Область техники
Настоящее изобретение относится к способу лазерной обработки, основанному на вызванных лазером переходных изменениях в состоянии материала, при котором нелинейно увеличивают скорость обработки выполняемой сверхбыстродействующим лазером микрообработки, имеющей очень высокую точность обработки.
Уровень техники
Требования к микрообработке становятся все более высокими по мере развития электроники и связанной с приборами отрасли промышленности. Особенно, вследствие технической тенденции к увеличению размера, уменьшению толщины пленки, высокой способности интеграции, увеличению механической прочности, высоко функциональному компонентному материалу и многослойной структуре покрытия подложки, все больше возрастают требования к технологии микрообработки для компоновки в процессе обработки и после процесса обработки. Эта технология обработки требует разрешения обработки приблизительно 100 мкм, и поэтому обычно использовался способ резки алмазной пилой. Однако, ввиду современной технической тенденции развития, способ резки алмазной пилой больше не может использоваться из-за физического повреждения, такого как механическое и тепловое повреждение. Таким образом, имеется настоятельная потребность в новой технической разработке, чтобы преодолеть экономическую проблему, такую как увеличение затрат из-за истирания дорогостоящего лезвия алмазной пилы. Чтобы преодолеть обычные технические проблемы, недавно был предложен ультрафиолетовый (УФ) лазер высокой мощности. Однако имеется ограничение в использовании УФ лазера высокой мощности из-за механического повреждения, вызванного ударной волной и фотохимическим повреждением материала объекта. Однако требуется, чтобы точность обработки различных процессов обработки, включая резание, сверление, скрайбирование (гравирование) и разрезание полупроводниковых пластин на кристаллы, была увеличена до нескольких десятков микрон, не вызывая изменения в оптико-электрических характеристиках материала объекта в процессе производства полупроводниковых и дисплейных устройств следующего поколения.
Известно, что технология сверхбыстродействующего лазера может быть очень эффективно применена к микрообработке, потому что это минимизирует термомеханическое повреждение по сравнению с традиционными различными технологиями обработки, использующими относительно длинный лазерный импульс.
Кроме того, микрообработка, основанная на высокоэнергетических частицах, например с использованием электронного луча и плазмы, может термически повредить материалы компонентов и не может применяться для обработки определенного материала, в зависимости от вида обрабатываемых материалов. Соответственно разработка способа обработки лазером со сверхкоротким импульсом активно проводится для решения проблем микрообработки, основанной на высокоэнергетических частицах.
Так как для способа сверхбыстродействующей лазерной обработки не имеется метода усиления, обязательного и подходящего для увеличения скорости обработки, используя достаточную лазерную мощность, и характеристика лазерного луча изменяется из-за нелинейного эффекта высокого порядка в воздухе между процессами, даже когда лазерный импульс имеет достаточную пиковую мощность, нет никакого способа увеличить скорость обработки.
Предпосылка нового метода для преодоления вышеупомянутых проблем состоит в поддержании характеристик сверхбыстродействующей лазерной обработки свободными от теплового и механического повреждения. Существующая микрообработка, основанная на сверхбыстродействующем лазере, и метод обработки весьма уязвимы в аспекте скорости обработки, и, таким образом, настоятельно необходима разработка нового метода обработки в применении связанной с ним перспективной технологии в промышленности. Для преодоления ограничений микрообработки, основанной на сверхбыстродействующем лазере, требуется метод, использующий адаптивную оптику, который в принципе принят для обычной лазерной обработки с относительно длинным импульсом, потому что длительность импульса и характеристика луча исходного сверхбыстродействующего лазера полностью изменяются. Когда используется адаптивная оптика, в частности тепловая деформация, которая вызывает проблему в традиционной лазерной обработке с относительно большой длительностью импульса, может ухудшить качество обработки из-за увеличения длительности импульса.
Раскрытие изобретения
Техническая проблема
Соответственно настоящее изобретение было создано для решения вышеупомянутых проблем, имеющих место в уровне техники, и главной целью настоящего изобретения является обеспечение способа лазерной обработки и устройства обработки, основанных на переходных изменениях в состоянии возбужденного лазером материала, чтобы улучшить скорость обработки для микрообработки, основанной на сверхбыстродействующем лазере.
Другой целью настоящего изобретения является обеспечение способа лазерной обработки и устройства обработки, основанных на переходных изменениях в состоянии возбужденного лазером материала, что может заметно уменьшить шероховатость поверхности, вызванную микроскопическими структурами с размерами от нескольких десятков до нескольких сотен нанометров (нм), которые образуются на поверхности материала, обработанного сверхбыстродействующим лазерным процессом, и обеспечивают возможность реализации обработки с точностью 1 мкм и генерируются, когда сверхбыстродействующий лазерный процесс применяется к микрооптическому устройству.
Техническое решение
Для достижения целей настоящего изобретения предложен способ лазерной обработки, основанный на переходных изменениях в состоянии возбужденного лазером материала, при котором связывают импульс сверхбыстродействующего лазера с импульсом, по меньшей мере, одного вспомогательного лазера, иного, чем сверхбыстродействующий лазер, чтобы обратимо изменить материал, подлежащий обработке.
Сверхбыстродействующий лазер генерирует лазерный импульс длительностью менее пикосекунды (пс).
Импульсом вспомогательного лазерного луча управляют для изменения во времени.
Связь между импульсом сверхбыстродействующего лазера и импульсом, по меньшей мере, одного вспомогательного лазера является временной связью, которая управляет относительными временными положениями между импульсом сверхбыстродействующего лазера и импульсом вспомогательного лазера.
Связь между импульсом сверхбыстродействующего лазера и импульсом, по меньшей мере, одного вспомогательного лазера включает в себя временную связь и пространственную связь, которая пространственно согласует фокус сверхбыстродействующего лазерного луча с фокусом вспомогательного лазерного луча.
Длительность импульса вспомогательного лазерного луча больше, чем длительность импульса сверхбыстродействующего лазерного луча.
Способ лазерной обработки используется в процессе изготовления полупроводников, выбранном из резания, сверления, скрайбирования и разрезания полупроводниковых пластин на кристаллы.
Для достижения целей настоящего изобретения также предложено устройство лазерной обработки, основанное на переходных изменениях в состоянии возбужденного лазером материала, которое содержит сверхбыстродействующий лазерный генератор, вспомогательный лазерный генератор, включающий в себя электронное устройство связи, которое изменяет импульс лазерного луча во времени, и фокусирующую оптическую систему для пространственной связи фокуса луча сверхбыстродействующего лазера, генерируемого сверхбыстродействующим лазерным генератором, с фокусом луча вспомогательного лазера, связанного с временем, и фокусировки луча сверхбыстродействующего лазера луча и луча вспомогательного лазера.
Фокусирующая оптическая система фокусирует луч вспомогательного лазера внутри сфокусированного луча сверхбыстродействующего лазера.
Фокусирующая оптическая система фокусирует луч вспомогательного лазера вне сфокусированного луча сверхбыстродействующего лаза.
Устройство лазерной обработки, основанное на переходных изменениях в состоянии возбужденного лазером материала, дополнительно содержит контроллер поляризации, расположенный между сверхбыстродействующим лазерным генератором и фокусирующей оптической системой, для управления углом полуволновой пластины с использованием шагового двигателя, чтобы равномерно поддерживать оптическую мощность каждого порта, которая прошла через поляризационный разделитель луча.
Полезные эффекты
Настоящее изобретение предлагает первый способ сверхбыстродействующей лазерной обработки, способный заметно увеличить скорость обработки посредством пространственно-временной связи обычного коммерчески доступного лазера, такого как наносекундный лазер, со сверхбыстродействующим лазером, чтобы локально и переходным способом изменять физическое состояние материала, подлежащего обработке, например внутреннюю температуру или плотность носителей в материале, и обратимо вызывать переходное изменение физического состояния, используя относительно малую величину энергии сверхбыстродействующего лазера. Более конкретно, обычный лазер, такой как наносекундный лазер, имеющий соответствующие длины волны, излучает на материал, подлежащий обработке, чтобы переходным образом увеличить внутреннюю температуру материала или плотность носителей, таких как свободные электроны. При этом энергия лазера поддерживается на величине, при которой состояние материала обратимо изменяется так, что состояние материала не изменяется существенным образом. Это изменение состояния материала обеспечивает возможность обработки сверхбыстродействующим лазером, одновременно излучающим в ту же самую точку, чтобы заметно увеличить скорость обработки при том же самом состоянии энергии. Здесь, длина волны и длительность импульса вспомогательного лазера оптимизированы, чтобы трехмерным образом оптимизировать распределение глубины физического изменения материала, например внутренней температуры или плотностей носителей, с учетом глубины абляции импульса и скорости обработки сверхбыстродействующего лазера. Чтобы реализовать это, настоящее изобретение во времени и по пространству связывает импульсы различных лазеров.
Кроме того, настоящее изобретение может сократить количество микроскопических структур размером от нескольких десятков до нескольких сотен микрон, формируемых на поверхности материала во время обработки сверхбыстродействующего лазера, используя связанный наносекундный лазер, чтобы заметно уменьшить шероховатость поверхности материала.
Описание чертежей
Другие цели и преимущества изобретения могут быть более полно поняты из следующего детального описания, иллюстрируемого чертежами, на которых показано следующее:
Фиг.1A иллюстрирует гибридную обработку наносекундным/ сверхбыстродействующим лазером;
Фиг.1B - фотография устройства гибридной обработки наносекундным/сверхбыстродействующим лазером;
Фиг.1C показывает импульсы в трех различных временных интервалах -100 нс, 0 нс и +100 нс между импульсами наносекундного и сверхбыстродействующего лазера;
Фиг.2 иллюстрирует изменения в температуре объекта, подлежащего обработке, и плотности носителей и степени вызванной светом реакции в гибридной обработке наносекундным/сверхбыстродействующим лазером;
Фиг.3 - график, показывающий интервалы импульсов наносекундного лазера и сверхбыстродействующего лазера в обработке скрайбирования кремния;
Фиг.4 - изображение в микроскопе атомных сил обработанной кремниевой поверхности;
Фиг.5 - график, показывающий профиль обработанного поперечного сечения; и
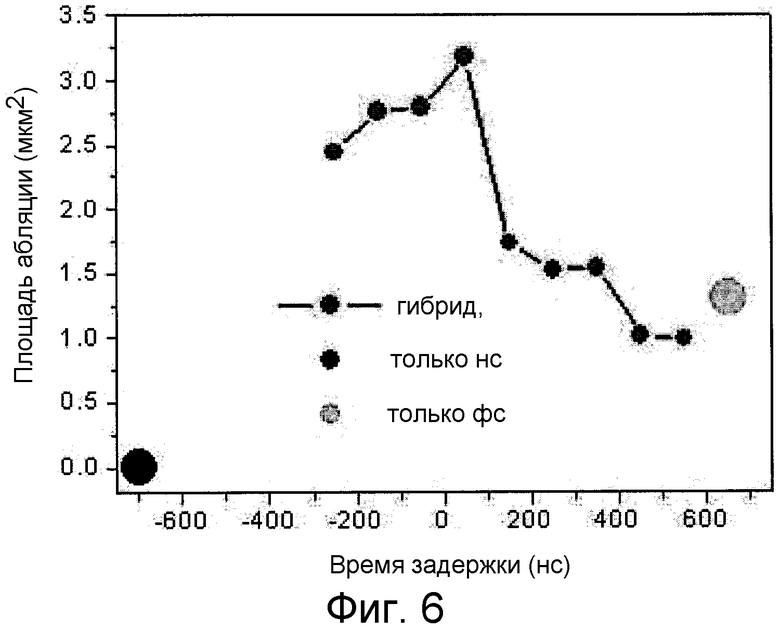
Фиг.6 - график, показывающий соотношение между изменениями в интервалах двух различных лазеров и изменением в обработанной площади поперечного сечения.
Описание ссылочных позиций на чертежах
1: Сверхбыстродействующий лазерный генератор
2: Вспомогательный лазерный генератор
3: Электронное устройство связи
4: Фокусирующая оптическая система
Режим осуществления изобретения
Настоящее изобретение описано подробно ниже в связи с предпочтительными вариантами осуществления со ссылками на чертежи.
Фиг.1A иллюстрирует гибридную обработку наносекундным/ сверхбыстродействующим лазером; Фиг.1B - фотография устройства гибридной обработки наносекундным/сверхбыстродействующим лазером; Фиг.1C показывает импульсы в трех различных временных интервалах -100 нс, 0 нс и +100 нс между импульсами наносекундного и сверхбыстродействующего лазера; Фиг.2 иллюстрирует изменения в температуре объекта, подлежащего обработке, и плотности носителей и степени вызванной светом реакции в гибридной обработке наносекундным/сверхбыстродействующим лазером; фиг.3 - график, показывающий интервалы импульсов наносекундного лазера и сверхбыстродействующего лазера в обработке скрайбирования кремния; Фиг.4 - изображение в микроскопе атомных сил обработанной кремниевой поверхности; Фиг.5 - график, показывающий профиль обработанного поперечного сечения; и Фиг.6 - график, показывающий соотношение между изменениями в интервалах двух различных лазеров и изменением в обработанной площади поперечного сечения.
Согласно Фиг.1, устройство лазерной обработки, основанное на переходных изменениях в состоянии возбужденного лазером материала согласно настоящему изобретению, включает в себя сверхбыстродействующий лазерный генератор 1, вспомогательный лазерный генератор 2, имеющий электронное устройство 3 связи для изменения импульса лазерного луча во времени, и фокусирующую оптическую систему 4 для пространственной связи фокуса луча сверхбыстродействующего лазера, сформированного сверхбыстродействующим лазерным генератором 1, с фокусом луча вспомогательного лазера, связанного со временем, и фокусировки луча сверхбыстродействующего лазера и луча вспомогательного лазера.
Сверхбыстродействующий лазер 1 может использовать фемтосекундный или пикосекундный лазер, а вспомогательный лазер 2 может использовать наносекундный лазер. Длительность импульса луча вспомогательного лазера больше, чем длительность импульса луча сверхбыстродействующего лазера.
В настоящем изобретении фемтосекундный лазер используется как сверхбыстродействующий лазер 1, а наносекундный лазерный генератор используется как вспомогательный лазерный генератор 2.
Временная связь фемтосекундного лазера и наносекундного лазера означает, что относительными временными положениями между фемтосекундным импульсом и наносекундным импульсом управляют, чтобы изменить физическое состояние переходного материала, когда материал обрабатывается лазером, а пространственная связь означает, что фокусы луча фемтосекундного лазера и луча наносекундного лазера согласованы друг с другом. Чтобы получить гибридный эффект, одновременно требуются временная связь и пространственная связь. Фемтосекундный лазер представляет собой Ti:сапфировую систему усилителя и имеет длительность импульса 150 фс, частоту повторения 1 кГц и длину волны 800 нм. Наносекундный лазер имеет длительность импульса 250 нс, частоту повторения 1 кГц и длину волны 532 нм.
Стабилизация наносекундного лазера играет решающую роль в качестве обработки гибридной лазерной системы обработки. Настоящее изобретение создает внерезонаторную систему стабилизации наносекундного лазера. Внерезонаторная система стабилизации включает в себя поляризационный разделитель луча и полуволновую пластину и управляет углом полуволновой пластины с использованием шагового двигателя для аппроксимации предопределенного значения мощности, контролируя измеренное значение в оконечном выходном каскаде. В результате долговременная стабильность приблизительно 2% становится меньше, чем 0.5%, после прохождения через активную систему стабилизации, чтобы получить удовлетворительный эффект стабилизации. Временная связь фемтосекундного импульса и наносекундного импульса может управляться путем связывания электрических сигналов, подаваемых на фемтосекундный лазер и наносекундный лазер, с использованием генератора задержки и настройки временной задержки. Фотография устройства лазерной обработки, выполненного, как описано выше, показана на Фиг.1B. Фиг.1C показывает относительные временные положения между фемтосекундным импульсом и наносекундным импульсом, управляемые вышеупомянутым методом. Временной интервал, приблизительно равный от 100 нс до нескольких десятков мкс, может быть свободно задан для импульсов фемтосекундного лазера и наносекундного лазера путем связывания запускающего импульса, прикладываемого к ячейкам Поккельса зеленого лазера, требуемого в каскаде усиления фемтосекундного лазера, и запускающего импульса наносекундного лазера. Этим управляют с использованием компьютера для обеспечения оптимизации скорости обработки.
Фиг.2 объясняет, что временная связь фемтосекундного лазера и наносекундного лазера вызывает локальное температурное изменение образца, когда образец обрабатывается, чтобы уменьшить пороговую энергию абляции, требуемую для обработки фемтосекундным лазером, и увеличить скорость обработки. Когда энергия наносекундного лазера увеличивается, физическое состояние обрабатываемого материала, например температура материала или плотность носителей в материале, изменяется. Здесь, возможно управлять энергией таким образом, чтобы наносекундный лазер не мог вызвать один какое-либо необратимое изменение. Когда связанный импульс фемтосекундного лазера вызывается в том же самом месте, необратимая абляция большого количества материала может быть выполнена с малой энергией. Соответственно ожидается, что скорость обработки для обработки, выполняемой фемтосекундным лазером, может быть максимизирована, а снижение пороговой энергии обработки заметно уменьшает нелинейность высокого порядка, проявляющуюся, когда фемтосекундный лазер фокусируется в воздухе, и ухудшение качества обработки из-за нелинейности высокого порядка. Кроме того, увеличение скорости обработки может обеспечить мультипликативный эффект, а не аддитивный эффект, когда метод увеличения частоты повторения фемтосекундного лазера улучшается. Кроме того, скорость обработки может быть дополнительно увеличена путем оптимизации соответствующего пространственного изменения в плоскости фокусирования наносекундного лазера и длительности импульса наносекундного лазера.
Фиг.2 показывает, что луч наносекундного лазера фокусируется внутри луча фемтосекундного лазера, фокусируемого фокусирующей оптической системой. Фокусирующая оптическая система может сфокусировать луч наносекундного лазера вне сфокусированного луча фемтосекундного лазера. Это очень полезно для сверления.
Фиг.3 показывает импульсы, приложенные к кремниевой пластине в гибридном процессе. В настоящем изобретении задан импульсный интервал, приблизительно равный 800 нс. Поверхность кремниевой пластины, к которой приложены лазерные импульсы, анализировалась посредством AFM. Измеренный профиль обработанной секции показан на Фиг.4. Согласно Фиг.4, изменение в обработанной секции является наибольшим, когда временной интервал между наносекундным лазером и фемтосекундным лазером становится нулевым. Фиг.5 показывает соотношение между измеренным поперечным сечением и изменением во временном интервале между наносекундным лазером и фемтосекундным лазером. Согласно Фиг.5, скорость обработки заметно увеличена в терминах поперечного сечения. Фиг.6 показывает площадь абляции как функцию временных интервалов (времени задержки) между импульсами наносекундного и фемтосекундного лазера. Согласно Фиг.6, скорость обработки увеличена больше чем в десять раз в терминах площади абляции в ее поперечном сечении.
Исследование оценки влияния физического изменения подложки, вызванного наносекундным лазером, на обработку фемтосекундного лазера и разработка метода оптимизации условия обработки были применены к процессу скрайбирования кремниевой пластины. Потребности в новой технологии обработки следующего поколения увеличиваются по мере ускорения процесса утончения кремниевой пластины в различных процессах, включающих в себя процесс компоновки. Трудно непосредственно применить традиционный метод механического распиливания для очень тонких и твердых пластин, потому что механический процесс, такой как алмазное распиливание, вызывает механическое повреждение, и затраты на обработку увеличиваются из-за истирания алмазной пилы, так что новая технология процесса необходима безотлагательным образом. Соответственно технология, предложенная в соответствии с настоящим изобретением, имеет большое значение.
Следовательно, настоящее изобретение преодолевает ограничение технологии обработки в терминах скорости обработки, что является недостатком обычной микрообработки с использованием сверхбыстродействующего лазера, имеющей высокую точность обработки. Требуется, что скорость обработки была улучшена, при поддержании характеристик обработки фемтосекундного лазера свободными от теплового и механического повреждения, обусловленного техническими ограничениями методов усиления фемтосекундного лазера и нелинейного эффекта высокого порядка в процессе фокусировки. Настоящее изобретение является первым способом сверхбыстродействующей лазерной обработки, позволяющим заметно увеличить скорость обработки, используя относительно малую величину энергии сверхбыстродействующего лазера посредством пространственно-временной связи обычного коммерчески доступного лазера, такого как наносекундный лазер, и сверхбыстродействующего лазера, и локального и переходного изменения физического состояния обрабатываемого материала, например внутренней температуры. Более конкретно, существующий лазер, такой как наносекундный лазер, имеющий соответствующие длины волн, излучает на обрабатываемый материал, чтобы переходным образом увеличить внутреннюю температуру материала или плотность носителей, таких как свободные электроны. Здесь, энергия стимулированного (возбужденного) лазера поддерживается до той величины, при которой состояние материала обратимо изменяется, так что состояние материала не изменяется существенно. Это изменение в состоянии заметно улучшает обработку с использованием сверхбыстродействующего лазера, излучающего в ту же самую точку с той же самой энергией. Длина волны и длительность импульса возбужденного лазера оптимизируются, чтобы трехмерно оптимизировать распределение по глубине физического изменения, такого как внутренняя температура материала, с учетом глубины абляции импульса сверхбыстродействующего лазера и скорости обработки. Чтобы реализовать этот принцип, настоящее изобретение во времени или по пространству связывает импульсы различных лазеров.
Промышленная применимость
Как описано выше, настоящее изобретение может преодолеть ограничения скорости обработки традиционной микрообработки сверхбыстродействующим лазером, чтобы заметно повысить скорость обработки с использованием относительно малой величины энергии за счет пространственно-временной связи обычного коммерчески доступного лазера, такого как наносекундный лазер, и фемтосекундного лазера и локального и переходного изменения физического состояния обрабатываемого материала, например внутренней температуры или плотности носителей. Соответственно настоящее изобретение способствует промышленной применимости сверхбыстродействующей лазерной микрообработки. Особенно настоящее изобретение обеспечивает возможность реализации различных процессов, включая резание, сверление, скрайбирование, разрезание полупроводниковых пластин на кристаллы, необходимых для обработки полупроводников следующего поколения и дисплеев, к которым не может быть применена обычная механическая технология обработки. Кроме того, настоящее изобретение может улучшить точность обработки до нескольких десятков микрон, не вызывая изменения в оптико-электрических характеристиках обрабатываемого материала.
Хотя настоящее изобретение было описано со ссылкой на конкретные иллюстративные варианты осуществления, оно не должно ограничиваться этими вариантами осуществления, а должно определяться только в соответствии с приложенной формулой изобретения. Понятно, что специалисты в данной области техники могут изменять или модифицировать варианты осуществления без отклонения от объема и сущности настоящего изобретения.





Изобретение относится к способу лазерной обработки, основанный на переходных изменениях в состоянии возбужденного лазером материала, и устройству для осуществления способа. Импульс сверхбыстродействующего лазера, имеющего пикосекундную или более короткую длительность импульса, связывают по времени и в пространстве с импульсом, по меньшей мере, одного вспомогательного лазера, отличающегося от сверхбыстродействующего лазера. Импульсом вспомогательного лазера управляют так, чтобы он изменялся во времени, причем состояние материала, подлежащего обработке, изменяют обратимым образом с помощью одного вспомогательного лазерного луча и изменяют необратимым образом, когда луч вспомогательного лазера и луч сверхбыстродействующего лазера связаны по времени и в пространстве. Вспомогательный лазерный генератор включает в себя электронное устройство связи, которое изменяет импульс лазерного луча во времени, и фокусирующую оптическую систему для пространственного связывания точки фокуса луча сверхбыстродействующего лазера, генерируемого сверхбыстродействующим лазерным генератором, с точкой фокуса луча вспомогательного лазера, связанного с временем, и фокусировки луча сверхбыстродействующего лазера и луча вспомогательного лазера. В результате увеличивается скорость обработки сверхбыстродействующим лазером, имеющей очень высокую точность обработки. 2 н. и 6 з.п. ф-лы, 6 ил.
1. Способ лазерной обработки, основанный на переходных изменениях в состоянии возбужденного лазером материала, при котором импульс сверхбыстродействующего лазера, имеющего пикосекундную или более короткую длительность импульса, связывают по времени и в пространстве с импульсом по меньшей мере одного вспомогательного лазера, отличающегося от сверхбыстродействующего лазера, при этом импульсом вспомогательного лазера управляют так, чтобы он изменялся во времени, причем состояние материала, подлежащего обработке, изменяют обратимым образом с помощью одного вспомогательного лазерного луча, и изменяют необратимым образом, когда луч вспомогательного лазера и луч сверхбыстродействующего лазера связаны по времени и в пространстве.
2. Способ лазерной обработки по п.1, в котором связь между импульсом сверхбыстродействующего лазера и импульсом по меньшей мере одного вспомогательного лазера включает в себя связь по времени, которая управляет относительными временными положениями между импульсом сверхбыстродействующего лазера и импульсом вспомогательного лазера, и связь в пространстве, которая согласует в пространстве точку фокуса сверхбыстродействующего лазера и точку фокуса луча вспомогательного.
3. Способ лазерной обработки по п.2, в котором длительность импульса луча вспомогательного лазера больше, чем длительность импульса луча сверхбыстродействующего лазера.
4. Способ лазерной обработки по любому из пп.1-3, в котором способ лазерной обработки, основанный на переходных изменениях в состоянии возбужденного лазером материала, используют в процессе изготовления полупроводников, выбранном из группы: резания, сверления, скрайбирования и разрезания полупроводниковых пластин на кристаллы.
5. Устройство лазерной обработки, основанное на переходных изменениях в состоянии возбужденного лазером материала, которое содержит сверхбыстродействующий лазерный генератор, вспомогательный лазерный генератор, включающий в себя электронное устройство связи, которое изменяет импульс лазерного луча во времени, и фокусирующую оптическую систему для пространственного связывания точки фокуса луча сверхбыстродействующего лазера, генерируемого сверхбыстродействующим лазерным генератором, с точкой фокуса луча вспомогательного лазера, связанного с временем, и фокусировки луча сверхбыстродействующего лазера и луча вспомогательного лазера.
6. Устройство лазерной обработки по п.5, в котором фокусирующая оптическая система фокусирует луч вспомогательного лазера внутри сфокусированного луча сверхбыстродействующего лазера.
7. Устройство лазерной обработки по п.5, в котором фокусирующая оптическая система фокусирует луч вспомогательного лазера вне сфокусированного луча сверхбыстродействующего лазера.
8. Устройство лазерной обработки по п.6 или 7, дополнительно содержащее контроллер поляризации, расположенный между сверхбыстродействующим лазерным генератором и фокусирующей оптической системой, для управления углом полуволновой пластины с использованием шагового двигателя, чтобы равномерно поддерживать оптическую мощность каждого порта, которая прошла через поляризационный разделитель луча.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| DE 3203287 A1, 19.08.1982 | |||
| ОПТИКО-ФОКУСИРУЮЩАЯ ГОЛОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2116180C1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| DE 3642386 OS, 13.08.1987. | |||

