Область техники
Настоящее изобретение частично относится к механизмам, используемым для извлечения воды из полотна материала, и, более конкретно, из волокнистого полотна, перерабатываемого с получением бумажного продукта на бумагоделательной машине. В частности, настоящее изобретение представляет собой способ изготовления структур пропитанных смолой бесконечных лент, предназначенных для использования на прессе с длинным зазором башмачного типа в бумагоделательной машине, и для иных областей применения при производстве бумаги и переработке бумаги.
Описание уровня техники
При производстве бумаги происходит формирование на формовочной ткани волокнистого полотна, состоящего из волокон целлюлозы, при помощи осаждения на указанной ткани волокнистой суспензии в формующей части бумагоделательной машины. В формующей части из суспензии удаляют значительное количество воды, после чего вновь образованное полотно транспортируют в прессовую часть. Прессовая часть включает ряд прессовочных зазоров, в которых волокнистое полотно для удаления из него влаги подвергают действию сжимающих сил. В завершение полотно транспортируют в сушильную часть, который включает нагреваемые сушильные барабаны, вокруг которых направляют движение полотна. Под действием нагреваемых сушильных барабанов происходит испарение воды, посредством которого содержание воды в полотне снижают до желаемого уровня, получая бумажный продукт.
При постоянном росте энергетических затрат становится все более желательным удаление максимально возможного количества воды из полотна до его транспортировки в сушильный участок. Поскольку сушильные барабаны обычно нагревают изнутри при помощи водяного пара, затраты на получение указанного пара могут быть существенными, особенно при необходимости удаления большого количества воды из полотна.
Обычно прессовые части включают ряд прессовых зазоров, образованных парами смежных цилиндрических прессовых валов. Не так давно было обнаружено, что применение длинных прессовых зазоров башмачного типа создает большие преимущества по сравнению с применением отжимных устройств, образованных парами смежных прессовых валов. Это объясняется тем, что чем дольше полотно подвергается воздействию сжатия в зазоре, тем большее количество воды может быть удалено из него и, следовательно, тем меньше в полотне останется воды, которую затем нужно будет испарять в сушильной части.
Частично настоящее изобретение относится к прессам с длинным зазором башмачного типа. В этом типе прессов с длинным зазором указанный зазор образуется между цилиндрическим прессовым валом и арковидным прессовым башмаком. Последний имеет цилиндрическую вогнутую поверхность с радиусом кривизны, близким к радиусу цилиндрического прессового вала. При создании между валом и башмаком тесной физической близости получают зазор, который может быть в пять-десять раз длиннее, если измерять в продольном направлении обработки, чем зазор, образованный между двумя прессовыми валами. Так как длинное отжимное устройство может быть в пять-десять раз длиннее, чем отжимное устройство, образованное двумя традиционными прижимными валками, то так называемое время пребывания, в течение которого волокнистое полотно находится под давлением в длинном зазоре, будет, соответственно, дольше, чем оно было бы в двухвалковом прессе. В результате получают резкое увеличение обезвоживания волокнистого полотна в длинном зазоре по сравнению с обезвоживанием, полученным при помощи традиционных отжимных зазоров на бумагоделательных машинах.
Для пресса с длинным зазором башмачного типа необходима специальная лента, например такая, как описана в патенте США №5238537, заявленном Dutt (Albany International Corp.), содержание которого полностью включено в настоящее описание путем ссылки. Лента сконструирована так, чтобы она защищала ткань пресса, на которой происходит поддержка, транспортировка и обезвоживание волокнистого полотна, от ускоренного износа, который происходил бы в результате прямого скользящего контакта со стационарным прижимным башмаком. Такая лента должна быть снабжена гладкой, непроницаемой поверхностью, которая передвигается или скользит по стационарному башмаку на смазывающей пленке из масла. Ленту перемещают через зазор примерно с той же скоростью, что и ткань пресса; таким образом, при этом создается минимальное трение между тканью пресса и поверхностью ленты.
Ленты типов, описанных в патенте США №5238537, изготовлены путем пропитки текстильной тканевой основы, имеющей форму бесконечной петли, синтетической полимерной смолой. Предпочтительно смола образует покрытие заданной толщины по меньшей мере на внутренней поверхности ленты, так что пряжа, из которой соткана тканевая основа, может быть защищена от непосредственного контакта с деталью арковидного прижимного башмака пресса с длинным зазором. Именно это покрытие должно иметь гладкую, непроницаемую поверхность, которая должна легко скользить по смазанному башмаку и предотвращать проникновение смазывающего масла в структуру ленты, загрязнение ткани или тканей пресса и волокнистого полотна. Основная ткань ленты, описанной в патенте США №5238537, может быть соткана из пряжи, изготовленной из моноволокна, в виде однослойной или многослойной ткани, и соткана настолько рыхло, чтобы пропитывающий материал мог полностью пропитать ткань. Это снижает риск образования пустот в готовой ленте. Через такие пустоты смазка, наносимая на поверхности, находящиеся между лентой и башмаком, может проникать через ленту и загрязнять ткань или ткани пресса и волокнистое полотно. Основная ткань может быть соткана плоской, а затем соединена в виде бесконечной петли, или она может быть соткана в виде бесконечной петли в форме трубы.
При отверждении пропитывающего материала до твердого состояния, первоначальное соединение этого материала с основанием ткани происходит за счет механического сцепления, при котором затвердевший пропитывающий материал обволакивает нити основной ткани. Кроме того, между затвердевшим пропитывающим материалом и материалом нитей основной ткани может существовать химическая связь или адгезия.
Ленты пресса с длинным зазором, подобные описанным в патенте США №5238537, в зависимости от требований, предъявляемых к размерам в прессах с длинным зазором, на которых они установлены, имеют длину приблизительно от 10 до 35 футов (приблизительно от 3 до 11 м), измеренную в продольном направлении вокруг бесконечной петли, образованной лентой, и ширину приблизительно от 6 до 35 футов (приблизительно от 2 до 11 м), измеренную в поперечном направлении бесконечной петли. Изготовление таких ремней осложнено тем, что основная ткань должна быть бесконечной до начала ее пропитки синтетической полимерной смолой.
Часто возникает необходимость изготовления ленты с покрытием из смолы заданной толщины, нанесенным как на внешнюю поверхность ленты, так и на ее внутреннюю поверхность. При нанесении покрытия на обе поверхности ленты ее текстильная основная ткань становится близкой к нейтральной линии изгиба ленты или совпадает с ней. В этом случае внутренние напряжения, возникающие при изгибании ленты при ее прохождении вокруг валка или подобного устройства бумагоделательной машины, будут с меньшей вероятностью вызывать отслоение покрытия на любой из сторон ленты.
Кроме того, если на внешнюю поверхность ленты нанесено покрытие смолой некоторой заданной толщины, на этом покрытии могут быть нанесены борозды, глухие отверстия или другие полости, не обнажающие поверхность текстильной основной ткани. Указанные особенности обеспечивают временное хранение воды, отжатой из полотна в прессовом зазоре, и обычно их изготавливают, выполняя борозды или высверливая отверстия на определенном этапе производства, следующем за отверждением покрытия из смолы.
В настоящем изобретении предложено решение этой конкретной проблемы, то есть необходимости выполнения отдельной производственной операции или операций, присущих способам, известным ранее в данной области техники для изготовления структур пропитанных смолой бесконечных лент, имеющих на своих внешних поверхностях некоторый объем пустот, образованных бороздами, глухими отверстиями и подобными им полостями. Кроме того, в настоящем изобретении предложен альтернативный способ изготовления структур пропитанных смолой бесконечных лент, применяемых в других областях бумажного производства и переработки бумаги, таких как каландровая и транспортерная ленты. Например, в патенте США №5298124 описана лента для перемещения листа, сконструированная для использования при устранении открытого участка вытягивания в бумагоделательной машине. Указанная лента включает армирующее основание и полимерное покрытие на той стороне армирующего основания, которое поддерживает бумагу. Полимерное покрытие может представлять собой смесь двух или более различных материалов на основе полимерной смолы, таких как, например, гидрофильный материал и гидрофобный материал, каждый из которых образует микроскопические области на поверхности передающей ленты.
В конечном итоге, качество передающей ленты определяется размерами и однородностью, с которой могут быть смешаны материалы на основе полимерной смолы. В настоящем изобретении также предложено решение этой проблемы при помощи альтернативного способа обеспечения поверхности передающей ленты, содержащей микроскопические области различного характера в предсказуемом и воспроизводимом порядке.
Соответственно, в настоящем изобретении предложен способ изготовления структуры пропитанной смолой бесконечной ленты, предназначенной для использования на прессе с длинным зазором в бумагоделательной машине и для иных областей применения при производстве бумаги и переработке бумаги. Указанный способ включает первую операцию обеспечения основной подложки для ленты. Основная подложка может быть подложкой, предварительно пропитанной материалом на основе полимерной смолы, который образует слой на ее внешней или внутренней поверхности. В альтернативном случае, при осуществлении способа, предлагаемого в соответствии с настоящим изобретением, основная подложка может быть изготовлена непроницаемой путем осаждения материала на основе полимерной смолы на основную подложку для полного покрытия всей ее поверхности.
В любом случае, материал на основе полимерной смолы наносят на основную подложку в виде точно заданного рисунка; указанный заданный рисунок должен характеризовать поверхность изготавливаемой ленты. Материал на основе полимерной смолы образует слой желаемой толщины в виде заданного рисунка поверх любого ранее нанесенного. Материал на основе полимерной смолы наносят в виде капель со средним диаметром 10 мкм (10 микрон) или более. Для нанесения материала на основе полимерной смолы на основную подложку может быть использована по меньшей мере одна пьезоструя, хотя и другие средства нанесения капель такого размера могут быть известны обычным специалистам в данной области техники или могут быть разработаны и использованы в будущем вместо пьезоструи. Материал на основе полимерной смолы затем отверждают или фиксируют приемлемым способом.
Затем покрытие из материала на основе полимерной смолы может быть обработано шлифовкой для обеспечения равномерной толщины и гладкой, макроскопически плоской поверхности.
Настоящее изобретение будет далее описано более подробно со ссылками на указанные ниже чертежи.
Краткое описание чертежей
На Фиг.1 изображена схема аппарата, применяемого для изготовления лент в соответствии со способом, предлагаемым в настоящем изобретении.
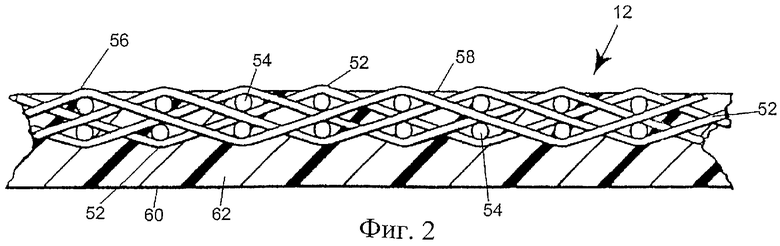
На Фиг.2 показан поперечный разрез основной подложки со слоем материала на основе полимерной смолы, нанесенного на ее внутреннюю поверхность.
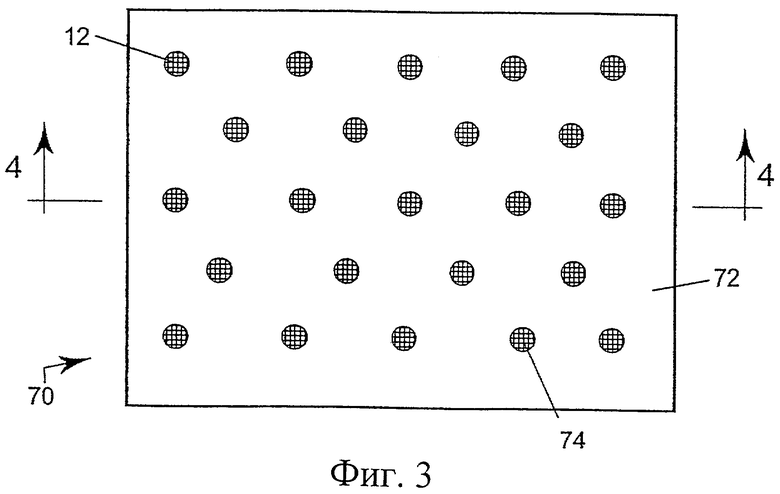
На Фиг.3 показан вид готовой ленты сверху, в том виде, в каком он выходит из аппарата, показанного на Фиг.1.
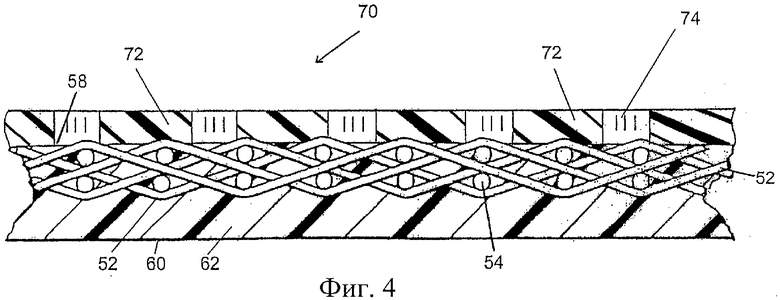
На Фиг.4 показан поперечный разрез в соответствии с сечением, обозначенным на Фиг.3.
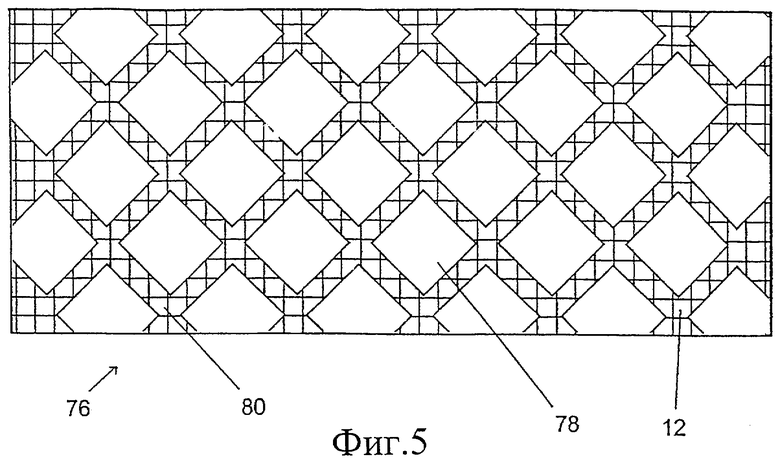
На Фиг.5 показан вид сверху второго варианта выполнения ленты.
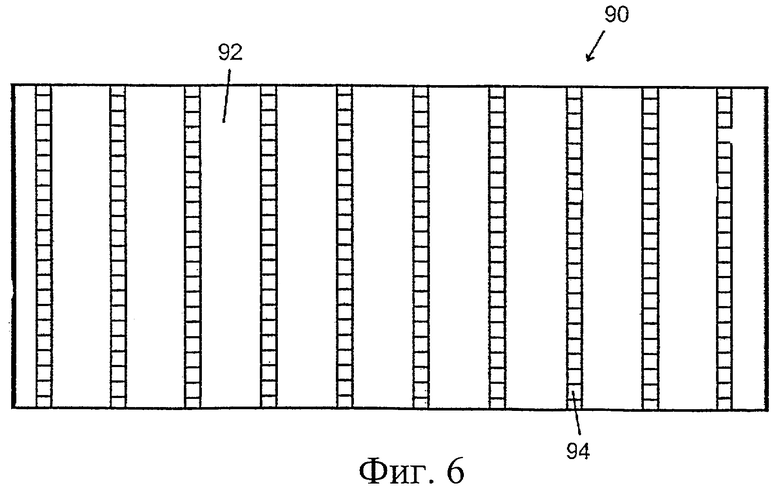
На Фиг.6 показан вид сверху третьего варианта выполнения ленты.
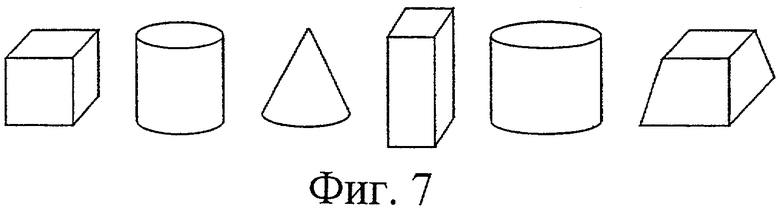
На Фиг.7 показано перспективное изображение возможных видов осажденного материала.
Подробное описание предпочтительных вариантов осуществления
Способ изготовления ленты в соответствии с настоящим изобретением начинается с изготовления основной подложки. Обычно основная подложка представляет собой ткань, сотканную из пряжи, состоящей из моноволокон. Однако, в более широком смысле, основная подложка может быть тканой, нетканой, спирально связанной (спиральношовной) или трикотажной (вязаной) тканью, включающей нити любой разновидности, применяемые в производстве материала для бумагоделательных машин или лент, используемых для изготовления нетканых продуктов или тканей, таких как моноволокно, крученое моноволокно, многонитевые волокна и крученые многонитевые волокна. Такие нити могут быть получены экструзией из любого материала на основе полимерной смолы, применяемого для этой цели специалистами в данной области техники. Соответственно, могут быть использованы полиамидные, полиэфирные, полиуретановые, полиарамидные, полиолефиновые и другие смолы.
В альтернативном случае, основная подложка может быть составлена из сетчатых (ячеистых) тканей, подобных описанным в общеизвестном патенте США №4427734, заявленном Johnson, содержание которого полностью включено в настоящее описание путем ссылки. Основная подложка также может представлять собой спирально связанную ленту, подобную описанным в многочисленных патентах США, таких как патент США №4567077, заявленный Gauthier, содержание которого полностью включено в настоящее описание путем ссылки.
Кроме того, основная подложка может быть изготовлена спиральной намоткой полосы тканой, нетканой, вязаной или сетчатой (ячеистой) ткани в соответствии со способами, описанными в общеизвестном патенте США №5360656, заявленном Rexfelt et al., содержание которого полностью включено в настоящее описание путем ссылки. Соответственно, основная подложка может включать спирально намотанную полосу, в которой каждый спиральный виток соединен со следующим непрерывным швом, что позволяет изготавливать бесконечную в продольном направлении основную подложку.
Все вышеуказанные формы не должны быть поняты как единственно возможные формы изготовления основной подложки. Специалисты в области применения тканей для бумагоделательных машин и в смежных областях техники могут альтернативным образом применять любые варианты основных подложек.
После того, как изготовлена основная подложка, на одной ее стороне или на обеих ее сторонах может быть закреплен, при помощи способов, хорошо известных специалистам в данной области техники, один слой или несколько слоев тепловлагоизоляционного штапельного волокнистого материала. Возможно, наиболее известным и широко используемым способом является проработка иглой, при котором отдельные штапельные волокна тепловлагоизоляционного материала вводят в основную подложку при помощи совершающих возвратно-поступательное движение игл, снабженных бородками. В альтернативном случае отдельные штапельные волокна могут быть закреплены на основной подложке при помощи гидросоединения (гидроперепутывания), при котором тонкие струйки воды под высоким давлением производят то же действие, что и вышеуказанные иглы с бородками, совершающие возвратно-поступательное движение. Следует отметить, что, как только тепловлагоизоляционный материал из штапельного волокна закреплен на основной подложке любым из способов, известных для этой цели специалистам в данной области техники, получают структуру, идентичную структуре прессовочной ткани того вида, который обычно используют при обезвоживании влажного бумажного полотна в прессовой части бумагоделательной машины.
В некоторых случаях после нанесения смолы может возникнуть необходимость в нанесении на структуру исходного слоя или дополнительного тепловлагоизоляционного материала. В таких случаях смола, нанесенная в соответствии с некоторым рисунком, может находиться под слоем волокон тепловлагоизоляционного материала.
В другом случае основная подложка может представлять собой структуру, изготовленную непроницаемой для текучих сред, таких как воздух и вода, с покрытием материалом на основе полимерной смолы, который по меньшей мере частично пропитывает эту структуру и который может образовывать слой желаемой толщины на одной стороне или обеих сторонах структуры. Это чаще всего необходимо, если лента предназначена для использования в прессе с длинным зазором, и на ее внутреннюю сторону необходимо нанести слой материала на основе полимерной смолы заданной толщины для того, чтобы основная подложка была защищена от непосредственного контакта с деталью дуговидного прижимного башмака пресса с длинным зазором. Ленты, изготовленные в соответствии с настоящим изобретением, могут быть использованы в качестве лент для прессов с длинным зазором башмачного типа и для иных областей применения при производстве бумаги и переработке бумаги, такого как каландрирование и листопередача.
Когда изготовлена основная подложка с закрепленным на ней тепловлагоизоляционным материалом из штапельного волокна или без него, и со слоем материала на основе полимерных смол заданной толщины на одной или обеих ее сторонах, или при отсутствии этих слоев, подложку устанавливают на аппарате 10, схематически изображенном на Фиг.1. Следует понимать, что основная подложка может представлять собой либо бесконечную конструкцию, либо конструкцию, сшиваемую в бесконечную во время установки на бумагоделательную машину. Следует также понимать, что изображенная на Фиг.1 основная подложка 12 является относительно короткой частью всей длины основной подложки 12. Если основная подложка 12 бесконечна, то наиболее практичным способом является ее установка на паре валов, не показанных на рисунке, но известных специалистам в области техники, связанной с тканями бумагоделательных машин. В этом случае аппарат 10 расположен на одном из двух прогонов основной подложки 12, лучше всего, если он расположен на верхнем прогоне основной подложки 12 между двумя валами. Однако независимо от того, является ли основная подложка 12 бесконечной или нет, ее при осуществлении способа предпочтительно размещают с некоторым натяжением. Кроме того, для предотвращения провисания, по мере продвижения основной подложки 12 через аппарат 10, она может опираться на горизонтальный опорный элемент.
Более подробно обращаясь к Фиг.1, на котором основная подложка 12 изображена движущейся в направлении вверх через аппарат 10 при осуществлении способа, предлагаемого в настоящем изобретении, аппарат 10 включает последовательность нескольких устройств, через которые может проходить, поднимаясь, основная подложка 12, по мере того, как происходит изготовление из нее ленты.
Устройства определяют следующим образом:
1) устройство 14 для осаждения полимера;
2) устройство 24 формирования изображений/восстановления;
3) возможное устройство 36 фиксации и
4) возможное устройство 44 шлифовки.
В соответствии с настоящим изобретением, если основная подложка 12 не была ранее изготовлена непроницаемой для текучих сред, таких как воздух и вода, при помощи покрытия из материала на основе полимерной смолы, который по меньшей мере частично пропитывает основную подложку 12, может появиться необходимость в нанесении покрытия на всю поверхность основной подложки 12, чтобы сделать основную подложку 12 непроницаемой. Это может быть осуществлено в первом устройстве аппарата 10, а именно в устройстве 14 для осаждения полимера.
В устройстве 14 для осаждения полимера комплект 16 пьезоструй, установленный на поперечных направляющих 18, 20 и выполненный с возможностью перемещения на них в направлении, перпендикулярном направлению движения основной подложки 12 через аппарат 10, а также перемещения между ними в направлении, параллельном направлению движения основной подложки 12, может быть использован для осаждения путем повторяющихся операций желаемого количества материала на основе полимерной смолы на основную подложку 12 или вовнутрь нее для придания ей непроницаемости и, возможно, для образования слоя желаемой толщины на указанной основной подложке 12, в то время как основная подложка 12 находится в неподвижном состоянии. Для этой цели также может быть применено альтернативное дозирующее устройство, такое как комплект объемных струй (bulk-jet array), установленных в устройстве 14 для осаждения полимера. Для осаждения желаемого количества материала на основе полимерной смолы может быть произведен один или более проход комплекта 16 пьезоструй или альтернативного дозирующего устройства по основной подложке 12.
Как только это выполнено, при необходимости, комплект 16 пьезоструй применяют для осаждения материала на основе полимерных смол на основную подложку 12 в соответствии с заданным рисунком. В альтернативном случае, как уже было отмечено, могут быть использованы другие средства для нанесения мелких капель, требуемые для осуществления способа в соответствии с настоящим изобретением, как будет обсуждено ниже, известные обычным специалистам в данной области техники; кроме того, они могут быть разработаны в будущем и могут быть использованы для осуществления способа в соответствии с настоящим изобретением. Материал на основе полимерной смолы образует слой желаемой толщины в соответствии с заданным рисунком поверх любого предварительно нанесенного материала на основе полимерной смолы. Указанный рисунок может представлять собой непрерывную сеть, простирающуюся по существу в обоих направлениях по поверхности основной подложки 12 и определяющую множество отдельных открытых областей, которые представляют собой окончательные местоположения соответствующего множества отдельных отверстий, обеспечивающих объем пустот на поверхности ленты.
В альтернативном случае материал на основе полимерной смолы может быть осажден на полунепрерывную сетку, например, на полунепрерывный рисунок, простирающийся по существу по всей основной подложке 12 по существу линейным образом, который, таким образом, образует в основном параллельные линии, равноудаленные друг от друга. Такие линии могут быть прямыми или зигзагообразными. В более общем случае полунепрерывная сетка включает прямые или кривые линии или линии, составленные как из прямых, так и искривленных отрезков, расположенные на некотором расстоянии друг от друга и не пересекающиеся друг с другом. В конечном итоге, при создании полунепрерывной сети получают поверхность готовой ленты, пересеченную множеством борозд, которые обеспечивают объем пустот, необходимый для временного хранения воды, отжатой из влажного листа бумаги.
В еще одном альтернативном случае материал на основе полимерной смолы может быть осажден в виде множества дискретных участков так, чтобы получить, например, пересекающиеся борозды.
В каждом случае материал на основе полимерной смолы образует слой заданной высоты над слоем любого другого предварительно нанесенного материала на основе полимерной смолы на том участке, на котором этот материал был нанесен. Как таковой, материал на основе полимерной смолы может полностью находиться внутри плоскости поверхности основной подложки 12, быть вровень с плоскостью поверхности основной подложки 12, или выступать над плоскостью поверхности основной подложки 12. Для получения слоя материала на основе полимерной смолы желаемой высоты может быть произведен один или несколько проходов комплекта 16 пьезоструй над основной подложкой 12.
Следует понимать, что обе вышеуказанные операции, а именно нанесение покрытия из материала на основе полимерной смолы на основную подложку 12 для придания ей непроницаемости и осаждение на этот материал дополнительного количества материала на основе полимерной смолы в соответствии с заданным рисунком, могут быть проведены в рамках одной операции. Другими словами, устройство 14 для осаждения полимера может быть использовано для нанесения на основную подложку 12 покрытия из материала на основе полимерной смолы некоторой заданной толщины и для последующего осаждения дополнительного количества материала на основе полимерной смолы в соответствии с заданным рисунком, вместо, например, нанесения в первую очередь покрытия на основную подложку 12, а затем, на последующей операции, осаждения дополнительного количества материала на основе полимерной смолы в виде заданного рисунка.
Следует также понимать, что для некоторых областей применения заданный рисунок нанесения материала может быть таким, при котором поверхность ленты визуально выглядит гладкой и равномерной, но содержит микроскопические участки, каждый из которых образован двумя или более различными полимерными материалами.
Кроме того, осаждение материала может происходить не только в поперечном направлении к направлению движения основной подложки; направление осаждения также может быть параллельным движению подложки или происходить в любом другом подходящем направлении.
Комплект 16 пьезоструй включает по меньшей мере одну, но предпочтительно, множество отдельных управляемых компьютером пьезоструй, каждая из которых действует как насос, активным компонентом которого является пьезоэлектрический элемент. На практике может быть использован комплект из 256 пьезоструй или, если позволяет технология, большего их количества. Активным компонентом является кристалл или керамический элемент, который подвергается физической деформации при прохождении электрического сигнала. Эта деформация заставляет кристалл или керамический элемент действовать как насос, который физически выталкивает каплю жидкого материала каждый раз, когда получает соответствующий электрический сигнал. Такой способ применения пьезоструй для получения капель желаемого материала в ответ на электрический сигнал, контролируемый компьютером, обычно называется способом «капля по требованию» («drop-on-demand»).
Обращаясь вновь к Фиг.1, комплект 16 пьезоструй, начиная от края основной подложки 12 или, предпочтительно, от реперной нити, выступающей на некоторую длину за край подложки, перемещают в направлении длины и ширины основной подложки 12, в то время как основная подложка 12 находится в неподвижном состоянии, осаждая материал на основе полимерной смолы в виде чрезвычайно мелких капель с номинальным диаметром 10 мкм (10 микрон) или более, в частности 50 мкм (50 микрон) и 100 мкм (100 микрон), в соответствии с одним из описанных выше рисунков. Перемещением комплекта 16 пьезоструй в направлении длины и ширины основной подложки 12 и осаждением капель материала на основе полимерной смолы из каждой пьезоструи комплекта 16 управляют таким образом, чтобы получить контролируемую трехмерную структуру, с определенной геометрией по длине, ширине и высоте или глубине (направления или размеры х, y, z) расположения частей рисунка, который получают при помощи компьютера, нанося повторно так, чтобы получить желаемый слой материала на основе полимерной смолы желаемой формы внутри основной структуры 12, и, если необходимо, на этой структуре. Для осаждения желаемого количества материала на основе полимерной смолы может быть произведен один или более проход комплекта 16 пьезоструй по основной подложке 12.
В соответствии с настоящим изобретением, в котором применяют комплект пьезоструй для осаждения материала на основе полимерной смолы на выбранных участках поверхности основной подложки 12 или в пределах этих участков, выбор материала на основе полимерной смолы ограничен тем требованием, что вязкость указанного материала в момент нанесения должна составлять 100 сПз (100 сантипуаз) или менее в момент подачи, то есть в тот момент, когда материал на основе полимерной смолы находится в пьезоструйной форсунке и готов к нанесению; таким образом, отдельные пьезоструйные устройства могут обеспечивать материал с постоянной скоростью подачи капель. Вторым требованием, ограничивающим выбор материала на основе полимерной смолы, является то, что он должен частично отверждаться еще во время падения капли из пьезоструйного устройства на основную подложку 12, или сразу после того, как капля материала упадет на основную подложку 12; это нужно для предотвращения растекания полимерного материала и для контроля за тем, чтобы материал на основе полимерной смолы осаждался с образованием желаемого рисунка. Подходящими материалами из полимерных смол, отвечающими указанным требованиям, являются следующие:
1. Горячие расплавы и влагоотверждаемые горячие расплавы.
2. Двухкомпонентные реакционноспособные системы на основе уретанов и эпоксидов.
3. Фотополимерные композиции, состоящие из реакционноспособных акрилированных мономеров и акрилированных олигомеров, приготовленных на основе уретанов, сложных полиэфиров, простых полиэфиров и силиконов.
4. Латексы и дисперсии на водной основе и рецептуры с наполнителями в виде частиц, включающие акриловые полимеры и полиуретаны.
Как уже было отмечено выше, при помощи комплекта 16 пьезоструй можно подавать материал на основе полимерной смолы в форме чрезвычайно мелких капель со средним диаметром 100 мкм (10 микрон) и более, в том случае, если вязкость материала составляет менее 100 сПз (100 сантипуаз) в момент подачи. Кроме того, при помощи комплекта 16 пьезоструй можно осаждать материал на основе полимерной смолы с большой точностью и одним слоем за один раз, что позволяет избежать необходимости шлифовки поверхности слоя материала, осажденного таким путем на основной подложке 12, для получения равномерной толщины, и что также позволяет обычному специалисту в данной области техники контролировать геометрию материала на основе полимерной смолы по оси z. Следует отметить, что при помощи комплекта 16 пьезоструй можно осаждать материал на основе полимерной смолы с такой точностью, что поверхность будет плоской (монопланарной), и ее не нужно будет шлифовать или, альтернативно, поверхность будет иметь некоторую заданную трехмерную структуру. Кроме того, некоторые из отдельных пьезоструй комплекта пьезоструй могут быть использованы для нанесения одного материала на основе полимерной смолы, в то время как другие могут быть использованы для нанесения другого материала на основе полимерной смолы, что позволяет получать поверхность, имеющую микроскопические участки, на которых нанесены материалы на основе полимерных смол более чем одного типа. Как уже было сказано выше, такой подход может быть полезен при изготовлении листопередающей ленты, поверхность которой имеет микроскопические участки, на которых нанесено более одного материала на основе полимерной смолы, таких как, например, гидрофильный материал и гидрофобный материал.
Степень точности нанесения материала струей зависит от размеров и формы получаемой структуры. На выбираемую точность струи также будут влиять тип струйного устройства и вязкость наносимого материала.
Кроме того, в альтернативном варианте осуществления настоящего изобретения комплект 16 пьезоструй может включать одну или более объемных струй, при помощи которых можно осаждать материал на основе полимерных смол на основную подложку 12 с большей скоростью, чем это можно сделать при помощи пьезоструй. Выбор материала, который можно осаждать при помощи объемных струй, не ограничен требованиями вязкости, как в случае материала на основе полимерной смолы, осаждаемого при помощи пьезоструй. Таким образом, при помощи объемных струй можно осаждать более широкий спектр материалов на основе полимерной смолы, таких как некоторые полиуретаны и фоточувствительные смолы. На практике объемные струйные устройства применяют для осаждения некоторого «объема» материала на основе полимерной смолы на основную подложку 12 при грубом разрешении, в то время как пьезоструи применяют для уточнения при более высоком разрешении деталей рисунка, получаемого при осаждении материала на основе полимерной смолы на основную подложку 12. Объемные струи могут быть использованы до применения пьезоструй или одновременно с ними. В этом случае весь способ нанесения рисунка на основную подложку 12 будет протекать быстрее и эффективнее. Для осаждения желаемого количества материала на основе полимерной смолы может быть произведен один или более проход комплекта 16 пьезоструй и объемных струй по основной подложке 12.
Следует понимать, что после осаждения на подложку 12 материал на основе полимерной смолы нужно зафиксировать на основной подложке 12 или внутри нее. Способ, которым материал на основе полимерной смолы закрепляют или фиксируют на подложке, зависит от физических и/или химических требований к материалу. Фотополимеры отверждают при помощи света, в то время как материалы, находящиеся в горячем расплаве, закрепляют при охлаждении. Латексы и дисперсии на водной основе сушат, а затем отверждают при нагревании, а реакционноспособные системы отверждают при нагревании. Соответственно, материалы на основе полимерной смолы могут быть закреплены при помощи отверждения, охлаждения, сушки или любой комбинации указанных способов.
Соответствующая фиксация материала на основе полимерной смолы нужна для того, чтобы контролировать его проникновение в основную подложку 12 и распределение внутри нее, то есть для контроля и удержания материала внутри нужного объема основной подложки 12. Такой контроль необходим, чтобы предотвратить продольное капиллярное распространение и растекание полимерного материала под плоскостью поверхности основной подложки 12. Такой контроль выполняют, например, поддерживая такую температуру основной подложки 12, при которой материал на основе полимерной смолы быстро затвердевает при контакте. Контроль также осуществляют, применяя такие материалы, которые имеют хорошо известное или точно установленное время отверждения или время реакции на основных подложках с такой степенью пористости, при которой материал на основе полимерной смолы затвердевает до начала растекания за пределы нужного объема основной подложки 12.
Как только рисунок нанесен на поверхность основной подложки 12, ограниченную поперечными направляющими 18, 20, основную подложку 12 перемещают вперед на ширину ограниченного участка поверхности и повторяют вышеописанную процедуру, нанося заданный рисунок на новую часть поверхности подложки, соседнюю с уже обработанной. Повторяя указанную процедуру несколько раз, заданный рисунок наносят на всю поверхность основной подложки 12.
В альтернативном случае, комплект 16 пьезоструй, вновь начиная от края основной подложки 12 или, предпочтительно, от реперной нити, выступающей на некоторую длину за край подложки, находится в фиксированном положении по отношению к поперечным направляющим 18, 20, в то время как основную подложку 12 перемещают под ними, осаждая материал на основе полимерной смолы в виде желаемого рисунка, представляющего собой полосу вдоль всей длины основной подложки 12. После выполнения полосы вдоль всей длины подложки, комплект 16 пьезоструй перемещают в поперечном направлении по поперечным направляющим 18, 20 на расстояние, равное ширине продольной полосы, и вышеописанную процедуру повторяют, нанося заданный рисунок вдоль новой полосы, соседней с уже обработанной. Повторяя указанную процедуру несколько раз, заданный рисунок наносят на всю поверхность основной подложки 12.
Для осаждения желаемого количества материала и создания желаемой формы может быть произведен один или более проход комплекта 16 пьезоструй по основной подложке 12. В этом отношении осажденный материал может находиться в любых формах, что в общем виде показано на Фиг.7. Формы могут быть квадратными, круглыми коническими, прямоугольными, овальными, трапециевидными и т.д., с боле широким основанием, сужающимся кверху. В зависимости от выбранной модели, количество осаждаемого материала может быть наложено все более уменьшающимися слоями при повторном прохождении струи над уже обработанным участком.
На одном конце поперечных направляющих 18, 20 установлено устройство 22 контроля струй для проверки течения материала на основе полимерной смолы из каждой струи. При этом струйные устройства могут быть продуты и прочищены для автоматического восстановления работы любого неисправного узла струйного устройства. Во втором устройстве, устройстве 24 формирования изображений/восстановления, поперечные направляющие 26, 28 поддерживают камеру 30 цифрового изображения, которую можно перемещать в поперечном направлении по ширине основной подложки 12, и восстановительно-струйный комплект 32, которую можно перемещать как в поперечном, так и в продольном направлении основной подложки 12 между поперечными направляющими 26, 28, в то время как основная подложка 12 находится в неподвижном состоянии.
При помощи камеры 30 цифрового изображения просматривают осажденный материал на основе полимерной смолы, для того, чтобы найти какие-либо недостатки распределения или пропущенные участки, или подобные ошибки в полунепрерывном или непрерывном рисунке, получаемом на основной подложке 12. Действительно полученный и желаемый рисунок сравнивают при помощи процессора быстрого распознавания формы (БРФ), соединенного с камерой 30 цифрового изображения. Процессор БРФ подает комплекту 32 восстановительных струйных устройств команду осадить дополнительное количество материала на основе полимерной смолы на те элементы, где обнаружен недостаток или отсутствие материала. Как и прежде, на одном конце поперечных направляющих 26, 28 установлено устройство 34 контроля восстановительных струй для проверки течения материала из каждого восстановительного струйного устройства. Таким образом, каждое восстановительное струйное устройство может быть продуто и прочищено для автоматического восстановления работы любого неисправного узла восстановительного струйного устройства.
В третьем устройстве, возможном устройстве 36 фиксации, поперечные направляющие 38, 40 поддерживают фиксирующий прибор 42, который может быть необходим для фиксации используемого материала на основе полимерной смолы. Фиксирующий прибор 42 может представлять собой источник тепла, например, источник инфракрасного света, горячего воздуха, микроволновой источник или лазер; источник холодного воздуха или источник ультрафиолетового или видимого света - выбор зависит от свойств используемого материала на основе полимерной смолы.
Наконец, четвертое и последнее устройство представляет собой возможное устройство 44 шлифовки, в котором применяют соответствующий абразив для получения равномерной толщины материала на основе полимерной смолы над поверхностью основной подложки 12, а также для получения гладкой, макроскопически плоской поверхности. Возможное устройство 44 шлифовки может включать валок с абразивной поверхностью и еще один валок или опорную поверхность на другой стороне основной подложки 12 для получения при помощи шлифовки равномерной толщины и гладкой, макроскопически плоской поверхности.
Для примера, далее обсуждается Фиг.2, которая представляет собой поперечный разрез основной подложки 12 со слоем материала на основе полимерной смолы, нанесенного на ее внутреннюю поверхность. Основная подложка 12 соткана из продольной пряжи 52 и поперечной пряжи 54 в виде многослойной ткани. На внешней стороне 58 основной подложки 12 могут быть видны бугорки 56, появляющиеся на поверхности основной подложки 12 в тех местах, где продольная пряжа 52 переплетена поверх поперечной пряжи 54. Внутренняя сторона 60 основной подложки 12 образована покрытием 62 на основе полимерной смолы.
Покрытие 62 из полимерной смолы защищает основную подложку 12 от скользящего контакта и абразивного износа, который происходит в том случае, если внутренняя сторона 60 подложки скользит вдоль смазанного дуговидного прижимного башмака пресса с длинным зазором. Полимерная смола также пропитывает основную подложку 12, делая ее непроницаемой для масла и воды. Покрытие 62 из полимерной смолы может быть изготовлено из полиуретана и, предпочтительно, на 100% состоит из твердой композиции во избежание образования пузырей при отверждении, протекающем в полимерной смоле после ее осаждения на основную подложку 12. После отверждения покрытие 62 из полимерной смолы шлифуют и полируют для получения гладкой поверхности и однородной толщины.
На Фиг.3 показан вид готовой ленты 70 сверху, в том виде, в каком она выходит из возможного устройства 36 фиксации и возможного устройства 44 шлифовки аппарата 10. На ленте 70 имеется покрытие из материала 72 на основе полимерной смолы, за исключением множества дискретных отверстий 74, расположенных в соответствии с заданным рисунком.
Следует отметить, что рисунок может быть случайным или повторяющимся случайным рисунком на основной подложке, или такие рисунки могут повторяться на каждой ленте для осуществления контроля качества.
На Фиг.4 показан поперечный разрез готовой ленты в соответствии с сечением, обозначенным на Фиг.3. В этом примере материал 72 на основе полимерной смолы образует слой желаемой толщины над основной подложкой 12, за исключением тех участков, которые представляют собой дискретные отверстия 74.
Альтернативные примеры выполнения ленты показаны на Фиг.5 и Фиг.6. На Фиг.5 показан вид сверху ленты 76, основная подложка 12 которой имеет множество дискретных участков 78, на которые нанесен материал на основе полимерной смолы с заданным расположением, показанным на фиг.5, причем его внешняя поверхность обеспечивает на поверхности ленты 76 множество пересекающихся борозд 80.
На Фиг.6 показан вид сверху ленты 90, на поверхность которой нанесена полунепрерывная сетка материала на основе полимерной смолы. По существу, полунепрерывная сетка простирается по всей поверхности ленты 90, по существу линейным образом. Каждая часть 92 полунепрерывной сетки простирается по существу в виде прямой линии, параллельной другим линиям, составляющим сетку. Каждая часть 92 представляет собой материал на основе полимерной смолы и является частью площади, которая вместе с примыкающими к ней частями 92 определяет находящиеся между ними борозды 94.
В альтернативном варианте осуществления настоящего изобретения устройство 14 для осаждения полимера, устройство 24 формирования изображений/восстановления и возможное устройство 36 фиксации могут быть настроены для изготовления ленты из основной подложки 12 при помощи спиральной методики, в отличие от рассмотренной выше методики формирования в направлении, поперечном направлению обработки. При применении спиральной методики устройство 14 для осаждения полимера, устройство 24 формирования изображений/восстановления и возможное устройство 36 фиксации начинают работу от одного и того же края основной подложки 12, например, от левого края Фиг.1, и их постепенно перемещают вдоль основной подложки 12 по мере того, как основную подложку 12 перемещают в направлении, указанном на Фиг.1. Скорости перемещения устройств 14, 24, 36 и основной подложки 12 установлены таким образом, чтобы рисунок, который необходимо нанести на готовую ленту, был выполнен в виде спирали на основной подложке 12 непрерывным способом. В этом альтернативном варианте осуществления материал на основе полимерной смолы, осаждаемый в устройстве 14 для осаждения полимера и устройстве 24 формирования изображений/восстановления, может быть частично закреплен (отвержден) или зафиксирован при каждом проходе спирали с помощью фиксирующего прибора 42 и полностью закреплен (отвержден), когда всю основную подложку 12 обрабатывают в аппарате 10.
В альтернативном случае, если осаждение материала на основе полимерной смолы происходит при помощи пьезоструйного комплекта 16 в виде желаемого рисунка на полосе, расположенной по длине основной подложки 12, то устройство 24 формирования изображений/восстановления и устройство 36 фиксации также могут быть неподвижными и находиться на одной линии с пьезоструйным комплектом 16, в то время как основную подложку 12 перемещают под ними, так что рисунок, который нужно получить на готовой ленте, наносят в виде полосы, расположенной по длине основной подложки 12. После выполнения указанной полосы пьезоструйный комплект 16, устройство 24 формирования изображений/восстановления и устройство 36 фиксации перемещают вдоль поперечного направления на расстояние, равное обработанному, и повторяют процедуру, нанося рисунок на соседнюю с обработанной полосу. Повторяя указанную процедуру несколько раз, заданный рисунок наносят на всю поверхность основной подложки 12.
Кроме того, при обработке материала весь аппарат может находиться в фиксированном положении. Следует отметить, что материал может представлять собой не полную ширину ленты, а полосу материала, подобную описанной в патенте США №5360656, заявленном Rexfelt, содержание которого полностью включено в настоящее описание по ссылке, и уже затем эту полосу превращают в ленту полной ширины. После полной обработки полоса может быть размотана и намотана на ряд валков. Такие рулоны ленточного материала можно хранить, а затем использовать для изготовления бесконечной структуры полной ширины при помощи, например, процедур, описанных в вышеуказанном патенте.
Обычным специалистам в данной области техники должно быть понятно, что имеются и другие примеры реализации настоящего изобретения, не выходящие за пределы его описания и формулы изобретения. В частности, несмотря на то, что в вышеуказанном описании для нанесения материала на предварительно выбранные участки основной подложки были предложены пьезоструи, обычным специалистам в данной области техники должны быть известны и другие способы осаждения капель материала указанных желаемых размеров, или такие способы могут быть разработаны в будущем, и другие подобные способы могут быть использованы для осуществления способа, предлагаемого настоящим изобретением. Например, если для осуществления способа необходимо нанесение относительно крупного рисунка, состоящего из таких конечных элементов, как относительно большие круглые полусферы, то весь струйный комплект может включать даже одно сопло для осаждения смолы. Использование таких средств при осуществлении настоящего изобретения не выходит за пределы объема настоящего изобретения, представленного его формулой.
Изобретение относится к целлюлозно-бумажной промышленности, в частности к способу изготовления структуры пропитанной смолой бесконечной ленты, предназначенной для использования на прессе с длинным зазором в бумагоделательной промышленности и структуре ленты. Способ включает операции обеспечения основной подложки для ленты; осаждение материала на основе полимерной смолы на указанную подложку контролируемым способом, так чтобы контролировать размеры х, y, z указанного материала, осаждаемого в виде капель для нанесения заданного рисунка. Указанный рисунок должен создавать поверхностную характеристику структур ленты. Затем указанный материал на основе полимерной смолы, по меньшей мере, частично отверждают. Структура ленты изготовлена способом, представленным выше. Обеспечивается удаление максимально возможного количества воды из полотна. 2 н. и 32 з.п. ф-лы, 7 ил.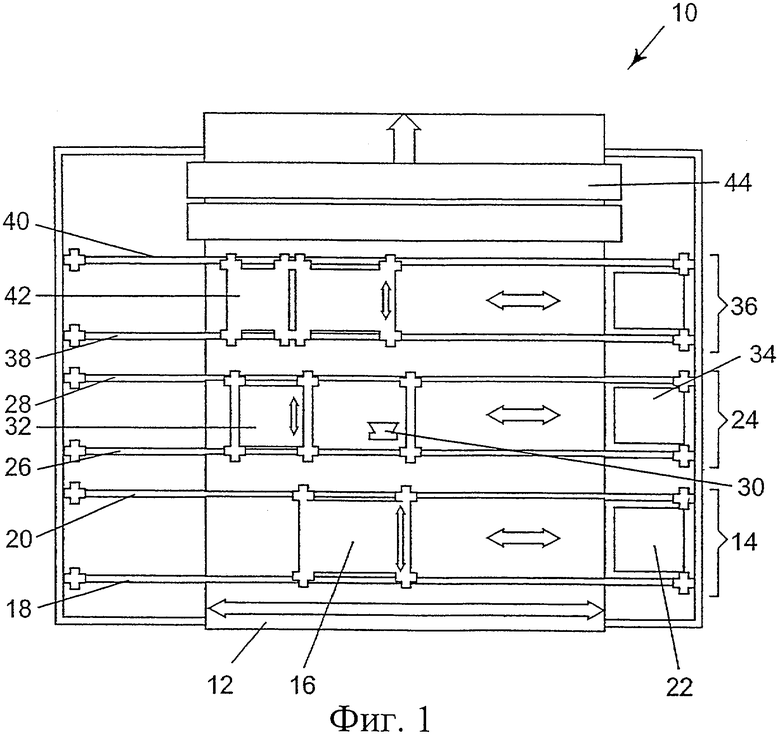
а) обеспечения основной подложки для ленты;
б) осаждения материала на основе полимерной смолы на указанную основную подложку контролируемым способом так, чтобы контролировать размеры х, y, z указанного материала, осаждаемого в виде капель для нанесения заданного рисунка, причем указанный заданный рисунок должен создавать поверхностную характеристику указанных структур ленты; и
в) по меньшей мере частичного отверждения указанного материала на основе полимерной смолы.
i) проверку действительно полученного рисунка, образованного указанным материалом на основе полимерной смолы, для выяснения его соответствия с заданным рисунком; и
ii) корректировку указанного действительно полученного рисунка, образованного указанным материалом на основе полимерной смолы, для исправления отклонений от указанного заданного рисунка.
1) горячие расплавы и влагоотверждаемые горячие расплавы;
2) двухкомпонентные реакционноспособные системы на основе уретанов и эпоксидов;
3) фотополимерные композиции, состоящие из реакционноспособных акрилированных мономеров и акрилированных олигомеров, приготовленных на основе уретанов, сложных полиэфиров, простых полиэфиров и силиконов; и
4) латексы и дисперсии на водной основе и рецептуры с наполнителями в виде частиц, включающие акриловые полимеры и полиуретаны.
| US 6358594 B1, 19.03.2002 | |||
| US 4111634 A, 05.09.1978 | |||
| US 5298124 A, 29.03.1994 | |||
| Отжимной фетр или отжимное сеточное полотно для удаления жидкости из волокнистого материала в прессовой секции бумагоделательной машины | 1987 |
|
SU1671164A3 |

