатки, толщину заготовки после черновой поперечной прокатки (после разбивки ширины), число проходов при черновой поперечной прокатке, параметры обжатия при формировании боковых скосов, толщину промежуточной заготовки по поверхности боковой грани после формирования скосов, размеры трапециевидных боковых граней промежуточной заготовки.
Опытным путем установлено, что использование для подстуживания промежуточной заготовки с толщиной H2=(3-7)Hш связано с необходимостью получения требуемого уровня механических свойств данной продукции. При толщине H2 менее толщин готового штрипса не удается обеспечить степень деформации в области низких температур при чистовой прокатке, достаточную для равномерной проработки структуры. В то же время, при использовании промежуточной заготовки с толщиной H2, превышающей 7 толщин готового штрипса, механические свойства металла уже не улучшаются, однако существенно возрастает время подстуживания промежуточной заготовки, т.к. более толстый лист остывает медленнее. Это негативно сказывается на производительности стана.
Установлено, что если черновую продольную прокатку заканчивают при толщине заготовки менее 8 толщин готового штрипса, в ходе черновой поперечной прокатки (разбивка ширины) получают толщину подстуживания ниже минимальных допустимых значений H2=3Hш. Соответственно, это может привести к снижению уровня механических свойств готового штрипса. Если толщина заготовки после черновой продольной прокатки превышает 16 толщин готового штрипса Hш, то после ее черновой поперечной прокатки на заданную ширину получают толщину подстуживания H2, превышающую максимальные допустимые значения H2=7Hш. Как уже отмечалось, это способно приводить к неоправданному снижению производительности стана.
При проведении поперечной прокатки менее чем за 5 последовательных реверсивных проходов, величина единичного обжатия за проход на краях заготовок при формировании боковых скосов, т.е. одномоментного максимального обжатия, может превышать допустимую величину, определяемую паспортным усилием прокатки для данного стана. Это связано с тем, что фактическое усилие прокатки непосредственно зависит от величины обжатия и для штрипсовых сталей с большим сопротивлением деформации достигает значительных величин. Таким образом, уменьшение числа проходов, связанное с превышением допустимой величины единичного обжатия, может привести к возникновению аварийной ситуации в ходе прокатки.
Если на начальной стадии формирования боковых скосов на лицевых поверхностях с одного края фигурной заготовки используют абсолютное обжатие, превышающее δ1=0,6Hш, то для высокопрочных штрипсовых сталей возможно возникновение усилий прокатки, превышающих допустимые значения. В то же время, если величина обжатий при формировании боковых скосов не достигает δ1=0,3Hш, то для получения нужного конечного размера этих скосов необходимо использовать слишком много проходов, что приводит к снижению производительности стана. Поскольку на противоположном краю заготовки величину обжатий распределяют симметрично, равномерно увеличивая их от середины к этому краю, допустимые значения обжатий также соответствуют предложенным соотношениям.
На остальной лицевой поверхности промежуточной заготовки величина единичного абсолютного обжатия по толщине при поперечной прокатке не должна превышать величину δ0=0,5Hш, т.к. в противном случае разница в обжатиях на краю и в середине заготовки δр будет слишком мала и для формирования скосов нужного размера на краях заготовки потребуется слишком много проходов при разбивке ширины. Иначе говоря, уже получив нужную ширину, придется делать лишние холостые проходы специально для формирования скосов. В то же время, если величина рассматриваемого обжатия меньше 0,1Hш, то для получения требуемой ширины заготовки, соответствующей ширине готового штрипса, потребуется слишком много проходов. Это также приведет к снижению производительности стана.
После завершения черновой поперечной прокатки боковые грани промежуточной заготовки получают трапециевидную форму. Если величина малого основания трапеции AB, соответствующего поверхности боковой грани указанной заготовки h, составляет менее 0,8 от толщины этой заготовки H2, то это сужение краев может сохраниться на готовом штрипсе, что приводит к снижению качества готовой продукции. В то же время, если значения этого параметра превысят значение AB=h=0,95H2, то при чистовой продольной прокатке успеет произойти двойное бочкообразование и на боковых гранях готового листа могут образовываться закаты. Иначе говоря, задача данного технического решения не будет выполнена.
При высоте трапеции AE, соответствующей ширине скосов на лицевых поверхностях заготовки l и составляющей менее 10Hш, в ходе последующей продольной чистовой прокатки металл, в зоне контакта с валками, смещается в направлении боковых граней и имеет место «двойное бочкообразование». Иначе говоря, скосы слишком малы и не оказывают влияния на характер течения металла в поперечном направлении. Соответственно, при этом возникают боковые закаты, т.е. задача данного технического решения не выполняется. Если значения данного параметра превышают значения AE=l=25Hш, то деформация удлинения в первых продольных чистовых проходах оказывается сосредоточена в центральной зоне заготовки, поэтому торцы готового штрипса приобретают конфигурацию «языка», для которой характерна увеличенная торцевая обрезь и соответственно повышенный расходный коэффициент.
Таким образом, полученные данные подтверждают правильность рекомендаций по выбору величины технологических параметров предложенного способа. Использование рассмотренного технического решения позволяет повысить качество штрипса для магистральных труб из низкоуглеродистой стали за счет устранения дефектов типа «боковые закаты».
Источники информации
1. А.И.Рудской, В.А.Лунев. Теория и технология прокатного производства: Учебное пособие. СПб.: Наука, 2008, с.236.
2. А.А.Круглова, В.В.Орлов, Е.И.Хлусова, А.А.Немтинов. Влияние термомеханической обработки штрипсовой стали класса прочности K60 на ее характеристики. Металлург, 2007, №2, с.60-63.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2014 |
|
RU2570272C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2009 |
|
RU2401168C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2009 |
|
RU2401706C1 |
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2403105C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ НА РЕВЕРСИВНОМ СТАНЕ | 2013 |
|
RU2549808C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2010 |
|
RU2418866C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2466193C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2009 |
|
RU2414515C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393239C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2009 |
|
RU2391415C1 |
Изобретение предназначено для повышения качества толстолистового штрипса для труб большого диаметра, получаемого прокаткой на реверсивном толстолистовом стане. Способ включает нагрев, черновую продольную и поперечную прокатку заготовки. Исключение образования боковых закатов после чистовой прокатки обеспечивается за счет того, что черновую продольную прокатку заготовки осуществляют до достижения ею толщины, составляющей 8-16 толщин готового штрипса, черновую поперечную прокатку - до толщины, составляющей 3-7 толщин готового штрипса, не менее чем за 5 последовательных реверсивных проходов и не менее чем в двух из этих проходов производят формирование боковых скосов на ее лицевых поверхностях вдоль обеих боковых граней на ширине 10-25 толщин готового штрипса от каждой грани, для чего на одном краю заготовки производят равномерное регламентируемое уменьшение единичного абсолютного обжатия по толщине, на противоположном краю - его аналогичное равномерное увеличение с получением промежуточной заготовки, боковые грани которой имеют трапециевидную форму регламентируемых размеров. 4 ил.
Способ производства штрипса для труб большого диаметра из низколегированной стали на реверсивном толстолистовом стане, включающий нагрев непрерывнолитой заготовки, ее черновую продольную и поперечную прокатку до получения ширины, соответствующей ширине готового штрипса, подстуживание полученной промежуточной заготовки и ее последующую чистовую продольную прокатку до получения толщины готового штрипса, отличающийся тем, что черновую продольную прокатку непрерывнолитой заготовки осуществляют до достижения толщины, составляющей 8-16 толщин готового штрипса, после чего производят черновую поперечную прокатку полученной заготовки до толщины, составляющей 3-7 толщин готового штрипса, при этом черновую поперечную прокатку осуществляют не менее чем за 5 последовательных реверсивных проходов и не менее чем в двух из этих проходов наряду с равномерным обжатием всей заготовки по толщине на заданную величину производят формирование боковых скосов на ее лицевых поверхностях вдоль обеих боковых граней на ширине от каждой грани, составляющей 10-25 толщин готового штрипса, для чего на одном краю заготовки производят равномерное уменьшение единичного абсолютного обжатия по толщине от 0,3-0,6 до 0,1-0,5 толщин готового штрипса, а на противоположном краю заготовки производят аналогичное равномерное увеличение единичного абсолютного обжатия таким образом, что после завершения черновой поперечной прокатки боковым граням промежуточной заготовки придают трапециевидную форму с величиной малого основания трапеции, являющегося поверхностью боковой грани промежуточной заготовки перед подстуживанием, составляющей 0,80-0,95 от толщины этой заготовки, с высотой трапеции, соответствующей ширине скосов на лицевых поверхностях данной заготовки, и с величиной большого основания трапеции, соответствующей толщине данной заготовки.
| КРУГЛОВА А.А | |||
| и др | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Металлург, 2007, №2, с.60-63 | |||
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 0 |
|
SU269120A1 |
| Способ производства толстых листов | 1989 |
|
SU1692695A1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| DE 2900648 A1, 10.04.1980. | |||

