Изобретение относится к л области оптического приборостроения, а именно, к лазерной микрообработке и может быть использовано для формирования микроканалов на поверхности различных подложек из диэлектрических или металлических материалов, например, из оптического материала (оптического стекла, оптических кристаллов) и полупроводниковых материалов при изготовлении оптических шкал, сеток, решеток.
В заявляемом техническом решении использовались следующие термины:
Буртик - (1) полукруглые полости в шаблоне или полукруглые выпуклости или полости на отливке, (2) единичное количество направленного металла (или другого материала («Металлы и сплавы Справочник.» Под редакций Ю.П. Солнцева; НПО «Профессионал», НПО «Мир и семья», Санкт-Петербург, 2003 г.)
Важной проблемой при формировании микроканалов является поддержание требуемого качества их формы, шероховатости, а также отсутствия микродефектов таких, как микросколы, микротрещины, как на поверхности, так и внутри подложки. В особенности эта проблема актуальна при изготовлении микроканалов из хрупких диэлектрических материалов, например оптического стекла, оптических кристаллов, полупроводниковых материалов. Для ряда задач не менее важно обеспечить идентичность краев микроканала по всему его периметру и их высокое качество - крутизну наклона стенок, отсутствие выбросов расплава материала на примыкающую поверхность - образовании буртиков.
Применение лазерной микрообработки фемтосекундными и пикосекундными импульсами в определенных режимах позволяет избежать нежелательных микросколов и микротрещин, однако во многих случаях не позволяет получить одинаковое и равномерное качество краев микроканалов по всему периметру.
Известно техническое решение, представленное в лазерной микрообработке материала импульсами фемтосекундного лазера (Патент US 20060207976 «Laser material micromachining with green femtosecond pulses», МПК B23К 26/38, B23К 26/06, опубликовано 21.09.2006 г.), которое может применяться для выполнения отверстий и микроканалов на различных материалах, в том числе на подложках из стекла, кристаллов, полупроводников.
Задача повышения качества формирования микроканалов в указанном техническом решении решается путем подбора параметров лазерного излучения: длины волны излучения, длительности импульсов, частоты следования импульсов и мощности излучения. Показаны преимущества использования ультракоротких импульсов в зеленой области спектра по сравнению с ближней инфракрасной областью спектра.
В данном способе пачку лазерных импульсов направляют на материал в область микрообработки и перемещают лазерный луч по зоне выполняемого микроканала или перемещают подложку относительно лазерного луча. Лазерные импульсы удаляют материал в зоне микрообработки, формируя различные структуры, в том числе микроканалы.
Устройство в различных вариантах исполнения содержит лазер формирующий ультракороткие импульсы длительностью от 100фс (фемтосекундные импульсы) до 20пс (пикосекундные импульсы).
Устройство включает в себя также поворотное и сканирующее зеркала, узел регулировки мощности, выполненный с возможностью ослабления средней мощности и энергии импульса в луче, систему обратной связи с контроллером для контроля и управления мощностью или энергией импульса в лазерном луче, оптическую систему, включающую микрообъектив, который фокусирует лазерный луч в плоскость микрообработки.
Предложенное использование ультракоротких лазерных импульсов позволяет удалить материал без нежелательного нагрева оставшегося материала. При достаточно высокой плотности мощности импульсов облученный материал удаляется до того, как вокруг формируемого микроканала может произойти значительное нагревание.
Недостатками известного технического решения является высокая шероховатость поверхности сформированного микроканала и присутствие микросколов и микротрещин на поверхности и внутри диэлектрических подложек из хрупких материалов (оптических стекол).
Известно техническое решение, представленное в устройстве и способе фемтосекундной лазерной микрообработки, и предназначенные для формирования микроканалов на стеклянных подложках, описание которых приведено в статье «Ultrafast laser ablation of soda-lime glass for fabricating microfluidic pillar array channels", опубликованной в журнале «Microelectronic Engineering», март 2016 г. В данном техническом решении формируется микроканал путем облучения поверхности подложки пачкой лазерных импульсов, при этом осуществляется векторное перемещение лазерного луча вдоль длинной стороны формируемого микроканала. Перемещение лазерного луча обеспечивается в плоскости по двум координатам, при этом для обеспечения заданной глубины микроканала выполняется перемещение по третьей координате, с одновременным увеличением средней мощности излучения. Данный процесс при необходимости многократно повторяется.
Устройство содержит лазер с ультракороткой длительностью импульсов с частотой следования 200 КГц, длительностью импульса 15 пс и длиной волны ультрафиолетового диапазона - 355 нм.
Кроме этого, в состав устройства входит система формирования лазерного луча, система двухкоординатного сканирования луча, система фокусировки лазерного луча в виде телецентрического объектива, двухкоординатная система позиционирования и фиксации стеклянной подложки в зоне микрообработки, а также контроллер, связывающий лазер и упомянутые системы с управляющей ЭВМ.
Известное техническое решение обладает следующими недостатками.
1. Полученные изделия могут характеризоваться низким качеством микрообработки - наличием шероховатой поверхности микроканала и иметь микродефекты в виде сколов и микротрещин в зоне микрообработки. Низкое качество микрообработки обусловлено тем, что диаметр сфокусированного лазерного луча равен 10 мкм, в результате чего величина шероховатости лежит в пределах от единиц до десятков микрон. Вследствие этого применение данного способа неприемлемо для формирования прицельных сеток и микроканалов биочипов поскольку величина шероховатости сравнима с размерами микроканалов.
2. Отсутствие возможности формирования профиля микроканала произвольной формы. Векторное перемещение лазерного луча вдоль контуров микроканалов, приводит к тому, что профиль микроканалов будет повторять профиль распределения энергии в зоне фокусировки лазерного луча. В результате чего профиль микроканала будет иметь трапециевидную форму или описываться функцией Гаусса.
Известно техническое решение, представленное в способе и устройстве формирования микроканалов на подложках из оптического стекла, оптических кристаллов и полупроводниковых материалов фемтосекундными импульсами лазерного излучения (Патент РФ №2661165 «Способ и устройство формирования микроканалов на подложках из оптического стекла, оптических кристаллов и полупроводниковых материалов фемтосекундными импульсами лазерного излучения», МПК В23К 26/36, В23К 26/062, В23К 26/082, опубликовано 12.07.2018 г. ) и выбранное в качестве прототипа.
Устройство содержит лазер с ультракороткой длительностью импульсов и частотой следования импульсов более 50КГц, систему формирования лазерного луча, систему двухкоординатного сканирования луча, систему фокусирования луча в плоскость микрообработки с обеспечением плотности мощности излучения выше порогового значения для удаления материала подложки, двухкоординатную систему позиционирования и фиксации подложки и контроллер, связывающий лазер и упомянутые системы с управляющей ЭВМ.
Данный способ заключается в использовании лазера с фемтосекундной длительностью импульсов, длиной волны ультрафиолетового, видимого или ближнего ИК-диапазона путем облучения поверхности подложки пачкой лазерных импульсов с плотностью мощности излучения выше порогового значения для удаления материала подложки при перемещении лазерного луча по зоне выполняемого микроканала с частичным перекрытием пятен от лазерных импульсов. При этом, сканирование выполняется построчно линейным растровым способом путем перемещения луча в каждой строке с включением и выключением пачки лазерных импульсов в каждой строке так, чтобы первый импульс пачки был излучен на одной границе участка микрообработки, а последний - на другой его границе, причем сканирование осуществляют по одной или более растровым зонам микрообработки, укладывающимся в ширину микроканала, при этом участок микрообработки в каждой строке обрамлен зонами холостого хода, длина каждой из которых составляет 5-25% от длины участка микрообработки, расстояние между строками не более их ширины, угол растра относительно образующей в каждой точке одного из контуров растровых зон микрообработки составляет от 35 до 90 градусов, а длину строки при включенной пачке лазерных импульсов устанавливают меньше предельной длины участка микрообработки, при которой в подложке не возникают дефекты.
Недостатками известного технического решения является то, что построчное сканирование растровым способом, при котором первый импульс пачки излучается на одной границе участка микрообработки, а последний - на другой его границе, может привести к появлению дефектов, таких как выброс за границу участка микрообработки расплавленных частиц материала на поверхность обрабатываемого изделия - образование дефектов в виде буртиков из застывшего расплава на одном из краев микроканала, что связано с образованием волны из расплава удаляемого материала при движении лазерного луча по зоне выполняемого микроканала с частичным перекрытием пятен от лазерных импульсов, поскольку, при таком режиме, даже при фемтосекундной обработке, образуется зона не удаленного расплавленного материала вокруг точки фокусировки лазерного луча движущаяся в направлении его перемещения. При окончании пачки импульсов, волна расплава выплескивается на необработанную границу микроканала и застывает. Также возможно появление различной шероховатости краев и крутизны стенок микроканала в начале и конце растровой линии, причиной которых являются особенности физических процессов, протекающих в начале и в конце формирования растровой линии. Форма поверхности обрабатываемых подложек может быть неплоской из-за конструктивных либо производственных причин. Превышение величины отклонения от плоскостности обрабатываемой подложки в зоне микрообработки от величины глубины фокусировки лазерного луча приводит к ухудшению качества границ микроканала, нарушению геометрических размеров формируемого микроканала, микродефектам.
Перед авторами ставилась задача разработать способ формирования микроканалов на подложке и устройство для его реализации, позволяющее формировать геометрический профиль микроканалов произвольной формы и обеспечивающее отсутствие буртиков на границе микроканалов, в том числе на неплоской поверхности подложки.
Поставленная задача решается тем, что в способе формирования микроканалов на подложке включающий использование устройства формирования микроканалов на подложке содержащее фемтосекундный лазер, оснащенный управляемым затвором, двухкоординатную систему позиционирования и фиксации обрабатываемой подложки систему формирования лазерного луча, систему двухкоординатного сканирования лазерного луча, систему фокусирования лазерного луча в плоскость микрообработки с обеспечением плотности мощности лазерного излучения выше порогового значения для удаления материала подложки, и связанные через контроллер с блоком управления, облучение поверхности подложки в области формируемого микроканала выполняется построчным линейным сканированием лазерного луча, обеспечивающим перемещение лазерного луча в каждой строке развертки на ширину участка микрообработки подложки, с включением и выключением пачки лазерных импульсов в каждой строке развертки, осуществление сканирования по зонам микрообработки, укладывающимся в ширину микроканала, а участок микрообработки в каждой строке развертки обрамлен зонами холостого хода, расстояние между строками линейного растра не более их ширины, угол линейной развертки относительно образующей в каждой точке одного из контуров растровых зон микрообработки составляет в диапазоне 35°-90°, а длину строки при включенной пачке лазерных импульсов устанавливают меньше предельной длины участка микрообработки, при которой в подложке не возникают дефекты, при этом, для достижения требуемой глубины микроканала сканирование может быть выполнено многократно, с перефокусировкой в плоскость микрообработки при повторном и последующих сканированиях, устройство формирования микроканалов на подложке дополнительно снабжают, связанным с контроллером, датчиком бесконтактного измерения локального расстояния, который выполняют измеряющим расстояние до подложки, и располагают в системе фокусирования лазерного луча, выполняют последовательное поточечное измерение расстояний от системы фокусирования лазерного луча до поверхности подложки внутри полного поля микрообработки, образованного замкнутой фигурой описанной вокруг формируемых на подложке микроканалов, а блок управления выполняют формирующим трехмерную топографию поверхности подложки, определяющим по данным трехмерной топографии поверхности подложки в области начального фрагмента микрообработки размер фрагмента поля сканирования системы двухкоординатного сканирования и значение фокуса лазерного луча в области начального фрагмента микрообработки для фокусирования лазерного луча в плоскость микрообработки, при этом дополнительно производят разделение формируемого микроканала хотя бы на две зоны микрообработки, формируют трехмерную топографию поверхности подложки, выбирают координаты начала первого фрагмента зоны микрообработки и по топографическим данным с учетом глубины фокуса системы фокусирования лазерного луча определяют размер фрагмента поля сканирования, затем по данным трехмерной топографии устанавливают значение фокуса лазерного луча в области начального фрагмента микрообработки, далее осуществляют сканирование начальной зоны микрообработки, с последующим ее исключением из полного поля микрообработки, при этом сканирование в каждой строке линейной развертки производят от необрабатываемого участка зоны микрообработки к участку зоны микрообработки, при этом последние импульсы пачек лазерных импульсов излучаются внутри зоны микрообработки, далее производят повторение последовательности действий пока не будет выполнено сканирование полного поля микрообработки, далее угол растра относительно образующей в каждой точке одного из контуров растровых зон микрообработки выполняют изменяющимся произвольно при повторном и последующих построчных линейных сканированиях лазерным лучом.
Способ реализуется с помощью устройства для формирования микроканалов на подложке содержащее фемтосекундный лазер, оснащенный управляемым затвором, двухкоординатную систему позиционирования и фиксации обрабатываемой подложки, систему формирования лазерного луча, систему двухкоординатного сканирования лазерного луча, систему фокусирования лазерного луча в плоскость микрообработки с обеспечением плотности мощности лазерного излучения выше порогового значения для удаления материала подложки, и связанные через контроллер с блоком управления, при этом оно дополнительно содержит связанный с контроллером датчик бесконтактного измерения локального расстояния, выполненный измеряющим расстояние до подложки и который расположен в системе фокусирования лазерного луча и осуществляющим последовательное поточечное определение расстояний от системы фокусирования лазерного луча до поверхности подложки внутри полного поля микрообработки, образованного замкнутой фигурой описанной вокруг формируемых на поверхности подложки микроканалов, а блок управления выполнен формирующим трехмерную топографию поверхности подложки и определяющим по данным трехмерной топографии поверхности подложки в области начального фрагмента микрообработки размер фрагмента поля сканирования системы двухкоординатного сканирования и значение фокуса лазерного луча в области начального фрагмента микрообработки для фокусирования лазерного луча в плоскость микрообработки, далее угол линейной развертки относительно образующей в каждой точке одного из контуров растровых зон микрообработки выполнен изменяющимся произвольно при последующих построчных линейных сканированиях лазерным лучом,
Технический результат заявляемого технического решения заключается в повышении качества верхнего края микроканала, уменьшении количества дефектов подложки в процессе изготовления микроканалов, в повышении качества формируемых микроканалов в виде уменьшения шероховатости внутренней поверхности микроканала и отсутствии микросколов и микротрещин на поверхности и внутри, в том числе, хрупких подложек, а так же в расширении области применения и расширении средств данного назначения.
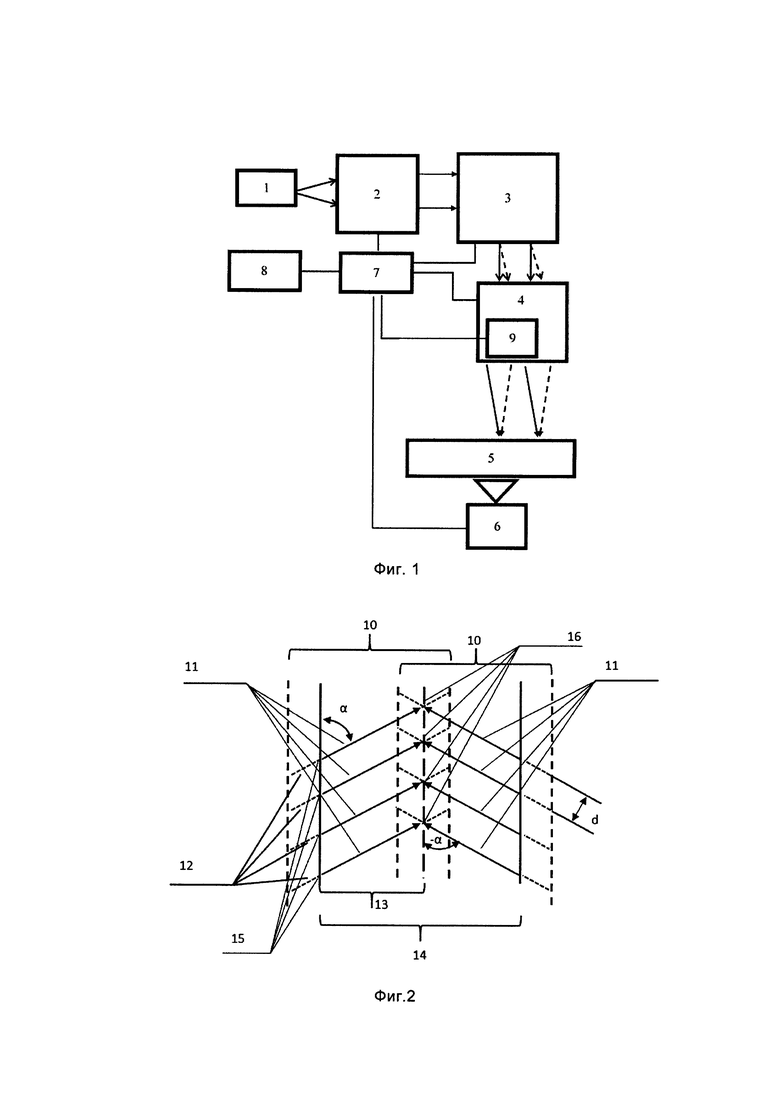
На фиг. 1 представлена блок схема заявляемого устройства формирования микроканалов на подложке, где 1 - фемтосекундный лазер, оснащенный управляемым затвором, 2 - система формирования лазерного луча, 3 - система двухкоординатного сканирования лазерного луча, 4 - система фокусирования лазерного луча, 5 - подложка, 6 - двухкоординатная система позиционирования и фиксации обрабатываемой подложки, 7 - контроллер, 8 - блок управления, 9 - датчик бесконтактного измерения локального расстояния.
На фиг. 2 показан микроканал на подложке, сформированный двумя растровыми зонами микрообработки, где 10 - участок микрообработки, 11 -строки линейного растра, 12 - зона холостого хода, 13 - зона микрообработки, 14 - микроканал, 15 - точка излучения первых импульсов пачек, 16 - точка излучения последних импульсов пачек.
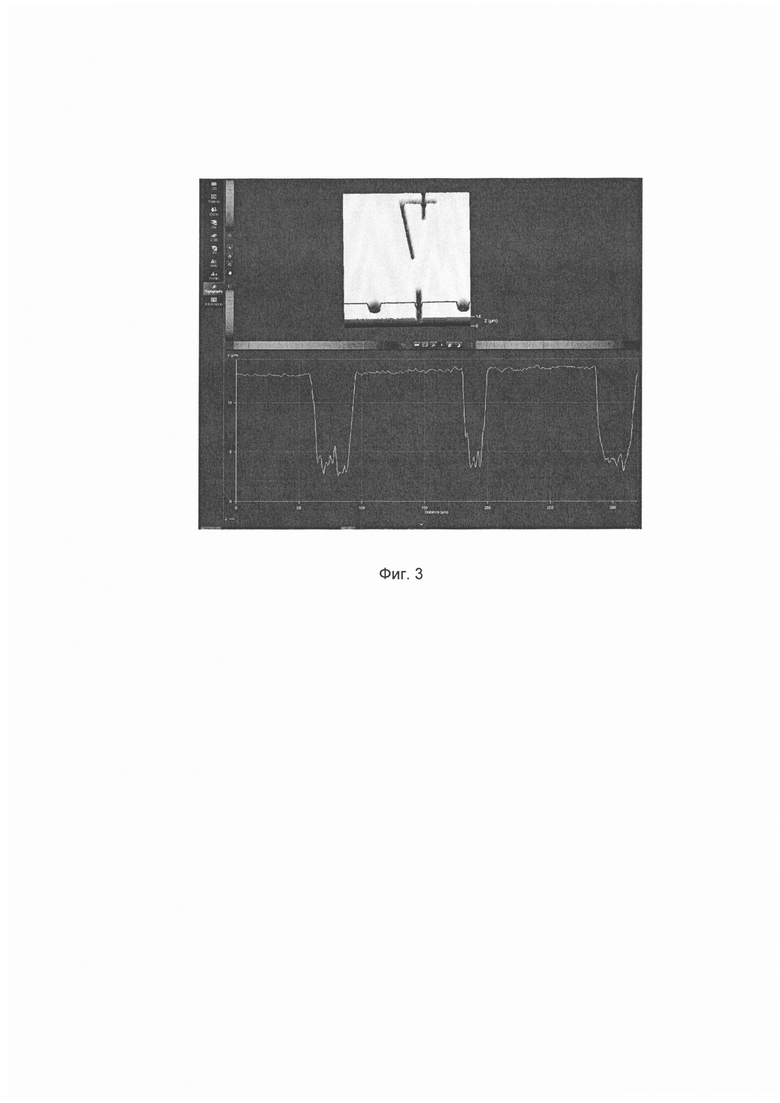
На фиг. 3 в виде профилограммы представлена форма профиля микроканалов изготовленных в соответствии с предлагаемым способом. Ширина линий 10 мкм, круглые элементы 20 мкм.
Заявляемый способ формирования микроканалов на подложке и устройство для его реализации работает следующим образом. Устройство формирования микроканалов на подложке содержит фемтосекундный лазер 1 оснащенный управляемым затвором, например, на кристалле Yt:KGW с фемтосекундной длительностью импульсов имеющий длины волн с частотой следования импульсов более 50 КГц, систему 2 формирования лазерного луча, систему 3 двухкоординатного сканирования лазерного луча, систему 4 фокусирования лазерного луча, двухкоординатную систему 6 позиционирования и фиксации обрабатываемой подложки, связанные через контроллер 7 с блоком управления 8, при этом устройство дополнительно оснащено датчиком бесконтактного измерения локального расстояния 9, который располагают в системе фокусирования лазерного луча 4.
Фемтосекундный лазер 1, оснащенный управляемым затвором, который предназначен для включения и выключения под управлением контроллера 7 пачки лазерных импульсов в каждой сканируемой строке линейного растра 11.
Система 2 формирования лазерного луча выполнена в виде оптической системы для формирования параллельного пучка лучей.
Система 3 двухкоординатного сканирования лазерного луча выполнена с возможностью управляемого контроллером 7 однократного или многократного сканирования луча растровым способом путем перемещения луча на длину участка микрообработки 10 в пределах сканируемой строки 11 линейного растра, которая обрамлена с двух концов зонами холостого хода 12, длина каждой из которых составляет 5-25% от длины участка микрообработки 10. Система 3 двухкоординатного сканирования лазерного луча осуществляет сканирование по одной или более зонам микрообработки 13 под углом растра α относительно образующей в каждой точке одного из контуров зоны микрообработки 13. При этом расстояние d между строками 11 линейного растра не превышает их ширину. Угол растра α лежит в пределах от 35° до 90°.
Частота следования импульсов фемтосекундного лазера 1, оснащенного управляемым затвором и параметры системы 3 двухкоординатного сканирования лазерного луча согласованы для обеспечения на подложке 5 частичного перекрытия пятен от лазерных импульсов.
Система 4 фокусирования лазерного луча выполнена в виде F-tetha объектива, фокусирующего параллельный пучок лазерных лучей, на подложку 5 с плотностью мощности излучения выше порогового значения, при котором происходит удаление материала подложки. В необходимых случаях система 4 фокусирования лазерного луча выполняет вертикальное позиционирование лазерного луча для формирования микроканала 14 требуемой глубины.
Формирование микроканалов на подложках осуществляют следующим образом.
Подложку 5 закрепляют на двухкоординатной системе 6 позиционирования и фиксации подложки. Далее оператор вводит в блок управления 8 модель формируемого микроканала 14, подготовленную в при помощи графического редактора, после чего блоком управления 8 по данным модели определяются координаты полного поля микрообработки образованного замкнутой фигуры описанной вокруг формируемых микроканалов. После чего блоком управления 8 на основе данных введенных оператором или в автоматическом режиме осуществляется формирования координат точек внутри полного поля микрообработки, в которых будет произведено измерение расстояний от системы фокусирования лазерного луча 4 до поверхности подложки 5. Полученные значения координат точек измерения блоком управления 8 передаются в контроллер 7, где координаты преобразуются в управляющие команды для системы 4 фокусирования лазерного луча, и двухкоординатной система позиционирования и фиксации обрабатываемой подложки 5, осуществляющих, необходимое, для выполнения измерений позиционирования подложки 5 датчика 9 бесконтактного измерения локального расстояния. По полученным в результате измерений значениям расстояния до подложки 5 блоком управления 8 осуществляется формирование трехмерной топографии поверхности подложки 5 в области полного поля микрообработки. Далее выбираются координаты начала зоны микрообработки принадлежащие замкнутой фигуре, и определяется размер фрагмента поля сканирования системы 3 двухкоординатного сканирования для чего по данным топографии поверхности подложки 5 в области начального фрагмента микрообработки определяют максимальную величину разницы высот и при глубине фокуса системы фокусирования лазерного луча 4 в плоскость микрообработки менее максимальной величины разницы высот, размер фрагмента поля сканирования последовательно уменьшают до достижения величины разницы высот менее глубины фокуса, далее устанавливают значение фокуса лазерного луча равного величине F=Fmin+(Fmax-Fmin)/2, где Fmin, Fmax - наименьшее и наибольшее значение высоты подложки 5 определенные по данным топографии в области начального фрагмента микрообработки, соответственно. При этом, в случае, если поверхность подложки 5 является плоской и характеризуется наклоном, то по данным трехмерной топографии блоком управления 8 формируется модель поверхности подложки 5 в виде уравнения плоскости. Определение размера поля сканирования осуществляется блоком управления 8 на основе выражения Fmax=Fr/(|Nx|+|Ny|), где Fr - глубина фокусировки системы фокусирования лазерного луча в плоскость микрообработки, Nx,Ny - соответствующие координаты вектора нормали уравнения плоскости. Далее блоком управления 8 определяется значение фокуса лазерного луча равного величине Fcr=Fth+(Nxx+Nyy), где Nx,Ny - соответствующие координаты вектора нормали уравнения плоскости, х,у - координаты центра зоны микрообработки, a Fth - координата положения системы 4 фокусирования лазерного луча в плоскость микрообработки, определенная исходя из средней высоты подложки 5 измеренной относительно двухкоординатной системы позиционирования и фиксации обрабатываемой подложки 5.
При этом, в случае, если протяженность микроканала 14 по одной или двум координатам превышает максимальный размер поля сканирования допустимый системой 4 фокусирования лазерного луча, а также, в случае формирования нескольких микроканалов 14, взаимное расположение которых не позволяет вести сканирование в одном поле, то модель микроканала 14 разделяется на растровые зоны микрообработки, размеры которых согласуются с размерами области сканирования, в противном случае микроканал 14 рассматривается как одна растровая зона микрообработки. Далее каждая растровая зона микрообработки разделяется хотя бы на две растровые зоны микрообработки 13, для каждой из которых определяются параметры микрообработки (длительность пачки импульсов, длина строки 11 линейного растра, расстояние d между строками 11 линейного растра, угол растра α, длину зон холостого хода 12). Длину строки 10 при включенной пачке лазерных импульсов устанавливают меньше предельной длины участка микрообработки, при которой в подложке 5 не возникают дефекты. Длина участка микрообработки 10 в каждой строке линейного растра 11 устанавливается меньше предельной длины, поэтому при сканировании микросколы и микротрещины на поверхности подложки 5 и внутри нее не возникают. Затем формируются траектории сканирования для каждой из растровых зон микрообработки 13, с учетом определенных параметров. При этом траектории сканирования каждой растровой зоны микрообработки 13 формируются таким образом, чтобы сканирования осуществлялось от внешних к внутренним границам зоны микрообработки 13. При таком сканировании точки излучения первых импульсов пачек расположены в точках 15 излучения первых импульсов пачек, на внешней границе формируемого микроканала 14, а последние импульсы пачек расположены в точках 16 излучения последних импульсов пачек, находящихся внутри зоны микрообработки. Расположение точки 15 излучения первых импульсов пачек, точки 16 излучения последних импульсов пачек позволяет повысить качество стенок микроканала 14 за счет направления волны расплавленной (не удаленной) части материала при движении лазерного луча внутрь микроканала 14, в дальнейшем расплавленная часть материала застывает на нижней поверхности микроканала, уменьшая ее шероховатость. Таким образом, повышается качество верхнего края микроканала 14 за счет обеспечения совпадения плоскости внешних краев микроканала 14 с плоскостью материала подложки 5. Далее полученные параметры микрообработки, значение фокуса лазерного луча и координаты траекторий перемещения лазерного луча блоком управления 8 передаются контроллеру 7.
Контроллер 7 преобразовывает полученные данные в управляющие импульсы для управления фемтосекундным лазером 1, оснащенным затвором, системой 2 формирования лазерного луча, системой 3 двухкоординатного сканирования лазерного луча, системой 4 фокусирования лазерного луча и двухкоординатной системой 6 позиционирования и фиксации обрабатываемой подложки 5.
Излученный фемтосекундным лазером 1, оснащенным управляемым затвором, пучок лучей формируется системой 2 формирования лазерного луча в параллельный пучок лучей, который затем системой 3 двухкоординатного сканирования лазерного луча в соответствии с рассчитанными параметрами сканируется по заданной растровой зоне и фокусируется системой 4 фокусирования лазерного луча, на подложку 5.
Сканирование осуществляется по одной, двум (фиг. 2) или нескольким зонам микрообработки 13, повторяющим один из контуров микроканала 14, принятый за базовый, относительно которого отсчитывается угол растра α. Последующие растровые зоны микрообработки 13 идут параллельно контуру первой зоны микрообработки 13, не граничащей с базовым контуром. При этом угол растра а отсчитывается относительно контура растровой зоны микрообработки 13, граничащего с предыдущей зоной микрообработки 13, и имеет то же абсолютное значение, но может иметь противоположный знак.
Система 3 двухкоординатного сканирования лазерного луча осуществляет сканирование по строкам 11 линейного растра с расстоянием d между строками линейного растра 11. При этом в каждой строке 11 линейного растра формируется участок микрообработки 10, обрамленный зонами холостого хода 12, длина каждой из которых составляет 5-25% от длины участка микрообработки 10. Лазерный луч сканируется только в пределах участка микрообработки 10. На подложке 5 лазерные пятна частично перекрываются.
Система 3 двухкоординатного сканирования лазерного луча обладает инерционностью. В зонах холостого хода 12 строк 11 линейного растра угловая скорость поворота зеркала системы 3 двухкоординатного сканирования лазерного луча а, значит, и лазерного луча в зоне микрообработки системы 3 двухкоординатного сканирования лазерного луча непостоянна. В этих зонах шаг лазерных пятен при постоянной частоте следования лазерных импульсов был бы неравномерным и наложение пятен неравномерное, что привело бы к образованию шероховатости или микротрещин на дне микроканала 14 и к изменению профиля микроканала 14, например, расширению его стенок, углублений на дне. Зоны холостого хода 12 служат для приведения системы 3 двухкоординатного сканирования лазерного луча в рабочее состояние с постоянной скоростью движения лазерного луча по участку микрообработки 10, в этих зонах осуществляется разгон и торможение зеркал системы 3 двухкоординатного сканирования лазерного луча, а лазерное излучение отсутствует.
В пределах участка микрообработки 10 скорость поворота зеркала системы 3 двухкоординатного сканирования лазерного луча постоянная, лазерные пятна на подложку 5 поступают равномерно, что исключает образование шероховатости или микротрещин на дне микроканала 14 и позволяет сформировать заданный профиль микроканала 14, в том числе с прямолинейными границами.
Кроме того, во время сканирования в зонах холостого хода 12 тепло из зоны микрообработки 10 рассеивается в материал подложки 5, уменьшаются термические напряжения, что исключает появление термических микротрещин внутри подложки 5 под дном микроканала 14. Этому способствует также перемещение следующей строки 11 линейного растра на расстояние d, что приводит к разрыву зоны перегрева, имеющей форму линии, параллельной участку микрообработки 10.
Минимальная зона холостого хода 12 (5% от длины участка микрообработки 10) определяется временем, необходимым для развертки системы 3 двухкоординатного сканирования лазерного луча в состояние линейной скорости при наибольшей длине участка микрообработки 10. Зона холостого хода 12 длиной более 25% от длины участка микрообработки 10 нецелесообразна, т.к. при этом снижается производительность процесса.
Расстояние d между строками 11 линейного растра выбирается оптимальным исходя из требований шероховатости микроканала 14 и производительности процесса формирования микроканала 14.
Растровое сканирование по сравнению с векторным позволяет выполнить микроканал 14 с любым профилем, в том числе с прямоугольным профилем или близким к прямоугольному профилю. Подбор углов растра α в указанных пределах и расстояния d между строками 11 линейного растра (шага сканирования) позволяет получить более плотное наложение лазерных пятен в проекции, перпендикулярной границе микроканала 14, а, следовательно, позволяет получить заданный профиль микроканала 14.
Для получения требуемой глубины микроканала 14 лазерный луч сканируют по каждой строке 11 линейного растра неоднократно с перефокусировкой лазерного луча в плоскость микрообработки при втором и последующих сканированиях до получения заданной глубины микроканала 14. При этом при выполнении второго и последующего сканирования угол растра α может изменяться произвольно. При изменении угла растра α случайным образом при повторном сканировании по строкам 11 линейного растра, в том числе с перефокусировкой лазерного луча в плоскость микрообработки, дополнительно уменьшают шероховатость поверхности микроканала 14. При изменении пиковой мощности одного или нескольких первых и последних импульсов в пачке формируют более точный профиль микроканала 14.
По предложенному техническому решению изготовлена установка на твердотельном лазере, оснащенном управляемым затвором на кристалле Yt:KGW с фемтосекундной длительностью импульсов с длиной волны ближнего инфракрасного диапазона 1,04 мкм, на которой выполнены микроканалы шириной 10, 15, 20, 30 и 100 мкм глубиной от 3 до 25 мкм на стекле К8, БК10 и кварцевом стекле, а также на монокристаллическом кремнии. Микроканалы имеют прямоугольный профиль, измеренная шероховатость микроканалов Rz составила от 0,125 до 0,08 мкм. При контроле качества микроканалов микросколы и микротрещины на поверхности подложек и микроканалов и внутри подложек не обнаружены, в том числе и на подложках из хрупких материалов.
На фиг. 3 представлена профилограмма полученная на конфокальном профилометре Sensofar NEOS, видно отсутствие буртиков и качественный край.
Таким образом, предлагаемое изобретение по сравнению с прототипом позволяет сформировать на подложках из оптического материала и полупроводниковых материалов микроканалы с различными профилями высокого качества: с заданной шероховатостью, без микросколов и микротрещин на поверхности и внутри диэлектрических подложек, в том числе неплоских.
Преимуществом заявляемого изобретения так же является повышение качества краев микроканалов на подложке по всему периметру, позволяющее осуществлять формирование прицельных сеток и микроканалов биочипов.
Изобретение относится к области оптического приборостроения, а именно к лазерной микрообработке, и может быть использовано для формирования микроканалов на поверхности различных подложек из диэлектрических или металлических материалов, например из оптического материала и полупроводниковых материалов, при изготовлении оптических шкал, сеток, решеток. Изобретение реализуется за счет снабжения связанным с контроллером датчиком бесконтактного измерения локального расстояния, выполненным с возможностью измерения расстояния до подложки, расположенным в системе фокусирования лазерного луча и осуществляющим последовательное поточечное определение расстояний от системы фокусирования лазерного луча до поверхности подложки внутри полного поля микрообработки. Блок управления выполнен с возможностью формирования трехмерной топографии. Техническим результатом заявляемого изобретения является повышение качества верхнего края микроканала, уменьшение количества дефектов подложки в процессе изготовления микроканалов, повышение качества формируемых. 2 н. и 2 з.п. ф-лы, 3 ил.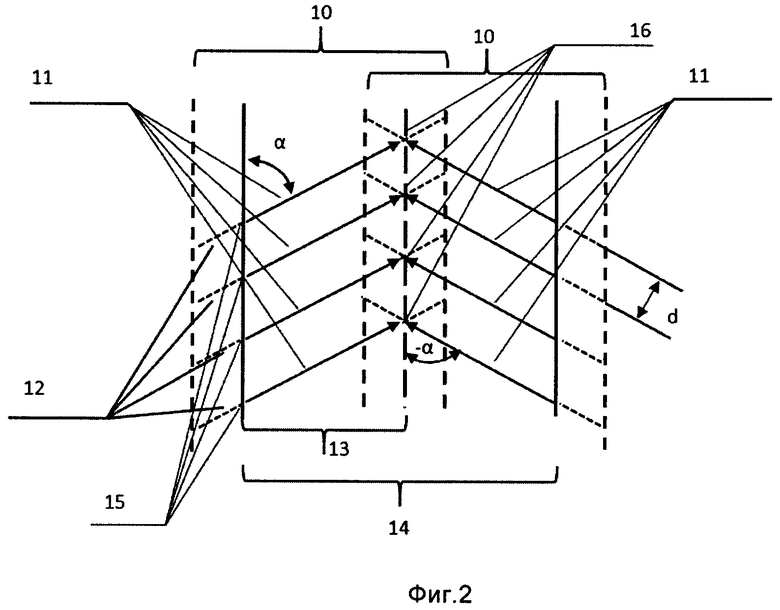
1. Способ формирования микроканалов на подложке, включающий выполнение облучения поверхности подложки в области формируемого микроканала построчным линейным сканированием лазерного луча, обеспечивающим перемещение лазерного луча в каждой строке развертки на ширину участка микрообработки подложки, с включением и выключением пачки лазерных импульсов в каждой строке развертки, осуществление сканирования по зонам микрообработки, укладывающимся в ширину микроканала, при этом участок микрообработки в каждой строке развертки обрамлен зонами холостого хода, расстояние между строками линейного растра не более их ширины, а угол линейной развертки относительно образующей в каждой точке одного из контуров растровых зон микрообработки составляет в диапазоне 35-90°, причем длину строки линейного растра при включенной пачке лазерных импульсов устанавливают меньше предельной длины участка микрообработки, при которой в подложке не возникают дефекты, а для достижения требуемой глубины микроканала сканирование выполняют многократно с перефокусировкой в плоскость микрообработки при повторном и последующих сканированиях, при этом формируют трехмерную топографию поверхности подложки посредством устройства для формирования микроканалов на подложке, содержащего связанные через контроллер с блоком управления фемтосекундный лазер, оснащенный управляемым затвором, двухкоординатную систему позиционирования и фиксации обрабатываемой подложки, систему формирования лазерного луча, систему двухкоординатного сканирования лазерного луча, систему фокусирования лазерного луча в плоскость микрообработки с обеспечением плотности мощности лазерного излучения выше порогового значения для удаления материала подложки, и связанный с контроллером датчик бесконтактного измерения локального расстояния, посредством которого выполняют измерение расстояния до подложки и который располагают в системе фокусирования лазерного луча, затем выполняют последовательное поточечное измерение расстояний от системы фокусирования лазерного луча до поверхности подложки внутри полного поля микрообработки, образованного замкнутой фигурой описанной вокруг формируемых на подложке микроканалов, при этом с помощью блока управления выполняют формирование трехмерной топографии поверхности подложки и определение по данным трехмерной топографии поверхности подложки в области начального фрагмента микрообработки размера фрагмента поля сканирования системы двухкоординатного сканирования и значения фокуса лазерного луча в области начального фрагмента микрообработки для фокусирования лазерного луча в плоскость микрообработки, при этом дополнительно производят разделение формируемого микроканала по меньшей мере на две зоны микрообработки, выбирают координаты начала первого фрагмента зоны микрообработки и по топографическим данным с учетом глубины фокуса системы фокусирования лазерного луча определяют размер фрагмента поля сканирования, затем по данным трехмерной топографии устанавливают значение фокуса лазерного луча в области начального фрагмента микрообработки, осуществляют сканирование начальной зоны микрообработки с последующим ее исключением из полного поля микрообработки, при этом сканирование в каждой строке линейной развертки производят от необрабатываемого участка зоны микрообработки к участку зоны микрообработки, при этом последние импульсы пачек лазерных импульсов излучают внутри зоны микрообработки и производят повторение последовательности действий до выполнения сканирования полного поля микрообработки.
2. Способ по п. 1, отличающийся тем, что угол растра относительно образующей в каждой точке одного из контуров растровых зон микрообработки изменяют произвольно при повторном и последующих построчных линейных сканированиях лазерным лучом.
3. Устройство для формирования микроканалов на подложке, содержащее фемтосекундный лазер, оснащенный управляемым затвором, двухкоординатную систему позиционирования и фиксации обрабатываемой подложки, систему формирования лазерного луча, систему двухкоординатного сканирования лазерного луча, систему фокусирования лазерного луча в плоскость микрообработки с обеспечением плотности мощности лазерного излучения выше порогового значения для удаления материала подложки, связанные через контроллер с блоком управления, связанный с контроллером датчик бесконтактного измерения локального расстояния, выполненный с возможностью измерения расстояния до подложки, расположенный в системе фокусирования лазерного луча и осуществляющий последовательное поточечное определение расстояний от системы фокусирования лазерного луча до поверхности подложки внутри полного поля микрообработки, образованного замкнутой фигурой описанной вокруг формируемых на поверхности подложки микроканалов, а блок управления выполнен с возможностью формирования трехмерной топографии поверхности подложки и определения по данным трехмерной топографии поверхности подложки в области начального фрагмента микрообработки размера фрагмента поля сканирования системы двухкоординатного сканирования и значения фокуса лазерного луча в области начального фрагмента микрообработки для фокусирования лазерного луча в плоскость микрообработки.
4. Устройство по п. 3, отличающееся тем, что система двухкоординатного сканирования лазерного луча выполнена с возможностью произвольного изменения угла линейной развертки относительно образующей в каждой точке одного из контуров растровых зон микрообработки при последующих построчных линейных сканированиях лазерным лучом.
| Способ и устройство формирования микроканалов на подложках из оптического стекла, оптических кристаллов и полупроводниковых материалов фемтосекундными импульсами лазерного излучения | 2017 |
|
RU2661165C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2021881C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ДЛЯ РАЗДЕЛЕНИЯ ИЛИ СКРАЙБИРОВАНИЯ ПОДЛОЖКИ ПУТЕМ ФОРМИРОВАНИЯ КЛИНОВИДНЫХ ПОВРЕЖДЕННЫХ СТРУКТУР | 2014 |
|
RU2674916C2 |
| СПОСОБ СВАРКИ ВНАХЛЕСТ, НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ, СПОСОБ ИЗГОТОВЛЕНИЯ НАХЛЕСТОЧНОГО СОЕДИНЕНИЯ И ДЕТАЛЬ АВТОМОБИЛЯ | 2015 |
|
RU2653742C2 |
| TIEN LICHANG ET AL | |||
| Ultrafast laser ablation of soda-lime glass for fabricating microfluidic pillar array channels | |||
| Microelectronic engineering | |||
| Токарный резец | 1924 |
|
SU2016A1 |
| WO 2002016070 A2, 28.02.2002 | |||
| US 20060207976 A1, 21.09.2006. | |||

