Область изобретения
Настоящее изобретение относится к промышленным и технологическим тканям и лентам. Более определенно, настоящее изобретение относится к тканям и лентам и способам их модифицирования с использованием процесса термического напыления.
Уровень техники в области изобретения
Настоящее изобретение относится к технологиям изготовления бумаги, включающим ткани и ленты, используемые в формующих, прессовых и сушильных секциях бумагоделательной машины, и к тканям и лентам для промышленных процессов, технологическим тканям и лентам наряду с лентами для машины гофрирования картона.
Ткани и ленты, описываемые здесь, могут включать также те, которые используются в производстве, среди прочего, листовых влажных изделий, таких как бумага и картон, гигиенические виды бумаги и полотенца, изготавливаемые с помощью процессов сушки путем продувания воздухом; ленты для машины гофрирования картона, используемые для производства гофрированного картона, и технологические ткани, используемые в производстве мокрой и сухой бумажной массы; в процессах, относящихся к изготовлению бумаги, таких как те, в которых используются осаждающие фильтры и химические жидкости для промывки; и в производстве нетканых полотен способом гидропереплетения (мокрый процесс), выдувания из расплава, фильерным способом, обработкой воздухом или прокалыванием иглами. Такие полотна и ленты включают, но не ограничиваются этим, наносящие узоры, транспортирующие и поддерживающие ткани и ленты, используемые в процессах производства нетканых полотен, фильтрующие ткани и салфетки.
Такие ленты и ткани подвергаются воздействию различных условий, для которых нужно принимать во внимание функциональные характеристики. Например, во время процесса изготовления бумаги образуется волокнистая ткань из целлюлозы путем отложения волокнистой эмульсии, т.е. водной взвеси целлюлозных волокон, на движущуюся формующую ткань в формующей секции бумагоделательной машины. Из бумажной эмульсии отводится большое количество воды через формующую ткань, оставляя целлюлозную волокнистую ткань на ее поверхности.
Вновь образованное целлюлозное волокнистое полотно поступает из формующей секции в прессовую секцию, которая включает ряд прессовых зажимов. Целлюлозное волокнистое полотно проходит через прессовые зажимы, поддерживаемое прессовой тканью или, как часто происходит, между двумя такими прессовыми тканями. В прессовых зажимах целлюлозное волокнистое полотно подвергается воздействию сжимающих сил, которые выдавливают из него воду и скрепляют волокна целлюлозы в полотне друг с другом, чтобы превратить целлюлозное волокнистое полотно в лист бумаги. Вода принимается прессовой тканью или тканями и в идеальном случае не возвращается к бумажному листу.
Лист бумаги окончательно поступает в сушильную секцию, которая включает, по меньшей мере, один ряд поворотных сушильных барабанов или цилиндров, которые изнутри нагреваются паром. Только что сформированный бумажный лист направляется извилистым путем вокруг каждого из ряда барабанов посредством сушильной ткани, которая удерживает бумажный лист прижатым к поверхностям барабанов. Нагретые барабаны уменьшают содержание воды в бумажном листе до требуемого уровня за счет испарения.
Следует понимать, что формующая, прессовая и сушильная ткани имеют вид замкнутой петли на бумагоделательной машине и работают как конвейеры. Нити ткани, которые идут вдоль направления работы бумагоделательной машины, называют нитями машинного (MD) направления, а нити, которые пересекают нити машинного (MD) направления, называются нитями поперечного (CD) направления. Следует также понимать, что изготовление бумаги является непрерывным процессом, который происходит на значительных скоростях. То есть волокнистая масса непрерывно откладывается на формующую ткань в формующей секции, в то время как только что изготовленный бумажный лист непрерывно наматывается на валки, после того как он выходит из сушильной секции.
Традиционно прессовые секции включают ряд зажимов, образованных парами прилегающих цилиндрических прессовых валков. В последние годы использование длинных зажимных прессов было признано более выгодным по сравнению с использованием зажимов, образованных парами прилегающих прессовых валков. Это происходит потому, что, чем больше время, которое целлюлозное волокнистое полотно может быть подвергнуто давлению в зажиме, тем больше воды может быть удалено и, следовательно, тем меньше воды останется в этом полотне для удаления испарением в сушильной секции. Обычно используемый тип длинного зажимного пресса является длинным зажимным прессом башмачного типа или "башмачным зажимным прессом".
В башмачном зажимном прессе зажим образован между цилиндрическим прессовым валком и аркообразным прессовым башмаком. Последний имеет цилиндрически вогнутую поверхность, имеющую радиус кривизны, близкий к радиусу цилиндрического прессового валка. Когда валок и башмак приведены в состояние тесной физической близости друг с другом, образуется зажим, который может быть в 5 -10 раз длиннее в машинном направлении, чем зажим, образованный между двумя прессовыми валками. Это увеличивает так называемое время выдержки целлюлозного волокнистого полотна в длинном зажиме, поддерживая в то же время соответствующий уровень давления на квадратный дюйм от сжимающей силы. Результатом технологии длинного зажима стало значительное увеличение обезвоживания целлюлозного волокнистого полотна в длинном зажиме по сравнению с обычными прессовыми зажимами на бумагоделательных машинах.
Башмачный зажимной пресс требует специальной ленты, такой как описана, например, в патенте США №6465074 на имя Fitzpatrick. Эта лента предназначена для защиты прессовой ткани, поддерживающей, несущей и обезвоживающей целлюлозное полотно, от ускоренного износа, который является результатом прямого скользящего контакта по неподвижному прессовому башмаку. Такая лента должна иметь гладкую, непроницаемую поверхность, которая перемещается или скользит по неподвижному башмаку на смазочной масляной пленке. Лента движется через зажим примерно на той же скорости, что и прессовая ткань, таким образом, подвергая прессовую ткань минимальным величинам трения по поверхности защитной ленты.
Кроме использования в башмачных зажимных прессах настоящее изобретение также относится к другим случаям использования в изготовлении бумаги, обработке бумаги и промышленных применениях. Настоящее изобретение охватывает ткани и ленты, включающие формующие, прессовые и сушильные ткани и ленты, используемые в изготовлении бумаги и промышленных процессах, и другие технологические ткани. В этом отношении, как часть этапов по изготовлению бумаги, например, а также для некоторых лент поверхность бумаги или ткани может быть сделана более гладкой посредством процесса каландрования. Каландрование может быть выполнено каландром с лентой или каландром башмачного зажима, а также другими способами, известными специалистам.
Процесс каландрования сглаживает или полирует бумагу посредством сжимания ее между двумя валками или зажимания ее между валком и башмаком, чтобы разгладить ее, отполировать или сделать бумажное полотно более тонким. В большинстве случаев используется также подача тепла к бумаге, которую каландруют. В каландровании бумажного полотна может использоваться устройство, подобное длинному зажимному прессу. Бумага, которую нужно каландровать, находится под натяжением и сжимается, или каландруется, чтобы получить требуемую толщину и глянец. Лента, которая используется в таком процессе, испытывает ряд напряжений, которые требуют различных свойств ленты, чтобы предотвратить ее выход из строя; среди них - устойчивость к тепловому разрушению, к износу от трения, к усталости на изгиб и сжатие. Один аспект настоящего изобретения направлен на создание эффективного способа нанесения материалов на ткань или ленту, чтобы улучшить сопротивление износу, вызванному окружающими факторами, которым она подвергается во время своего использования.
Промышленные ткани часто включают несколько слоев. Промышленная ткань может включать основную ткань или поддерживающую структуру в виде одного слоя. Часто основная ткань может быть тканой. Ткани могут иметь вид замкнутой петли в результате процесса ткачества или формирования замкнутой петли, или путем сшивания тканей в замкнутую петлю.
Ткани, такие как прессовые ткани, могут иметь один или более слоев из волокон прочеса, нанесенных с помощью прокалывания иглами. Ленты гофрировальных машин, используемых для изготовления гофрированного картона, также обычно имеют замкнутую основную поддерживающую структуру и по меньшей мере один слой прочеса, нанесенный с помощью прокалывания иглами.
Структуры, которые используются в качестве лент при изготовлении бумаги, такие как ленты башмачного пресса, передаточные ленты и каландровые ленты, обычно имеют одну или более поверхностей, покрытых смолой, чтобы, по меньшей мере, частично пропитать поддерживающую структуру, делая ленты непроницаемыми для воды и масла. Ленты для других процессов, такие как некоторые передаточные ленты, могут иметь покрытие смолой, но имеют некоторую степень пористости и/или пористости и проницаемости для жидкостей, таких как вода.
В процессах, связанных с производством бумаги, эти ткани и ленты могут изнашиваться, и если это сушильные ткани и каландровые ленты, они в особенности страдают от теплового разрушения. Например, в каландровых операциях валки обычно нагреваются до 250°С, и в некоторых известных приложениях достигаются температуры порядка 300°С. Эти температуры вызывают со временем разрушение покрытой смолой поверхности ленты, приводя к широкому граничному растрескиванию и потенциальному расслоению, ограничивая ее срок службы. В результате ткани и ленты, работающие при этих условиях, нуждаются в тепловой защите.
Чтобы минимизировать истирание и тепловое разрушение, ленты для бумагоделательного процесса могут включать наружный слой из синтетической смолы, имеющий улучшенные характеристики по отношению к тепловому разрушению, износу от трения, или устойчивости к усталости от сжатия. Например, каландровые ленты в настоящее время содержат гибкий уретан или слой резиноподобной смолы, нанесенный на структуру, упрочняющую нити. Упругость или твердость слоя может регулироваться в соответствии с типом используемой смолы. Вообще, чем ниже твердость, тем лучше гладкость и глянец бумажного листа. Но когда твердость смолы слишком низкая, может произойти пластическая деформация, и срок службы ленты при использовании может сократиться. С другой стороны, если твердость смолы слишком велика, могут возникнуть другие проблемы, такие как негибкость и укороченный срок службы ленты из-за растрескивания отвердевшей смолы.
Вообще и также в качестве уровня техники в области изобретения производство нетканых изделий также хорошо известно. Такие изделия производятся непосредственно из волокон без обычных операций скручивания, ткачества или вязания. Вместо этого они могут изготавливаться с помощью фильерного процесса или продуванием расплава, когда новые экструдированные волокна накладываются на техническую ткань, чтобы образовать полотно в горячем, липком состоянии, следующем за экструзией, благодаря чему они приклеиваются друг к другу, чтобы образовать цельное нетканое полотно. Нетканые изделия могут также производиться посредством операций раскладывания на воздухе или расчесывания, где полотно из волокон частично уплотняется, и затем следует такая операция, как прокалывание иглами или гидравлическое сплетение волокон, что создает конечное нетканое изделие. В последнем случае струи воды под высоким давлением направляются вертикально вниз на полотно, чтобы сплести волокна друг с другом. При прокалывании сплетение волокон достигается механически, путем использования совершающей возвратно-поступательное движение пластины с заостренными иголками, которые вдавливают волокна, находящиеся на поверхности ткани, далее внутрь во время прямого хода иголок. Поддерживающая ткань для всех этих процессов подвержена до некоторой степени износу от трения. Также ленты и ткани могут частично заполняться загрязнителями. Эти загрязнители обычно являются частицами конкретного процесса изготовления, такими как частицы самого полимера, сеток, добавок и т.д., которые примыкают к поверхности ткани и должны быть удалены.
Ленты, работающие на гофромашине, используются для производства гофрированного картона. Эти ленты подвергаются воздействию горячей, влажной окружающей среды, а также истиранию, когда они проходят по неподвижным элементам. Проблемой также является поверхностное загрязнение, в особенности целлюлозой.
Благодаря жестким рабочим условиям, в которых работают многие ткани и ленты, следует принимать во внимание изложенные выше соображения, чтобы достигнуть требуемых функциональных характеристик. В одном аспекте настоящего изобретения на ткань или ленту наносят поверхностный слой, который может быть органическим или неорганическим, и который наносят путем термического распыления, что улучшает требуемые свойства.
Соответственно существует необходимость в тканях и лентах, имеющих улучшенные функциональные характеристики. Кроме того, существует необходимость в улучшенном способе нанесения материалов на ткани и ленты, чтобы добиться этих целей эффективным и экономичным образом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения состоит в создании ткани или ленты, имеющей улучшенные функциональные характеристики.
Другой целью настоящего изобретения является создание эффективного и экономически выгодного способа модификации ткани или ленты, имеющей улучшенные функциональные характеристики.
Настоящее изобретение направлено на ткань или ленту и способ модификации такой ткани или ленты. Ткань или лента включает или содержит основную поддерживающую структуру и, по меньшей мере, одно покрытие или слой с покрытием, или слой, нанесенный путем термического напыления на поддерживающую структуру или ее отдельные места, или отложением на ней дискретных частиц.
Другим аспектом изобретения является использование процессов термического распыления, таких как процесс распыления пламенем, процесс распыления электрической дугой, процесс распыления плазмой, процесс напыления с использованием детонационной пушки, процесс холодного распыления или процесс распыления при сжигании топлива в кислороде с большой скоростью для нанесения покрытия на основную поддерживающую структуру или на другой слой, например слой смолы, на ткань или ленту.
Настоящее изобретение ниже описано более подробно со ссылками на чертежи, которые перечислены и объяснены ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Следующее подробное описание, приведенное только в качестве примера и не предполагающее ограничения настоящего изобретения, можно лучше понять в соединении с сопровождающими чертежами, где подобные элементы и части обозначены одинаковыми номерами позиций и где
фиг.1 является поперечным сечением ленты в соответствии с вариантом выполнения настоящего изобретения;
фиг.1А является поперечным сечением ленты, показанной на фиг.1, с канавками;
фиг.2 является поперечным сечением ленты в соответствии с вариантом настоящего изобретения, который может быть использован в операции каландрования;
фиг.3 является поперечным сечением ленты согласно варианту настоящего изобретения, который может быть использован в операции передачи бумажного листа;
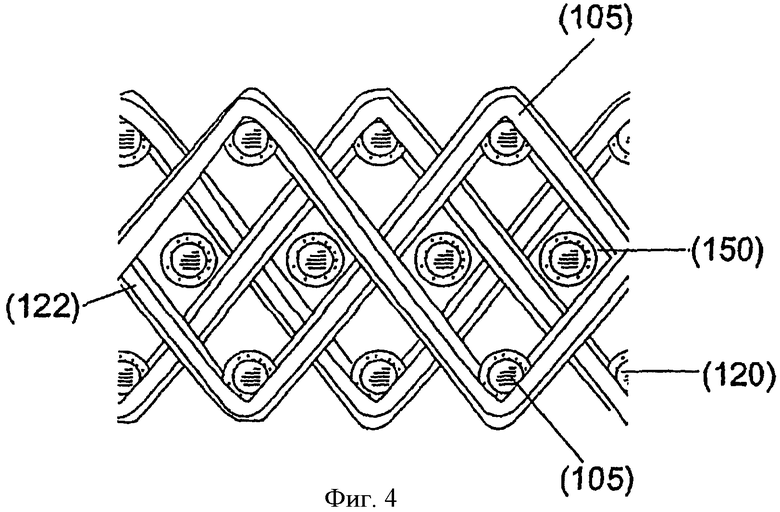
фиг.4 является поперечным сечением ткани согласно настоящему изобретению, имеющей покрытие, нанесенное на нити ткани;
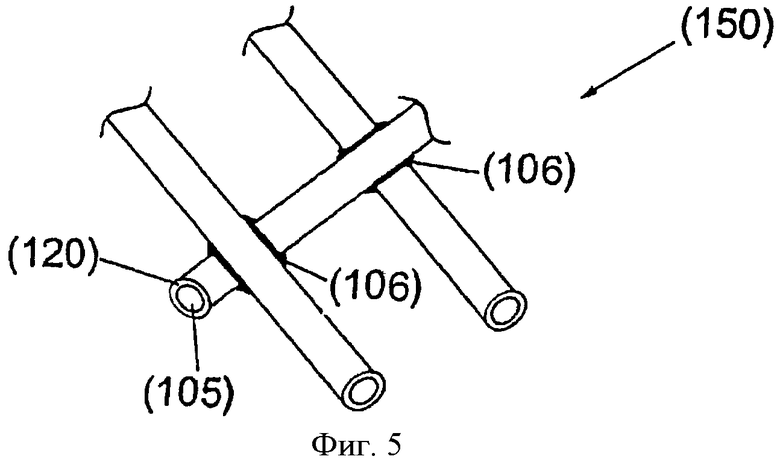
фиг.5 является увеличенным видом ткани согласно настоящему изобретению, имеющей нанесенное покрытие;
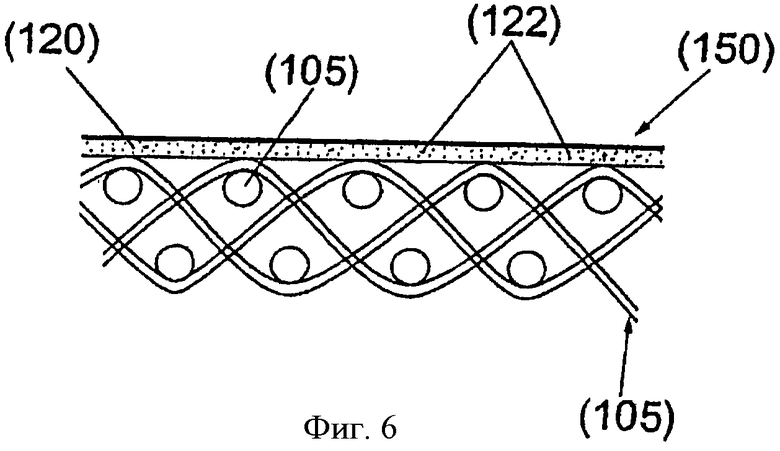
фиг.6 является поперечным сечением ткани согласно настоящему изобретению, имеющей покрытие, нанесенное на ее верхнюю поверхность.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ
Настоящее изобретение может быть использовано во многих приложениях и отраслях промышленности, в которых требуются ткани или ленты, включающие, но не ограничивающиеся промышленными тканями или лентами, технологическими тканями или лентами, тканями для бумагоделательных машин (РМС), и включает типы тканей и лент, описанных выше. Заметим, как это упоминалось ранее, такая ткань или лента включает или содержит основную поддерживающую структуру, которая может быть покрыта или выполнена с напылением для создания на ней слоя, или в отдельных ее местах, или на ней могут быть отложены отдельные частицы в соответствии с настоящим изобретением. Следует заметить, что термины «покрытие» и «слой» могут использоваться взаимозаменяемо. Чтобы создать слой, может быть использовано покрытие. Соответственно контекст, в котором термин используется, и значение, которое ему следует придать, будут понятны специалистам.
Характеристики или функции ткани, ленты или даже их компонент могут зависеть от термического напыления, включая функциональные свойства, которые могут быть приданы ткани или ленте путем термического напыления, такие как устойчивость к истиранию, тепловая устойчивость, устойчивость к окислению (особенно, как барьер для хлора или перекиси), химическая устойчивость (особенно, как барьер для кислот и оснований), барьер для влаги (или пониженная чувствительность к влаге и повышенная пространственная устойчивость), теплопроводность, электропроводность, уравновешивание гидрофобных и гидрофильных свойств (например, способность подвергаться чистке), увеличение или уменьшение коэффициентов трения (например, при работе с бумажным листом), как это требуется для конкретного процесса, и создание микротопологии на ткани (в диапазоне, например, 1-50 микрон).
Например, и только для целей иллюстрации, настоящее изобретение может быть использовано для ленты, работающей на каландре башмачного типа. Каландр башмачного типа включает цилиндрический прессовый валок и аркообразный прессовый башмак, которые вместе образуют зажим между ними. В такой ситуации лента проходит через зажим в непосредственном скользящем контакте с аркообразным прессовым башмаком и отделяет волокнистое полотно от аркообразного прессового башмака, таким образом, защищая волокнистую ткань от повреждения при непосредственном скользящем контакте с аркообразным прессовым башмаком и от загрязнения смазкой на аркообразном прессовом башмаке. Такая полоса может также быть использована в других этапах процессов изготовления и обработки бумаги, таких как полотна башмачного пресса или передаточные полотна.
Ткани и ленты, в которых используется настоящее изобретение, могут включать или содержать основную поддерживающую структуру. Ткани и ленты могут также включать покрытие. Результатом покрытия может быть образование пленки или слоя, расположенного частично на поверхности или вблизи поверхности ткани или ленты, или на дискретных местах поверхности. Покрытие может быть нанесено непосредственно на нити, так что отдельные нити выглядят в сечении, как оболочка на сердцевине из нити. Более того, покрытие может быть нанесено на ткани и ленты так, что оно покрывает индивидуальные нити, но не создает слой ткани или ленты. В одном примере из таких способов нанесения покрытия нити ткани или ленты и пересечения нитей заключены в покрывающий материал, но покрытие может не закрывать отверстия между нитями машинного направления (MD) и нитями поперечного направления (CD), так чтобы создать слой на ткани или ленте.
Покрытие может быть из таких материалов, как термопластичная смола или термореактивная смола, таких как обрабатываемые в расплавленном состоянии полиамиды, нейлоны, полиэстеры, полипропилен, полиэтилен, этилен винил алкоголи, арамиды, обрабатываемые в расплавленном состоянии флюорополимеры, такие как PEF этилен-пропилен, ЕТЕЕ (этилен и тетрафлюороэтилен) и PVDF (поливинилиден флюорид), полиметилметакрилат (РММА), полиэфиркетон (РЕЕК), и другие подходящие материалы, известные в технике, такие как силикон, или резиноподобные компаунды. Другие материалы могут не быть обрабатываемыми в расплавленном состоянии, но пригодными для быстрого нанесения, такие как Тефлон® (РТЕЕ) и UHMW полиэтилен, которые могут быть нанесены с созданием непрерывного слоя. Термопластичная или термореактивная смола могут иметь высокую устойчивость к теплу, порядка 350°С или более. Заметим, однако, в рамках настоящего изобретения возможно использование других материалов.
Материалы покрытия могут в некоторых случаях также включать либо органические, либо неорганические, либо те и другие частицы наноразмеров и больше, до нескольких сотен микронов или более. Неорганические частицы могут включать металлы, оксиды металлов и т.п. Эти частицы могут наноситься непосредственно или смешиваться с материалом покрытия, обычно перед нанесением на ткани или ленты, так что материалы покрытия и частицы могут образовать связную матрицу, в которой частицы могут, по существу, быть распределены, внедрены или рассеяны в покрытии. Включение таких частиц в покрывающую матрицу, например, существенно увеличит некоторые функциональные свойства, отмеченные ранее. Например, установлено, что использование некоторых металлов в покрытии может увеличить устойчивость к износу материалов покрытия.
Один из слоев ткани или ленты может включать или содержать основную поддерживающую структуру, имеющую внутреннюю поверхность и внешнюю поверхность, соответствующие обратной, или машинной, стороне и стороне полотна или ленты, находящейся в контакте с бумажным листом. Основная поддерживающая структура обеспечивает поддержку для ткани или ленты, которая дает структурную прочность и пространственную устойчивость. В некоторых приложениях основная поддерживающая структура может обеспечить достаточный пустой объем для удаления воды из бумажного листа, как в формующей или сушильной ткани, или в альтернативном случае структура может функционировать как техническая ткань для образования нетканых изделий.
В других приложениях основная поддерживающая структура обеспечивает область поверхности, на которую наносится слой или слои из полимерной смолы. Такие слои могут наноситься обычными способами в комбинации с термическим напылением, или путем одного термического напыления, или любой комбинацией способов. Например, слой полимерной смолы может быть нанесен или внедрен во внешнюю и/или внутреннюю поверхности основной поддерживающей структуры обычным способом, чтобы создать слой или слои, которые придадут ей непроницаемость к жидкостям, таким как масло, вода, химикалии и т.п. Кроме того, способом термического напыления на основную поддерживающую структуру могут быть нанесены дополнительные слои косвенно, путем нанесения на ранее сделанное покрытие, в зависимости от цели использования ткани или ленты. Такие дополнительные слои могут включать полимерные смолы, которые обеспечивают дополнительные свойства вышеупомянутого типа. Соответственно один или более слоев могут быть нанесены на основную поддерживающую структуру или на отдельные желательные места на ней, чтобы обеспечить гидрофобную и гидрофильную область.
Основная поддерживающая структура может включать тканые и/или нетканые материалы, такие как вязаные, полученные методом экструзии, со спиральными связями, массивы нитей в машинном (MD) направлении и/или поперечном (CD) направлении, со спиральной намоткой полос из тканых и нетканых материалов, или любых других структур, пригодных для этой цели. Основная поддерживающая структура может также включать нити из моноволокна, скрученного моноволокна, мультиволокна или скрученного мультиволокна и может быть однослойной, многослойной или ламинированной. Нити могут получаться экструзией из любой из синтетических полимерных смол, таких как полиамидные и полиэстерные смолы, способом, который может быть известен специалистам в области промышленных тканей, или могут быть металлическими.
Основная поддерживающая структура может, кроме того, включать прочес из штапельного волокна, вколотый или иным способом вплетенный в структуру или на структуру. Волокнистый прочес может содержать штапельные волокна из полимерных смол, таких как полиамид или полиэстер, или любого из других материалов, обычно используемых для этой цели.
Как сказано выше, материал термически напыляемого покрытия может быть органическим или неорганическим, он может быть смолой с содержащими смолу органическими или неорганическими частицами. В одном благоприятном варианте настоящего изобретения состав покрытия согласно настоящему изобретению может содержать термопластичную или термореактивную смолу и функциональные неорганические частицы, образующие связную матрицу.
Также материал покрытия может представлять собой органические частицы, которые сами образуют покрытие, которое может быть непрерывным, прерывистым (в отдельных местах) или даже отдельными частицами. Также материал покрытия может быть органической полимерной смолой, которая содержит либо органические, неорганические, металлические, либо другие частицы, индивидуально или в некоторых комбинациях, которые могут быть непрерывными, прерывистыми (в отдельных местах) или даже отдельными частицами наноразмеров или больших размеров. Кроме того, покрытие может представлять неорганические или металлические частицы сами по себе, которые могут быть непрерывными, прерывистыми (в дискретных местах), или даже отдельными частицами наноразмеров или больших размеров.
Функциональные неорганические частицы, используемые в настоящем покрытии, могут включать анионные неорганические материалы, состоящие из макрочастиц. Такие анионные неорганические частицы могут включать анионные частицы на основе кремнезема, окиси алюминия, титана и циркония, например "глина". "Глина" может быть смесью различных неорганических частиц; "китайская глина" (каолин) имеет специфический состав из материалов, описанных выше, например, может быть представлена также независимо от любого другого материала.
Кроме того, неорганические частицы могут иметь наноразмеры, или частицы могут быть большего размера, как диктуется использованием. Следует также понимать, что частицы наноразмеров, используемые в настоящем изобретении, могут иметь средний размер, например, от 1 нанометра до предела, зависящего от толщины покрытия. Следует понимать, что подходящий предел, базирующийся на толщине покрытия, будет вполне очевиден специалистам, например несколько сотен микрон. Одним примером являются анионные неорганические частицы, имеющие средний размер приблизительно 7 нм. Как обычно в химии силикатов, размер частиц относится к среднему размеру основных частиц, которые могут быть агрегатированы или не агрегатированы. Функциональные неорганические частицы могут быть в виде коллоидных взвесей или твердых тел.
В некоторых вариантах настоящего изобретения толщина покрытия может быть приблизительно 0,1-10 мм, предпочтительно между 0,2-0,4 мм. Однако практически не существует верхнего предела толщины покрытия. Покрытие либо с частицами наноразмеров, либо без них направлено на улучшение функциональных характеристик, как говорилось выше, тканей или лент.
Покрытия могут наноситься на любую поверхность тканей или лент, или их части, чтобы создать слой на ткани или ленте любым из ряда способов термического напыления, известных специалистам. Термический процесс напыления может включать процесс напыления пламенем, процесс напыления электрической дугой, процесс напыления плазмой, процесс напыления с использованием детонационной пушки, процесс холодного напыления или процесс напыления при сжигании топлива в кислороде с высокой скоростью (HVOF).
Как пример, во время работы по нанесению покрытия материал покрытия, который включает смолу и функциональные органические или неорганические частицы, подается в распылительную "пушку", мгновенно нагревается и выталкивается к подложке с высокой скоростью. Кинетическая и/или тепловая энергия, переданные частицам покрытия, заставляют материал покрытия связываться с подложкой.
Как упомянуто выше, один аспект настоящего изобретения состоит в использовании процессов термического напыления, чтобы наносить покрытие на основную поддерживающую структуру ткани или ленты. Например, устройство сжигания топлива в кислороде с высокой скоростью (HVOF) может быть снабжено или загружено материалом покрытия, содержащим нейлон 11 и 5% по объему кремнезема 0,7 нм для последующего напыления на структуру. Устройство сжигания топлива в кислороде с высокой скоростью (HVOF) может включать распылительную пушку, которая принимает материалы покрытия раздельно, от линий питания или контейнеров. В альтернативном случае материалы покрытия могут смешиваться и равномерно распределяться, перед тем как подаваться к распылительной пушке. Топливо (керосин, ацетилен, пропилен или водород) и кислород могут также подаваться в устройство, где сгорание создает горячее пламя с высоким давлением, которое направляется в сопло, увеличивающее его скорость. Распыленное покрытие может быть относительно плотным, обеспечивающим приемлемую толщину и однородность.
Для анализа микроструктуры покрытия может быть использована оптическая микроскопия, чтобы определить структуру на целостность связи покрытия; толщину покрытия; неровности поверхности; однородность; покрытие и пористость среди других требуемых характеристик.
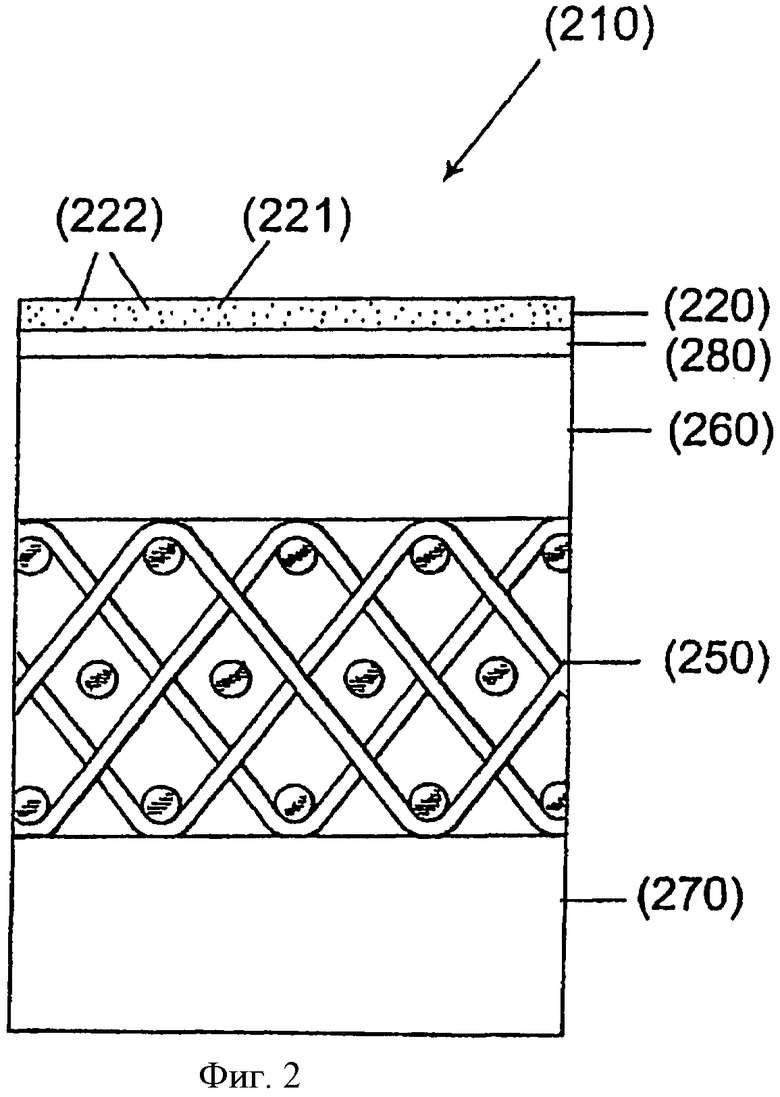
Во время нанесения покрытия температура структуры, на которую нужно производить напыление, не должна становиться слишком высокой, так что она начнет гореть и разрушаться. Соответственно может быть необходимо обеспечить связующий слой (такой как слой 280 на фиг.2), который может быть предварительно расплавлен, чтобы достигнуть хорошей связи и плавления частиц. Связующий слой может быть нанесен обычными способами на поверхность подложки перед покрытием. В качестве альтернативы связующий слой может быть нанесен термическим напылением материала, который имеет более низкую точку плавления, чем материал подложки. Связующий слой может быть выполнен из полимерной смолы, например полиамида, или полиуретана, или любого другого материала, пригодного для этой цели, как известно специалистам. Толщина связующего слоя может быть приблизительно 0,2 мм и может обеспечивать границу раздела для хорошей связи с покрытием. Другие способы предотвратить обгорание во время процесса нанесения покрытия будут очевидны специалистам, и их применение рассматривается в рамках настоящего изобретения.
В другом варианте настоящего изобретения предлагается ткань или лента, содержащая, по меньшей мере, два слоя, в которой один из слоев содержит материал покрытия, который нанесен с помощью процесса термического напыления. В такой ткани или ленте процесс термического напыления может быть использован для обеспечения функционального улучшения ранее указанных тканей или лент.
Кроме того, покрытие, образованное процессом термического напыления на ткани или ленте, обеспечивает более экономичное средство подготовки структурных характеристик для тканей, например тканей, содержащих большое число слоев и/или содержащих очень тонкие слои из материалов и/или слоев или покрытий в дискретных местах и/или отложения дискретных частиц. Это будет особенно справедливо для очень больших тканей, таких как те, которые используются при изготовлении бумаги, где обычный способ нанесения покрытия может быть затратным по времени для материала, который наносится, или вообще не подходит для нанесения некоторых материалов.
Кроме того, покрытие, полученное с помощью процесса термического напыления, может быть выгодным потому, что процесс термического напыления может точно наносить материалы в заданные места по длине, ширине или толщине в соответствии с требованиями структурного проектирования. Кроме того, процесс термического напыления может также обеспечить средство отложения материалов, которые нельзя нанести иным способом, например материалы с узким интервалом условий обработки, или такие материалы, как арамиды. Ранее было невозможно создать арамидную пленку на поверхности нити или вокруг нее. Однако посредством термического напыления такая пленка может быть создана. Также покрытие или слой, образованный с помощью процесса термического напыления согласно настоящему изобретению, может быть особенно полезным средством оптимизации адгезии между слоями путем отложения очень тонких слоев материалов, которые обычно не пристают заметно друг к другу. Также другим достоинством термического напыления является способность наносить частицы наноразмеров в требуемых местах.
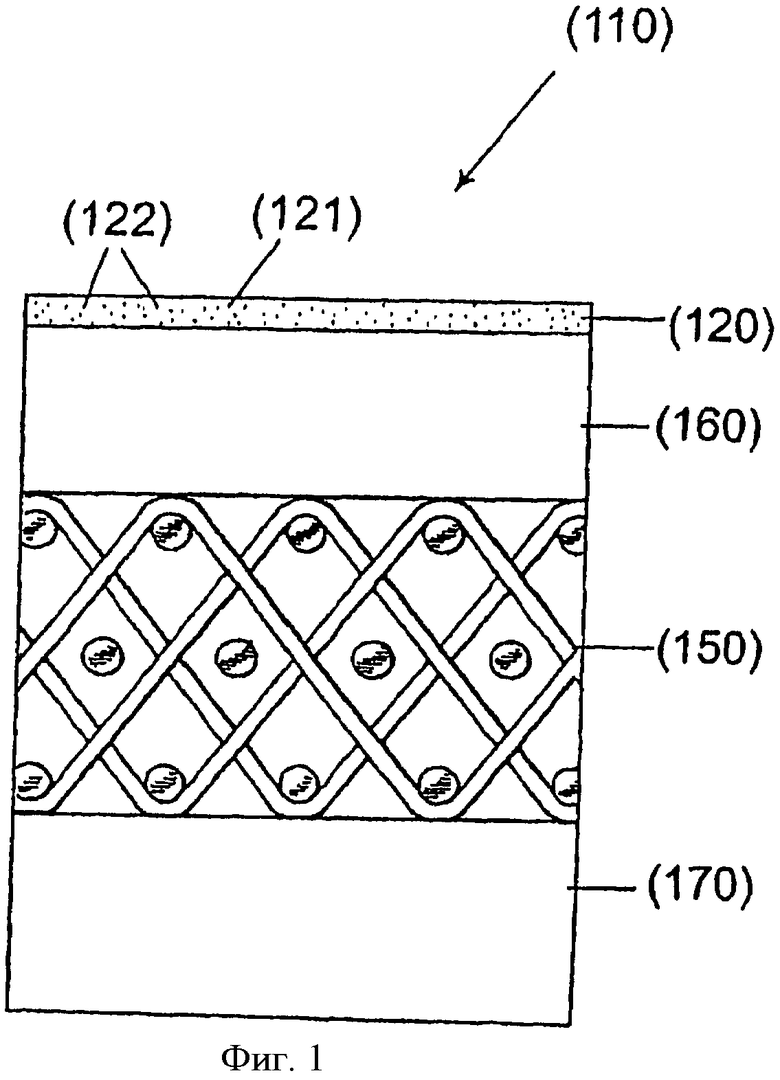
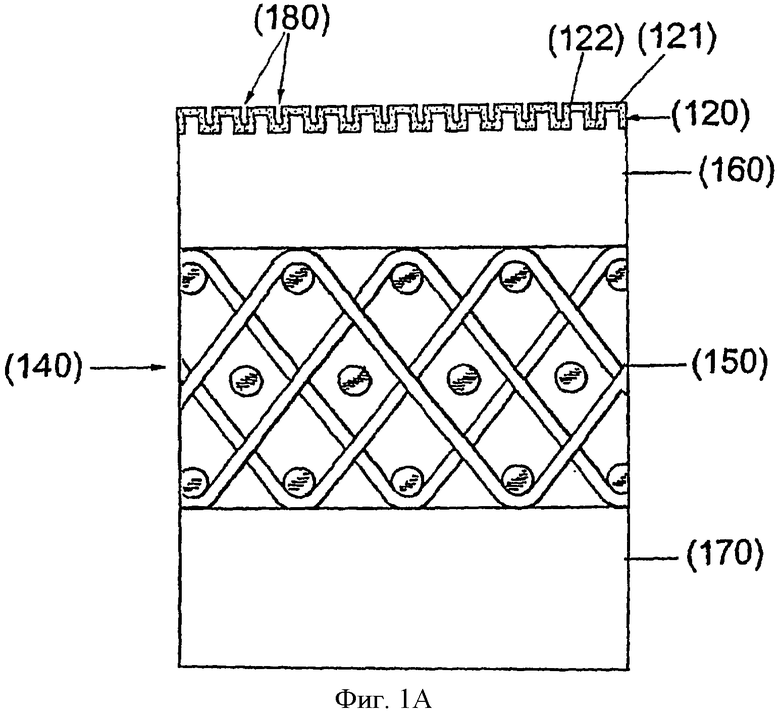
Если теперь обратиться к чертежам, фиг.1 показывает в качестве примера сечение ленты 110, используемой в бумагоделательной промышленности. Такой лентой, например, является лента башмачного пресса. Лента 110 включает основную поддерживающую структуру 150, состоящую из сотканных нитей, и может также содержать прочес из штапельного волокна (не показан). Основная поддерживающая структура 150 может быть соответственно покрыта на своей внешней и внутренней поверхности слоями 160 и 170 из полимерной смолы (такой как полиуретан). Слои 160 и 170 из полимерной смолы могут быть одинаковые или различные. Кроме того, каждый из полимерных слоев 160 и 170 может быть непроницаемым для жидкостей, даже хотя некоторые полимеры, например полиуретан, в конечном счете, позволяет воде проникать в покрытие до определенной степени, что является нежелательным свойством. Например, слой 170 из смолы может быть непроницаем для масла, чтобы предотвратить проникновение смазочного масла в структуру ленты, когда лента скользит по башмаку во время работы. Кроме того, слой 160 из смолы может иметь определенную заранее толщину, так чтобы позволить создать на его внешней поверхности канавки 180, глухие отверстия или другие полости или пустоты, не обнажая тканую основную поддерживающую структуру, как показано на фиг.1А. Эти качества обеспечивают временное хранение воды, выжатой из бумажной ткани в прессовом зажиме. Слои 160 и 170 обычно наносятся на основную структуру 150 обычными способами покрытия.
Кроме того, покрытие 120, которое может включать термопластичную смолу 121 с органическими, неорганическими, или металлическими частицами, или их комбинацией, или без них, наносится на слой 160 таким способом, как термический процесс напыления. Неорганические частицы 122 могут быть, как сказано выше, частицами наноразмеров и более, и покрытие 120 может иметь соответствующую толщину, подходящую для этой цели. Покрытие 120 может быть непроницаемо или по существу непроницаемо для жидкостей и придает ленте одно или более функциональных свойств, упомянутых выше.
Фиг.2 показывает поперечное сечение ленты 210, составленной из тканой основной поддерживающей структуры 250 и слоев 260 и 270 из полимерной смолы, которые могут быть подобны слоям 160 и 170 на фиг.1. Кроме того, лента 210 может включать слой 280 из полимерной смолы, нанесенной на слой 260 из полимерной смолы. Слой 280 может обеспечить связующий слой и иметь толщину около 0,2 мм. Например, слой 280 может быть предварительно расплавлен, чтобы достигнуть хорошей связи для покрытия 220.
Покрытие 220 может быть нанесено на слой 280 способом, подобным тому, который описан в связи с фиг.1. Покрытие 220, как и покрытие 120, может включать термопластичную смолу 221 с частицами 222 наноразмеров, или большего размера, или без частиц. Покрытие 220 может также быть непроницаемым или по существу непроницаемым для жидкостей.
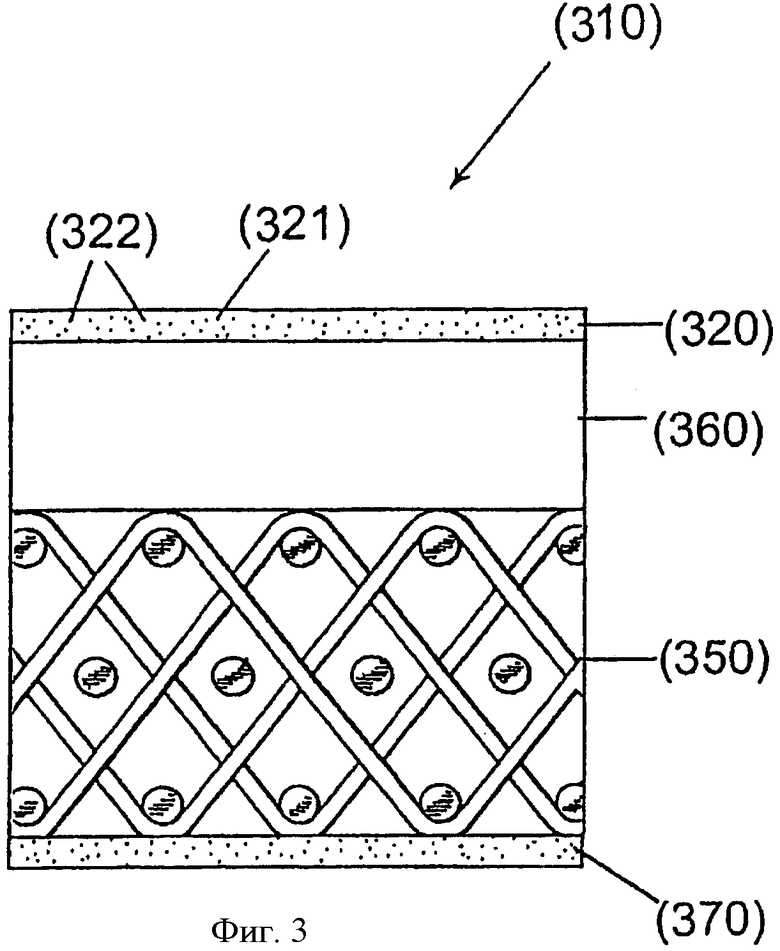
Фиг.3 показывает поперечное сечение ленты 310, составленной из тканой основной поддерживающей структуры 350 и слоя 360 из полимерной смолы, который может быть подобен слою 160 на фиг.1. Покрытие 320 может быть нанесено на слой 360 способом, подобным способу, описанному в связи с фиг.1. Покрытие 320 также может быть подобно покрытию 120 и может быть образовано из термопластичной смолы 321 либо с частицами 322 наноразмеров, или большего размера, или без частиц. Покрытие 320 может иметь соответствующую толщину, например около 0,3 мм. Покрытие 320 также может быть непроницаемо или по существу непроницаемо для жидкостей. В этом примере покрытие или слой 370 на обратной, трущейся стороне полотна является таким, который может быть нанесен термическим напылением непосредственно на основную структуру 350, чтобы придать ей требуемые функциональные характеристики, такие как устойчивость к износу от трения.
Фиг.4 показывает следующий аспект изобретения. На фиг.4 показана ткань 150, которая в некоторых случаях может быть использована как основная поддерживающая структура, как показано на фиг.1. Ткань включает нити 105, на которые непосредственно нанесено покрытие 120. В этом примере покрытие 120 наносится для создания оболочки на отдельных нитях 105 структуры.
В альтернативном случае, как показано на фиг.5, покрытие 120 может быть нанесено так, чтобы покрыть нити так, что покрытие полностью покроет пересечения 106, где нити 105 контактируют. Еще в одном варианте, как показано на фиг.6, либо нити верхней поверхности, либо нити обратной стороны полотна 150 могут быть выборочно покрыты покрытием 120. Понятно, что такие варианты могут оставаться проницаемыми для жидкостей после нанесения покрытия, в зависимости от требуемых характеристик полотна и его предполагаемого использования.
Кроме того, покрытие может также включать органические или неорганические частицы 122, как обсуждалось ранее, которые могут быть использованы для изменения гидрофильного или гидрофобного характера нитей, или одной или более из функциональных характеристик, как сказано ранее, среди прочего.
Хотя настоящее изобретение описано, как нанесение покрытия или как создание слоя посредством процесса покрытия внешней поверхности (поверхностей) полотна или ленты, изобретение этим не ограничивается. Настоящее изобретение также включает нанесение покрытия с частицами наноразмеров или без этих частиц, как стратифицированного слоя внутри ленты (например, упрочняющий слой, где концентрируются напряжения) в мультислое или ламинате.
Хотя здесь были представлены и описаны подробно предпочтительные варианты настоящего изобретения, нужно понимать, что это изобретение не ограничивается в точности этими вариантами и модификациями, и что специалистами могут быть осуществлены другие модификации и варианты, не отклоняясь от сущности и объема изобретения, определенного формулой изобретения.
Изобретение относится к промышленным и технологическим тканям и лентам и способам их модифицирования с использованием процесса термического напыления. Промышленная ткань содержит основную поддерживающую структуру и расположенное прямо или косвенно, по меньшей мере, одно непрерывное покрытие или слой. Покрытие содержит термопластичную смолу и/или термореактивную смолу. Покрытие нанесено путем термического напыления. Обеспечивается улучшение функциональных характеристик ткани или ленты, таких как сопротивление износу, тепловая, химическая и влагоустойчивость ткани. Улучшается адгезия между слоями структуры и обеспечивается возможность наносить материалы, в том числе и наноразмеров, в заданные места по длине, ширине и глубине структуры ткани. 4 н. и 27 з.п. ф-лы, 6 ил.
1. Промышленная ткань или лента, содержащая основную поддерживающую структуру и, по меньшей мере, одно непрерывное покрытие или слой, расположенное (расположенный) прямо или косвенно на указанной основной поддерживающей структуре, для обеспечения требуемой функции или характеристики, причем указанное покрытие нанесено путем термического напыления, обеспечивающего улучшение функциональных характеристик ткани или ленты, и содержит термопластичную смолу и/или термореактивную смолу.
2. Промышленная ткань или лента по п.1, в которой указанное термическое напыление является напылением пламенем, напылением электрической дугой, напылением плазмой, отложением с использованием детонационной пушки или напылением при сжигании топлива в кислороде с высокой скоростью.
3. Промышленная ткань или лента по п.1, в которой указанное покрытие дополнительно содержит функциональные органические или неорганические, или металлические частицы или их комбинацию, которые не агрегированы и имеют наноразмеры или большие размеры.
4. Промышленная ткань или лента по п.3, в которой указанные частицы распределены, по существу, равномерно по покрытию.
5. Промышленная ткань или лента по п.1, в которой указанное покрытие или слой, по существу, непроницаем для жидкости.
6. Промышленная ткань или лента по п.1, в которой указанное покрытие или слой имеет толщину в диапазоне от 0,1 до 10 мм.
7. Промышленная ткань или лента по п.6, в которой указанное покрытие или слой имеет толщину в диапазоне от 0,2 до 0,4 мм.
8. Промышленная ткань или лента по п.1, в которой указанные частицы включают частицы на основе кремнезема, окиси алюминия, титана, циркония, глины, металла, отдельно или в комбинации.
9. Промышленная ткань или лента по п.8, в которой указанные частицы имеют размер приблизительно 7 нм.
10. Промышленная ткань или лента по п.1, дополнительно содержащая покрытие или слой, нанесенный на первую сторону указанной поддерживающей структуры, или покрытие или слой, нанесенный на вторую сторону указанной основной поддерживающей структуры, или покрытие или слой, нанесенный на обе ее стороны, причем покрытие или слой нанесен обычным способом или термическим напылением или их комбинацией.
11. Промышленная ткань или лента по п.10, в которой одно из указанных покрытий или слоев является связующим слоем, нанесенным обычным способом или способом термического напыления.
12. Промышленная ткань или лента по п.10, в которой указанное покрытие или слой содержит термопластичный и/или термореактивный материал.
13. Промышленная ткань или лента по п.1, в которой основная поддерживающая структура содержит нити с покрытием или слоем, нанесенным на них с образованием оболочки на указанных нитях.
14. Промышленная ткань или лента по п.13, в которой покрытие или слой включает органические или неорганические, или металлические частицы, или их комбинацию, с образованием покрытия или слоя, который является непрерывным.
15. Промышленная ткань или лента по п.1, в которой указанное покрытие или слой придает, по меньшей мере, одну из следующих функциональных характеристик: устойчивость к износу, тепловую устойчивость, устойчивость к окислению, химическую устойчивость, барьер для влаги, теплопроводность, электропроводность, баланс гидрофобных и гидрофильных свойств, увеличение или уменьшение коэффициентов трения, как требуется для конкретного процесса, и создание микротопологии на ткани.
16. Способ создания промышленной ткани или ленты, включающий
создание основной поддерживающей структуры, нанесение, по меньшей мере, одного непрерывного покрытия или слоя непосредственно или косвенно на указанную основную поддерживающую структуру путем термического напыления, для обеспечения нужной функции или характеристики, причем указанное покрытие или слой содержит термопластичную смолу и/или термореактивную смолу и функциональные органические или неорганические, или металлические частицы, имеющие наноразмеры, причем указанные частицы распределены, по существу, равномерно по указанному покрытию или слою.
17. Способ по п.16, в котором указанное термическое напыление является напылением пламенем, напылением электрической дугой, напылением плазмой, отложением с использованием детонационной пушки или напылением при сжигании топлива в кислороде с высокой скоростью.
18. Способ по п.16, в котором указанное покрытие или слой, по существу, непроницаем для жидкости.
19. Способ по п.16, в котором указанное покрытие или слой имеет толщину в диапазоне от 0,1 до 10 мм.
20. Способ по п.19, в котором указанное покрытие или слой имеет толщину в диапазоне от 0,2 до 0,4 мм.
21. Способ по п.16, в котором указанные частицы включают частицы на основе кремнезема, окиси алюминия, титана, циркония, глины, металла, одни или в комбинации.
22. Способ по п.21, в котором указанные частицы имеют размер приблизительно 7 нм.
23. Способ по п.16, в котором дополнительно наносят покрытие или слой на первую сторону указанной основной поддерживающей структуры или наносят покрытие или слой на вторую сторону указанной основной поддерживающей структуры, или наносят покрытие или слой на обе стороны, причем указанное покрытие или слой наносят обычным способом или термическим напылением, или их комбинацией.
24. Способ по п.23, в котором одно из указанных покрытий или слоев является связующим слоем, который наносят обычным способом или способом термического напыления.
25. Способ по п.23, в котором указанное покрытие или слой создают из термопластического и/или термореактивного материала.
26. Способ по п.16, в котором дополнительно указанное покрытие или слой перед его нанесением смешивают с указанными частицами.
27. Способ по п.16, в котором покрытие или слой образует оболочку на нитях, составляющих основную поддерживающую структуру.
28. Способ по п.27, в котором покрытие или слой содержит органические или неорганические, или металлические частицы или их комбинацию, причем частицы имеют наноразмеры, с образованием покрытия или слоя, который является непрерывным.
29. Способ по п.16, в котором покрытие или слой придает, по меньшей мере, одну из следующих характеристик: устойчивость к износу, тепловую устойчивость, устойчивость к окислению, химическую устойчивость, барьер для влажности, теплопроводность, электропроводность, баланс гидрофобных и гидрофильных свойств, увеличение или уменьшение коэффициентов трения, в зависимости от требований конкретного процесса, и создание микротопологии на ткани.
30. Промышленная ткань или лента, содержащая основную поддерживающую структуру и, по меньшей мере, одно покрытие или слой, расположенное (расположенный) прямо или косвенно на указанной основной поддерживающей структуре, для обеспечения требуемой функции или характеристики, причем указанное покрытие нанесено путем термического напыления, содержит термопластичную смолу и/или термореактивную смолу и дополнительно содержит функциональные органические или неорганические, или металлические частицы или их комбинацию, имеющие наноразмеры или большие размеры, с образованием покрытия, которое может быть непрерывным.
31. Промышленная ткань или лента, содержащая основную поддерживающую структуру и, по меньшей мере, одно покрытие или слой, расположенное (расположенный) прямо или косвенно на указанной основной поддерживающей структуре, для обеспечения требуемой функции или характеристики, причем указанное покрытие нанесено путем термического напыления, содержит термопластичную смолу и/или термореактивную смолу и дополнительно содержит функциональные органические или неорганические, или металлические частицы или их комбинацию, которые не агрегированы и включают частицы, имеющие наноразмеры, причем указанные частицы распределены, по существу, равномерно по указанному покрытию с образованием покрытия, которое является непрерывным.
| Лентопротяжный механизм | 1981 |
|
SU1014022A1 |
| Тиристорный электропривод постоянного тока | 1978 |
|
SU771836A1 |
| ПОРОШКОВЫЕ СОСТАВЫ ДЛЯ СООТВЕТСТВУЮЩЕЙ ГРУНТОВКИ ДЛЯ ПОКРЫТИЯ НА ОСНОВЕ ПОЛИВИНИЛИДЕНФТОРИДА, СПОСОБ ИХ ПОЛУЧЕНИЯ | 1990 |
|
RU2139308C1 |
| US 4981745 A, 01.01.1991 | |||
| 2002 |
|
RU2212473C1 | |
| Водонепроницаемая ткань | 1989 |
|
SU1645312A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ФОРМОВАННОЙ СИНТЕТИЧЕСКОЙ ЧАСТИ И ЧАСТЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 1999 |
|
RU2244626C2 |

