Изобретение относится к области металлургии, в частности к способу производства трубы из горячекатаного рулонного проката, обладающей одновременно высокими показателями прочности, пластичности, вязкости и низкими значениями отношения предела текучести к пределу прочности. Изобретение может быть использовано при изготовлении обсадных труб, предназначенных для крепления нефтяных и газовых скважин во время их бурения и для последующего использования, а также для бурения скважин при поиске воды и полезных ископаемых.
Известен способ производства горячекатаной стальной полосы с низким отношением предела текучести к пределу прочности и высокой ударной вязкостью, описанный в патенте RU 2588755. Согласно данному способу заготовку из стали со следующим соотношением химических элементов, мас. %: углерод - 0,05÷0,08; кремний - 0,15÷0,30; марганец - 1,55÷1,85; алюминий - 0,015÷0,040; ниобий - 0,015÷0,025; титан - 0,01÷0,02; хром - 0,20÷0,40; молибден - 0,18÷0,30; азот ≤0,006; кислород ≤0,004; кальций - 0,0015÷0,0050; никель ≤0,40; фосфор ≤0,015; сера ≤0,005; при этом соотношение Ca/S≥1,5; железо - остальное, перед проведением горячей прокатки нагревают до температуры предпочтительно в пределах 1150÷1220°С. Далее проводят многопроходную горячую прокатку в зоне рекристаллизации аустенита и в зоне отсутствия рекристаллизации, при этом суммарный коэффициент обжатия ≥80%, а температура конца прокатки ≥850°С. После завершения прокатки осуществляют водное охлаждение стальной полосы со скоростью 15÷50°С/с до температуры в диапазоне от температуры Bs-60°C до температуры Bs-100°C (Bs - температура начала бейнитного превращения). Далее производят охлаждение воздухом в течение 5÷60 секунд с последующим нагревом охлажденной стальной полосы в индукционной нагревательной печи на линии со скоростью 1÷10°С/с до температуры бейнита Bs+20°С. После чего проводят отпуск в течение 40÷60 секунд с последующим охлаждением воздухом вне печи, при этом стартовая точка бейнита Bs имеет следующее значение: Bs=830-270C-90Mn-37Ni-70Cr-83Мо, где С, Mn, Ni, Cr, Мо соответствуют содержанию этих элементов в стальной полосе в вес. %.
Основным недостатком способа производства по патенту RU 2588755 является обязательная необходимость легирования стали дорогостоящими химическими элементами, такими как молибден в количестве 0,18÷0,30%, ниобий в количестве 0,015÷0,025% и титан в количестве 0,010÷0,020%. Добавки молибдена, ниобия и титана приводит к удорожанию стали, поэтому использование данных химических элементов не всегда является целесообразным с экономической точки зрения, особенно при производстве стального проката небольшой толщины, предназначенной для производства обсадных труб. Также недостатком описанного способа производства является применение эмпирической формулы расчета температуры начала бейнитного превращения Bs в зависимости от содержания химических элементов в стали. Данная расчетная формула не учитывает скорость охлаждения и состояние действительного зерна аустенита перед началом ускоренного охлаждения, в частности его размер, степень наклепа и однородность, влияющих на положение температуры начала бейнитного превращения Bs. Кроме того, существенным недостатком данного способа производства является наличие стадии нагрева прокатанной полосы и требуемое дорогостоящее оборудование - индукционная печь.
Наиболее близким техническим решением к заявляемому изобретению по технической сущности и достигаемому результату является способ изготовления стальной трубы, описанный в патенте RU 2605396, включающий стадию горячей прокатки стального материала путем нагрева, черновой и чистовой прокатки в горячекатаную стальную полосу, смотку горячекатаной стальной полосы, стадию формовки горячекатаной стальной полосы в цилиндрическую открытую трубу с помощью валков при непрерывной подаче в них смотанной горячекатаной стальной полосы, выравнивание друг относительно друга круглых концевых частей открытой трубы и их электрическую контактную сварку. При этом стальной материал имеет состав, мас. %: углерод - 0,38÷0,45; марганец - 1,00÷1,80; кремний - 0,10÷0,30; фосфор ≤0,030; сера ≤0,030; алюминий - 0,010÷0,070; азот ≤0,010; остальное - железо и неизбежные примеси; причем чистовую прокатку осуществляют с начальной температурой прокатки 950°С или ниже и конечной температурой чистовой прокатки 820÷920°С, смотку горячекатаной стальной полосы проводят при температуре 650÷800°С, а стадию формовки горячекатаной полосы в стальную трубу проводят при комнатной температуре. Согласно данному изобретению, выбранному за прототип, стальная полоса и труба, изготовленная из нее, имеют предел текучести YS 379÷552 МПа и предел прочности при растяжении TS 655 МПа или более и отношение предела текучести к пределу прочности, составляющее 80% или менее.
Существенным недостатком указанного способа производства труб является применение стали с высоким содержанием углерода 0,38÷0,45%, который ухудшает свариваемость, способствует образованию горячих и холодных трещин. Кроме того, в описанном способе заявленные пределы содержания в стали марганца и кремния приведены без указания их взаимного соотношения. Для формирования качественного сварного соединения трубы при использовании электрической контактной сварки в стали необходимо иметь определенное соотношение марганца к кремнию. Также запатентованные химический состав и технология производства наряду с высокой прочностью не гарантируют высокий уровень пластичности горячекатаного проката и отсутствие трещин при испытании на сплющивание электросварных труб.
Технический результат предлагаемого изобретения состоит в обеспечении наряду с высокой прочностью низкого отношения предела текучести к пределу прочности при сохранении высокой пластичности, хорошей ударной вязкости и хорошей свариваемости трубы.
Технический результат достигается тем, что в способе производства трубы, включающем горячую прокатку стальной заготовки с разделением на черновую и чистовую стадии, смотку проката в рулон, валковую формовку трубной заготовки с последующей сваркой ее кромок токами высокой частоты, в соответствии с предложенным техническим решением, используют заготовку, выполненную из стали, имеющей следующий химический состав, мас. %: углерод 0,25÷0,37; марганец 0,80÷1,45; кремний 0,20÷0,35; хром ≤0,30; никель ≤0,30; медь ≤0,30; титан ≤0,030; алюминий 0,015÷0,050; азот ≤0,012; сера ≤0,010; фосфор ≤0,020; кальций 0,001÷0,020; мышьяк ≤0,010; свинец ≤0,002; олово ≤0,020; сурьма ≤0,005; цинк ≤0,020; железо и неизбежные примеси - остальное, при этом суммарное содержание хрома, никеля и меди составляет 0,25÷0,55%, отношение содержания марганца к кремнию находится в пределах 4,0÷4,5. При этом чистовую прокатку осуществляют с начальной температурой 960÷1080°С, ускоренное охлаждение проката осуществляют водой со скоростью 10°С/с или более, причем отсечка воды для головного и хвостового участков проката составляет 4 м или более, а смотку проката проводят при температуре 500÷640°С.
Для достижения технического результата стальная заготовка может быть дополнительно легирована хромом в количестве 0,31÷0,90%, при этом суммарное содержание хрома, никеля и меди должно быть не более 1,00%.
Для достижения технического результата возможно дополнительное проведение термической обработки трубы по одному из режимов: с нагревом в межкритический интервал температур Ac1÷Ac3 с последующим охлаждением на воздухе; по режиму нормализации при температуре нагрева Ас3+20÷70°С, либо по режиму закалки при температуре нагрева Ас3+20÷70°С и нагреву в межкритический интервал температур Ac1÷Ac3 с последующим охлаждением на воздухе.
Технический результат достигается также тем, что температуры фазовых превращений Ас1 и Ас3 стали определяют путем проведения дилатометрических испытаний изготовленного из горячекатаной стальной полосы или стальной трубы образца при имитации режимов термической обработки на дилатометре.
Сущность изобретения заключается в следующем.
Согласно предлагаемому способу производства трубы с низким отношением предела текучести к пределу прочности, вначале выплавляют сталь с содержанием химических элементов в следующих пределах, мас. %: углерод 0,25÷0,37; марганец 0,80÷1,45; кремний 0,20÷0,35; хром ≤0,30; никель ≤0,30; медь ≤0,30; титан ≤0,030; алюминий 0,015÷0,050; азот ≤0,012; сера ≤0,010; фосфор ≤0,020; кальций 0,001÷0,020; мышьяк ≤0,010; свинец ≤0,002; олово ≤0,020; сурьма ≤0,005; цинк ≤0,020; железо и неизбежные примеси - остальное, при этом суммарное содержание хрома, никеля и меди соответствует 0,25÷0,55%, отношение марганца к кремнию находится в пределах 4,0÷4,5. Далее изготавливают заготовку из стали с заданным химическим составом.
Заявленные пределы содержания углерода (0,25÷0,37%) в сочетании с марганцем (0,80÷1,45%) необходимы для достижения требуемого уровня прочности в рулонном прокате и трубах при применении предложенных способов производства. Чрезмерное количество углерода более 0,37% оказывает неблагоприятное влияние на свариваемость стали и, как следствие, на получение удовлетворительных результатов испытаний на сплющивание трубы. Поэтому в качестве верхнего предела по содержанию углерода установлено значение 0,37%. При содержании углерода менее 0,25% и марганца менее 0,80% сложно обеспечить заданный уровень прочности в рамках реализации предлагаемого способа производства. При содержании марганца более 1,45% заметно снижается ударная вязкость и увеличивается отношение предела текучести к пределу прочности, а также ухудшается стойкость металла в зоне термического влияния сварного шва ввиду формирования ликвационных дефектов.
Выбранные пределы содержания кремния (0,20÷0,35%) и алюминия (0,015÷0,050%) в первую очередь необходимы для раскисления стали при выплавке. Кроме этого, кремний, находясь в твердом растворе α-фазы, повышает прочностные свойства стали. Для эффективного раскисления стали, необходимо добавлять алюминий на уровне не менее 0,015% или больше. Алюминий в заявленных пределах связывает азот в нитриды, улучшает ударную вязкость стали и снижает склонность стали к старению. Однако, добавление кремния более 0,35% и алюминия более 0,050% приводит к ухудшению ударной вязкости ввиду увеличения количества силикатов и алюминатов в стали.
Верхний предел содержания азота в стали ограничен 0,012%. При содержании азота более 0,012%, его часть остается в твердом растворе α-фазы и оказывает отрицательное влияние на ударную вязкость и хладостойкость металла.
Титан способствует измельчению структуры, а также является раскислителем стали. Однако, поскольку добавление больших количеств титана приводит к значительному ухудшению ударной вязкости и сопротивлению хрупкому разрушению из-за образования карбидов титана, верхний предел его содержания должен быть ограничен 0,030%.
Выбранные значения содержаний серы (менее 0,010%) и фосфора (менее 0,020%) необходимы для получения высоких значений ударной вязкости и сопротивления металла хрупкому разрушению при отрицательных температурах. Сера и фосфор являются вредными примесями, которые снижают весь комплекс свойств стали. Кроме того, сера оказывает негативное влияние на технологические свойства стали, выделяясь в виде легкоплавкой эвтектики (Fe+FeS) по границам зерен и вызывая тем самым хрупкость при горячей обработке стали давлением. Также увеличение содержания серы свыше 0,010% способствует повышению количества сульфидов MnS, которые нарушают однородность строения стали, снижают пластичность и вязкость, усталостную прочность, ухудшают свариваемость и коррозионную стойкость. Фосфор обладает высокой ликвирующей способностью: выделяясь в виде включений по границам зерен и ослабляя их, он способствует снижению уровня ударной вязкости стали при пониженных температурах, повышая порог хладноломкости, поэтому верхний предел содержания фосфора ограничен 0,020%.
Влияние сурьмы, олова, мышьяка на свойства стали аналогично фосфору, поэтому их содержание в стали ограничено верхними пределами 0,005, 0,020 и 0,010% соответственно.
Легкоплавкие цветные металлы, такие как цинк и свинец, снижают пластичность стали в процессе горячей деформации, что может привести к растрескиванию стали. Поэтому их содержание в металле ограничено верхними пределами: 0,002% для свинца и 0,020% для цинка.
Кальций свыше 0,001% вводится в сталь с целью изменения морфологии сульфидов путем их сфероидизации. Однако его содержание более 0,020% снижает чистоту стали и может быть причиной растрескивания в процессе изготовления трубы. Поэтому содержание кальция ограничено 0,001÷0,020%.
Для улучшения комплекса механических свойств сталь дополнительно легирована по отдельности или совместно хромом, никелем и медью. Данные элементы оказывают наиболее сильное влияние на вязкие свойства материала, однако содержание каждого из них более заявленных значений экономически нецелесообразно и приводит к снижению эффективности производства, поэтому суммарное содержание хрома, никеля и меди находится в пределах 0,25÷0,55%.
Никель является наиболее эффективным химическим элементом для одновременного повышения ударной вязкости и прочности стали. Добавки этого химического элемента на свойства стали являются эффективными при содержании не менее 0,01% и оказывают положительное влияние при его содержании до 5%. При большем его содержание наблюдается снижение ударной вязкости стали. Однако, никель является дорогостоящим химическим элементом, поэтому из экономической целесообразности верхний предел его содержания ограничен 0,30%.
Для экономии никеля сталь может содержать медь в количестве до 0,30%. Медь в этих концентрациях повышает прочность без ухудшения ударной вязкости стали. Верхний предел содержания меди 0,30% установлен для предотвращения образования горячих трещин в слябе, рулонном прокате и трубе.
Кроме вышеуказанных основных элементов сталь может дополнительно содержать хром в количестве 0,31÷0,90%, при этом суммарное содержание хрома, никеля и меди не должно превышать 1,00%. Хром добавляют в сталь для повышения прокаливаемости и повышения прочности стали. Избыточное содержание хрома может оказать отрицательное влияние на вязкость листов, зоны термического влияния сварных соединений и свариваемость, поэтому верхний предел этого химического элемента установлен на уровне 0,90%.
Далее полученные слябы поступают в нагревательную печь. После нагрева слябы подвергаются черновой и чистовой прокатке. Чистовая стадия прокатки начинается в температурном диапазоне от 960 до 1080°С и позволяет сформировать равномерную мелкозернистую зеренную структуру аустенита, предотвращает частичную рекристаллизацию и формирование разнозернистости.
После завершения чистовой прокатки горячекатаный стальной прокат на отводящем рольганге охлаждают водой со скоростью 10°С/с или более с целью управления полиморфным γ→α-превращения и измельчения размеров ферритных зерен и перлитных колоний в результате увеличения количества центров зарождения α-фазы при снижении температуры превращения, при этом отсечка воды для головного и хвостового участков проката составляет 4 м или более, что обеспечивает однородность свойств по всей длине проката. Смотку проката в рулон проводят при температуре 640÷500°С. Повышение температуры смотки свыше 640°С нежелательно ввиду интенсивной сегрегации по границам зерен таких вредных примесей, как сурьма, фосфор, олово, мышьяк, что приведет к снижению уровня ударной вязкости металла. Для предотвращения образования участков мартенсита в структуре проката, который приводит к значительному повышению прочности и снижению пластических и вязкостных свойств, нижняя граница интервала смотки ограничена температурой 500°С.
Далее осуществляют валковую формовку размотанного горячекатаного проката в трубную заготовку с последующей сваркой продольных кромок токами высокой частоты.
Полученная стальная труба может быть подвергнута дополнительной термической обработке по одному из режимов: с нагревом в межкритический интервал температур Ас1÷Ас3 с последующим охлаждением на воздухе; по режиму нормализации при температуре нагрева Ac3+20÷70°С, либо по режиму закалки при температуре нагрева Ас3+20÷70°С и нагреву в межкритический интервал температур Ac1÷Ac3 с последующим охлаждением на воздухе. При этом температуры фазовых превращений Ас1 и Ас3 стали определяют путем проведения дилатометрических испытаний изготовленного из горячекатаной стальной полосы или стальной трубы образца при имитации режимов термической обработки на дилатометре, что позволяет более точно определить критические точки для реальных условий обработки.
Примеры осуществления предлагаемого способа производства трубы из горячекатаного рулонного проката.
Для проведения экспериментов были произведены слябы из трех плавок. Химический состав плавок 1 и 2 соответствовал данному изобретению. Плавка 3 по содержанию химических элементов отвечала требованиям прототипа, но выходила за рамки заявленного изобретения по содержанию углерода, марганца и хрома, а также по отношению содержания марганца к кремнию (см. табл. 1). Металл выплавляли в дуговой сталеплавильной печи, подвергали внепечной обработке и разливали на криволинейной машине непрерывного литья заготовок в кристаллизатор сечением 90×1570 мм. Для сравнения влияния способов производства по изобретению и прототипу на механические свойства проведены опытные прокатки слябов на непрерывном широкополосном прокатном стане 1950, включающем две черновые и шесть чистовых клетей, на толщину рулонного проката 7,7 мм с последующим регламентированным охлаждением, в том числе с использованием ускоренного охлаждения. Технологические параметры прокатки и последующего ускоренного охлаждения сравниваемых вариантов изготовления рулонного проката приведены в таблице 2. Режимы 1.1; 1.2; 1.3; 1.4; 1.5; 1.6; 1.7; 1.8; 1.9; 1.10 соответствуют заявленному изобретению, режимы 2.1; 2.2 - за пределами заявленного диапазона технологических параметров изобретения; режим 3.1 - в соответствии с прототипом.
После нагрева слябов осуществляли их черновую и чистовую прокатку. Далее для формирования дисперсной и равномерной по размеру зерен рекристаллизованной структуры аустенита подкаты подвергали чистовой стадии прокатки с температурой начала прокатки при температурах 1010÷1021°С (для проката из слябов плавок 1 и 2) и 948°С (для проката из слябов плавки 3).
После завершения чистовой стадии прокатки стальной прокат подвергали ускоренному охлаждению водой со скоростью в диапазоне 29,7÷31,2°С/с (для проката из слябов плавки 1) и 13,6÷14,2°С/с (для проката из слябов плавки 2) до температуры смотки в рулон, при этом отсечка водяного охлаждения для головной и хвостовой частей проката составляла 5 и 7 м (для проката из слябов плавки 1), 4 и 6 м (для проката из слябов плавки 2). Смотку горячекатаного проката в рулон осуществляли при температурах 552÷555°С (для проката из слябов плавки 1) и 588÷592°С (для проката из слябов плавки 2). Окончательное охлаждение рулонов до температуры окружающей среды проводили на воздухе.
Температура смотки рулонов по режимам 2.1 и 2.2 были соответственно выше и ниже предельно допустимого интервала 640÷500°С, при этом на данных рулонах не производилась отсечка водяного охлаждения. Также в режиме 2.1 скорость охлаждения была ниже допустимых значений ускоренного охлаждения.
Трубы диаметром 146 и 245 мм с толщиной стенки 7,7 мм изготавливались на непрерывном трубоэлектросварочном стане путем валковой формовки экспериментального проката с последующей сваркой продольных кромок способом высокочастотной сварки.
Трубы, изготовленные по режимам 1.1, 1.2, 1.4, 1.8, 1.9, 1.10, не подвергались дополнительной объемной термической обработке. Для труб, произведенных по режимам 1.3, 1.5, 1.6, 1.7, осуществлялась дополнительная термическая обработка всего тела трубы по следующим режимам: закалка от 900°С и повторный нагрев в межкритический интервал до 760°C с охлаждением на воздухе (режим 1.3); нормализация при 950°С (режим 1.5); нагрев в межкритический интервал до 760°C с последующим охлаждением на воздухе (режимы 1.6 и 1.7).
Испытания на статическое растяжение рулонного проката и труб из него проводили на продольных двухдюймовых полнотолщинных образцах в соответствии со стандартом ASTM A370, с определением временного сопротивления разрыву (Rm), предела текучести (Rt0,5), отношения предела текучести к временному сопротивлению (Rt0,5/Rm), относительного удлинения (А2''). Динамические испытания на ударный изгиб образцов от труб с острым концентратором напряжений (KV) при температуре 0°С проводили по ГОСТ Р 53366-2009 с определением уровня поглощенной энергии. Испытание на сплющивание колец от труб проводили при комнатной температуре по ГОСТ Р 53366-2009. Результаты механических испытаний представлены в таблице 3.
При реализации режима 2.1 была обеспечена требуемая пластичность металла наряду с низким отношением предела текучести к пределу прочности, однако уровень прочности не соответствует ГОСТ Р 53366 для труб группы прочности К55 ввиду низкой скорости охлаждения и высокой температуры смотки рулонного проката.
Применение других режимов прокатки за пределами изобретения не обеспечивало низких значений отношения предела текучести к пределу прочности в отличие от труб, изготовленных в соответствии с предлагаемым способом.
В рулонном прокате и трубах из него, произведенных по режиму 2.2, наблюдалось заметное повышение предела текучести при статическом испытании на растяжение при комнатной температуре (табл. 3, стратегия Б, плавка 1) ввиду низкой температуры смотки проката, по сравнению с рулонным прокатом и трубами из него, изготовленными по технологическим параметрам в рамках изобретения (табл. 3, стратегия А, плавка 1).
В режиме 3.1 по способу-прототипу для рулонного проката и трубы из него были получены низкие значения относительного удлинения. Кроме этого, рулонный прокат и труба из него, изготовленные по прототипу (табл. 3, стратегия В, плавка 3), при практически одинаковом пределе прочности, уступали по уровню отношения предела текучести к пределу прочности, произведенным согласно изобретению. Труба, изготовленная по способу-прототипу, характеризовалась низким уровнем поглощенной энергии при испытании на ударный изгиб ввиду повышенной температуры нагрева сляба и высокой температуры смотки рулонного проката, а также имела неудовлетворительные результаты испытаний на сплющивание ввиду высокого уровня содержания углерода и повышенного отношения марганца к кремнию в стали, оказывающих негативное влияние на качество сварного соединения ТВЧ.
Таким образом, предлагаемый согласно заявленному изобретению способ производства трубы наряду с высоким уровнем поглощенной энергии удара и пластичностью позволяет получить высокую прочность и низкие значения отношения предела текучести к пределу прочности, что гарантирует также ее хорошую деформационную способность.
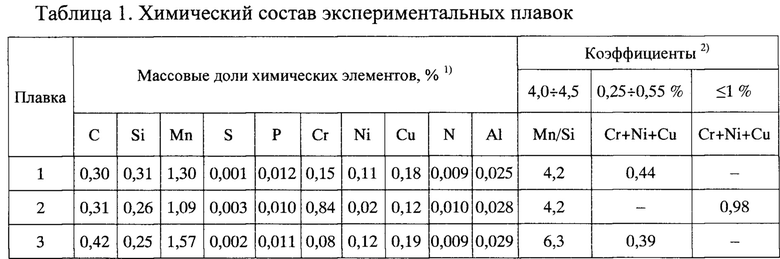
Примечание: 1) - остальное железо и примеси; 2) - требование изобретения


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства горячекатаного рулонного проката из низколегированной стали | 2019 |
|
RU2709075C1 |
| Способ производства горячекатаного рулонного проката из хладостойкой и коррозионно-стойкой стали | 2023 |
|
RU2813162C1 |
| Способ производства горячекатаного хладостойкого рулонного проката, устойчивого к атмосферной коррозии | 2023 |
|
RU2820583C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2012 |
|
RU2495942C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2014 |
|
RU2547087C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ПОВЫШЕННОЙ ПРОЧНОСТИ | 2018 |
|
RU2689348C1 |
| Способ получения полос из низколегированной стали | 2023 |
|
RU2809057C1 |
| РУЛОННЫЙ ПРОКАТ ДЛЯ ОБСАДНЫХ И НАСОСНО-КОМПРЕССОРНЫХ ТРУБ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2728981C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ КРИОГЕННОЙ КОНСТРУКЦИОННОЙ СТАЛИ | 2019 |
|
RU2703008C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА ДЛЯ УПАКОВОЧНОЙ ЛЕНТЫ | 2015 |
|
RU2592609C1 |
Изобретение относится к области металлургии и может быть использовано, в частности, для производства высокопрочных обсадных труб ответственного назначения. Для получения стальной трубы с низким отношением предела текучести к пределу прочности, высокой ударной вязкостью и пластичностью осуществляют горячую прокатку стальной заготовки с разделением на черновую и чистовую стадии, смотку проката в рулон, валковую формовку трубной заготовки с последующей сваркой ее кромок токами высокой частоты. Чистовую прокатку осуществляют с начальной температурой 960-1080°С, ускоренное охлаждение проката производят водой со скоростью 10°С/с или более, при этом отсечка воды для головного и хвостового участков проката составляет 4 м или более, смотку проката проводят при температуре 500-640°С. Заготовку выполняют из стали, содержащей, мас.%: углерод 0,25÷0,37, марганец 0,80÷1,45, кремний 0,20÷0,35, хром ≤0,30, никель ≤0,30, медь ≤0,30, титан ≤0,030, алюминий 0,015÷0,050, азот ≤0,012, сера ≤0,010, фосфор ≤0,020, кальций 0,001÷0,020, мышьяк ≤0,010, свинец ≤0,002, олово ≤0,020, сурьма ≤0,005, цинк ≤0,020, железо и неизбежные примеси - остальное, суммарное содержание хрома, никеля и меди соответствует 0,25÷0,55 мас.%, отношение марганца к кремнию находится в пределах 4,0÷4,5. 5 з.п. ф-лы, 3 табл.
1. Способ производства трубы с низким отношением предела текучести к пределу прочности, включающий горячую прокатку стальной заготовки с разделением на черновую и чистовую стадии, смотку проката в рулон, валковую формовку трубной заготовки с последующей сваркой ее кромок токами высокой частоты, отличающийся тем, что заготовку выполняют из стали со следующим химическим составом, мас.%:
при этом суммарное содержание хрома, никеля и меди соответствует 0,25÷0,55%, отношение содержания марганца к кремнию находится в пределах 4,0÷4,5, чистовую прокатку осуществляют с начальной температурой 960÷1080°С, ускоренное охлаждение проката производят водой со скоростью 10°С/с или более, при этом отсечка воды для головного и хвостового участков проката составляет 4 м или более, смотку проката проводят при температуре 500÷640°С, при этом труба имеет низкое отношение предела текучести к пределу прочности, относительное удлинение (А2'') при испытании на растяжение 18% или более, уровень поглощенной энергии при испытании на ударный изгиб KV при температуре 0°С 15 Дж или более, причем стальная труба не имеет трещин при испытании на сплющивание при расстоянии между плитами 65% от диаметра трубы или менее.
2. Способ по п. 1, отличающийся тем, что химический состав стали дополнительно содержит 0,31÷0,90% хрома при суммарном содержании хрома, никеля и меди не более 1,00%.
3. Способ по п. 1 или 2, отличающийся тем, что стальную трубу подвергают дополнительной объемной термической обработке путем нагрева в межкритический интервал температур Ас1÷Ас3 и последующего охлаждения на воздухе.
4. Способ по п. 1 или 2, отличающийся тем, что стальную трубу подвергают дополнительной объемной термической обработке в виде нормализации при температуре нагрева Ас3+20÷70°С.
5. Способ по п. 1 или 2, отличающийся тем, что стальную трубу подвергают дополнительной объемной термической обработке, включающей закалку от температуры нагрева Ас3+20÷70°С, последующий нагрев в межкритический интервал температур Ас1÷Ас3 и охлаждение на воздухе.
6. Способ по любому из пп. 3-5, отличающийся тем, что температуры фазовых превращений Ac1 и Ас3 стали определяют путем проведения дилатометрических испытаний изготовленного из горячекатаного стального проката или стальной трубы образца при имитации режимов термической обработки на дилатометре.
| ВЫСОКОПРОЧНЫЕ СТАЛЬНЫЕ ТРУБЫ С НИЗКИМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ, СВАРЕННЫЕ ЭЛЕКТРИЧЕСКОЙ КОНТАКНОЙ СВАРКОЙ, СТАЛЬНАЯ ПОЛОСА ДЛЯ ТРУБ, СВАРЕННЫХ ЭЛЕКТРИЧЕСКОЙ КОНТАКНОЙ СВАРКОЙ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2605396C2 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ ДЛЯ ТРУБ НЕФТЕПРОМЫСЛОВОГО СОРТАМЕНТА, ИМЕЮЩАЯ ПРЕВОСХОДНОЕ СОПРОТИВЛЕНИЕ СУЛЬФИДНОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2605033C1 |
| Стальной лист и его применение для трубы магистрального трубопровода | 2015 |
|
RU2612109C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОЛИСТОВОЙ СТАЛИ И СТАЛЬНЫХ ТРУБ ДЛЯ УЛЬТРАВЫСОКОПРОЧНОГО ТРУБОПРОВОДА | 2009 |
|
RU2458996C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ Х60 | 2011 |
|
RU2458156C1 |
| US 20100206440 A1, 27.12.2013. | |||

