Изобретение относится к области металлургии, конкретно к сплавам на основе меди, и может быть использовано при изготовлении стержневых расходуемых электродов машин электроразрядного текстурирования листопрокатных валков.
Известен состав оловянистой бронзы [1] для упругих элементов, содержащей олово, цинк, титан, железо, медь и примеси в следующем соотношении, мас.%:
Недостаток оловянистой бронзы известного состава состоит в том, что применение изготовленных из нее электродов для электроразрядного текстурирования (ЭРТ) листопрокатных валков не обеспечивает высокой плотности микрократеров-впадин, образующих насеченную поверхность. Холодная прокатка стальных полос в таких листопрокатных валках приводит к формированию шероховатости поверхности с низкой плотностью пиков Рс и ухудшению качества листового проката. Кроме того, насеченная поверхность листопрокатных валков имеет низкую износостойкость.
Известна также оловянистая бронза [2], содержащая медь, олово, фосфор, цирконий и ниобий при следующем соотношении содержаний химических элементов:
Недостатки бронзы известного состава состоят в том, что она также не пригодна для изготовления электродов машин ЭРТ, т.к. образуемые на насекаемой поверхности листопрокатного валка микрократеры имеют большую площадь при недостаточной глубине.
Наиболее близким аналогом к предлагаемому изобретению является оловянистая бронза [3], содержащая, мас.%:
Недостатки бронзы известного состава также состоят в том, что она не пригодна для изготовления электродов машин ЭРТ, т.к. образуемые на насекаемой поверхности листопрокатного валка микрократеры имеют относительно большую площадь при малой глубине. Это приводит к снижению плотности пиков Рс шероховатой поверхности прокатываемых полос, ухудшению качества листового проката, низкой стойкости валков.
Техническая задача, решаемая изобретением, состоит в повышении плотности пиков текстурированной поверхности валков, качества листового проката и стойкости валков.
Для решения поставленной технической задачи оловянистая бронза для расходуемых электродов машин электроразрядного текстурирования листопрокатных валков, содержащая олово, фосфор, сурьму, кремний, железо и медь, она содержит компоненты в следующем соотношении, мас.%:
Сущность изобретения поясняется изображенной на фигуре схемой образования микрократера при ЭРТ листопрокатного валка. Здесь 1 - расходуемый электрод из оловянистой бронзы; 2 - выступ; 3 - изолирующая жидкость; 4 - стальной листопрокатный валок; 5 - микрократер на поверхности валка; 6 - электрическая дуга; 7 - газовый пузырь.
Установлено, что олово в количестве 4,0-менее 6,0% образует с медью твердый раствор и химическое соединение Сu6Sn5. Дополнительное содержание в бронзе сурьмы, кремния и железа повышает механическую прочность расходуемого электрода и уменьшает коэффициент температурного расширения, что важно для прецизионного поддержания заполненного изолирующей жидкостью 3 зазора между обрабатываемой поверхностью валка 4 и рабочим торцом электрода 1.
В однофазном твердом растворе олово концентрируется по границам зерен меди. Поскольку температура плавления олова ниже, то при пропускании импульсного электрического тока оно интенсивно превращается в газовую фазу (выгорает). В результате на рабочей поверхности электрода формируются выступы 2, через которые по пути наименьшего электросопротивления через изолирующую жидкость 3 проходит электрическая дуга 6. От действия высокой температуры электрической дуги 6 происходит нагрев, локальное расплавление участка поверхности валка и выброс из него жидкого металла с образованием микрократера 5. Кроме того, вокруг электрической дуги 6 происходит испарение изолирующей жидкости с формированием газового пузыря 7, который выносит на поверхность продукты электроэррозинного износа расходуемого электрода 1 и валка 4.
Химический состав оловянистой бронзы оптимизировали экспериментальным путем. Установлено, что при содержании олова менее 4% на рабочем торце расходуемого электрода 1 выступы отсутствуют. В результате возрастает площадь поперечного сечения электрической дуги 6, плотность тока в ней падает, увеличивается диаметр и уменьшается глубина микрократера 5 поверхности валка 4. Это приводит к уменьшению плотности пиков Рс на поверхности прокатываемой полосы, ухудшению ее качества, быстрому износу насеченной поверхности валка 4. При содержании олова 6% и более имеет место потеря прочности и увеличение расхода электродов 1. Это также снижает число пиков Рс и качество листового проката.
Фосфор введен в состав оловянистой бронзы для исключения образования тугоплавких оксидов олова, повышения прочностных свойств расходуемых электродов. Снижение содержания фосфора менее 0,1% приводит к нестабильному горению дуги из-за изменения конфигурации выступов 2 электрода 1. Увеличение содержания фосфора более 0,3% приводит к увеличению в бронзе количества и размеров неметаллических включений, неравномерности размеров микрократеров насеченной поверхности листопрокатного валка. Это ухудшает качество холоднокатаных полос.
Сурьма в количестве не более 0,002%, как и кремний в количестве не более 0,002% способствуют интенсивному выносу продуктов электроэрозионного износа на поверхность изолирующей жидкости 3, уменьшая ее загрязненность и деградацию свойств. Однако увеличение количества сурьмы более 0,002% или кремния более 0,002% приводит к снижению электропроводимости бронзы, перегреву расходуемых электродов 1, снижению качества листового проката и стойкости листопрокатных валков.
Введение с бронзу железа повышает прочность расходуемого электрода, стабилизирует процесс ЭРТ. Однако при содержании железа более 0,05% ухудшается электропроводимость бронзы, что уменьшает глубину микрократеров насечки валка, ухудшает его стойкость и качество холоднокатаных полос.
В таблице приведены химические составы оловянистых бронз и показатели эффективности их использования в качестве расходуемых электродов при ЭРТ.
Из данных, представленных в таблице, следует, что расходуемые электроды для ЭРТ из предложенной оловянистой бронзы (составы №2-4) обеспечивают повышение плотности пиков Рc текстурированной поверхности, улучшение качества листового проката (выход полос с 1 и 2 группами отделки поверхности максимален) и стойкости валков. В случаях запредельных концентраций компонентов химического состава (составы №1 и №5), а также при использовании оловянистой бронзы известного химического состава-прототипа (вариант №6) имеет место снижение плотности пиков шероховатой поверхности Рc, ухудшается качество холоднокатаных полос, снижается стойкость насеченных валков.
В качестве базового объекта при оценке технико-экономических преимуществ предложенной оловянистой бронзы принята оловянистая бронза-прототип. Использование предложенной оловянистой бронзы с сурьмой, кремнием и железом для изготовления расходуемых электродов стабилизирует процесс ЭРТ прокатных валков, увеличивает износостойкость насеченного слоя, повышает плотность пиков шероховатости холоднокатаных полос и их качество.
Имточники информации
Литературные источники, использованные при составлении описания изобретения
1. Патент 2315124, Российская Федерация, МПК С22С 9/02, 2007.
2. Патент 2012616, Российская Федерация, МПК С22С 9/02, 1994.
3. Осинцев О.Е. и др. Медь и медные сплавы. Отечественные и зарубежные марки. Справочник. М., Машиностроение, 2004, с.79, табл.3.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ РАБОЧИХ ВАЛКОВ ДРЕССИРОВОЧНОГО СТАНА | 2014 |
|
RU2555695C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2003 |
|
RU2242305C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ | 2000 |
|
RU2187393C1 |
| СПОСОБ ТЕКСТУРИРОВАНИЯ ПОВЕРХНОСТИ РАБОЧЕГО ВАЛКА ЛИСТОПРОКАТНОЙ КЛЕТИ ПОСЛЕ ШЛИФОВАНИЯ С ОБЕСПЕЧЕНИЕМ ПОЛУЧЕНИЯ РЕГЛАМЕНТИРОВАННЫХ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ | 2012 |
|
RU2533243C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА | 2015 |
|
RU2596565C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С НИЗКОЙ ВОЛНИСТОСТЬЮ ИЗ ГАЛЬВАНИЧЕСКИ ОЦИНКОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА И СООТВЕТСТВУЮЩИЕ ДЕТАЛЬ И ТРАНСПОРТНОЕ СРЕДСТВО | 2014 |
|
RU2636217C1 |
| Состав спеченного фрикционного материала на основе меди | 2022 |
|
RU2800902C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ РАБОЧИХ ВАЛКОВ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2002 |
|
RU2228809C1 |
| ТИСНЕНИЕ ЛИСТА, ПОДВЕРГНУТОГО ЭЛЕКТРОРАЗРЯДНОМУ ТЕКСТУРИРОВАНИЮ | 2016 |
|
RU2696996C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБЫ С НИЗКИМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ | 2018 |
|
RU2682984C1 |
Изобретение относится к металлургии и может быть использовано при изготовлении стержневых расходуемых электродов машин электроразрядного текстурирования листопрокатных валков. Бронза содержит, мас.%: олово 4,0-менее 6,0, фосфор 0,1-0,3, сурьма не более 0,002, кремний не более 0,002, железо не более 0,05, медь - остальное. Обеспечивается повышение плотности пиков текстурированной поверхности валков, качество листового проката и стойкость валков. 1 табл., 1 ил.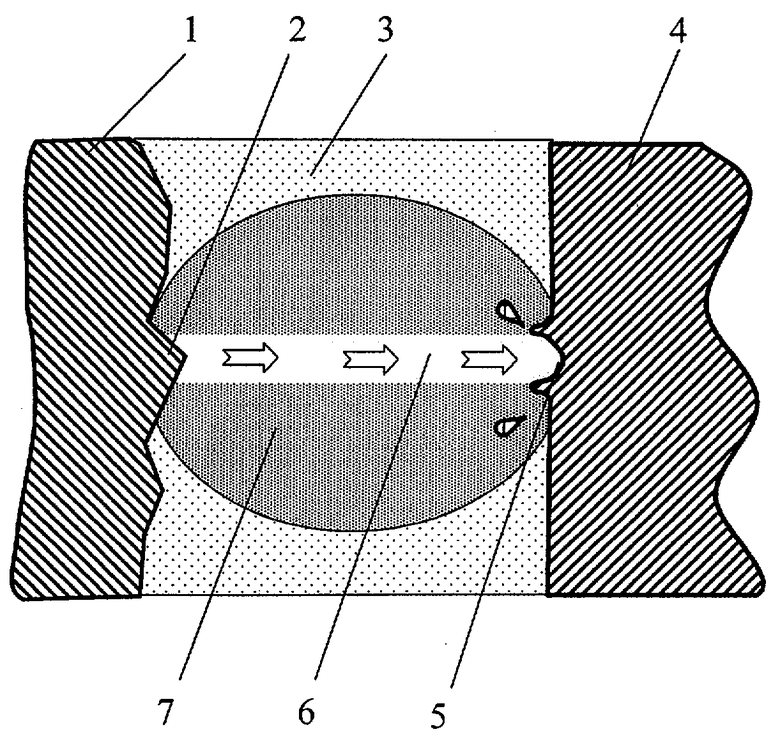
Оловянистая бронза для расходуемых электродов машин электроразрядного текстурирования листопрокатных валков, содержащая олово, фосфор, сурьму, кремний, железо и медь, отличающаяся тем, что она содержит компоненты в следующем соотношении, мас.%:
| ОСИНЦЕВ О.Е | |||
| и др | |||
| Медь и медные сплавы | |||
| Отечественные и зарубежные марки | |||
| Справочник | |||
| - М.: Машиностроение, 2004, с.79, табл.3.2 | |||
| Сплав на медной основе | 1961 |
|
SU151829A1 |
| US 2003021717 A1, 30.01.2003 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

