ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Предлагаемый способ относится к лазерной обработке материалов. В частности, изобретение относится к способам разделения и (или) скрайбирования жестких и хрупких материалов с помощью лазерного пучка особой формы. Изобретение применимо для разделения полупроводниковых устройств, выполненных на подложке.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Скрайбирование пластин имеет важное значение в производстве полупроводниковых устройств, становящихся все более мелкими и более сложными. Классические способы скрайбирования основаны на использовании алмазной пилы для кремниевых пластин толщиной более 100 пм или лазерной абляции для более тонких пластин.
Использование технологии резки алмазной дисковой пилой ограничено низкой скоростью обработки (для жестких материалов). Алмазная дисковая пила, как правило, создает широкий, сколотый разрез и формирует край неудовлетворительного качества, что, в свою очередь, снижает эффективность и срок службы устройства. Эта технология является дорогостоящей из-за быстрого износа алмазного диска и непрактичной из-за необходимости охлаждения и очистки водой. Кроме того, если подложка достаточно тонкая, производительность процесса обработки ограничена.
Другая классическая технология лазерной обработки, а именно лазерная абляция, также ограничена низкой скоростью обработки и шириной разреза, достигающей 10-20 мкм, также слишком широкого для большинства прикладных задач. Кроме того, лазерная абляция создает трещины, оставляет расплавленные остатки и загрязняет область резки осколками. Тепловое воздействие на область большой площади может уменьшить срок службы и снизить эффективность полупроводникового устройства.
Абляция и алмазная дисковая пила не могут использоваться для специальных пластин с другими поверхностными свойствами, такими как пленки, нанесенные путем окрашивания и применяемые для клеевого штабелирования. Такие добавки делают традиционные процессы резки пилой или абляции более сложными и уязвимыми из-за наличия осколков. Для улучшения качества разделяемых устройств разработаны другие способы и устройства на основе лазерной обработки.
Например, устройство и способ лазерной обработки, раскрытые в патенте США № US 6992026, опубликованном 31.01.2006. Вышеуказанные способ и устройство позволяют разрезать заготовку без образования следов плавки и растрескивания перпендикулярно заранее определенной линии разреза на поверхности заготовки. Поверхность заготовки облучают импульсным лазерным пучком согласно заранее определенной линии разреза в условиях достаточных для протекания многофотонного поглощения, при этом пучок выравнивают для образования фокального пятна (или точки конденсации - область высокой энергии или фотонной плотности) во внутренней структуре заготовки, в результате формируя ослабленную область вдоль заранее определенной линии разделения путем перемещения фокального пятна в плоскости разделения. После создания ослабленной области заготовку можно разделить механически с относительно небольшим усилием.
Вышеуказанный способ обработки и его вариации в настоящее время известны в данной области техники как скрытое скрайбирование («stealth dicing»). Все его вариации основаны на создании внутренних отверстий с помощью сфокусированного импульсного лазерного пучка с длиной волны, пропускаемой пластиной, а затем поглощаемого за счет нелинейных процессов в фокусе, например, как в травленых изнутри декоративных блоках стекла. Внутреннее перфорирование оставляет поверхности сверху и снизу нетронутыми. Пластины обычно помещают на пластмассовую клейкую ленту, протягиваемую механически, что приводит к растрескиванию отверстий. Заявлено, что, в отличие от предыдущих процессов, в этом случае отсутствуют обломки, поверхностное растрескивание и тепловые повреждения. Помимо специальных и многослойных пластин, этим способом также можно разделять устройства микроэлектромеханических систем (MEM).
Недостатки скрытого скрайбирования становятся очевидными, поскольку, как правило, для выполнения скрытого скрайбирования должны применяться линзы с высокой числовой апертурой (NA), что приводит к небольшой глубине фокусировки (DOF) и создает ограниченные условия для фокусировки. Это приводит к множественным трещинам, идущим в случайных направлениях по поверхности разделения, и влияет на срок службы устройств, изготовленных из разделяемых пластин. Кроме того, скрытое скрайбирование имеет свои недостатки при обработке сапфира. Эти специфические недостатки не проявляют себя при толщине пластин и подложек до ~ 120-140 мкм, при этом для скрайбирования требуется всего лишь один проход на каждую линию разделения. Однако для более толстых пластин (обычно 4 и 6-дюймовые сапфировые пластины имеют толщину от 140 до 250 мкм и более) требуется несколько проходов на каждую линию разделения. Как следствие, материал подвергается воздействию лазерного излучения в течение длительного периода времени, что оказывает неблагоприятное влияние на конечные характеристики и эффективность устройств. Кроме того, обработка в несколько проходов замедляет общую скорость обработки и снижает производительность.
Еще один способ обработки материалов раскрыт в американской патентной заявке № US 2013126573, опубликованной 23.05.2013. В ней предложен способ внутренней обработки прозрачной подложки при подготовке к этапу разделения. Подложку облучают сфокусированным лазерным пучком, состоящим из импульсов с энергией и длительностью, выбранными для формирования нити внутри подложки. Подложку перемещают относительно лазерного пучка для ее облучения и формирования дополнительной нити в одном или в нескольких дополнительных местах. Получившиеся нити образуют матрицу, задающую внутреннюю скрайбированную траекторию для разделения указанных подложек. Параметры лазерного пучка могут быть изменены для корректировки длины и положения нити, а также для введения при необходимости V-образных каналов или пазов и внешних фасок для краев, разделяемых лазером. Целесообразно выпускать лазерные импульсы в виде целой серии импульсов для снижения порогового значения энергии при формировании нити, увеличения длины нити, термического отжига области модификации нити для минимизации сопутствующих потерь, повышения воспроизводимости процесса и увеличения скорости обработки по сравнению с использованием лазеров с низкой частотой повторения.
Применение этого способа приводит к грубой обработке, применимой только к непокрытому материалу, и неудобно для выполнения скрайбирования, из-за того что требуется более высокая энергия импульсов, что вызывает неблагоприятное воздействие на характеристики полупроводникового устройства. В частности, если пластины скрайбируют с помощью данного способа, полученные светоизлучающие диоды (LED) характеризуются повышенным током утечки, что в случае светоизлучающих диодов высокой яркости (НВ) и ультравысокой яркости (UHB) значительно снижает их характеристики.
В другой патентной заявке США № US 2012234807, опубликованной 20.09.2012, раскрыт способ лазерного скрайбирования с увеличением глубины воздействия на заготовку. Этот способ основан на фокусировке лазерного пучка таким образом, чтобы создать преднамеренные аберрации. Диапазон продольных сферических аберраций корректируется таким образом, чтобы он был достаточным для того, чтобы ввести глубину фокуса внутрь заготовки, при этом ограничивая диапазон поперечных сферических аберраций. Этот способ также приводит к грубой обработке высокоэнергетическими импульсами, используемыми для получения вертикальных следов повреждений внутри заготовки. Высокая энергия импульса требуется в связи с необходимостью использовать линзу с низкой числовой апертурой (с фокусным расстоянием в десятки миллиметров), что в результате приводит к условиям слабой фокусировки - фокальное пятно имеет очень размытый пространственный профиль интенсивности, что создает такие условия эксплуатации, когда в достаточно большой области получают пороговую плотность энергии повреждения со сравнительно небольшим максимальным значением. Из-за повышенных требований к интенсивности импульса (необходимой для оптического пробоя) требуется увеличение энергии импульса, что делает такую обработку неподходящей для изготовления светоизлучающих диодов высокой и сверхвысокой яркости, где ток утечки светоизлучающего диода и неровное растрескивание граней чипа являются критичными, на что было указано выше.
Способы на известном уровне техники накладывают ограничения на толщину подложки, тип материала и качество обработки, используемой для разделения пластин. Для выполнения обработки более толстых материалов вышеперечисленные технологии требуют увеличения мощности лазера или количества проходов лазерного пучка на каждую линию разделения. Как следствие, это оказывает влияние как на характеристики полупроводниковых устройств, так и на производительность.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для устранения вышеуказанных недостатков в настоящем изобретении предложен эффективный и быстрый способ лазерной обработки для разделения полупроводниковых устройств, выполненных на одной подожке, а также для разделения жестких и твердых подложек большой толщины. В ходе подготовки устройства или подложки к процедуре разделения (разламывания или скрайбирования) получают область повреждения, представляющую собой глубокую и узкую область повреждений вдоль намеченной линии разделения. Настоящий способ не требует использования многократных проходов лазерного пучка для каждой линии резания, результате увеличивается производительность. Далее термин «заготовка» будет применяться для обозначения терминов подложка, пластина, плата, устройство или аналогичных изделий, подготавливаемых для обработки и последующего механического разделения, и будет использоваться для их замены.
Способ лазерной обработки содержит этап настройки импульсного лазерного пучка с помощью фокусирующего блока, выполненного с возможностью регулировки расходимости пучка и длительности импульса и с возможностью фокусировки на заготовке таким образом, чтобы сформировать иглообразную область сходимости пучка, в частности, чтобы получить во внутренней структуре заготовки пороговую величину плотности энергии (распределения энергии) оптического повреждения материала заготовки. Материал частично или полностью прозрачен для длины волны данного лазерного излучения и во время вышеуказанного этапа за счет многофотонного поглощения, предпочтительно в условиях достаточных для выполнения локализованной плавки или кулоновского взрыва, во внутренней структуре материала формируют ослабленную область (имеющую иглообразную форму), также называемую поврежденной структурой.
Способ лазерной обработки также содержит этап формирования ряда таких поврежденных структур, располагаемых вдоль заранее определенной линии разламывания путем перемещения объекта относительно точки конденсации лазерного пучка. Для специалиста в данной области техники очевидно, что после формирования такой линии путем приложения механического усилия объект можно разделить или разрезать на две или более мелких деталей, имеющих определенную границу разделения, заданную последовательностью областей повреждения.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания способа и оценки областей его практического применения далее приведены следующие чертежи и ссылки на них. Чертежи даны исключительно в качестве примеров и никоим образом не должны ограничивать объем настоящего изобретения.
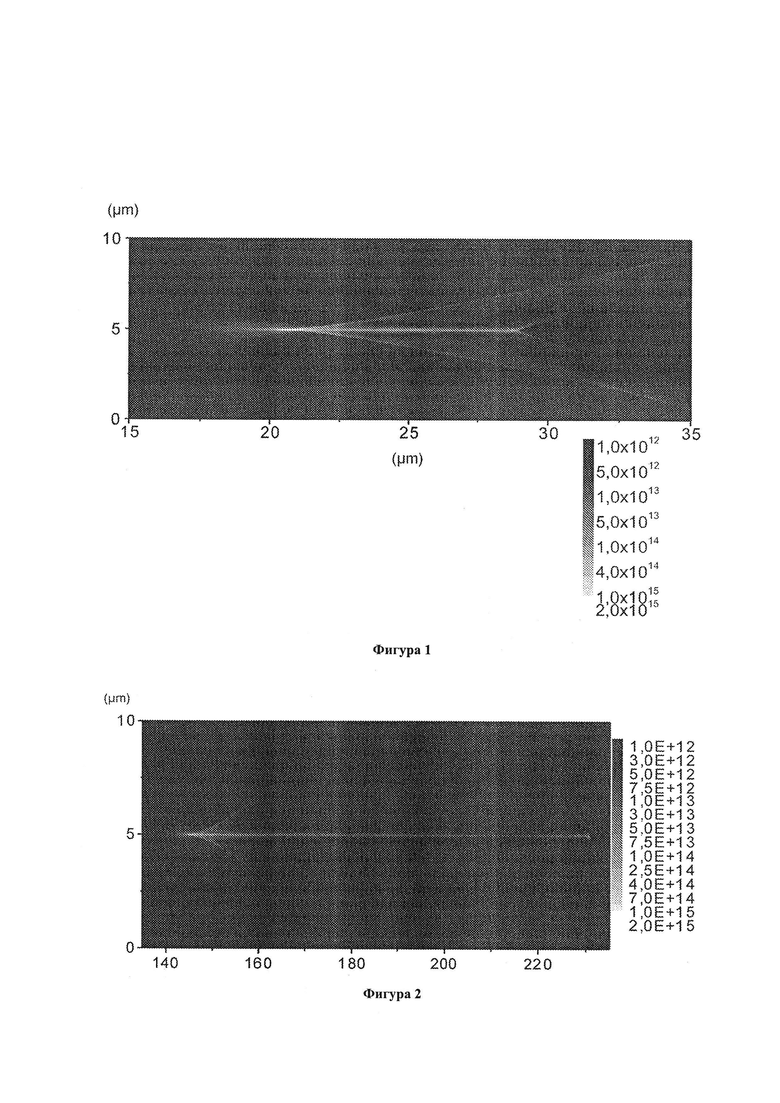
На Фиг. 1 наглядно показано численно смоделированное распределение интенсивности сфокусированного лазерного пучка иглообразной формы внутри материала на глубине 17-30 мкм, полученное путем фокусировки входящего лазерного пучка с распределением интенсивности по гауссовому профилю (падающего слева).
На Фиг. 2 показано численно смоделированное распределение интенсивности сфокусированного лазерного пучка иглообразной формы внутри материала для случая более глубокой фокусировки (на глубине 140-230 мкм), полученное путем фокусировки входящего лазерного пучка с распределением интенсивности по гауссовому профилю.
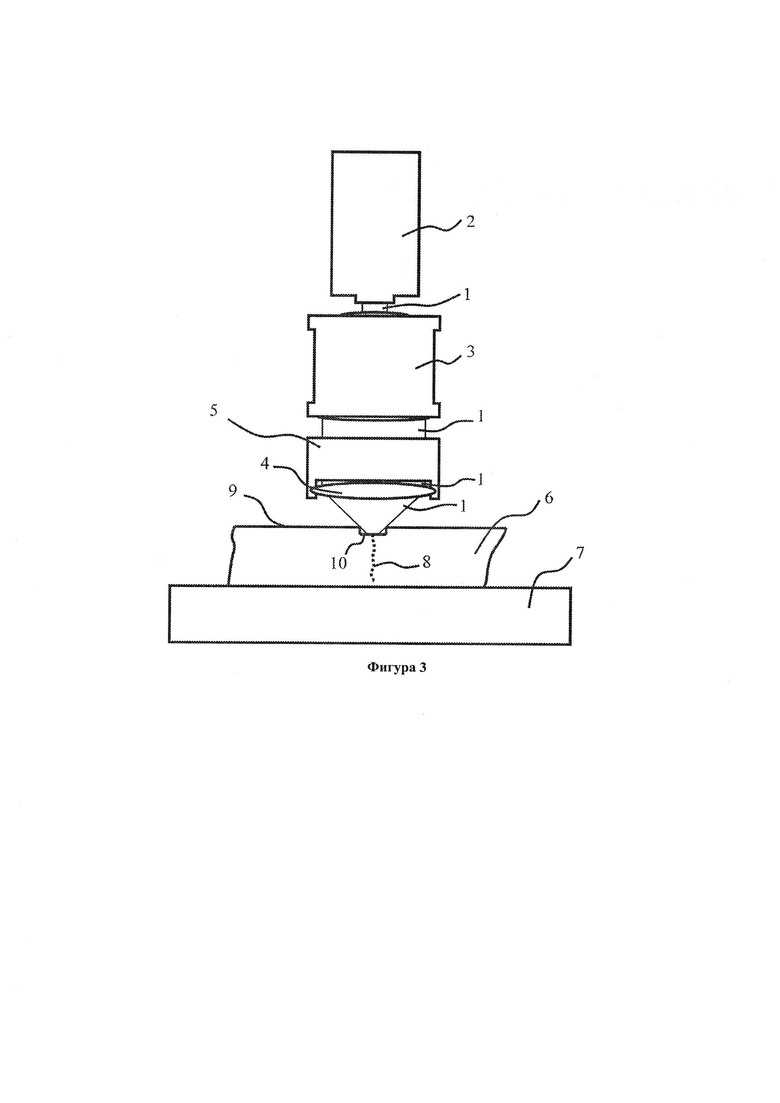
На Фиг. 3 показано схематичное представление целесообразного варианта исполнения, отличающегося тем, что единичная поврежденная структура формируется путем фокусировки лазерного излучения с использованием фокусирующего блока.
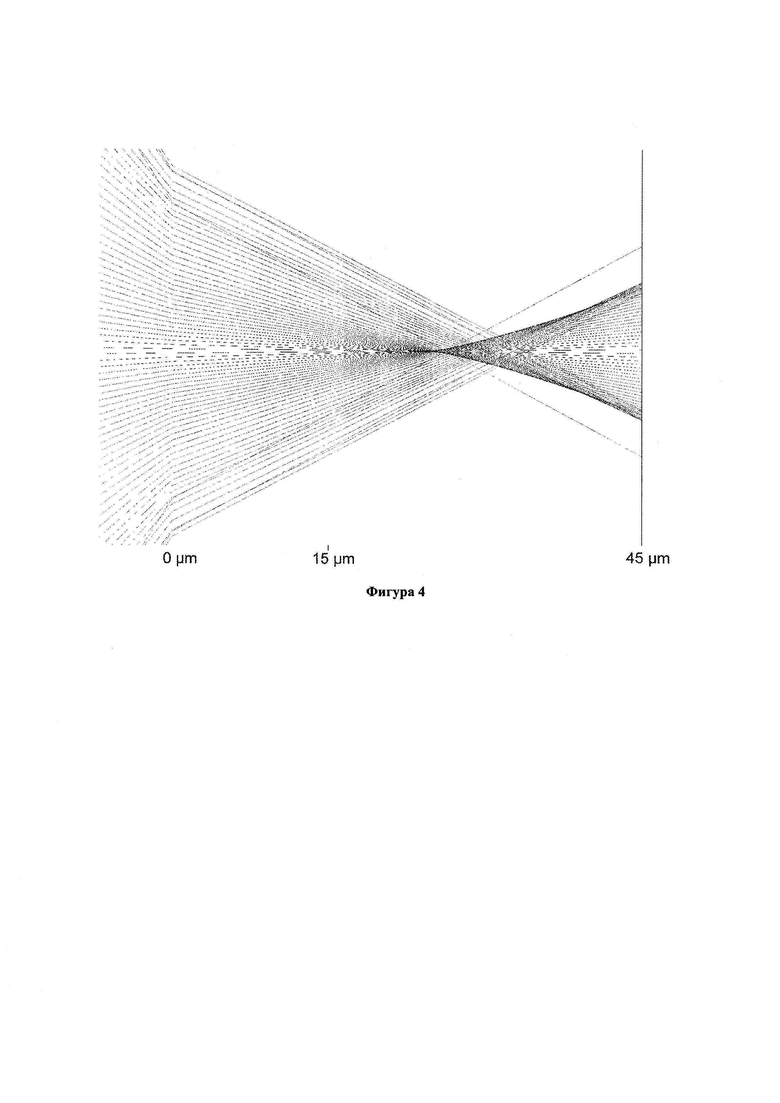
На Фиг. 4 показан численно смоделированный результат фокусировки параксиального и бокового луча лазера, полученный внутри материала в результате фокусировки с помощью фокусирующего блока.
На Фиг. 5 показано схематичное представление целесообразного варианта исполнения, отличающегося тем, что в нем для получения плоскости разделения (или разламывания) формируют ряд поврежденных структур.
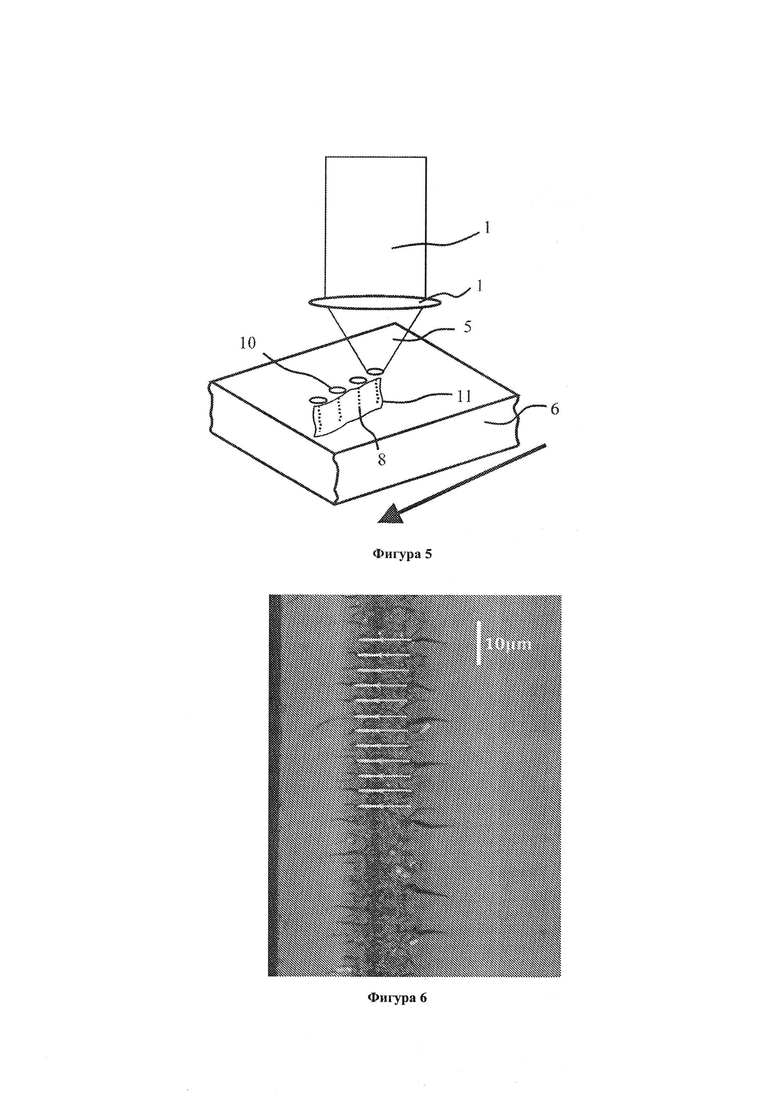
На Фиг. 6 показана фотография, позволяющая сравнить распределение интенсивности сфокусированного лазерного пучка иглообразной формы с формой повреждения, полученного внутри материала на глубине 17-30 мкм.
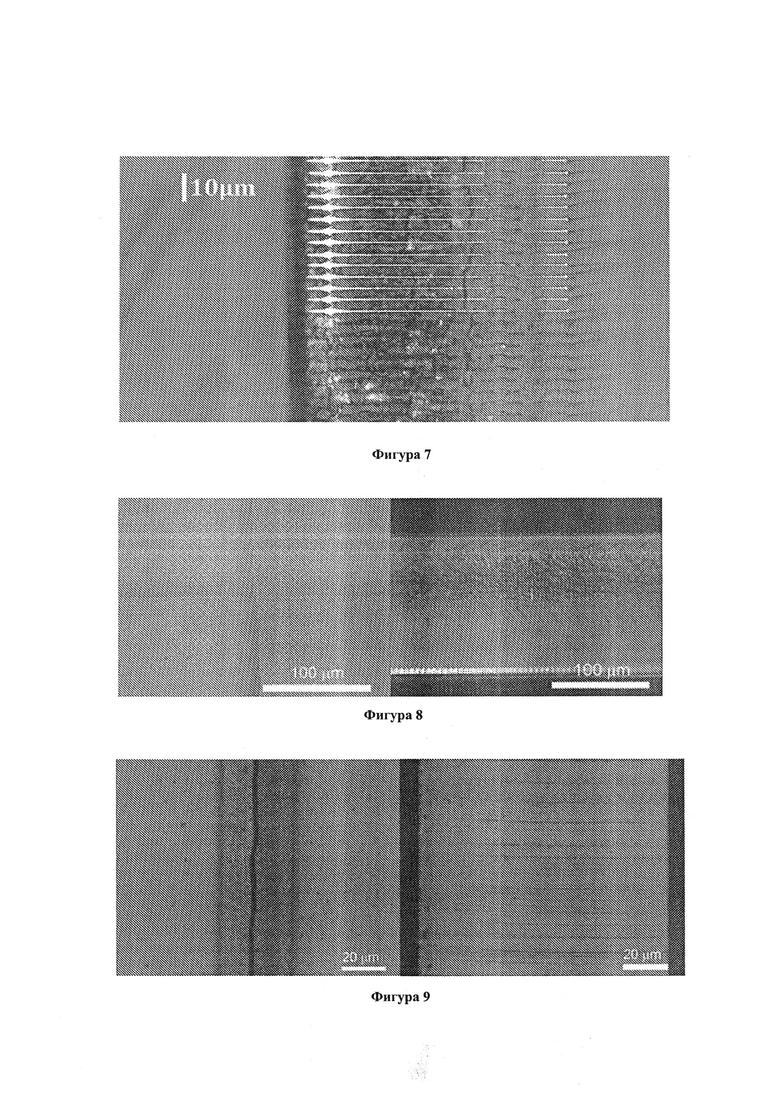
На Фиг. 7 показана фотография, позволяющая сравнить распределение интенсивности сфокусированного лазерного пучка иглообразной формы с формой повреждения, полученного внутри материала, для случая более глубокой фокусировки (на глубине 140-230 мкм).
На Фиг. 8. показаны результаты обработки для варианта исполнения в соответствии с примером 1.
На Фиг. 9. показаны результаты обработки для варианта исполнения в соответствии с примером 2.
ПОДРОБНОЕ ОПИСАНИЕ ЦЕЛЕСООБРАЗНЫХ ВАРИАНТОВ ИСПОЛНЕНИЯ
В настоящем изобретении предложен способ лазерной обработки для разделения полупроводниковых устройств, выполненных на одной подложке, а также для разделения жестких и твердых подложек. В ходе подготовки образца к процедуре разделения (или разламывания) получают область повреждения, представляющую собой глубокую и узкую область повреждений вдоль намеченной линии разделения.
В наиболее целесообразном варианте исполнения способ обработки содержит этап облучения заготовки сфокусированным лазерным пучком с помощью фокусирующего блока таким образом, чтобы сформировать область сходимости пучка (фокальное пятно, фокальную точку) во внутренней структуре заготовки, создавая поврежденные структуры совпадающие или похожие по форме на область сходимости. Область сходимости формируют таким образом, чтобы пространственное распределение плотности энергии, т.е. там где плотность энергии превышает пороговую величину повреждения для материала заготовки, имело иглообразную геометрическую форму, показанную в качестве примера на Фиг. 1 или Фиг. 2. Термин «повреждение» используется для обозначения любого вида достаточного локального изменения материала, вызывающего изменение механических свойств в степени достаточной для формирования контролируемой трещины (вдоль границы разделения) на последующих этапах разделения. Модификации или поврежденные структуры (локально поврежденные зоны или области) создают посредством механизма многофотонного поглощения, осуществимого только при условии, что материал заготовки частично или полностью прозрачен для центральной длины волны используемого лазерного излучения (целесообразно, чтобы запрещенная энергетическая зона материала превышала энергию одиночного фотона в несколько раз) и при условии достаточной плотности фотонов, достигаемой путем использования коротких и ультракоротких импульсов в процессе фокусировки пучка. Предпочтительно, чтобы материал заготовки имел ширину запрещенной энергетической зоны более 0,9 эВ.
Способ обработки также содержит этап многократного облучения образца в разнесенных позициях, при этом ряд поврежденных структур образует линию разламывания (разделения). Предпочтительно, чтобы эта процедура осуществлялась путем установки заготовки на моторизованный блок для столов линейного перемещения и последующего передвижения заготовки в нужном направлении вдоль намеченной линии разделения, таким образом формируя плоскость разделения. Для специалиста в данной области техники очевидно, что можно использовать различные конфигурации столов перемещения, в том числе вращающиеся столы и столы с перемещением фокусирующего блока, при условии обеспечения перемещения фокусирующего блока относительно заготовки. Сапфировые пластины, пластины из карбида кремния, алмазные подложки или другие устройства высокой прочности, с трудом поддающиеся механической обработке, могут использоваться в качестве заготовки, особенно, если они имеют большую толщину (например, более 500 пм).
В наиболее целесообразном варианте исполнения самым подходящим способом реализации перечисленных этапов является использование источника (2) импульсного импульсного лазерного пучка (1), предпочтительно со сферическим или эллиптическим гауссовым распределением интенсивности, фокусирующего блока (3, 4, 5) для лазерного пучка, такого как оптический прибор для формирования пучка, например, расширителя (3) пучка, элемента (4) для фокусировки пучка, механизма стабилизации расстояния между элементом (4) для фокусировки пучка или блоком (3, 4, 5) и заготовкой (6), как показано на Фиг. 3, а также механизма (7) для крепления и перемещения заготовки (6), такого как моторизованный стол перемещения. Целесообразно, чтобы источник (2) импульсного лазерного пучка представлял собой лазер (2), выполненный с возможностью стабильно выдавать последовательные лазерные импульсы постоянной поляризации и имеющий четко определенную временную огибающую, предпочтительно изменяющуюся по гауссовому закону, с длительностью импульса в диапазоне от 100 до 15000 фс, с центральной длиной волны в диапазоне от 500 до 2000 нм, с частотой в диапазоне от 10 кГц до 2 МГц, и энергией импульса, достаточной для создания импульсов на выходе фокусирующего блока (3, 4, 5) с энергией импульса в диапазоне от 1 до 100 мкДж и плотностью энергии в диапазоне от 0,1 до 100 Дж/см2. Целесообразно, чтобы оптический прибор (3) для формирования пучка содержал расширитель (3) пучка, например, кеплеровского или галилеева типа, если на входе фокусирующего элемента необходимо получить пучок определенной ширины и расходимости. Целесообразно, чтобы элемент (4) для фокусировки пучка содержал асферическую фокусирующую (конденсорную) линзу (4) или объективную линзу, а также механизм для поддержания заданного расстояния между линзой и образцом, например, механизм мониторинга расстояния с пьезоэлектрическим нанопозиционером или моторизованным столом линейного перемещения (5), поддерживающим расстояние между фокусирующим блоком (3,4,5) лазерного пучка и заготовкой (6) равным рабочему расстоянию фокусирующего элемента (5), с максимальной погрешностью приблизительно до 2 пм для скорости перемещения 300 м/с. Элемент (5) для фокусировки пучка должен быть установлен таким образом, чтобы при фокусировке пучка во внутренней структуре заготовки фокальное пятно иглообразной формы (пространственное распределение пороговой величины плотности энергии повреждения) с пространственным распределением высокой интенсивности излучения имело подобную и (или) аналогичную форму иглы, как показано на Фиг. 1 и Фиг. 2. Создаваемые поврежденные структуры (8) также при необходимости могут быть сформированы идущими в направлении от первой поверхности (9) заготовки во внутреннюю структуру, например, путем проведения абляции (создания выемки (10) путем абляции) на поверхности (10). ). Целесообразно использовать элемент (4) для фокусировки пучка с высокой числовой апертурой (NA>0,7), однако в других вариантах исполнения можно выбрать числовую апертуру в диапазоне от 0,5 до 0,9, а также с конструкцией, позволяющей оптическим составляющим лазерного пучка, расположенным ближе к оптической оси (к центру элемента для фокусировки пучка), фокусироваться таким образом, чтобы формировать область конденсации вблизи первой поверхности (9) заготовки, в отличие от составляющих пучка, распространяющихся дальше в поперечном направлении от оптической оси и фокусирующихся на большей глубине (расстоянии от первой поверхности (9) заготовки (6)). На Фиг. 4 показано изображение характерной траектории луча с областью сходимости иглообразной формы.
Интервал между лазерными импульсами, выпускаемыми на поверхность, лежит в диапазоне от 1 пм до 10 пм и может быть скорректирован путем изменения скорости движения моторизованного стола (7) перемещения. Плоскость (11) разделения (или разламывания) формируют путем линейного передвижения моторизованного (7) стола перемещения. Количество проходов (повторных перемещений) для одной линии разделения следует установить не более 2, однако, это не является ограничением. Процесс формирования плоскости разделения (разламывания) показан на Фиг. 5. Это позволяет сочетать плотную фокусировку и распределение интенсивности сфокусированного излучения в форме иглы, при этом управление фокусировкой может осуществляться с помощью изменения параметров асферической линзы, оптических свойств материала или свойств входящего лазерного пучка.
Результирующая топография поверхности разделения (разламывания) показана на Фиг. 6 и 7. Для специалиста в данной области техники должно быть очевидно, что можно получить различные длины поврежденных структур для выполнения качественного разламывания сложных заготовок.
В другом целесообразном варианте исполнения подобный фокусирующий блок (3, 4, 5) используют для одновременной фокусировки до 4 лазерных пучков с целью получения нескольких точек конденсации, тем самым увеличивая скорость обработки.
Еще в одном варианте исполнения на этапе облучения заготовки сфокусированным импульсным лазерным пучком через фокусирующий блок в фокусирующий блок помещают по меньшей мере один дифракционный элемент, дополняя или заменяя им оптический прибор для формирования пучка, что позволяет изменять форму входящего пучка таким образом, чтобы после прохождения пучка через элемент для фокусировки получить распределение интенсивности излучения иглообразной формы.
В другом варианте исполнения на этапе облучения заготовки сфокусированным импульсным лазерным пучком через фокусирующий блок в блок формирования пучка помещают по меньшей мере один элемент адаптивной оптики, изменяющий форму входящего пучка таким образом, чтобы после прохождения пучка через элемент фокусировки пучка получить распределение интенсивности излучения иглообразной формы. Это позволяет использовать более широкий спектр входящих пучков (в частности, пучки с различной модуляцией) или осуществлять компенсацию колебаний параметров обработки. Элемент формирования пучка может быть выполнен на основе деформируемых зеркал, пьезоэлектрических деформируемых зеркал или аналогичных устройств.
Еще в одном варианте исполнения на этапе облучения заготовки сфокусированным импульсным лазерным пучком через фокусирующий блок, в соответствии с предыдущим вариантом исполнения, элемент адаптивной оптики может быть заменен по меньшей мере одним фазным и (или) амплитудным модулятором, таким как жидкокристаллический модулятор света или микрозеркальная матрица.
Для лучшего раскрытия сути настоящего изобретения приводятся следующие примеры. Однако, раскрытые примеры и указанные параметры даны для того, чтобы обеспечить лучшее понимание сути изобретения, и никоим образом не ограничивают его объем. Эти параметры могут изменяться в достаточно широком диапазоне, обеспечивая получение похожих или отличных результатов, однако основная идея способа скрайбирования остается неизменной.
Еще в одном варианте исполнения на этапе облучения заготовки сфокусированным импульсным лазерным пучком через фокусирующий блок, в соответствии с предыдущим вариантом исполнения, элемент адаптивной оптики может быть заменен по меньшей мере одним модулятором пучка с пассивным дифракционным элементом, таким как дифракционный оптический элемент для формирования пучка с плоской вершиной, дифракционные оптические элементы для коррекции аберрации или другой элемент с любым набором соответствующих параметров. Пассивный дифракционный элемент выбирают таким образом, чтобы пучок, модулируемый таким элементом, мог быть сфокусирован с помощью элемента для фокусировки пучка, получая на выходе распределение интенсивности излучения иглообразной формы. Следует отметить, что на этапе облучения этот элемент также может быть установлен на оптическом пути за элементом для фокусировки пучка.
Для лучшего раскрытия сути настоящего изобретения приводятся следующие примеры. Однако, раскрытые примеры и указанные параметры даны для того, чтобы обеспечить лучшее понимание сути изобретения, и никоим образом не ограничивают его объем. Эти параметры могут изменяться в достаточно широком диапазоне, обеспечивая получение похожих или отличных результатов, однако основная идея способа скрайбирования остается неизменной.
Пример 1
Материал заготовки - Al2O3. Заготовка представляет собой подложку (пластину) с толщиной приблизительно 140 мкм. В качестве лазерного источника использован фемтосекундный лазер с длиной волны выходного излучения 1030 нм и шириной импульса менее 300 фс (полная ширина на уровне полумаксимума/1,41), заданными при частоте выходного сигнала 100 кГц. Фокусирующий блок снабжен фокусирующей объективной линзой с числовой апертурой 0,8, используемой в качестве элемента для фокусировки пучка. Энергию импульса на выходе фокусирующего блока выбирают равной 5 мкДж, а плотность энергии приблизительно равной 0,7 кДж/см2, область конденсации формируют на глубине 10 мкм от первой поверхности пластины. Интервал между поврежденными структурами 3 мкм. Скорость обработки, а именно скорость перемещения стола линейного перемещения составляет 300 мм/с. На Фиг. 8 показаны результаты обработки (слева) и результаты разламывания (скрайбирования) (справа).
Пример 2
Материал заготовки - карбид кремния, политип - 4Н (4H-SiC). Заготовка представляет собой подложку (пластину) с толщиной приблизительно 100 мкм. В качестве лазерного источника использован фемтосекундный лазер с длиной волны выходного излучения 1030 нм и шириной импульса менее 300 фс (полная ширина на уровне полумаксимума/1,41), заданными при частоте выходного сигнала 100 кГц. Фокусирующий блок снабжен фокусирующей объективной линзой с числовой апертурой 0,5, используемой в качестве элемента для фокусировки пучка. Энергию импульса на выходе фокусирующего блока выбирают равной 30 мкДж, а плотность энергии приблизительно равной 1 кДж/см2, область конденсации формируют на глубине 30 мкм от первой поверхности пластины. Интервал между поврежденными структурами 3 мкм. Скорость обработки, а именно скорость перемещения стола линейного перемещения составляет 300 мм/с. На Фиг. 9 показаны результаты обработки (слева) и результаты разламывания (скрайбирования) (справа).
Пример 3
Коэффициенты асферической линзы могут быть выбраны до некоторой степени произвольно, в зависимости от расходимости падающего пучка и целевого интервала глубин фокусировки. При расходимости падающего пучка 1 мрад (измеряемой на выходе блока управления расходимостью пучка) и целевого интервала глубин фокусировки внутри сапфира от 17 мкм до 140 мкм коэффициенты асферической линзы для первой поверхности линзы составят: R=2,75 (радиус кривизны); k=-0,5426984 (коническая постоянная, измеряемая при вершине); ненулевые коэффициенты А4=-3,1954606×10-4; А6=-4,3977849×10-5; A8=1,8422560×10-5; А10=-1,5664464×10-6, а для второй поверхности: R=-3,21; k=-12,41801; А4=9,0053074×10-3; А6=-1,3597516×10-3; А8=1,1366379×10-4; А10=-4,2789249×l0-6; коэффициент преломления n=1,597, расчетная длина волны 830 нм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОГО СКРАЙБИРОВАНИЯ ПОЛУПРОВОДНИКОВОЙ ЗАГОТОВКИ С ИСПОЛЬЗОВАНИЕМ РАЗДЕЛЕННЫХ ЛАЗЕРНЫХ ЛУЧЕЙ | 2015 |
|
RU2677574C1 |
| СПОСОБ РЕЗКИ ПРОЗРАЧНЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2226183C2 |
| СПОСОБ ЛАЗЕРНОГО УПРАВЛЯЕМОГО ТЕРМОРАСКАЛЫВАНИЯ САПФИРОВЫХ ПЛАСТИН | 2015 |
|
RU2582181C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ТВЕРДЫХ ПРОЗРАЧНЫХ ПЛАСТИН СО СВЕТОИЗЛУЧАЮЩИМИ ИЛИ МИКРОЭЛЕКТРОННЫМИ СТРУКТУРАМИ | 2003 |
|
RU2254299C1 |
| СПОСОБ ФОРМИРОВАНИЯ ДЕФЕКТОВ В ОБЪЕМЕ ОБРАЗЦА ДИЭЛЕКТРИКА ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2017 |
|
RU2671150C1 |
| СПОСОБ РЕЗКИ ПЛАСТИН ИЗ ХРУПКИХ МАТЕРИАЛОВ | 2009 |
|
RU2404931C1 |
| УСТАНОВКА ЛАЗЕРНОГО СКРАЙБИРОВАНИЯ ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ТРАНСФОРМАТОРНЫХ ЛИСТОВ ПОСРЕДСТВОМ ПЯТЕН ЭЛЛИПТИЧЕСКОЙ ФОРМЫ | 2009 |
|
RU2516216C2 |
| СПОСОБ ПРЕЦИЗИОННОГО БЕСКЛЕЕВОГО СОЕДИНЕНИЯ ПРОЗРАЧНЫХ ДИЭЛЕКТРИКОВ С МЕТАЛЛАМИ | 2021 |
|
RU2779112C1 |
| ПРИБОР ДЛЯ ОБРАБОТКИ КОЖИ НА ОСНОВЕ ИЗЛУЧЕНИЯ | 2017 |
|
RU2736844C2 |
| Способ многолучевой лазерной полировки алмазной поверхности и устройство для реализации | 2021 |
|
RU2797105C2 |
Изобретение относится к способу лазерной обработки, предназначенному для разделения полупроводниковых устройств, выполненных на одной подложке (6), а также для разделения жестких и твердых подложек (6) большой толщины. Способ содержит этап настройки импульсного лазерного пучка (1) с помощью фокусирующего блока (1) таким образом, чтобы сформировать клиновидную область - сходимости пучка, в частности, чтобы получить во внутренней структуре заготовки (6) пороговую величину плотности энергии (распределения энергии) оптического повреждения материала заготовки. Во время данного этапа формируют ослабленную область (иглообразной формы). Способ содержит этап формирования ряда таких поврежденных структур (8, 11), расположенных вдоль заранее определенной линии разламывания посредством перемещения заготовки (6) относительно точки конденсации лазерного пучка (1). 15 з.п. ф-лы, 9 ил., 3 пр.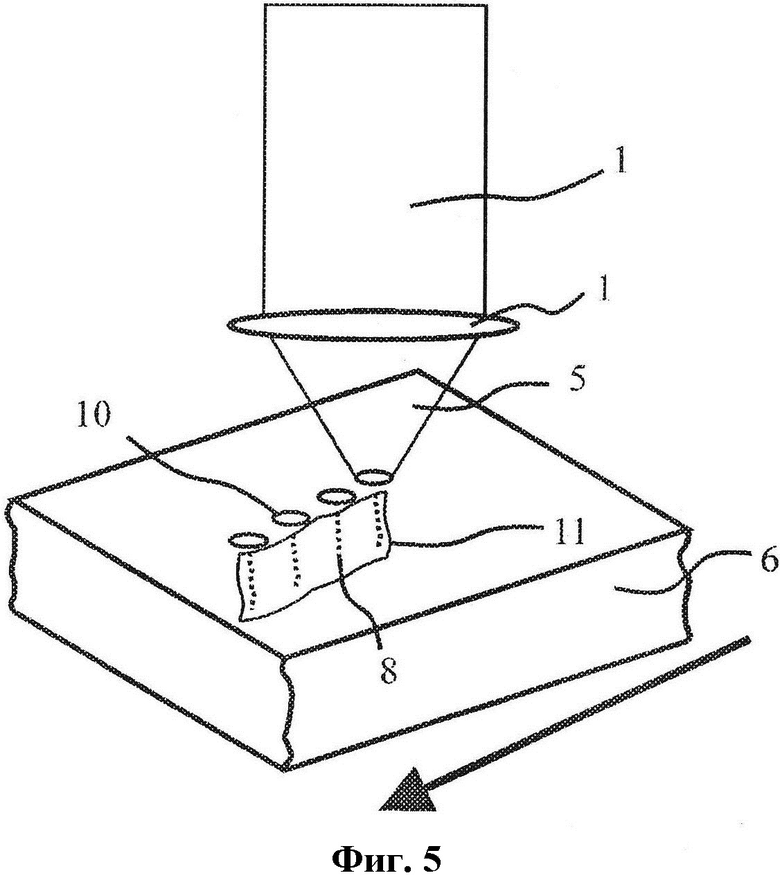
1. Способ лазерной обработки для разделения заготовки, прозрачной для лазерного излучения и имеющей по меньшей мере одну плоскую поверхность, заключающийся в том, что он содержит этап сквозного облучения заготовки по меньшей мере одним импульсным лазерным пучком, причем для выполнения разделения лазерные импульсы выпускают на поверхность заготовки с формированием плоскости разделения из последовательности поврежденных структур, которая позволяет с легкостью разломить подложку вдоль намеченной линии разделения, при этом корректируют лазерный пучок с помощью фокусирующего блока, установленного для фокусировки лазерного пучка во внутренней структуре заготовки таким образом, чтобы распределение пороговой величины плотности энергии оптического повреждения материала во внутренней структуре данной заготовки имело иглообразную форму, причем данный фокусирующий блок устанавливают для фокусировки энергии лазерного пучка в распределение только данной иглообразной формы и он содержит по меньшей мере один элемент для фокусировки пучка с числовой апертурой в диапазоне от 0,5 до 0,9, причем протяженность распределения плотности энергии иглообразной формы в продольном направлении превышает его поперечный размер и формируется внутри данной заготовки, без выхода на ее поверхность, затем вдоль намеченной плоскости разделения формируют ряд поврежденных структур с распределением плотности энергии иглообразной формы и соблюдением определенного расстояния между фокусирующим блоком и первой поверхностью заготовки с помощью механизма для поддержания заданного расстояния.
2. Способ по п. 1, в котором фокусировки лазерного пучка с помощью фокусирующего блока обеспечивают за счет направления пучка по меньшей мере через один блок управления расходимостью пучка, установленный в фокусирующем блоке, например, в виде регулируемого расширителя пучка, и за счет последовательного направления пучка по меньшей мере через один элемент для фокусировки пучка, причем элемент для фокусировки пучка представляет собой асферическую линзу для фокусировки пучка или по меньшей мере одну объективную линзу.
3. Способ по п. 1, в котором элемент для фокусировки пучка обеспечивает фокусировку пучка таким образом, что составляющие пучка, падающие на поверхность элемента для фокусировки ближе к оптической оси, фокусируются вблизи первой поверхности заготовки, тогда как составляющие, падающие на поверхность элемента фокусировки дальше от оптической оси, фокусируются глубже во внутренней структуре материала заготовки по отношению к первой поверхности заготовки.
4. Способ по п. 1, котором механизм для поддержания заданного расстояния выполнен в виде механизма мониторинга расстояния, пьезоэлектрического нанопозиционера, моторизованного стола линейного перемещения .
5. Способ по п. 1, в котором распределение интенсивности сфокусированного лазерного пучка иглообразной формы внутри материала настраивают для эффективной обработки с учетом свойств материала и размеров заготовки с помощью изменения расходимости лазерного пучка на входе элемента для фокусировки, конфигурации поверхности элемента для фокусировки, глубины фокусировки, посредством исполнительного механизма или воздействия на другие параметры обработки.
6. Способ по п. 1, в котором фокусировки лазерного пучка с помощью фокусирующего блока обеспечивают за счет направления пучка по меньшей мере через один элемент адаптивной оптики, установленный в фокусирующем блоке, и за счет последовательного направления пучка по меньшей мере через один элемент для фокусировки пучка, такой как сферическая или асферическая линза для фокусировки пучка, или по меньшей мере через одну объективную линзу.
7. Способ по п. 1, в котором фокусировки лазерного пучка с помощью фокусирующего блока обеспечивают за счет направления пучка по меньшей мере через один фазный и (или) амплитудный модулятор, установленный в фокусирующем блоке, и за счет последовательного направления пучка по меньшей мере через один элемент для фокусировки пучка, такой как сферическая или асферическая линза для фокусировки пучка, или по меньшей мере через одну объективную линзу.
8. Способ по п. 1, в котором фокусировки лазерного пучка с помощью фокусирующего блока обеспечивают за счет направления пучка по меньшей мере через один модулятор пучка с пассивным дифракционным элементом, установленный в фокусирующем блоке, и по меньшей мере через один элемент для фокусировки пучка, такой как сферическая или асферическая линза для фокусировки пучка, или по меньшей мере через одну объективную линзу.
9. Способ по п. 1, в котором фокусирующий блок используют для одновременной фокусировки до 4-х лазерных пучков.
10. Способ по п. 1, в котором длина волны лазерного пучка находится в диапазоне от 500 до 2000 нм.
11. Способ по п. 1, в котором длительность импульса лазерного пучка находится в диапазоне от 100 до 15000 фс.
12. Способ по п. 1, в котором частота повторения лазерного пучка находится в диапазоне от 10 кГц до 2 МГц.
13. Способ по п. 1, в котором энергия импульса лазерного пучка находится в диапазоне от 1 до 100 мкДж.
14. Способ по п. 1, в котором плотность энергии импульсного лазерного пучка находится в диапазоне от 0,1 до 100 Дж/см2.
15. Способ по п. 1, в котором интервал между поврежденными структурами, расположенными в ряд, находится в диапазоне от 1 до 10 мкм.
16. Способ по п. 1, в котором обрабатывают заготовку, выполненную из сапфира, карбида кремния или алмаза.
| WO 2014079570 A1, 30.05.2014 | |||
| US 5231262 A, 27.07.1993 | |||
| JP 2001129679 A, 15.05.2001 | |||
| JP 2002283085 A, 02.10.2002 | |||
| СПОСОБ СКРАЙБИРОВАНИЯ ХРУПКОГО МАТЕРИАЛА И УСТРОЙСТВО СКРАЙБИРОВАНИЯ | 2005 |
|
RU2354616C2 |
| Способ лазерной резки | 1991 |
|
SU1834771A3 |
| СПОСОБ РЕЗКИ ПРОЗРАЧНЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2226183C2 |
| А.Г.Григорьянц и др | |||
| "Технологические процессы лазерной обработки", М., издат | |||
| МГТУ им.Н.Э.Баумана, 2006, с.504. | |||

