Автоматы для изготовления пакетов из термопластического материала и расфасовки в них продуктов известны. Они содержат транспортер с ведущей и ведомой станциями, несущий матрицы с гнездами для формования пакетов, рулонодержателем с направляющими валками для нижней и верхней лент термопластического материала, дозатор для продуктов, механизмы для термосклеивания лент, снабженные подвижными рамками, и приспособление для разрезания пакетов.
Предлагаемый автомат отличается от известных тем, что производительность его выше. Для этого транспортер, несущий матрицы, выполнен непрерывно движущимся, гнезда каждой матрицы расположены в ряд. С одной стороны матрицы имеется канал с клапаном, соединенный с ее гнездами. Механизмы для термосклеивания лент смонтированы на цепном транспортере так, что могут двигаться синхронно с матрицами. Ведомая и ведущая станции транспортера, несущего матрицы, снабжены соответственно механизмом для подключения гнезд матриц к системе вакуума при форт 1овании пакетов и механизмом для подключения гнезд матриц к системе подачи сжатого воздуха при извлечении пакетов с продуктом.
стиями в боковой поверхности и одним отверстиел1 в торце. Внутри барабана размещены двухпрофильный кулачок с полой осью, проходящей через торцовое отверстие, и щтоки, проходящие через боковые отверстия и предназначенные для управления работой клапанов матриц. На щтоках размещены полые клапаны для перекрытия боковых отверстий барабана.
Для улучщения условий формования пакетов в гнездах предусмотрены механизмы для герметизации гнезд и разогрева нижней ленты термопластического материала. Эти механизмы выполнены в виде цепного транспортера, синхронно движущегося с транспортером, несущим матрицы, и несущего балки с опорными роликами, подвижными подпружиненными рамками, действующими от электромагнита, и нагревательными элементами.
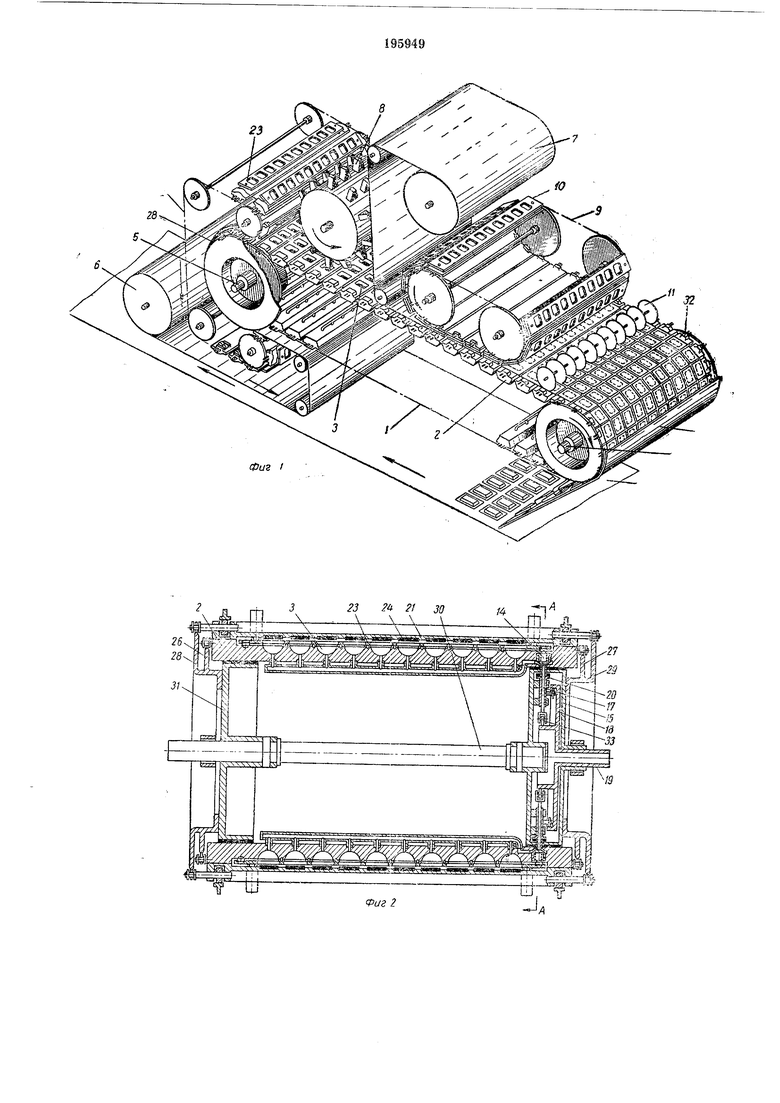
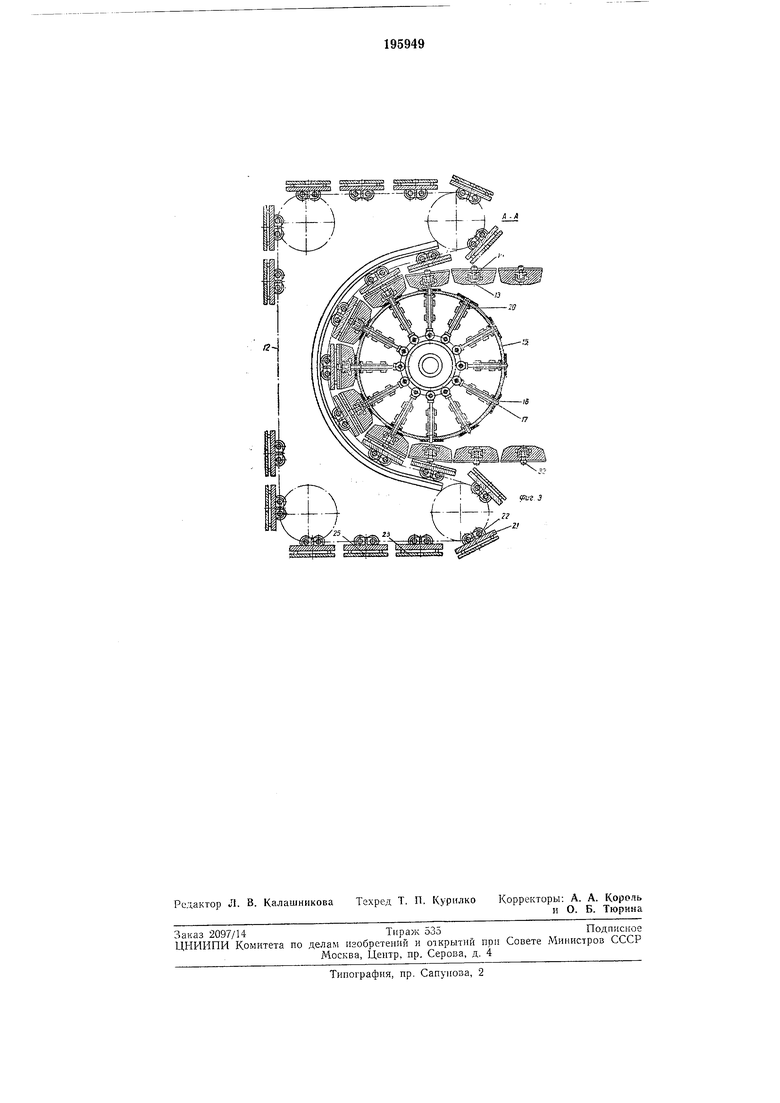
Для синхронизации движения транспортеров, а также центрирования матриц с рамками механизма для герметизации гнезд и разогрева нижней ленты термопластического материа.ла и механизма для термосклеивания лент ведущие звездочки цепного транспортера первого из названных механизмов могут быть жестко соединены с ведомыми звездочками транспортера, несущего матрицы. Последние целесообразно снабдить на концах выступами, для которых следует предусмотреть отверстня в ггодпрул ;иненных рамках механизма для герметизации гнезд и разогрева нижней ленты термопластического материала. На фиг. 1 схематично изображен предлагаемый автомат; на фиг. 2 - ведомая станция транспортера, несущего матрицы с гнездами для формования пакетов (разрез); на фиг. 3- то же, разрез по Л-А, с механизмом для герметизации гнезд и разогрева нижней ленты термопластического материала. Предлагаемый автомат включает непрерывно движущийся транспортер 1, несущий матгч рицы 2 с расположенными в ряд гнездами 3 для формования пакетов. На валах и 5 соответственно размещены ведущая и ведомая станции. Рулонодержатели 6 и 7 снабжены направляющими валками для нижней и верхней лент термопластического материала. Азтомат включает также дозатор 8 для продуктов, смонтированные на цепном транспортере 9 механизмы для термосклеивания лент с нодвижными подпружиненными рамками 10, снабженными электромагнитами и нагревательными элементами; приспособление 11 для разрезания пакетов; размещенные на ведул1;ей и ведомой станциях соответственно механизм для подключения гнезд матриц 2 к системе вакуума при формовании пакетов и механизм для подключения гнезд матриц к системе сжатого воздуха нрн извлечении пакетов с продуктом из гнезд, механизмы для герметизации гнезд и разогрева нижней ленты термопластического материала, укрепленные на цепном транспортере/2. С одной стороны каждой матрицы имеется соединенный с гнездами 5 канал 13 с клапаном 14. Механизмы для подключения гнезд матриц к системе вакуума и к системе сжатого воздуха выполнены аналогично и размещены с одной стороны ведомой и ведущей станций. Каждый из них представляет собой полый барабан 15 с отверстиями 16 в боковой поверхности для штоков 17 и отверстием в торце. Внутри барабана размещены двухнрофильный кулачок 18 с полой осью 19, проходящей через торцовое отверстие барабана. Штоки 17 барабана предназначены для управления клапанами 14 матриц. На этих щтоках размещены полые клапаны 20, служащие для перекрытия боковых отверстий 16 барабана. Механизмы для герметизации гнезд и разогрева нижней ленты термопластического материала, укрепленные на транспортере 12, выполнены в виде балок 21 с опорными роликами 22, подвижными подпружиненными рамками 23 и нагревательными элементами 24. В рамках 23 имеются отверстия 25. Движение транспортеров 12 и 9 синхронизировано с движением транспортера /, для чего ведомые звездочки 26 и 27 транспортера / жестко соединены с ведущими звездочками 28 и 29 транспортера 12. Звездочка 27 жестко связана с полым барабаном /5, который через ось 30 жестко связан с барабаном 31 и образует одно целое. Для привода транспортера 9 н центрирования рамок 10 в последних предусмотрены отверстия, в которые входят выступы 32 матриц. Для центрирования матриц с рамками 23 Б последних сделаны отверстия 25, в которые также входят выступы 32 (см. фиг. 3). Работает автомат следующим образом. Ведущая станция (на валу 4) транспортера / приводится в движение от электродвигателя. От ведомой станции движение передается звездочкам 28 и 29 транспортера 12, а в результате зацепления выступов 32 матриц за отверстия в рамках 23 транспортера 12 с рулонодержателя 6 подается лента термопластического материала. Пройдя через направляющие валки, она оказывается между матрицами 2 и рамками 23, которые захватывают ее и продвигают. При входе в зацепление со звездочками 28 и 29 звеньев транснортера 12 в электромагниты, размещенные на этих звеньях, поступает ток, рамки 23 притягиваются к балкам 21 и устанавливаются против соответствующих матриц. Затем подача тока в электромагниты прекращается, и рамки прижимаются .пружинами к матрицам, выступы 32 которых входят в отверстия 25. Как только рамка 23 нрижмет ленту к матрице, в нагревательные элементы 24 потечет ток. Затем откроется кланан 2G. Соответствующий шток 17, преодолевая действие пружины (его ролик 33 обкатывается по одному из профилей кулачка 18), откроет клапан 14, и гнезда матрицы подключатся к системе вакуума, так как благодаря отверстиям в оси 19 полость барабана 15, размещенного на ведомой станции транспортера 1, находится под разрел еннем. Под действием нагревательных элементов 24 лента, находящаяся меледу ними и матрнцей, размягчается н втягивается в гнезда 3, принимая их форму. Затем подача тока в нагревательные элементы прекращается. Шток возвращается в исходное положение, клапан 14 нерекрывает канал в матрице, отсоединяя его от вакуумсистемы, а полый клапан 20 нерекрывает отверстие 16 барабана 15, исключая сообщение вакуум-системы с атмосферой. В сформованные пакеты дозатор 8 подает продукт, после чего они прикрываются верхней лентой термопластического материала, подаваемого с рулонодержателя 7. Во время прохождения сформованных пакетов с продуктом, покрытых лентой, под меанизмами для термосклеивания лент верхняя ента в результате воздействия рамок 10 ирилеивается к нижней. Рамки 10 срабатывают налогично рамкам 23 механизма для гермеизации гнезд и разогрева нижней ленты теропластического материала.
зает их вдоль, образуя отдельные пакеты.
Когда пакеты проходят ведущую станцию, то сжатый воздух выталкивает их из гнезд матриц, и по лотку 34 они попадают на отводящий транспортер 35.
Предмет изобретения
1. Автомат для изготовления пакетов из термопласт 1ческого материала и расфасовки в них продуктов, содержащий транспортер с ведутцей и ведомой станциями, несущий матрицы с гнездами для формования пакетов, рулоподержатели с направляющими валками для нижней и верхней лент термопластического материала, дозатор для продуктов, механизмы для термосклеивания лент, снабженные подвижными рамками, и приспособление для разрезания пакетов, отличающийся тем, что, с целью новыщения его производительности, транспортер, несущий матрицы, выполнен непрерывно движущимся, гнезда каждой матрицы расположены в ряд, матрицы с одной стороны имеют канал с клапаном, соединенный с гнездами матриц, а механизмы для термосклеивания лент смонтированы на цепном транспортере с возможностью синхронного движения с матрицами, при этом автомат снабжен расположенными соответственно на ведомой и ведущей станциях механизмами для подключения гнезд матриц к системе вакуума при формовании пакетов н к системе сжатого воздуха при извлечении из гнезд пакетов с продуктом, а также механизмом для герметизации гнезд и разогрева нижней ленты термопластического материала.
2.Автомат по п. 1, отличающийся тем, что механизмы для подключения гнезд матриц к системам вакуума и сжатого воздуха выполнены в виде полого барабана с отверстиями в боковой поверхности и отверстием в торце, причем внутри барабана расположены двухпрофильный кулачок с полой осью, проходящей через торцовое отверстие барабана, щтоки, входящие в отверстия в боковой поверхности и предназначенные для управления работой клапанов матриц, а также размещенные на штоках полые клапаны для отверстий в боковой поверхности барабана.
3.Автомат по п. 1, отличающийся тем, что механизм для герметизации гнезд и разогрева
нижней ленты термопластического материала выполнен в виде движущегося синхронно с матрицами цепного транспортера, несущего балки с опорными роликами, нагревательными элементами и подвнжпылш рамками.
4.Лвтома1 по пп. 1 п 3, отличающийся тем, что для )кзацин движения транспортеров н центрировання матриц с рамками
механизма для герметизации гнезд и разогрева ленты термопластического материала н механизма для термосклеивапкя лент ведущие звездочки механизма для герметизации гнезд и разогрева нижней ленты термопластического материала жестко соединены с ведомыми звездочками транспортера, несущего матрицы, причем матрицы с двух сторон снабжены выступами, а рамки тех и других механизмов - соответствующими выступам
отверст ЯМ11.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки изделий в пленкуи фОльгу | 1979 |
|
SU848393A1 |
| УСТРОЙСТВО для УПАКОВКИ ИЗДЕЛИЙ в ПАКЕТЬ ИЗ ТЕРМОПЛАСТИЧЕСКОГО МАТЕРИ.\ЛАПАТЕ1Г-:;з-ТГХНЙ':-С-^' Аi;!'b :'';0'И iiA | 1964 |
|
SU163941A1 |
| УСТРОЙСТВО для УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1971 |
|
SU290868A1 |
| Автомат для упаковки колбасных изделий без оболочки в пакеты из полимерного материала | 1983 |
|
SU1184750A1 |
| Устройство для упаковки продуктов в пакеты из рукавного полимерного материала | 1976 |
|
SU654493A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯМАТЕРИАЛА | 1969 |
|
SU244178A1 |
| Линия для упаковывания предметов в термопластичную пленку | 1987 |
|
SU1620366A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ | 1969 |
|
SU239103A1 |
| Устройство для упаковывания предметов между пленкой и фольгой | 1985 |
|
SU1414710A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ УПАКОВОЧНОЙ ЛЕНТЫ | 1973 |
|
SU364471A1 |
S
30
Vт r4;V9i r
