Данное изобретение относится к устройству для асептического хранения, например шприцу или флакону, а также к способу его изготовления и сборки. В частности, изобретение относится, например, к флакону или шприцу, предназначенному для хранения медицинской жидкости для инъекций или биологической жидкости, извлеченной из организмов.
Более конкретно, изобретение относится к шприцу, который содержит отдельный шток и может быть собран в момент подачи жидкости.
Технология изготовления шприцов известна из международных патентов №№2007007178 и 2010143219. Согласно данной технологии, называемой «Выдувание-Заполнение-Запечатывание», или «BFS», сначала формируют корпус контейнера, в который заключают первую вставку (иглу или компонент для обеспечения соединительной части шприца), затем корпус заполняют нужной жидкостью или твердым веществом, вводят вторую вставку (компонент шприца) и после этого запечатывают.
Герметичное закупоривание (или запечатывание: этап Запечатывания) выполняют путем формирования колпачка или другого закрывающего элемента, который присоединяют к полому корпусу контейнера и выполняют с возможностью перемещения при помощи легко разрушаемой зоны, имеющей уменьшенную толщину.
Размеры такого закрывающего элемента обеспечивают полное закрывание части штока, выступающей наружу из корпуса шприца.
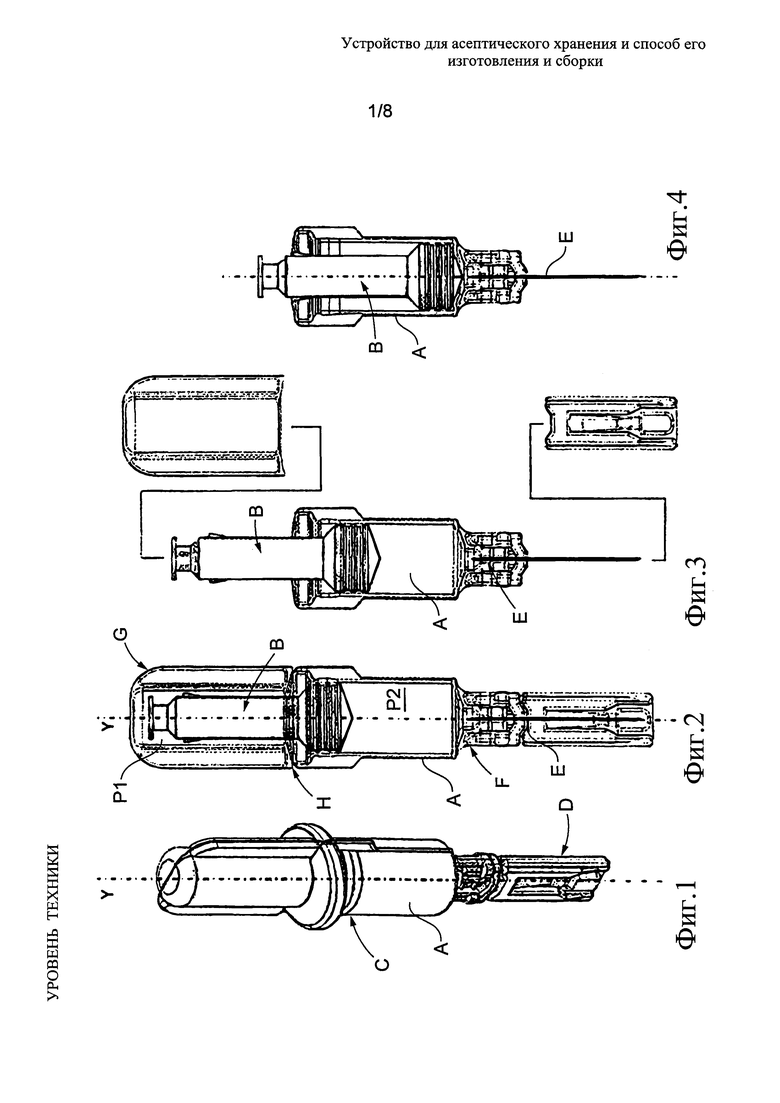
Например, обычно используемые предварительно заполненные шприцы, изображенные на фиг. 1-4, которые могут быть выполнены с одной или более вставками согласно вышеуказанным патентам, содержат полый корпус А, в целом расположенный вдоль линейной оси и заполненный жидкостью или лекарством.
Кроме того, рассматриваемые шприцы или медицинские устройства содержат один проталкивающий шток В, присоединенный к полому корпусу А в соответствии с проходом, образованным на первом конце С корпуса.
На втором конце расположен вкладыш с держателем иглы, как вариант - игла, вложенная в ограничительный установочный наконечник F.
Одно средство герметичного запечатывания такого известного шприца содержит колпачок G, предназначенный для защиты штока В, так что шток остается стерильным до момента использования, и имеющий зону уменьшенной толщины, соответствующую заданному месту Н разрушения, так что согласно вышеуказанным патентам открывание всегда происходит легко и быстро.
Преимущественно данная технология обеспечивает возможность получения полностью асептического шприца для медицинских процедур и, таким образом, дальнейшего использования в условиях оптимальной безопасности с точки зрения гигиены и здоровья причастных лиц, пациентов и работников.
Также преимущественно BFS способ изготовления и сборки обеспечивает возможность более быстрого получения шприца для медицинских процедур, отличающегося более высокой степенью стерилизации, по сравнению с известными способами.
Более того, преимущество закрывающего элемента заключается в том, что он может быть легко открыт пользователем, так что пользователь может получить непосредственный доступ к штоку, а затем использовать шприц.
Тем не менее, такой колпачок G, закрывающий шток В, имеет недостаток, заключающийся в больших затратах при изготовлении шприца, поскольку его производство требует дополнительного расхода пластмассы.
Кроме того, другой недостаток обусловлен издержками, связанными с соотношением цена/объем для штока В, который должен подвергаться асептической обработке на этапах производства, транспортировки и хранения.
Таким образом, в случае крупномасштабного производства расход пластмассы для изготовления шприца, размеры стерилизуемого штока, подлежащего стерилизации и дальнейшему хранению и сборке на конвейерных линиях, а также их последующая утилизация, делают шприц нецелесообразным не только с экономической, но и с экологической точки зрения.
Более того, данная технология не дает возможности выполнения захватного средства, легко управляемого пальцами пользователя. В частности, с помощью данной технологии очень трудно изготовить предварительно заполненные шприцы, которые бы соответствовали стандартам ISO 7886 и 11040 в отношении размеров фасонных захватов для пальцев и свободного конца штока.
Более подробно, фасонные захваты должны иметь соответствующие размеры, форму и прочность, обеспечивающие их применение по назначению, т.е. обеспечивающие возможность безопасного удерживания шприца и удобное использование.
Кроме того, шток шприца должен быть выполнен таким образом, что при удерживании полого корпуса в одной руке на шток можно надавить большим пальцем этой руки, при этом опорная поверхность является достаточно большой для обеспечения удобства указанной операции для любого работника.
Фактически, согласно вышеописанной технологии BFS все элементы выполняют с использованием только одной пресс-формы, при этом они обязательно находятся внутри заданного объема, что предотвращает выпадение фасонных захватов и свободного конца штока из полого корпуса и обеспечивает соответствие требуемым стандартам.
По-прежнему остается необходимость в создании шприца, который обеспечивает возможность хранения и консервации вещества, может быть легко открыт пользователем, соответствует производственным нормативам, но при этом является экономически целесообразным и экологически безопасным.
Целью данного изобретения является устранение вышеуказанных недостатков известного уровня техники.
В частности, главная задача изобретения заключается в разработке шприца и способа его изготовления и сборки, который обеспечивает придание указанному шприцу надлежащей анатомической формы.
Кроме того, одной целью изобретения является создание шприца, а также способа его изготовления и сборки, который обеспечивает возможность получения шприца, соответствующего стандартам ISO 7886 и 11040 в отношении размеров фасонных захватов для пальцев и свободного конца штока.
В то же время целью изобретения является создание устройства для асептического хранения медицинских жидкостей, а также способа его изготовления и сборки, который обеспечивает возможность получения устройства для асептического хранения медицинских жидкостей, асептические условия в котором по меньшей мере такие же, что и в устройствах, выполненных согласно известному BFS способу.
Кроме того, целью данного изобретения является создание устройства для асептического хранения медицинских жидкостей, а также способа его изготовления и сборки, который обеспечивает снижение рисков и уровня загрязнения компонентов указанного устройства и возможной медицинской жидкости, находящейся внутри него, по сравнению с известной BFS технологией.
Другой целью данного изобретения является создание устройства для асептического хранения медицинских жидкостей, а также способа его изготовления и сборки, который обеспечивает достижение вышеуказанных целей и при этом характеризуется быстротой осуществления.
Еще одной целью изобретения является создание устройства для асептического хранения медицинских жидкостей, а также способа его изготовления и сборки, который обеспечивает более эффективное применение с точки зрения работника или устройств, к которому он применяется.
Указанные цели достигаются с помощью устройства для асептического хранения медицинских жидкостей и способа его изготовления и сборки согласно п.п. 1, 15 и 23 прилагаемой формулы изобретения, на которые для краткости сделана ссылка.
Другие подробные особенности осуществления способа согласно изобретению приведены в соответствующих зависимых пунктах формулы изобретения.
Способ согласно изобретению преимущественно обеспечивает возможность создания контейнера или шприца для медицинских процедур, даже в его минимальной конфигурации, без выполнения каких-либо манипуляций с компонентами указанного шприца работником.
Например, указанный способ обеспечивает возможность изготовления полностью стерильного шприца для медицинских процедур и, таким образом, его последующего использования в условиях оптимальной безопасности с точки зрения гигиены и здоровья причастных лиц, пациентов и работников.
В равной мере преимущественно это находит отражение в значительном снижении затрат на производство контейнера или шприца для выполнения медицинских процедур по сравнению с существующей технологией, разумеется, при прочих равных сопутствующих факторах.
Кроме того, контейнер и/или шприц для выполнения медицинских процедур, полученные с помощью способа изготовления и сборки согласно изобретению, преимущественно имеют по меньшей мере такой же стандарт рабочих характеристик, что и известные контейнеры и шприцы, но при этом обладают вышеуказанными преимуществами по сравнению с ними.
Указанные цели и преимущества, а также другие достигаемые преимущества, станут более понятны из нижеследующего описания, относящегося к наиболее предпочтительному варианту выполнения способа согласно изобретению и приведенного в качестве примера и руководства, а не для ограничения, со ссылкой на прилагаемые чертежи, на которых:
фиг. 1 изображает вид в аксонометрии шприца согласно известному уровню техники,
фиг. 2 изображает разрез шприца, показанного на фиг. 1,
фиг. 3 изображает разрез шприца, показанного на фиг. 1, со снятыми колпачком и защитным элементом,
фиг. 4 изображает разрез шприца, показанного на фиг. 1, при этом шток расположен в конце хода,
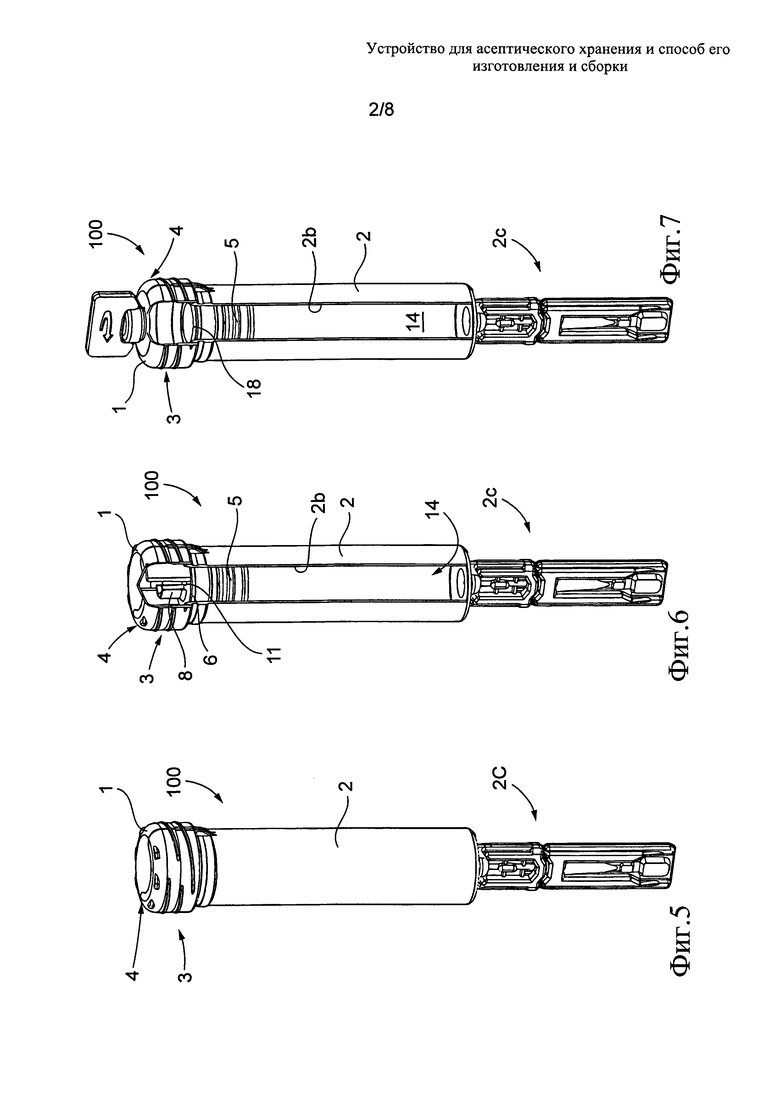
фиг. 5 изображает первый вариант выполнения шприца согласно изобретению,
фиг. 6 изображает трехмерный вид с разрезом шприца, показанного на фиг. 5,
фиг. 7 изображает трехмерный вид с разрезом второго варианта выполнения шприца согласно изобретению,
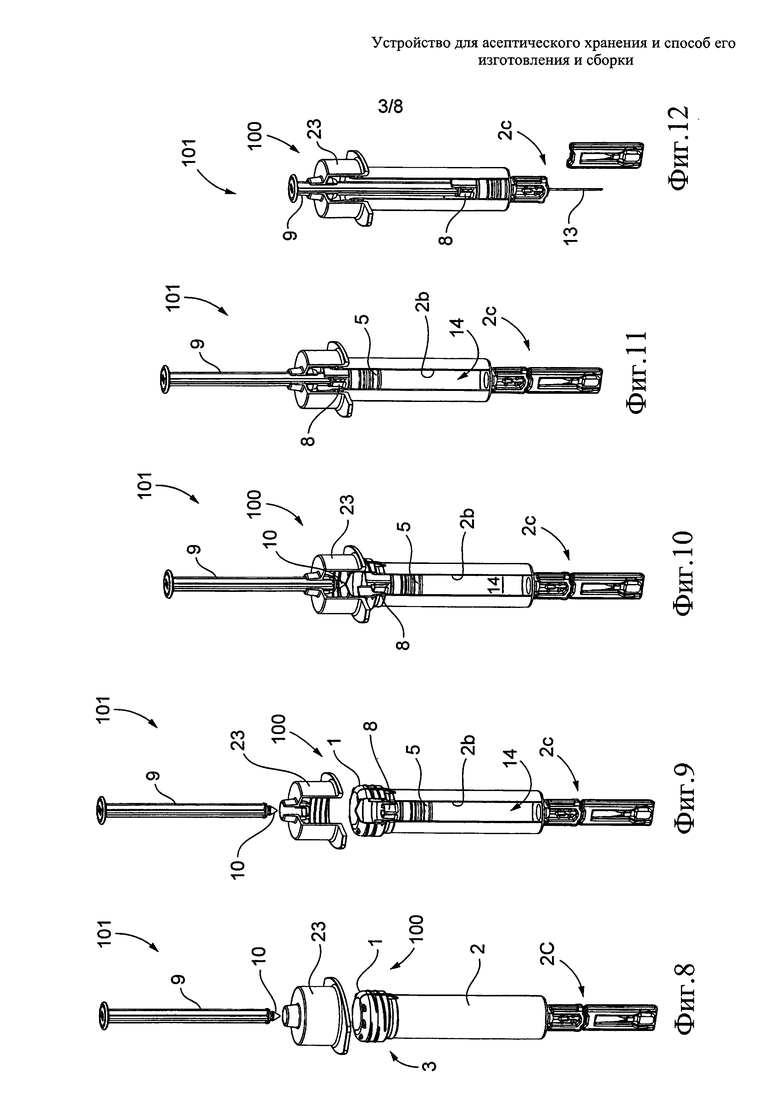
фиг. 8 изображает шприц, показанный на фиг. 5, при этом шток и упор для пальцев находятся на первом этапе сборки,
фиг. 9 изображает трехмерный вид с разрезом шприца, показанного на фиг. 5, при этом шток и упор для пальцев находятся на первом этапе сборки,
фиг. 10 изображает шприц, показанный на фиг. 9, на втором этапе сборки,
фиг. 11 изображает шприц, показанный на фиг. 9, на третьем этапе сборки,
фиг. 12 изображает шприц, показанный на фиг. 9, при этом защитное устройство снято, а шток расположен в конце хода,
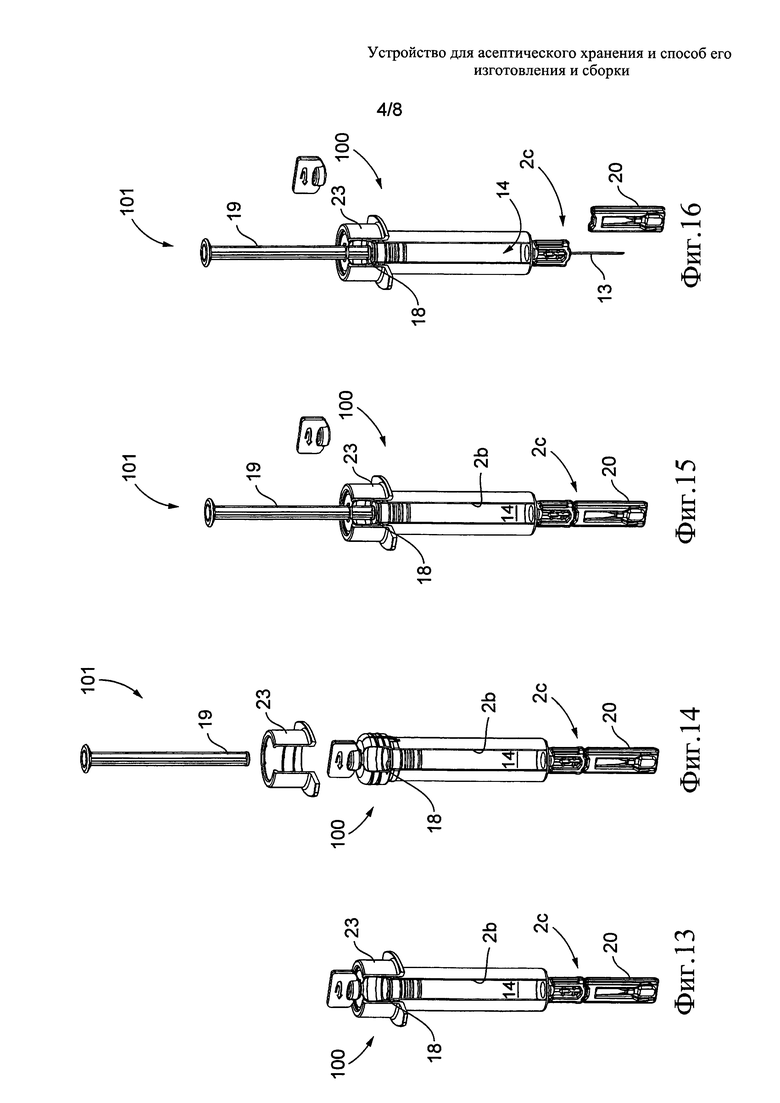
фиг. 13 изображает трехмерный вид с разрезом шприца, показанного на фиг. 7, при этом шток и упор для пальцев находятся на первом этапе сборки,
фиг. 14 изображает шприц, показанный на фиг. 13, на втором этапе сборки,
фиг. 15 изображает шприц, показанный на фиг. 13, на третьем этапе сборки,
фиг. 16 изображает шприц, показанный на фиг. 13, на четвертом этапе сборки, со снятым защитным устройством,
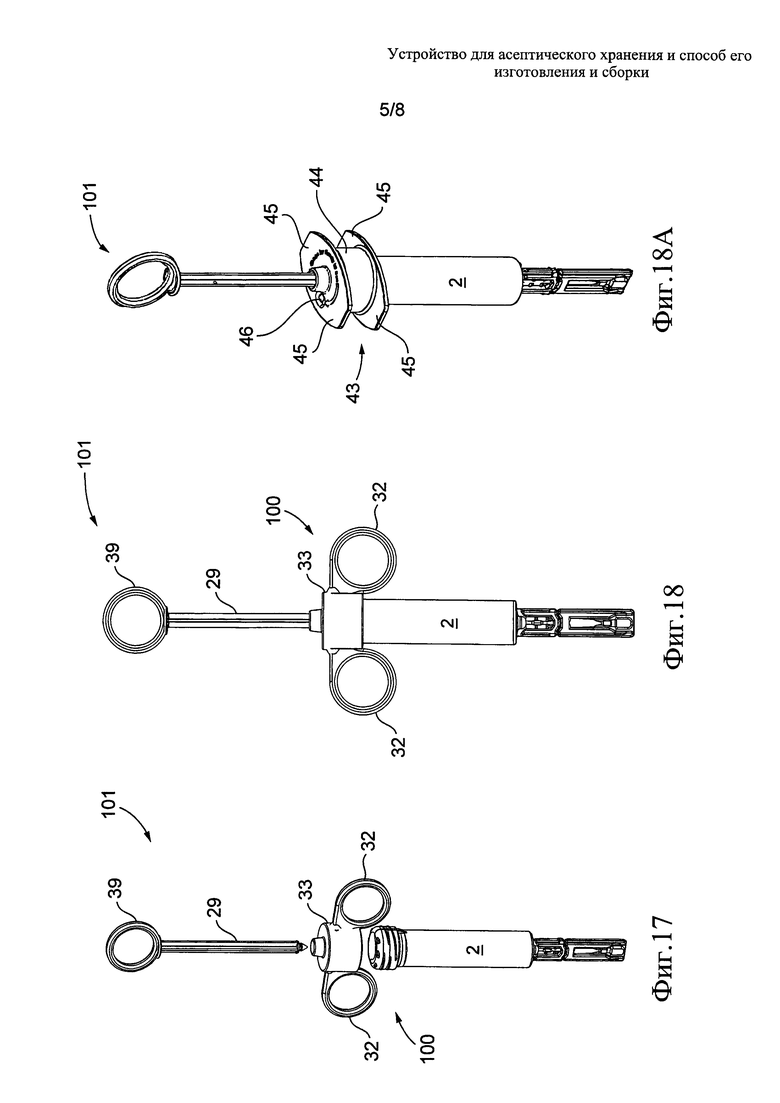
фиг. 17 изображает шприц, показанный на фиг. 5, при этом шток и вариант выполнения упора для пальцев находятся на первом этапе сборки,
фиг. 18 изображает шприц, показанный на фиг. 17, на втором этапе сборки,
фиг. 18А изображает шприц, показанный на фиг. 18, согласно одному из его вариантов выполнения,
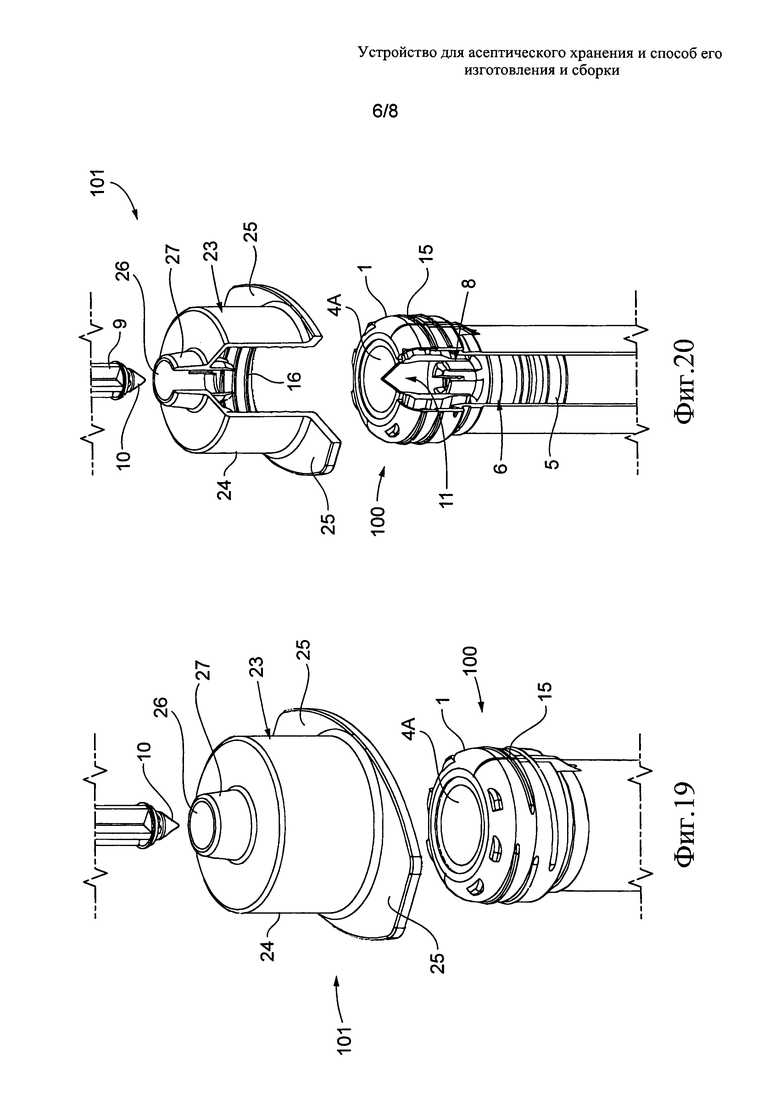
фиг. 19 изображает увеличенную часть первого варианта выполнения изобретения,
фиг. 20 изображает трехмерный вид с разрезом части, показанной на фиг. 19,
фиг. 21 изображает трехмерный вид с разрезом второго варианта выполнения изобретения,
фиг. 22 изображает трехмерный вид с разрезом третьего варианта выполнения изобретения,
фиг. 23 изображает трехмерный вид с разрезом четвертого варианта выполнения изобретения,
фиг. 24 изображает трехмерный вид с разрезом альтернативного варианта выполнения изобретения.
На фиг. 5-24 схематически изображены некоторые возможные варианты устройства для асептического хранения, выполненного согласно изобретению.
В соответствии с изобретением способ изготовления указанного устройства включает следующие последовательные этапы:
- экструдирование пластмассы при высокой температуре, например 200°C, для получения промежуточного трубчатого элемента, выполненного из пластмассы, находящейся по меньшей мере частично в расплавленном и/или пластичном состоянии, и в просторечии называемого «заготовкой»,
- введение трубчатого элемента в одну пресс-форму, содержащую две формообразующие половины,
- выполнение одной операции по формованию указанного трубчатого элемента, которой может предшествовать выдувание, с получением по меньшей мере одного полого корпуса, на одном конце которого имеется основной проход,
- закрытие основного прохода, расположенного на первом конце полого корпуса (этап: Запечатывание) с образованием герметичного закрывающего устройства, выполненного с возможностью открывания и имеющего по меньшей мере одну легко разрушаемую часть.
Предпочтительно при необходимости непосредственно до этапа закрытия второго полого корпуса может быть выполнен этап:
- надежного введения скользящего фасонного уплотнения внутрь полого корпуса в момент непосредственно после выполнения этапа заполнения.
В одном варианте выполнения изобретения при необходимости заполняют полый корпус (этап: Заполнение) непосредственно после этапа «Выдувание» и непосредственно перед этапом надежного введения скользящего фасонного уплотнения.
Вышеуказанные этапы экструдирования, выдувного формования и установки скользящего фасонного уплотнения выполняют непрерывно на одной и той же промышленной установке, в которой поддерживаются идеальные асептические условия.
В одном варианте выполнения способа согласно изобретению этап закрытия полого корпуса осуществляют путем так называемого Откручивания (проиллюстрированного на фиг. 7 и 13-16) для получения легко открываемой области, что позволяет оператору легко применять открытый шприц в разных устройствах.
В другом варианте выполнения способа согласно изобретению на этапе закрытия второго полого корпуса также вводят вставку, содержащую мембрану и/или фильтр либо фильтрующий элемент, как показано на фиг. 9-23.
В частности, BFS технология изготовления шприцов предусматривает экструдирование трубчатого элемента из пластмассы при высокой температуре (температуре плавления указанной пластмассы), его введение в одну пресс-форму, содержащую две формообразующие половины, при этом первую часть трубчатого элемента, которая образует нижнюю часть контейнера, закрывают с обеспечением образования первого полого корпуса контейнера, в который вводят первую вставку, например иглу или другой вспомогательный элемент, в то время как вторую часть трубчатого элемента, образующую головную часть контейнера, то есть второй полый корпус, удерживают открытой для возможности выполнения последующих этапов способа. Продолжительность таких последующих этапов преимущественно составляет несколько секунд, что исключает охлаждение пластмассы ниже температуры ее плавления.
Последующие типовые этапы BFS способа включают выдувание, выпуск воздуха, заполнение и этап закрытия второй части или головной (верхней) части контейнера.
Согласно изобретению до закрытия предпочтительно вводят небольшую вставку, взаимодействующую по месту закрытия со скользящим фасонным уплотнением, например поршнем.
Второй полый корпус шприца закрывают при помощи другой пресс-формы, составленной из двух формообразующих половин.
Вставку, расположенную внутри, преимущественно используют в качестве упора для поршня, чтобы обеспечить предотвращение его чрезмерного перемещения, например выхода из полого корпуса, и обеспечить возможность взаимодействия с отдельным штоком.
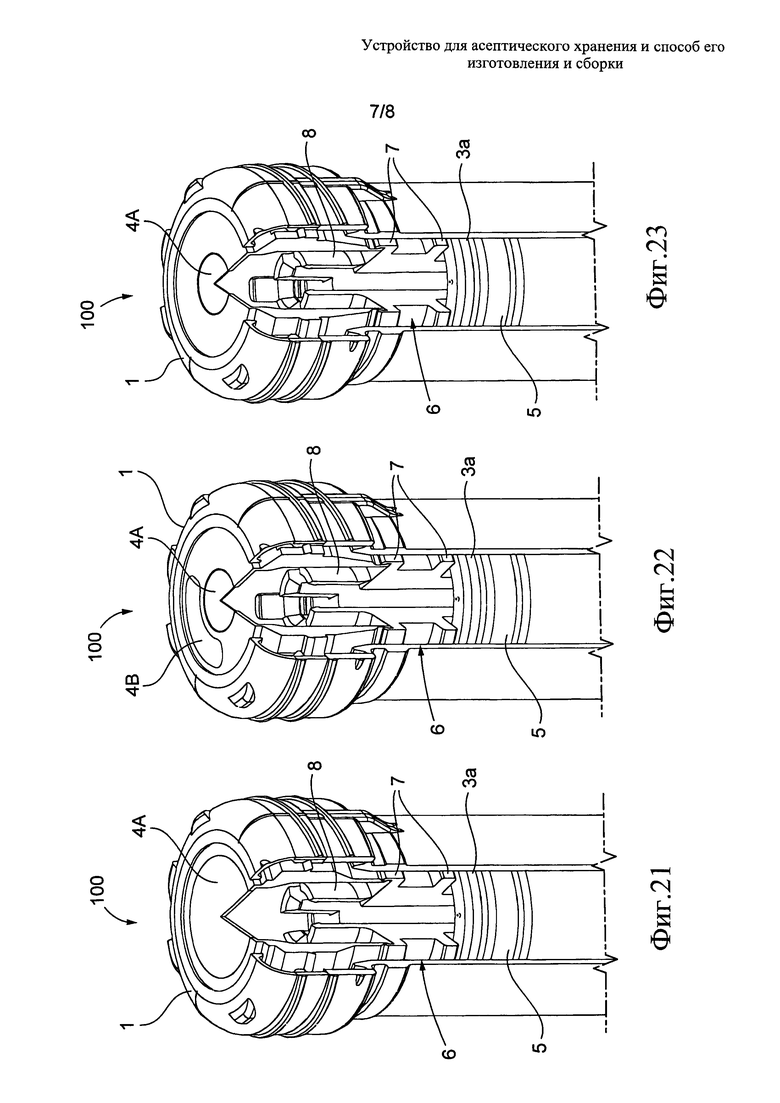
В предпочтительном выполнения варианте изобретения предусмотрена вторая вставка 4А, как показано на фиг. 19-23, встроенная в закрывающее устройство 1 шприца и расположенная внутри него. Данную вставку 4А применяют в качестве закрывающего устройства, снабженного разрушаемой мембраной, в которой используется фильтр или фильтрующий элемент.
В частности, на фиг. 21 изображена вставка 4А, содержащая легко разрушаемую мембрану, образованную фильтром или фильтрующим элементом, способным пропускать только частицы воздуха и задерживать любые другие частицы, содержащие микроорганизмы, которые могут загрязнить внутреннее пространство шприца до его использования.
На фиг. 22 изображена вставка 4А, содержащая фильтр или фильтрующий элемент 4В, расположенный сбоку легко разрушаемой мембраны.
На фиг. 23 изображена вставка 4А, в центре которой расположена легко разрушаемая мембрана.
Усовершенствованный таким образом способ также обеспечивает возможность существенного уменьшения размеров шприца во время производства с достижением при этом очевидных преимуществ, касающихся логистики и хранения.
Наконец, следует отметить, что этапы выдувного формования, точной размерной обработки внутренней стенки 2b полых корпусов, соединения иглы 13 с каждым полым корпусом и заполнения полых корпусов выполняют с помощью фасонных инструментов.
Кроме того, как указано выше, каждый фасонный инструмент применяют для удерживания иглы 13 при ее введении в промежуточный трубчатый элемент.
Помимо точной размерной обработки внутренней стенки 2b полых корпусов, фасонные инструменты обеспечивают возможность получения другого значительного преимущества по сравнению с существующей технологией.
Фактически, во время точной размерной обработки внутренней стенки 2b фасонные инструменты также охлаждают пластмассу и, что наиболее важно, указанную стенку 2b полых корпусов во время этапа формования.
Таким образом, способ согласно изобретению более быстро по сравнению с известным уровнем техники обеспечивает идеальные условия отсутствия или по меньшей мере минимизации рисков биологического загрязнения медицинской жидкости, которая находится в разных полых корпусах.
Учитывая, что полые корпуса шприца часто заполняют термолабильными химическими или биологическими продуктами, настолько чувствительными к тепловому воздействию, что они могут потерять свои качества, становится очевидным преимущество, обеспечиваемое данным изобретением.
Таким образом, для данных продуктов изобретение обеспечивает уменьшение времени ожидания введения жидкого продукта в медицинский контейнер, что приводит к очевидным преимуществам в плане эффективности.
Альтернативные варианты выполнения способа согласно изобретению, не проиллюстрированные на чертежах, могут предусматривать выполнение с помощью фасонного инструмента только одного или некоторых из этапов выдувного формования, точной размерной обработки внутренней стенки 2b полых корпусов, соединения иглы с каждым полым корпусом и заполнения полых корпусов.
На фиг. 5 и 6 изображен первый вариант выполнения базового элемента, предназначенного для образования шприца, полученного с помощью вышеописанного способа, и, следовательно, являющего предметом данного изобретения и обозначенного на чертежах номером 100 позиции.
Базовый элемент 100, изображенный на чертежах, содержит закрывающий элемент 1, предназначенный для закрытия/защиты второго полого корпуса 2, который может быть пустым или заполненным жидкостью или лекарством.
Более подробно, на фиг. 5 и 6 изображен закрытый базовый элемент 100, при этом закрывающий элемент 1, например, имеющий тонкую часть, образован на первом конце 3 второго полого корпуса 2 и имеет зону 4, которая может быть выполнена без центральных швов согласно известной системе, раскрытой в патентном документе PCT/IB 2006/001963, и имеет участок уменьшенной толщины, ослабляющий механическую прочность корпуса закрывающего элемента 1, так что пользователь может без труда пробить его.
Внутри закрывающего элемента 1 расположено скользящее фасонное уплотнение или поршень 5, например плунжер шприца, соединенный со вставкой 6, имеющей один или более клапанов 7, препятствующих полному выходу поршня 5 из второго полого корпуса 2.
Кроме того, данная вставка 6 содержит удерживающие эластичные средства 8, предназначенные для постоянного взаимодействия с одним штоком 9 (изображенным на фиг. 8-12 и 17-20) при условии, что это не нарушает его функциональность, например, с одним проталкивающим штоком, имеющим, в свою очередь, профиль 10, например, показанный на чертежах как имеющий конфигурацию с зауженной формой.
В частности, закрывающий элемент 1 изначально применяют в качестве защиты вставки 6 для исключения возможности ее случайного повреждения в процессе транспортировки или в неподходящий момент.
Кроме того, для образования шприца 101 могут быть выполнены захватные средства 23, преимущественно предназначенные для соединения с полым корпусом 2 после этапа запечатывания прохода 11 и, следовательно, выполняемые с использованием одной отдельной пресс-формы.
В результате размеры захватных средств 23 можно не ограничивать и, в частности, такие средства 23 могут быть выполнены в соответствии со стандартами ISO 7886 и 11040 в отношении размеров фасонных захватов для пальцев и свободного конца штока.
Аналогичным образом, в другой момент времени может быть выполнена сборка проталкивающего штока 9 с базовым элементом 100, при этом шток 9 может быть выполнен отдельно и, следовательно, преимущественно удовлетворять стандартам ISO 7886 и 11040 в отношении размеров фасонных захватов для пальцев и свободного конца штока.
В предпочтительном варианте выполнения базового элемента 100 согласно изобретению, показанном на фиг. 7 и 13-16, закрывающий элемент 1 содержит отвинчиваемый элемент для облегчения открывания шприца работником.
Согласно изобретению скользящее фасонное уплотнение 5 вводят в соответствующий полый корпус 2 через основной проход 11, выполненный на первом конце 3 корпуса 2, с расположением внутри него плунжера фасонного уплотнения 5.
Предпочтительно, но необязательно, способ согласно изобретению включает этап точной размерной обработки внутренней стенки 2b полых корпусов, выполняемый до этапа введения уплотнения 5 в соответствующий второй полый корпус 2 и, на практике, одновременно с этапом экструдирования, пока разные полые корпуса еще не остыли и находятся по меньшей мере частично в расплавленном и/или пластичном состоянии.
В каждом случае в это же время, но необязательно после введения уплотнения 5, также может быть введено удерживающее средство в виде вставки 6 и/или вставки с мембраной и/или фильтром 4А, соответственно предназначенное для предотвращения выпадения уплотнения 5 или по меньшей мере плунжера из полого корпуса 2 и для образования области для прохождения воздуха и легко разрушаемой мембраны.
Более подробно, вставка 6 содержит удерживающие средства 8, например по существу кольцевой элемент (как подробно показано на фиг. 20-23), расположенный в соответствии с проходом 11, и/или одно или более фасонных ребер 7, выступающих от наружной стенки 3а уплотнения 5.
В качестве альтернативы кольцевому элементу 8 может быть выполнен сопряженный элемент 18 (изображенный на фиг. 7 и 13-16), расположенный на внутренней поверхности полого корпуса 2 в соответствии с его верхним концом 3.
В предпочтительном варианте выполнения базового элемента 100 согласно изобретению, изображенном на фиг. 19-23, закрывающий элемент 1 содержит легко разрушаемую вставку 4А, в частности, содержащую мембрану и/или встроенный фильтр для облегчения открывания шприца работником, как описано выше.
Согласно изобретению вставку 4А с мембраной и/или фильтром вводят в соответствующий полый корпус 2 через основной проход 11, выполненный на первом конце 3 корпуса 2, и встраивают в закрывающее устройство 1.
Этап экструдирования и этап выдувного формования выполняют внутри пресс-формы, по существу известной в данной области техники.
В данном случае пресс-форма имеет полости, для удобства не показанные на чертежах, при этом наружный профиль каждой полости воспроизводит заданную форму соответствующего полого корпуса 2.
Более подробно, пресс-форма содержит, прежде всего, две полуоболочки, обращенные друг к другу и расположенные напротив друг друга.
Пресс-форму открывают как во время этапа экструдирования с удерживанием полуоболочек на расстоянии от промежуточного трубчатого элемента, так и во время этапа введения фасонного инструмента в промежуточный элемент с приближением полуоболочек друг к другу и их расположением вблизи промежуточного элемента.
Таким образом, этап опрессовки промежуточного трубчатого элемента на фасонных инструментах включает этап закрытия нижней части пресс-формы, при котором полуоболочки располагают рядом с друг другом с размещением между ними промежуточного трубчатого элемента и фасонных инструментов по меньшей мере в продольной части указанных полуоболочек.
Предпочтительно, но без ограничения этим, способ согласно изобретению включает этап соединения со вторым концом 2 с каждого полого корпуса, противоположным первому концу 3, иглы 13 для инъекций, сообщающейся с внутренним объемом 14 соответствующего полого корпуса 2, выполняемый одновременно с этапом выдувного формования и этапом точной размерной обработки внутренней стенки 2b полых корпусов.
Более конкретно, иглу 13 соединяют с ограничительным установочным носиком, выполненным на втором конце 2 с каждого полого корпуса, с помощью пресс-формы.
В связи с этим способ согласно изобретению включает подготовительную операцию по введению иглы 13 внутрь промежуточного трубчатого элемента с помощью фасонных инструментов, выполняемую перед фактической операцией соединения иглы 13 со вторым концом 2 с соответствующего полого корпуса 2 и одновременно с этапом введения фасонных инструментов в промежуточный трубчатый элемент.
Согласно описанному в данном документе предпочтительному варианту выполнения изобретения способ может включать этап заполнения полых корпусов медицинской жидкостью с получением пустых шприцов для инъекций или шприцов для инъекций, предварительно заполненных однократной дозой.
При необходимости этап заполнения полых корпусов медицинской жидкостью выполняют после этапа выдувного формования полых корпусов и до этапа введения уплотнения 5 внутрь соответствующего полого корпуса 2.
Способ согласно изобретению преимущественно включает этап запечатывания основного прохода 11 на первом конце 3 полого корпуса 2, выполняемый после надежного введения уплотнения 5 внутрь этого корпуса 2.
Герметичное закупоривание (или запечатывание, достигаемое в ходе этапа Запечатывания) выполняют путем формирования колпачка небольшого размера, который является неподвижным в отличие от колпачка, выполняемого до настоящего времени согласно известной технологии, но может быть легко разрушен, при этом такой колпачок или закрывающий элемент имеет легко пробиваемую область, в частности область уменьшенной толщины.
Согласно изобретению поверхность закрывающего устройства 1 имеет по меньшей мере область 4 (подробно показанную на фиг. 5 и 6), выполненную с уменьшенной толщиной, либо, в предпочтительном варианте изобретения (изображенном на фиг. 19-23), герметичное закупоривание (или запечатывание, достигаемое в ходе этапа Запечатывания) выполняют путем формирования колпачка небольшого размера, в который заключена вставка 4А. Согласно изобретению такая вставка содержит высокоэффективный стерилизующий фильтр, имеющий поры, максимальный размер которых составляет 0,45 мкм, или, как вариант, такой фильтр может иметь другие степени пористости в соответствии с потребностями.
Данная последняя операция преимущественно заключается по существу в упаковке базового элемента 100 с получением шприца 101 для медицинских процедур, выполняемой бесшовным образом по сравнению с другими вышеописанными операциями, включающими изготовление, заполнение и сборку базового элемента 100, в котором содержится асептическая заполняющая жидкость.
Фактически, выполнение данного этапа запечатывания части скользящего фасонного уплотнения 5 непосредственно на оборудовании изготовителя базового элемента 100 в действительности исключает этап окончательной упаковки, выполняемый в настоящее время для известных шприцов производителями медицинской жидкости.
Следовательно, данный аспект изобретения способствует уменьшению повреждений компонентов базового элемента рабочими по сравнению с известным уровнем техники, что существенно снижает риски загрязнения как указанных компонентов, так и медицинской жидкости, вводимой в полый корпус базового элемента 100, а также облегчает и ускоряет полный процесс изготовления шприца 101.
Этап запечатывания основного прохода 11 выполняют с помощью известной системы, но с использованием колпачка или закрывающего устройства 1 небольшого размера, в частности, например, подобного диску, который может, как показано на фиг. 19-23, содержать заключенную в него вставку 4А и/или легко разрушаемую мембрану.
Кроме того, следует пояснить, что весь вышеописанный способ, включающий этапы экструдирования промежуточного элемента, выдувного формования для получения полых корпусов, точной размерной обработки внутренней стенки 2b каждого корпуса, соединения иглы 13 с каждым полым корпусом, заполнения полых корпусов, введения скользящего фасонного уплотнения 5 в полый корпус 2 и запечатывания основного прохода 11, занимает в общей сложности максимум 50 секунд.
Кроме того, способ согласно изобретению также может включать этап присоединения к полому корпусу 2 захватных средств 23, выполняемый после этапа запечатывания прохода 11. Фактически, согласно вышеописанному способу захватные средства 23 преимущественно также могут быть выполнены с использованием одной отдельной пресс-формы.
В результате размеры захватных средств 23 можно не ограничивать и, в частности, такие средства 23 могут быть выполнены в соответствии со стандартами ISO 7886 и 11040 в отношении размеров фасонных захватов для пальцев и свободного конца штока.
Аналогичным образом, в другой момент времени может быть также выполнена сборка с базовым элементом 100 одного проталкивающего штока 9 или 19, который может быть выполнен отдельно и, следовательно, преимущественно удовлетворять стандартам ISO 7886 и 11040 в отношении размеров фасонных захватов для пальцев и свободного конца штока.
В частности, например, как показано на фиг. 8-12 и 19-20, может быть отдельно выполнен один проталкивающий шток 9, размеры которого соответствуют вышеуказанным стандартам ISO и который имеет профиль 10, соответствующий профилю скользящего фасонного уплотнения 5 или, предпочтительно, профилю удерживающих эластичных средств 8 фасонного упорного элемента, выполненного за одно целое с уплотнением 5, например вставки 6, изображенной на чертежах.
Аналогичным образом, захватные средства 23 также могут быть выполнены отдельно и, в частности (как подробно показано на фиг. 19 и 20), содержать фасонный кольцевой элемент 24, который может быть расположен вокруг полого корпуса 2 и имеет два боковых ребра 25 для захвата пальцами пользователя, при этом проталкивающий шток 9 может подаваться уже в соединении с ним путем введения скольжением через центральное отверстие 26 фасонного кольцевого элемента 24 для облегчения установки на верхней части полого корпуса 2 в соответствии с закрывающим диском 1. В частности, фасонный кольцевой элемент может содержать сопряженный элемент для предотвращения проскальзывания элемента 24 вдоль полого корпуса 2, и выступающие элементы, соответствующие сопряженным элементам на корпусе 2, для ограничения перемещения фасонного кольцевого элемента 23 вдоль полого корпуса при достижении им рабочего положения.
Как вариант, на первом конце 3 полого корпуса 2 может быть выполнена резьба 15, соответствующая контррезьбе 16 на захватных средствах 23, для облегчения их фиксации на полом корпусе 2 в правильном рабочем положении.
Более подробно, таким образом, в конце хода профиль 10 штока 9 застревает в контрпрофиле удерживающих эластичных средств 8 скользящего фасонного уплотнения 5 после разрушения части 4 поверхности закрывающего устройства 1, либо в конце хода профиль 10 штока 9 оказывается расположен вблизи части 4 поверхности устройства 1, так что, приложив соответствующее давление, пользователь шприца 100 может разрушить данную часть 4 одной рукой, а затем выпустить жидкость, находящуюся в базовом элементе 100.
В этом случае фасонный кольцевой элемент 23 может иметь цилиндрическую часть 27, размеры которой соответствуют размерам проталкивающего штока 9, так что данная часть 27 действует в качестве направляющей для него, которая обеспечивает направление профиля 10 штока 9 к точному месту разрушения, совпадающему с положением области уменьшенной толщины или фильтрующей мембраны 4 закрывающего устройства 1.
Таким образом, пользователь, применяющий предварительно заполненный шприц, полученный с помощью способа согласно изобретению, должен одной рукой манипулировать полым корпусом 2, запечатанным при помощи закрывающего устройства 1, а другой рукой проталкивать шток 9, поставляемый отдельно (или в том же комплекте). При приложении давления к области 4 уменьшенной толщины устройства 1, профиль 10 штока 9 разрушает устройство 1 и входит в контакт с профилем удерживающих средств 8 упорного элемента 6, форма которого обеспечивает размещение в нем профиля 10 и может препятствовать выпадению при помощи сопряженных элементов. На данном этапе шток 9 объединяется со скользящим фасонным уплотнением 5, и пользователь может выпускать жидкость при помощи одной руки, как при использовании обычного шприца.
Разумеется, профиль удерживающих средств 8 с сопряженными элементами может быть выполнен непосредственно на скользящем уплотнении 5, что исключает необходимость использования фасонного упорного элемента 6.
Тем не менее, преимущественно элемент 6 может быть выполнен из более жесткого материала, чем материал, используемый для уплотнения 5, по очевидным функциональным причинам.
Как указано выше, в варианте выполнения изобретения, изображенном на фиг. 7 и 13-16, открывание выполняют путем приложения крутящего усилия к закупоривающему элементу откручиваемого типа, что исключает потребность в выполнении профиля 10 штока 9 суженным (как показано на других чертежах), при этом достаточно одного проталкивающего штока 19, выполненного без такого профиля и, возможно, предназначенного только для взаимодействия с сопряженным элементом 18 на внутренней поверхности полого корпуса 2.
В каждом случае шток 9 или 19 может проталкивать уплотнение 5 по направлению ко второму концу 2 с полого корпуса 2 с обеспечением выпуска медицинской жидкости, находящейся внутри него.
В другом варранте изобретения, изображенном на фиг. 17 и 18, к базовому элементу 100 могут быть присоединены упор 33 для пальцев и один шток 29, которые могут быть выполнены по отдельности и, соответственно, иметь заданные размеры и содержат кольца 32 и 39, дающие врачу возможность безопасного манипулирования для выполнения инъекций и обеспечивающие проталкивание уплотнения 5 по направлению ко второму концу 2 с корпуса 2 для выпуска медицинской жидкости, находящейся внутри него.
В другом варианте выполнения изобретения, изображенном на фиг. 18А, к базовому элементу 100 могут быть присоединены захватные средства 43, аналогичные вышеописанным и содержащие, в частности, фасонный кольцевой элемент 44, который может быть расположен вокруг полого корпуса 2 и имеет четыре боковых ребра 45, попарно параллельных друг другу и захватываемых пальцами пользователя, так что каждый палец может быть расположен между каждой парой ребер 45, параллельных друг другу. Преимущественно пары боковых ребер 45, параллельных друг другу, обеспечивают возможность проталкивания пользователем уплотнения 5 (не показанного на фиг. 18А) в обоих направлениях или только в направлении второго конца 2 с корпуса 2 для выпуска находящейся внутри лекарственной жидкости или, при необходимости, втягивания медицинской жидкости всегда при помощи только одной руки.
Кроме того, в еще одном варианте выполнения, например, изображенном на фиг. 18А в комбинации с предыдущим вариантом выполнения, также может иметься отметка 46, предназначенная для указания соответствующего местоположения захватных средств 43 относительно базового элемента 100 во время их сборки для обеспечения гарантии правильного использования шприца 101.
Базовый элемент 100 также содержит иглу 13, соединенную с ограничительным установочным носиком полого корпуса 2 при помощи соединительного средства, выполненного из пластмассы, которая, еще находясь в расплавленном состоянии, запрессовывается между основными полуоболочками пресс-формы в процессе выдувного формования.
Кроме того, игла 13 полностью покрыта защитным средством, обозначенным в целом номером 20 позиции, установленным снаружи иглы 13 и выполненным за одно целое с корпусом 2 в ходе вышеуказанного процесса выдувного формования, причем на практике указанное средство образует колпачок для иглы 13, когда шприц 101 не используется. Более конкретно, защитное средство 20 содержит слоистую капсулу, выполненную из пластмассы и в соответствии с полым корпусом 2 имеющую линии ослабления, которые не видны и предназначены для ее практичного, простого и быстрого отделения от корпуса 2 при необходимости использования шприца 101.
В предпочтительном варианте выполнения базового элемента 100 согласно изобретению, изображенном на фиг. 19-23, элемент 100 содержит закрывающее устройство 1, содержащее вставку 4А, выполненную с мембраной и/или фильтром и встроенную в указанное устройство. Данная вставка 4А выполнена для облегчения открывания базового элемента 100 работником и при наличии в ней фильтра обеспечивает область для прохождения стерильного воздуха и легко разрушаемую мембрану.
Таким образом, базовый элемент 100, полученный с помощью способа согласно изобретению, по существу изготавливается уже упакованным в соответствии с конфигурацией, изображенной на фиг. 5-7 и 13, и не требует выполнения дополнительных этапов, действий или обработки для его выпуска на рынок.
Таким образом, из вышеописанного понятно, что базовый элемент, шприц и способ его изготовления и сборки, являющиеся предметом изобретения, обеспечивают достижение поставленных целей и получение вышеуказанных преимуществ.
В ходе осуществления способа согласно изобретению в него могут быть внесены изменения, заключающиеся, например, в получении на этапе выдувного формования одного полого корпуса, например, с использованием пресс-формы, образующей одну полость.
В этом случае вышеописанные рабочие режимы способа согласно изобретению изменяются соответствующим образом.
Кроме того, следует отметить, что несмотря на то что данное изобретение описано со ссылкой, в частности, на предварительно заполненный одноразовый шприц для инъекций, оно также применимо к контейнерам для жидкости.
В данном случае просто опускают этап введения одной или более вставок и переходят непосредственно к этапу введения жидкости и встраивания только вставки 4А с фильтрующим элементом, используя одну соответствующую пресс-форму.
Очевидно, что возможно внесение других изменений в способ согласно изобретению без отклонения от новаторских принципов, присущих изложенной в данном документе идее изобретения, поскольку ясно, что при реализации изобретения на практике материалы, формы и размеры элементов, показанных на чертежах, могут быть любыми, соответствующими требованиям, и могут быть заменены другими, технически эквивалентными.
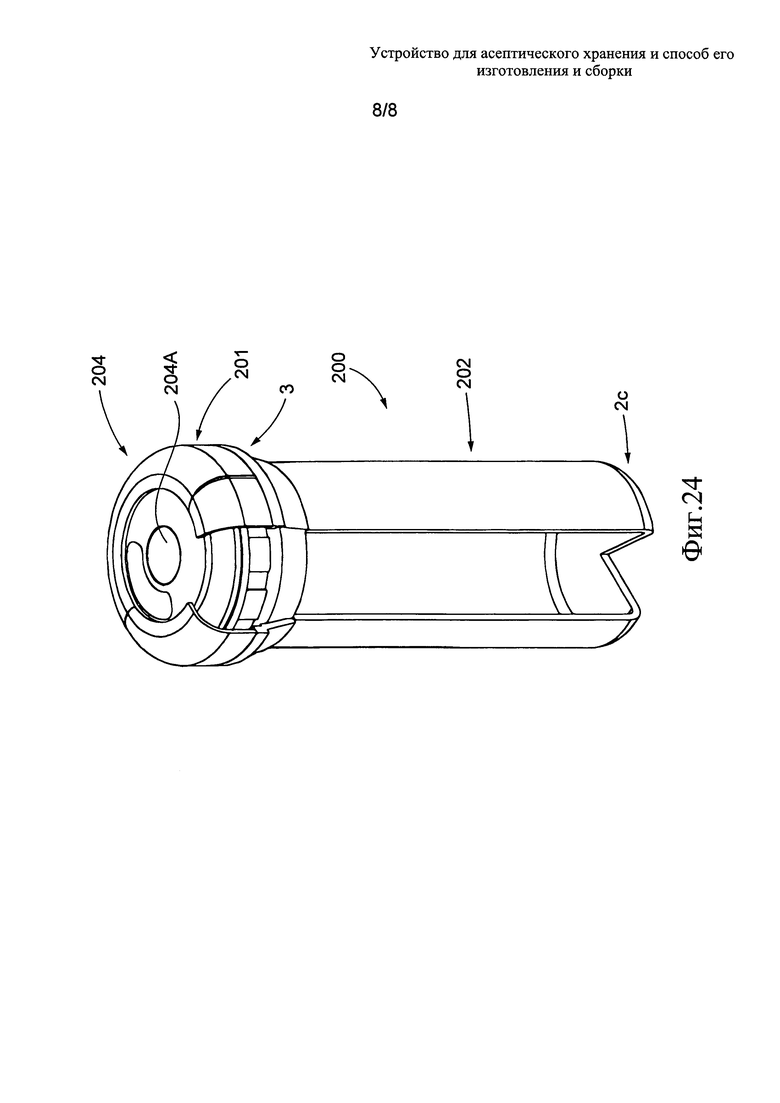
Например, как показано на фиг. 24, может быть выполнен герметичный контейнер 200 для медицинских жидкостей, например флакон, изготавливаемый согласно вышеописанному способу, в ходе которого не выполняют этапы введения по меньшей мере одной из вставок или скользящего фасонного уплотнения, а выполняют этап заключения внутрь контейнера 200 легко разрушаемой вставки 204. В частности, вставка 204 также может быть выполнена с фильтрующим элементом 204А, как и вставки, описанные выше для предыдущих вариантов выполнения изобретения.
В частности, на фиг. 24 изображен закрытый флакон 200, в котором на первом конце 3 полого корпуса 202 выполнен закрывающий элемент 201, например, имеющий тонкую часть, причем указанный элемент также имеет область 204 без центральных швов, которая ослабляет механическую прочность корпуса закрывающего элемента 201, так что пользователь может без труда пробить его.
В том случае, когда после конструктивных элементов и операций, указанных в нижеследующей формуле изобретения, следуют символы или номера позиций, такие обозначения служат исключительно для лучшего понимания формулы изобретения и, таким образом, не ограничивают толкование каждого элемента, обозначенного данными символами исключительно в качестве примера.
Изобретение относится к устройству для асептического хранения, например шприцу или флакону, а также к способу его изготовления и сборки. Способ изготовления и сборки асептического контейнера (100, 200) для хранения и подачи медицинских жидкостей включает по меньшей мере следующие последовательные этапы: экструдирование пластмассы, воздействие на промежуточный трубчатый элемент, полученный путем выдувного формования, с получением по меньшей мере одного полого корпуса (2, 202) и запечатывание полого корпуса (2, 202) колпачком небольшого размера или с помощью вставки, содержащей по меньшей мере одну легкоразрушаемую часть (4, 204). Изобретение обеспечивает снижение расхода пластмассы для изготовления готового изделия, возможность безопасного и удобного использования, повышение скорости технологического процесса и упрощения оборудования, исключение воздействия или контакта с внешними агентами, обеспечивающими возможность контаминации за счет обработки в среде с высокой степенью микробиологической чистоты. 4 н. и 21 з.п. ф-лы, 24 ил. 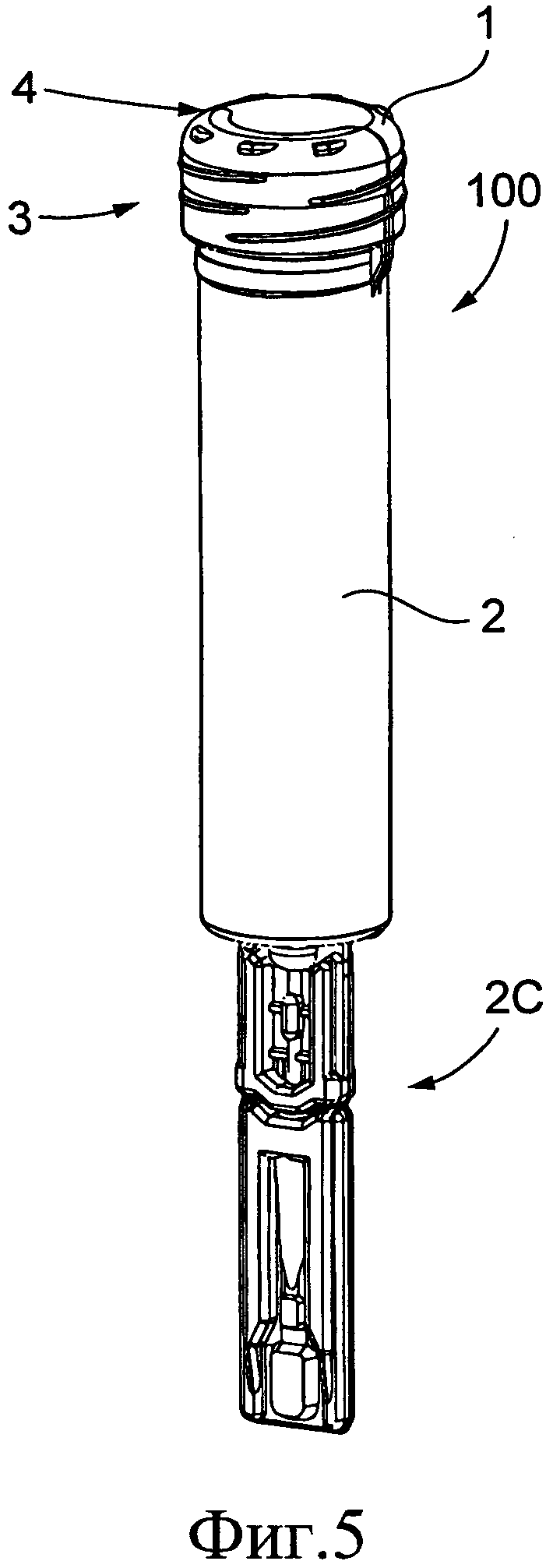
1. Способ изготовления и сборки асептического контейнера (100; 200), предназначенного для хранения и/или подачи медицинских жидкостей и содержащего полый корпус (2, 202) и основной проход (11) для прохождения рабочего штока (9), причем указанный способ включает по меньшей мере следующие этапы:
экструдирование пластмассы для получения промежуточного трубчатого элемента, выполненного из пластмассы, находящейся по меньшей мере частично в расплавленном и/или пластичном состоянии, и имеющего первый конец (3) и второй конец (2с),
выдувное формование указанного промежуточного трубчатого элемента с получением по меньшей мере одного полого корпуса (2, 202), на первом конце (3) которого расположен основной проход (11),
отличающийся тем, что выполняют этап запечатывания указанного основного прохода (11) первого конца (3) полого корпуса (2, 202) с образованием неподвижного герметичного закрывающего устройства (1, 201), выполненного с возможностью открывания и содержащего по меньшей мере одну легкоразрушаемую часть (4, 4А, 4В; 204, 204А).
2. Способ по п. 1, отличающийся тем, что в герметичное закрывающее устройство (100, 200) встраивают легкоразрушаемую вставку (4А, 204А), образованную стерилизующим фильтром.
3. Способ по п. 1 или 2, отличающийся тем, что указанные этапы экструдирования и выдувного формования выполняют внутри пресс-формы, имеющей одну или более полостей, наружный профиль каждой из которых воспроизводит заданную форму указанного полого корпуса (2, 202), при этом пресс-форма составлена по меньшей мере из двух основных полуоболочек, обращенных друг к другу и расположенных напротив друг друга.
4. Способ по любому из пп. 1-3, отличающийся тем, что непосредственно после этапа выдувного формования промежуточного трубчатого элемента с получением по меньшей мере одного полого корпуса (2) и непосредственно перед этапом запечатывания первого конца (3) указанного корпуса (2) с образованием неподвижного герметичного закрывающего устройства (1), выполненного с возможностью открывания, выполняют этап надежного введения скользящего фасонного уплотнения (5) внутрь полого корпуса (2) через первый конец (3) указанного корпуса (2) сразу после указанного этапа выдувного формования.
5. Способ по п. 4, отличающийся тем, что до этапа введения скользящего фасонного уплотнения (3) в полый корпус (2) и после этапа экструдирования, когда полый корпус (2) еще не остыл и находится по меньшей мере частично в расплавленном и/или пластичном состоянии, выполняют этап точной размерной обработки по меньшей мере продольной части внутренней стенки (2b) полого корпуса (2).
6. Способ по п. 5, отличающийся тем, что на этапе точной размерной обработки внутренней стенки (2b) полого корпуса (2) выполняют этап опрессовки промежуточного трубчатого элемента на по меньшей мере одном фасонном инструменте, который заранее вводят внутрь указанного промежуточного элемента, полученного на этапе экструдирования пластмассы.
7. Способ по п. 6, отличающийся тем, что пресс-форму открывают как во время этапа экструдирования с удерживанием указанных основных полуоболочек на расстоянии от промежуточного трубчатого элемента, так и во время этапа введения фасонного инструмента в промежуточный трубчатый элемент с приближением основных полуоболочек друг к другу и их расположением вблизи указанного элемента.
8. Способ по п. 6 или 7, отличающийся тем, что на этапе опрессовки промежуточного трубчатого элемента на фасонном инструменте выполняют этап закрытия пресс-формы, на котором основные полуоболочки располагают рядом с друг другом с размещением между ними промежуточного трубчатого элемента и фасонного инструмента по меньшей мере в продольной части указанных полуоболочек.
9. Способ по любому из пп. 5-8, отличающийся тем, что одновременно с этапом выдувного формования и этапом точной размерной обработки внутренней стенки (2b) полого корпуса (2) выполняют этап соединения со вторым концом (2с) полого корпуса (2), противоположным первому концу (3), иглы или вставки (13) для соединений других типов для инъекций и/или отбора проб, сообщающейся с внутренним объемом (14) указанного корпуса (2).
10. Способ по п. 9, отличающийся тем, что перед этапом соединения иглы со вторым концом (2с) полого корпуса (2) и одновременно с этапом введения фасонного инструмента в промежуточный трубчатый элемент выполняют этап введения указанной иглы (13) внутрь промежуточного трубчатого элемента с помощью фасонного инструмента.
11. Способ по любому из пп. 4-10, отличающийся тем, что после этапа экструдирования полого корпуса (2) и перед этапом введения скользящего фасонного уплотнения (5) внутрь полого корпуса (2) выполняют этап заполнения указанного корпуса (2) медицинской жидкостью.
12. Способ по любому из пп. 4-11, отличающийся тем, что между этапом введения скользящего фасонного уплотнения (5) и этапом запечатывания первого конца (3) выполняют этап образования удерживающих средств (8), препятствующих выпадению указанного уплотнения (3) из полого корпуса (2).
13. Способ по п. 12, отличающийся тем, что удерживающие средства содержат кольцевой элемент (8), который располагают в соответствии с основным проходом (11), и/или одно или более фасонных ребер (7), выступающих от скользящего фасонного уплотнения (5).
14. Способ по любому из пп. 9-13, отличающийся тем, что по меньшей мере один из этапов выдувного формования, точной размерной обработки внутренней стенки (2b), соединения иглы (14) с полым корпусом (2) и заполнения указанного корпуса (2) выполняют с помощью фасонного инструмента.
15. Базовый элемент (200) для изготовления герметичного контейнера для хранения медицинских жидкостей, содержащий полый корпус (202), который имеет основной проход (11), выполненный с возможностью пробивания, и неподвижное герметичное закрывающее устройство (201), выполненное с возможностью открывания и расположенное в соответствии с указанным основным проходом, отличающийся тем, что он изготовлен с помощью способа по любому из пп. 1-3, при этом закрывающее устройство (201) содержит по меньшей мере одну легкоразрушаемую часть (204, 204А).
16. Базовый элемент (100) для изготовления асептического контейнера (101), снабженного рабочим штоком и предназначенного для хранения и/или подачи медицинских жидкостей с помощью указанного штока, причем указанный элемент (100) содержит полый корпус (2), имеющий основной проход (11) для прохождения указанного штока (9; 19; 29), и скользящее фасонное уплотнение (5), расположенное внутри указанного корпуса (2), отличающийся тем, что он содержит неподвижное герметичное закрывающее устройство (1), выполненное с возможностью открывания, расположенное в соответствии с указанным основным проходом (11) и обеспечивающее возможность введения указанного штока (9; 19; 29), при этом скользящее фасонное уплотнение (5) содержит соединительные средства (6, 7, 8) для соединения с рабочим штоком (9), а закрывающее устройство (1) содержит по меньшей мере одну легкоразрушаемую часть (4, 4А, 4В).
17. Элемент (100, 200) по п. 15 или 16, отличающийся тем, что герметичное закрывающее устройство (1, 201) выполнено с возможностью прокалывания.
18. Элемент (100, 200) по п. 17, отличающийся тем, что закрывающее устройство имеет область с уменьшенной толщиной.
19. Элемент (100, 200) по п. 17 или 18, отличающийся тем, что закрывающее устройство содержит легкоразрушаемую вставку (4А, 204А), образованную стерилизующим фильтром.
20. Элемент (100, 200) по п. 19, отличающийся тем, что стерилизующий фильтр представляет собой высокоэффективный фильтр, имеющий поры, максимальный размер которых составляет 0,45 мкм.
21. Элемент (100, 200) по п. 19, отличающийся тем, что размер пор фильтра превышает 0,45 мкм.
22. Элемент (100, 200) по п. 16, отличающийся тем, что герметичное закрывающее устройство (1, 201) имеет неподвижную часть.
23. Элемент (100, 200) по п. 22, отличающийся тем, что герметичное закрывающее устройство (1, 201) представляет собой закрывающее устройство отвинчиваемого типа.
24. Комплект для создания медицинского шприца (101), содержащий элемент (100) по любому из пп. 16-23 и по меньшей мере одно из следующего: захватные средства (23; 33; 43), предназначенные для соединения с полым корпусом (2) указанного элемента (100), и проталкивающий шток (9; 19; 29), предназначенный для проталкивания скользящего фасонного уплотнения (5) вдоль полого корпуса (2).
25. Комплект по п. 24, содержащий захватные средства (23; 33; 43), предназначенные для соединения с полым корпусом (2) указанного элемента (100) и имеющие отметку (46) для указания соответствующего местоположения захватных средств (23; 33; 43) относительно указанного элемента (100).
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ШПРИЦА ДЛЯ МЕДИЦИНСКИХ ПРОЦЕДУР | 2010 |
|
RU2527987C2 |
| ШПРИЦ | 1997 |
|
RU2196611C2 |
| US 8814823 B2, 26.08.2014 | |||
| US 5135495 A1, 04.08.1992 | |||
| DE 4420594 A1, 21.12.1995 | |||
| Солнечный коллектор | 2022 |
|
RU2802104C1 |
| WO 2014090796 A1, 19.06.2014. | |||

