Область техники, к которой относится изобретение
Настоящее изобретение относится к способу регулируемого охлаждения горячей стальной плиты, полученной путем горячей прокатки, при обработке этой плиты сжатием парами сжимающих валков, включающих в себя верхние и нижние сжимающие валки, и, в частности, относится к устройству для охлаждения горячей стальной плиты, применяемому для получения стального материала с превосходными свойствами и постоянной геометрией.
Уровень техники
Для улучшения механических свойств, обрабатываемости и свариваемости стальных материалов обычной практикой является, например, быстрое охлаждение стального материала, имеющего высокую температуру непосредственно после горячей прокатки при обработке его на линии прокатки, и придание стальному материалу заданной динамики охлаждения. Однако неравномерное охлаждение, происходящее при охлаждении стального материала, становится причиной дефектов формы или напряженного состояния в стальном материале. Возникает необходимость быстрого улучшения технологического процесса для обеспечения соответствия все более ужесточающимся требованиям лучшего качества стальных материалов.
Для решения этих проблем имеется способ использования множества пар верхних и нижних сжимающих валков для сжатия стального материала и предотвращения тепловой деформации. Однако даже при этом способе, несмотря на то что получается материал с хорошей геометрией, иногда остаточные напряжения в стальном материале проявляются в виде деформации при обработке материала у заказчика. Следовательно, это не является фундаментальным решением проблемы. Таким образом, наилучшим средством решения проблемы является равномерное охлаждение стального материала.
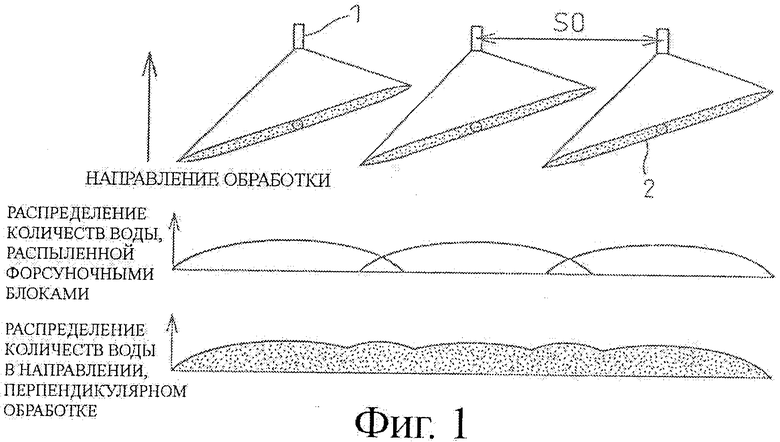
В качестве способа охлаждения для достижения равномерности охлаждения в способе охлаждения с обычными распылительными форсунками для распыления охлаждающего вещества, то есть воды, на стальной материал разработано оборудование для распыления одинаковых количеств воды в направлении ширины стального материала. На фиг.1 показано размещение форсунок устройства для охлаждения стального материала, использующего обычные тарельчатые плоские распылители для распределения воды. Распылительные форсунки 1 расположены в линию при соответствующем шаге S0 форсунок в направлении, перпендикулярном обработке, чтобы распределение воды во всей области в направлении, перпендикулярном обработке, стало равномерным. В направлении обработки стального материала примыкающие области 2 распыления расположены таким образом, что не пересекаются друг с другом.
Однако в охлаждающем устройстве при этом расположении форсунок охлаждающая способность становится выше в центре областей распыления форсунок (областей 2 распыления) по сравнению с перифериями, таким образом, не может быть достигнуто равномерное распределение охлаждающей способности в стальном материале в направлении, перпендикулярном обработке, и иногда происходит неравномерное охлаждение.
В качестве способа использования распылительных форсунок для равномерного охлаждения в публикации японского патента (А) №6-238320 раскрывается способ уменьшения изменения динамического давления охлаждающей воды в отдельной области распыления в пределах ±20%. Кроме того, в публикации японского патента (А) №8-238518 предложен способ размещения распылительных форсунок для формирования областей интерференции распыления. Кроме того, в публикации японского патента (А) №2004-306064 сделан вывод, что равномерное охлаждение может быть достигнуто, когда все точки в направлении ширины охлаждаемой поверхности проходят через области воздействия распыления охладителя, по меньшей мере, дважды.
Раскрытие изобретения
В публикации японского патента (А) №6-238320 не предложен способ, обеспечивающий охлаждающую способность, равномерную для всех областей охлаждения распылением, обеспечиваемых во множестве линий в направлении обработки и направлении, перпендикулярном обработке. Кроме того, в публикации (А) №8-238518 японского патента вне областей интерференции распыления форсунками охлаждающая способность становится выше в центрах областей распыления форсунками, так что даже если использовать способ охлаждения по публикации (А) №8-238518 японского патента, то не получается равномерное распределение охлаждающей способности. В способе по публикации (А) №2004-306064 японского патента при размещении распылительных форсунок, имеющих распределения охлаждающих способностей в областях влияния охлаждающего вещества, в линию в направлении обработки несмотря на прохождение, по меньшей мере, дважды областей влияния распыления охлаждающего вещества возникает различие в охлаждающей способности между центрами упомянутых областей влияния и концевыми участками областей влияния, и поэтому не может быть получено равномерное распределение охлаждающей способности.
Настоящее изобретение было сделано для решения вышеуказанных проблем, и его задача заключается в том, чтобы предложить способ размещения и установки распылительных форсунок устройства для охлаждения распылением, гарантирующий равномерное охлаждение в направлении, перпендикулярном обработке, и предложить способ размещения и установки распылительных форсунок устройства для охлаждения распылением с использованием двух или более типов форсунок, различающихся количествами воды и областями распыления, для получения широкого диапазона коррекции количеств воды.
В нижеследующих пунктах (1)-(3) изложен истинный смысл способа размещения согласно настоящему изобретению, предназначенного для достижения равномерного охлаждения горячей стальной плиты.
(1) Способ размещения и установки распылительных форсунок обрабатывающего и охлаждающего устройства, снабженного множеством пар сжимающих валков для сжатия и обработки горячей стальной плиты и снабженного множеством линий распылительных форсунок, обеспечивающий регулирование количеств распыляемой охлаждающей воды между парами сжимающих валков в направлении обработки и/или в направлении, перпендикулярном обработке, причем упомянутый способ размещения и установки распылительных сопел отличается тем, что размещают распылительные форсунки таким образом, что величина возведенного в степень n динамического давления охлаждающей воды на охлаждаемой поверхности, усредненная в направлении обработки между парами сжимающих валков, оказывается находящейся в пределах -20% от наибольшего значения в направлении, перпендикулярном обработке,
где 0,05≤n≤0,2.
(2) Способ размещения и установки распылительных форсунок по п.(1), отличающийся тем, что используют множество типов форсунок, различающихся количествами воды или областями распыления охлаждающей воды для каждой линии форсунок между парами сжимающих валков.
(3) Способ размещения и установки распылительных форсунок по п.(1) или (2), отличающийся тем, что распылительные форсунки имеют конструкции, гарантирующие распыление смеси воды и воздуха.
Краткое описание чертежей
Фиг.1 - вид обычного размещения форсунок, результатом которого является постоянное количество воды в направлении, перпендикулярном обработке.
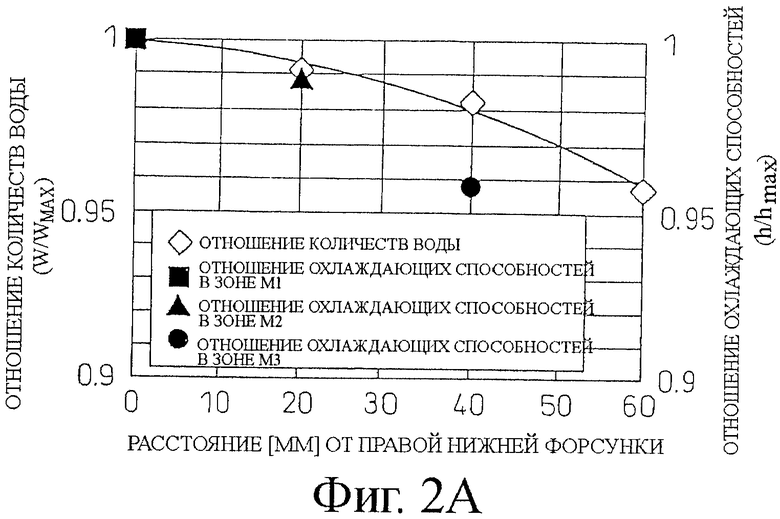
Фиг.2А - график, показывающий зависимость между количеством воды и охлаждающей способностью в одной и той же форсунке.
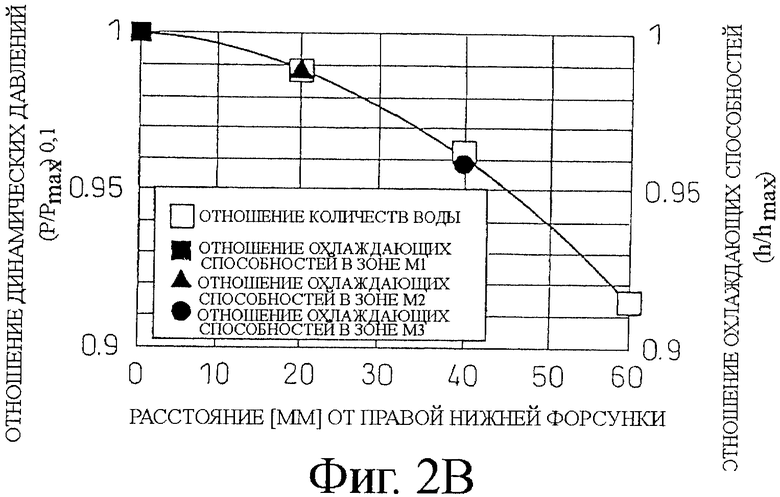
Фиг.2B - график, показывающий зависимость между динамическим давлением охлаждающей воды и охлаждающей способностью в одной и той же форсунке.
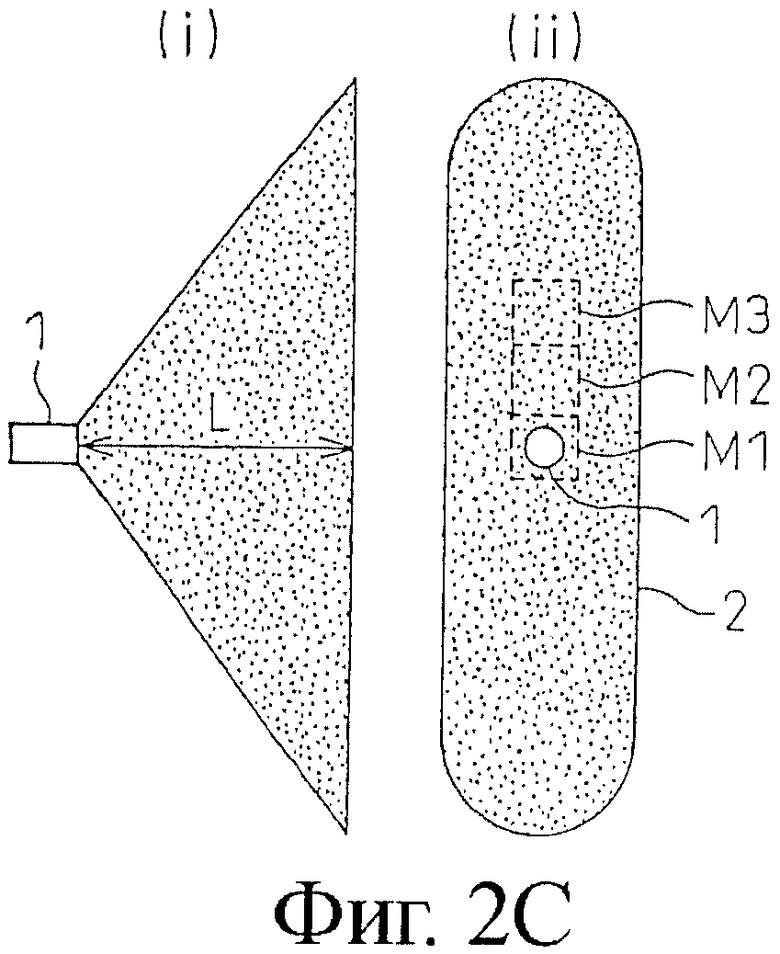
На фиг.2С представлены (i) вид сбоку и (ii) и вид спереди, показывающие взаимосвязь положений между распылительной форсункой 1 и зонами M1, M2 и М3 в области 2 распыления.
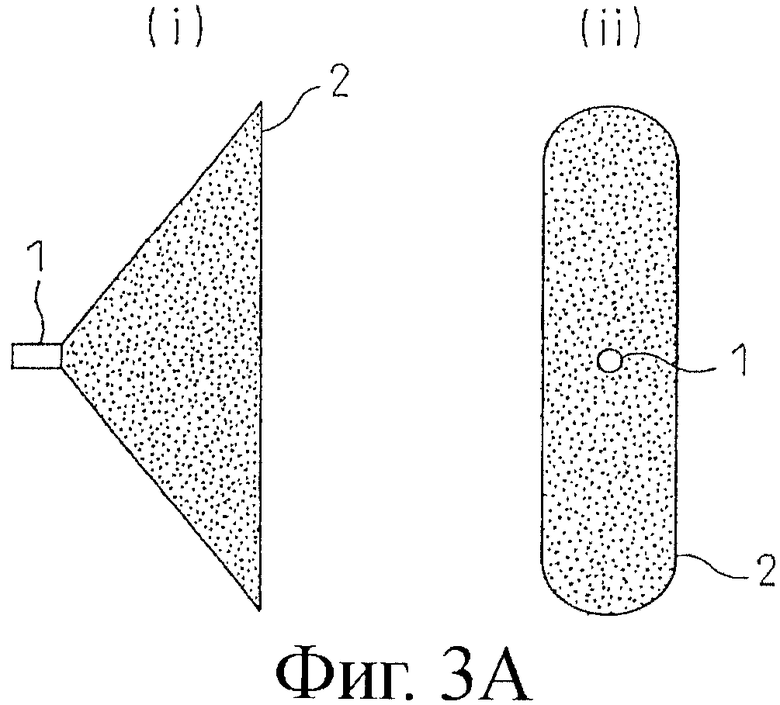
На фиг.3А представлены пояснительные изображения области распыления продолговатой форсунки, где (i) вид сбоку, а (ii) - вид спереди.
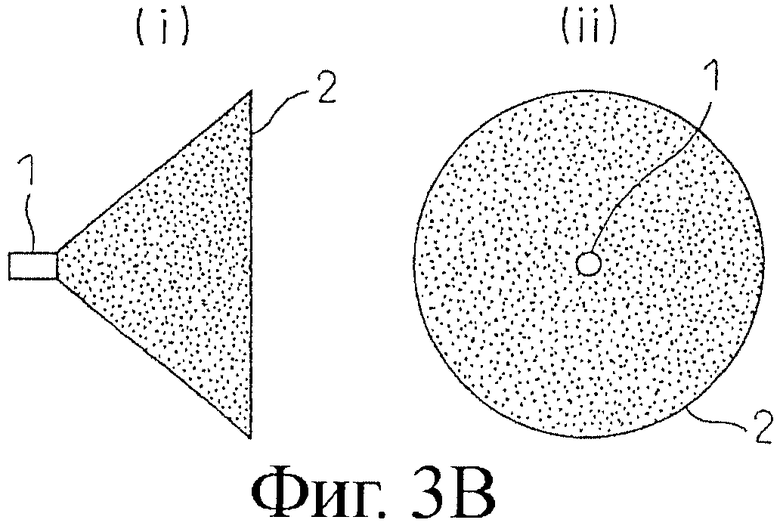
На фиг.3B представлены пояснительные изображения конической форсунки, где (i) вид сбоку, а (ii) - вид спереди.
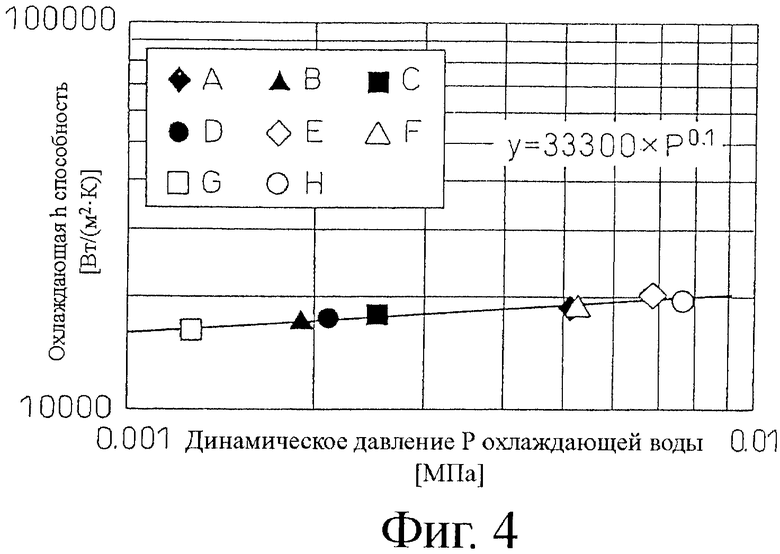
Фиг.4 - график, показывающий зависимость между динамическим давлением охлаждающей воды и охлаждающей способностью для восьми типов форсунок, показанных на фиг.3А и фиг.3B, различающихся количествами воды, давлениями в коллекторе и областями распыления.
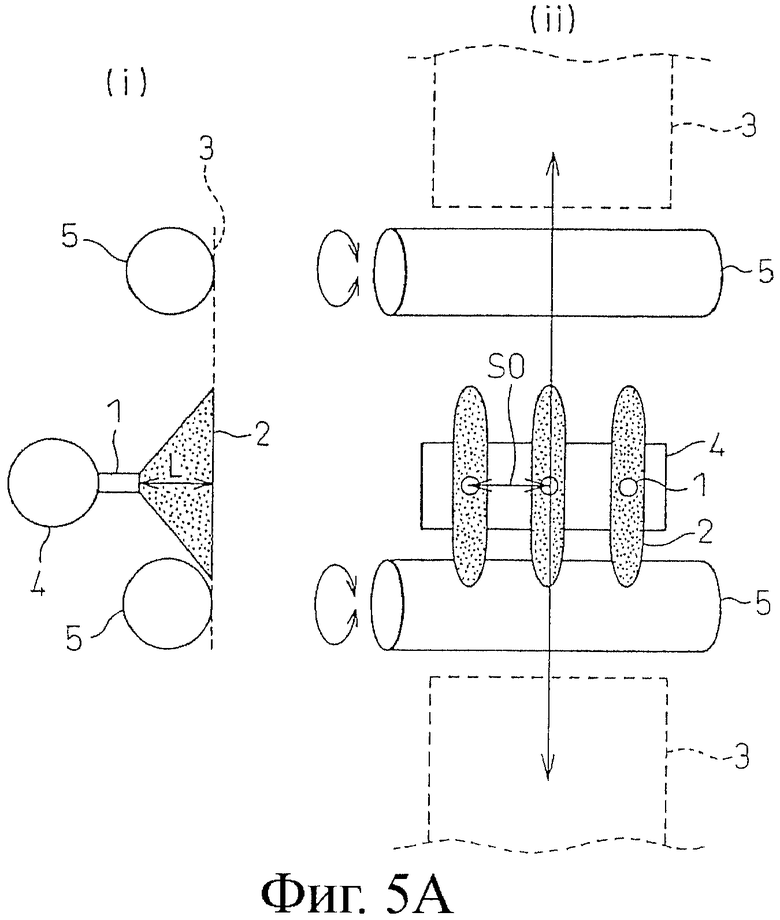
На фиг.5А представлены (i) вид сбоку и (ii) и вид спереди для объяснения схемы устройства для испытания на охлаждение при размещении одной линии форсунок в направлении, перпендикулярном обработке.
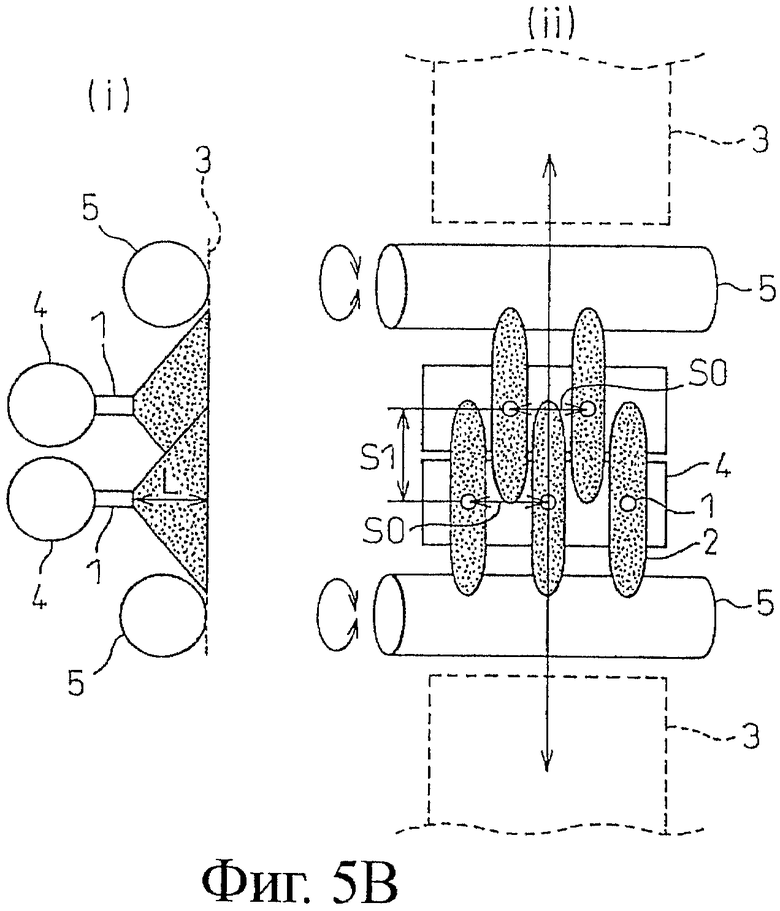
На фиг.5B представлены (i) вид сбоку и (ii) и вид спереди для объяснения устройства для испытания на охлаждение при размещении форсунок зигзагообразно в две линии в направлении, перпендикулярном обработке.
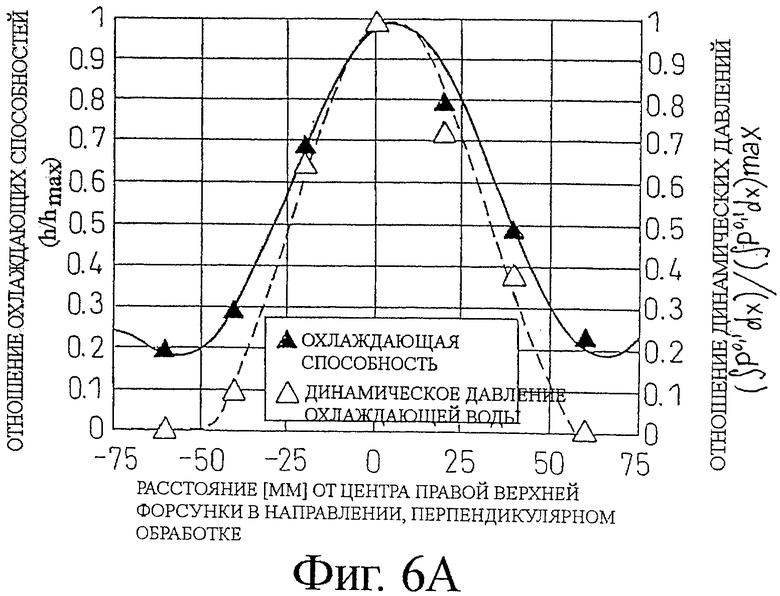
Фиг.6А - график, показывающий распределение охлаждающей способности и распределение значений, нормализованных делением величин возведенного в степень 0,1 динамического давления охлаждающей воды, усредненного в направлении обработки, на максимальное значение усредненных величин в направлении, перпендикулярном обработке, при размещении форсунок, показанном на фиг.5А.
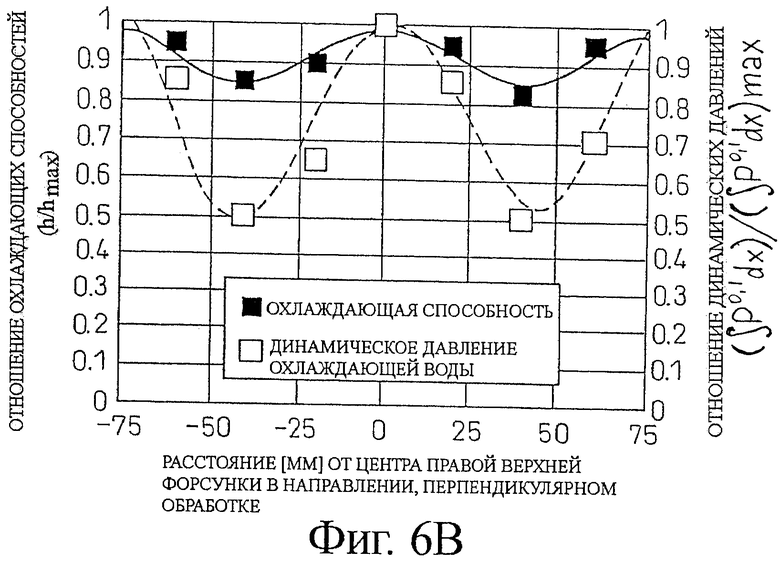
Фиг.6B - график, показывающий распределение охлаждающей способности и распределение значений, нормализованных делением величин возведенного в степень 0,1 динамического давления охлаждающей воды, усредненного в направлении обработки, на максимальное значение усредненных величин в направлении, перпендикулярном обработке, при размещении форсунок, показанном на фиг.5B.
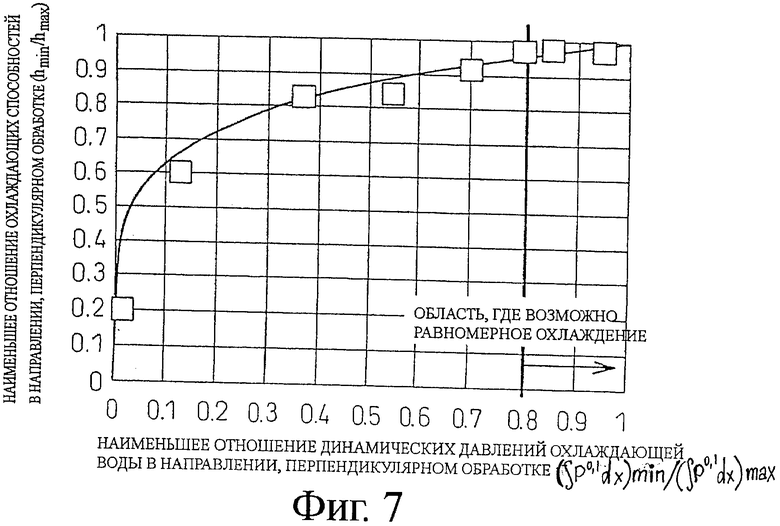
Фиг.7 - график, показывающий зависимость между отношением нижнего и верхнего значений в направлении, перпендикулярном обработке, возведенных в степень 0,1 величин динамических давлений охлаждающей воды на охлаждаемой поверхности, усредненных в направлении обработки, и отношением наименьшего значения и наибольшего значения охлаждающей способности в направлении, перпендикулярном обработке.
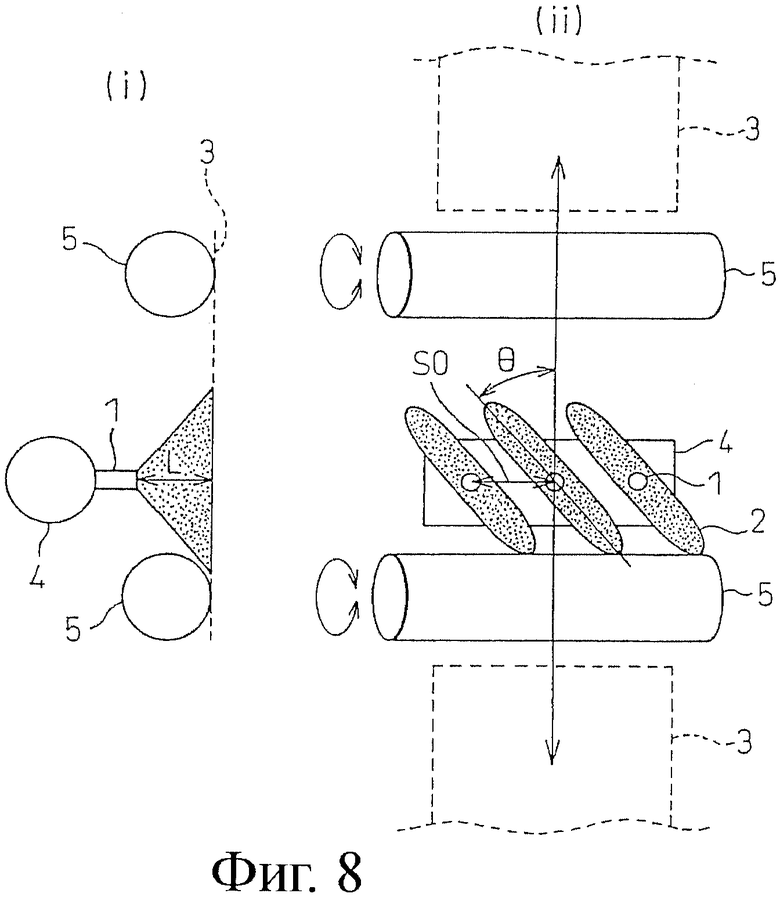
На фиг.8 представлены (i) вид сбоку и (ii) и вид спереди для объяснения устройства для испытания на охлаждение при размещении форсунок, повернутых под углом, на одной линии.
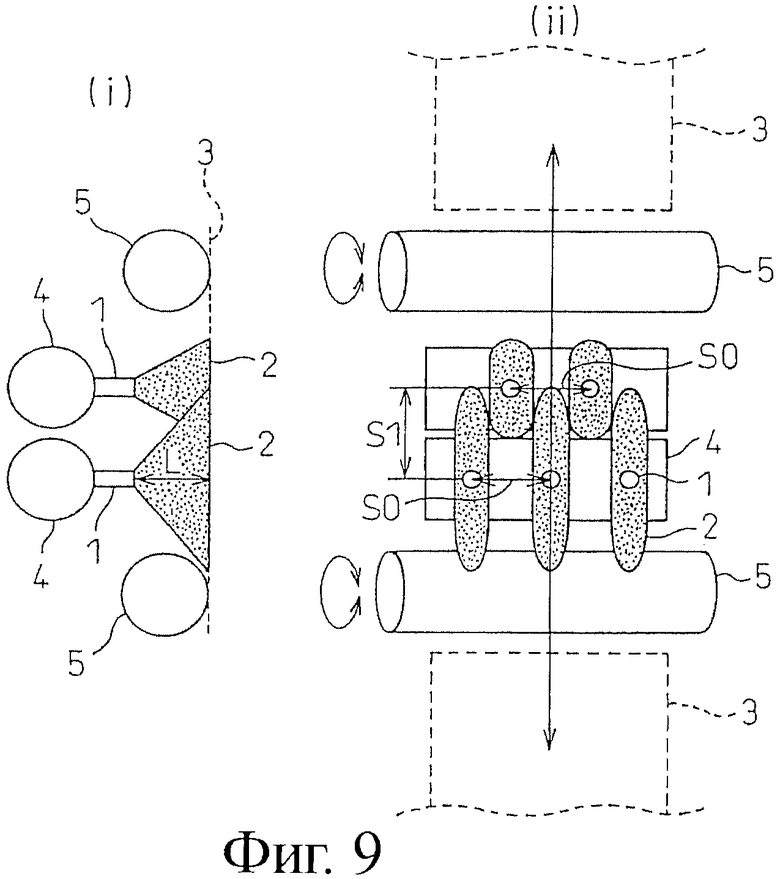
На фиг.9 представлены (i) вид сбоку и (ii) и вид спереди для объяснения устройства для испытания на охлаждение при размещении распылительных форсунок различных типов в две линии и технических характеристик.
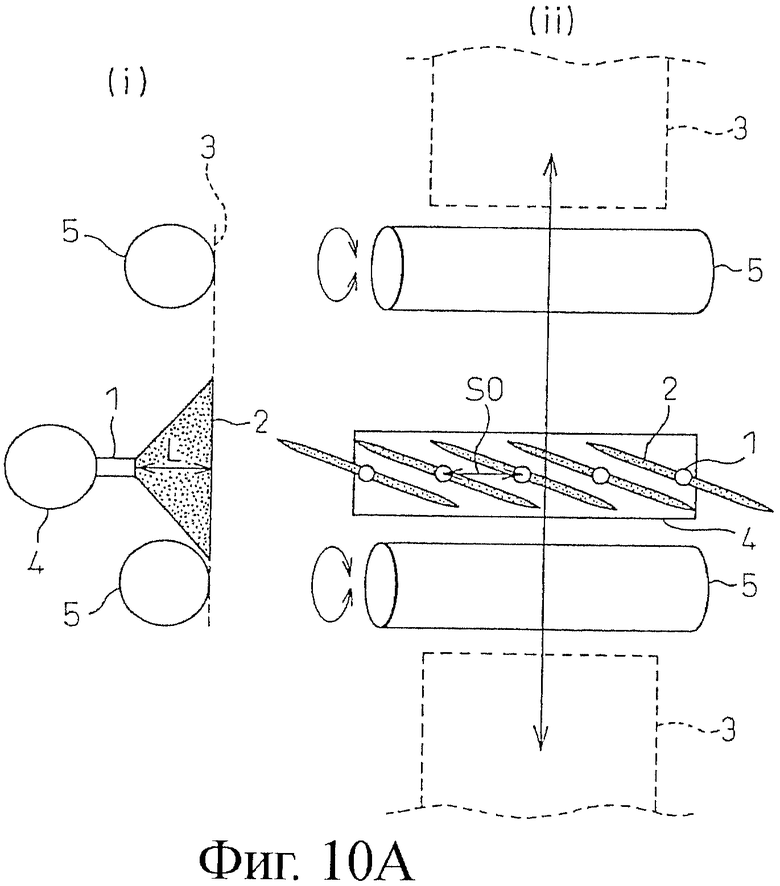
На фиг.10А представлены (i) вид сбоку и (ii) и вид спереди для объяснения устройства для испытания на охлаждение, использованного для изучения настоящего изобретения, т.е. устройства для испытания на охлаждение, в котором применяется обычный способ установки распылительных форсунок.
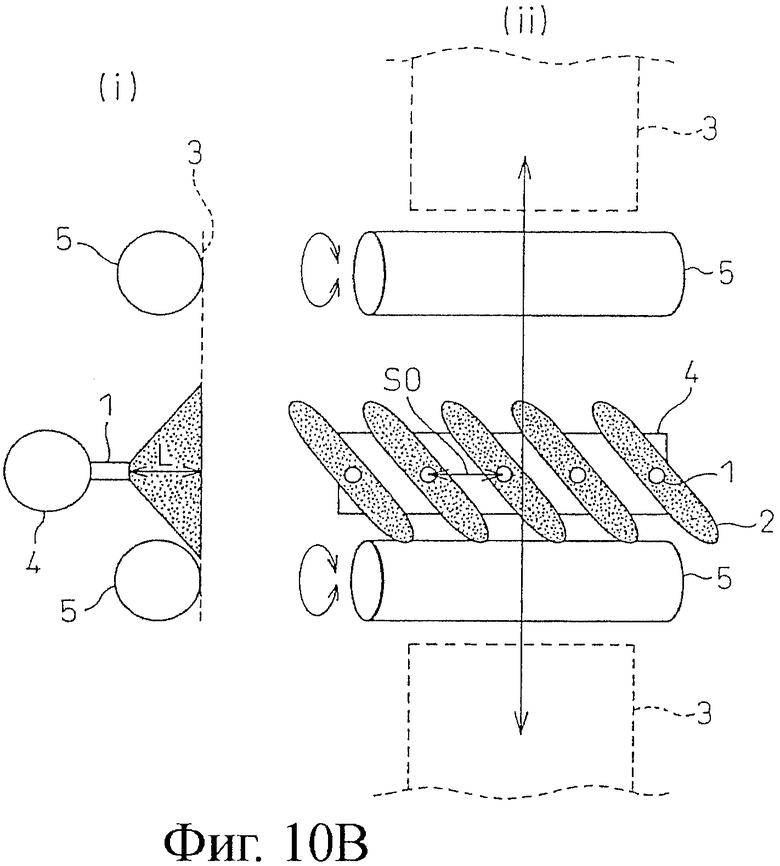
На фиг.10B представлены (i) вид сбоку и (ii) и вид спереди для объяснения устройства для испытания на охлаждение, использованного для изучения настоящего изобретения, т.е. устройства для испытания на охлаждение, в котором применяется способ установки распылительных форсунок согласно настоящему изобретению.
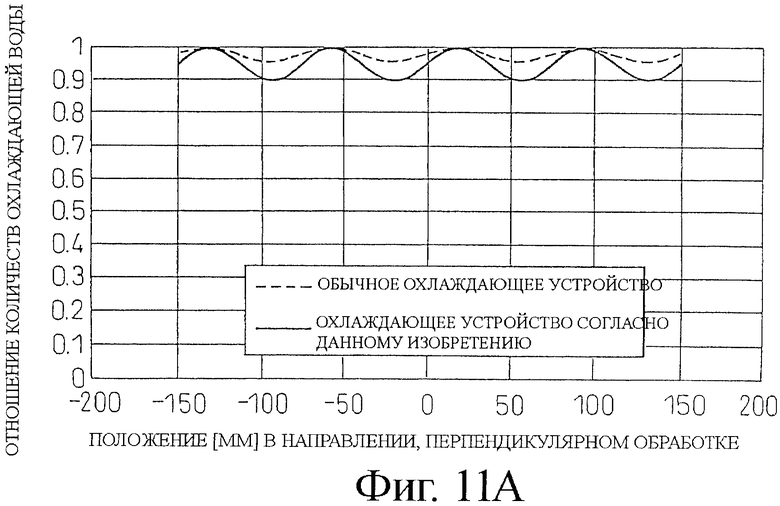
Фиг.11а - график, где сравнивается распределение количеств воды в направлении, перпендикулярном стальной плите, для охлаждающего устройства согласно настоящему изобретению и обычного охлаждающего устройства.
Фиг.11B - график, где сравнивается распределение динамического давления охлаждающей воды в направлении, перпендикулярном стальной плите, для охлаждающего устройства согласно настоящему изобретению и обычного охлаждающего устройства.
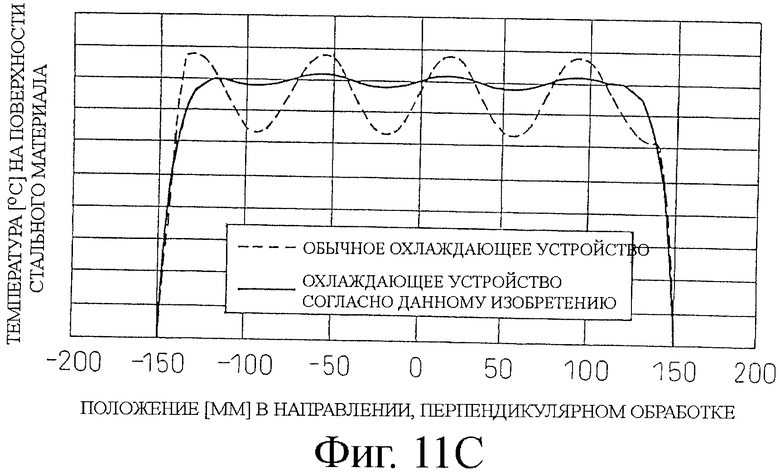
Фиг.11С - график, где сравнивается распределение температуры поверхности стального материала в направлении, перпендикулярном стальной плите, для охлаждающего устройства согласно настоящему изобретению и обычного охлаждающего устройства.
Осуществление изобретения
Авторы изобретения провели исследование и нашли факторы, вносящие вклад в охлаждение при охлаждении распылением. Экспериментальные результаты настоящей научно-исследовательской и опытно-конструкторской работы будут объяснены со ссылками на чертежи.
В случае охлаждения стационарного элемента, который должен быть охлажден отдельной форсункой, как показано на фиг.2С, средние значения количеств воды и охлаждающих способностей были измерены в зонах M1, M2 и М3 размером 20 мм × 20 мм зоны размером 300 мм × 40 мм (области 2 распыления) распыления охлаждающей воды продолговатой форсункой (распылительная форсунка 1) с расходом 100 л/мин и давлением в коллекторе, составляющим 0,3 МПа, размещенной в положении, где расстояние L от переднего конца форсунки до охлаждаемой поверхности достигает 150 мм, и эти значения поделены на наибольшее значение из измеренных величин (количества воды и охлаждающей способности в зоне M1), чтобы сделать эти значения безразмерными (нормализовать их). Зона M1 является зоной размером 20 мм × 20 мм, расположенной на истинной передней поверхности распылительной форсунки 1, зона M2 является зоной размером 20 мм × 20 мм, примыкающей к зоне M1, а зона М3 является зоной размером 20 мм × 20 мм, примыкающей к зоне M2. Эти зоны M1, M2 и М3 расположены последовательно вдоль продольного направления области 2 распыления. Следует отметить, что для определения охлаждающей способности проводили испытание на охлаждение, в процессе которого в качестве охлаждаемого элемента использовали катаный стальной материал для конструкций общего назначения (SS400) в виде плиты толщиной 20 мм, нагретой до 900°С. Коэффициент теплопередачи, измеренный при достижении температуры 300°С на поверхности стального материала, был использован для оценки охлаждающей способности.
Относительно распределения охлаждающей способности в области 2 распыления, при сравнении охлаждающей способности в зонах M1, M2 и М3, как показано на фиг.2А, установлено, что различие в охлаждающей способности происходит даже в положениях распыления одной и той же форсункой, где количество воды по существу одинаково. То есть в случае охлаждения распылением фактором, вносящим вклад в охлаждение, является не только количество воды. Можно полагать, что происходит сложное воздействие различных факторов, таких как скорость капель жидкости, размер капель жидкости, угол соударения капель жидкости с охлаждаемым элементом.
Авторы изобретения обнаружили, что фактором охлаждения, способным всесторонне выражать эти разнообразные факторы охлаждения, включая количество воды, является динамическое давление охлаждающей воды.
Авторы изобретения измерили динамическое давление охлаждающей воды, усредненное по площади 20 мм × 20 мм зон M1, M2 и М3, используя ту же форсунку и то же размещение, как те, которые использовались выше для фиг.2А. Это показано вместе с распределением охлаждающей способности на фиг.2B. Следует отметить, что в качестве отношения динамических давлений использовалась измеренная величина динамического давления охлаждающей воды (средняя величина), деленная на наибольшее значение из измеренных величин для представления ее безразмерной (ее нормализации) и далее возведенная в степень 0,1. Таким образом, возведенное в степень 0,1 динамическое давление охлаждающей воды и охлаждающая способность очень хорошо согласуются.
Кроме того, авторы изобретения исследовали зависимость между динамическим давлением охлаждающей воды непосредственно под форсункой и охлаждающей способностью, используя восемь типов форсунок, отличающихся количествами воды, давлениями в коллекторе и областями распыления, как показано в таблице.
Следует отметить, что распылительная форсунка 1, показанная на фиг.3А, является продолговатой форсункой, где область 2 распыления вытянута в одном направлении, в то время как распылительная форсунка 1, показанная на фиг.3B, является конической форсункой, у которой область 2 распыления становится круговой. В результате, как показано на фиг.4, независимо от типов, технических характеристик и областей распыления форсунок становится возможным представление результатов одной и той же зависимостью. Вводя динамическое давление Р охлаждающей воды, [МПа], в следующее уравнение (1), можно найти коэффициент h теплопередачи, [Вт/(м2·K)].
 .
.
В данном испытании результатом являлось то, что коэффициент теплопередачи был пропорционален возведенному в степень 0,1 динамическому давлению охлаждающей воды, но принимая во внимание ошибку измерения и т.д., коэффициент теплопередачи можно считать пропорциональным возведенному в степень n динамическому давлению охлаждающей воды, а величину n можно считать находящейся в диапазоне от 0,05 до 0,2.
Это показывает, что настоящее изобретение не зависит от типа или технических характеристик форсунок и является эффективным даже для охлаждающего устройства с использованием двух или более типов форсунок, различных по типу и техническим характеристикам.
Кроме того, авторы изобретения исследовали зависимость между равномерностью охлаждения в направлении, перпендикулярном обработке, и динамическим давлением охлаждающей воды в случае охлаждения движущегося охлаждаемого элемента с использованием множества форсунок.
На фиг.5А и 5B вкратце показано устройство для испытания на охлаждение. Как показано на фиг.5А, между передними и задними парами сжимающих валков 5, 5, транспортирующими стальную плиту в качестве охлаждаемого элемента 3, авторы изобретения разместили три продолговатые форсунки (распылительные форсунки 1) с областями распыления, имеющими продолговатую форму, обращенные кверху, расположенные с шагом S0 форсунок 150 мм в направлении, перпендикулярном обработке; установили охлаждаемый элемент 3 таким образом, что расстояние между передними концами форсунок и охлаждаемым элементом составляло 150 мм, и при испытании на охлаждение перемещали охлаждаемый элемент 3 со скоростью 1 м/сек. Кроме того, как показано на фиг.5B, они разместили пять продолговатых форсунок (распылительные форсунки 1), обращенных кверху, с шагом S0 форсунок, составлявшим 150 мм, и шагом S1 форсунок, составлявшим 200 мм в направлении обработки в зигзагообразной конфигурации; и провели аналогичное испытание на охлаждение. Относительно охлаждающей способности следует отметить, что таким же способом, как и в случае фиг.2, авторы изобретения провели испытание на охлаждение, используя в качестве охлаждаемого элемента 3 плиту толщиной 20 мм катаного стального материала для конструкций общего назначения (SS400), нагретую до 900°С. Коэффициент теплопередачи при температуре 300°С поверхности стального материала был использован для оценки охлаждающей способности. Отметим, что подача охлаждающей воды в каждую распылительную форсунку осуществляется через коллектор 4.
Динамическое давление охлаждающей воды было измерено при расположении датчиков давления с интервалами 20 мм в направлении, перпендикулярном обработке, на поверхности ненагретого охлаждаемого элемента 3, который подвергали ударному воздействию охлаждающей воды при расположении форсунок, показанном на фиг.5А и 5B, при непрерывном измерении динамического давления охлаждающей воды с интервалами 0,01 сек во время перемещения охлаждаемого элемента 3 со скоростью 1 м/сек, получая при этом усредненное значение возведенных в степень 0,1 величин динамических давлений охлаждающей воды, измеренных между парами сжимающих валков 5, 5. Затем авторы делили это значение на максимальное значение усредненных величин возведенных в степень 0,1 величин динамического давления охлаждающей воды в направлении, перпендикулярном обработке, для представления его безразмерным (его нормализации) и находили распределение динамического давления охлаждающей воды в направлении, перпендикулярном обработке.
Распределение охлаждающей способности и динамического давления охлаждающей воды в направлении, перпендикулярном обработке, при размещении форсунок согласно фиг.5А показано на фиг.6А. Кроме того, распределение охлаждающей способности и динамического давления охлаждающей воды в направлении, перпендикулярном обработке, при размещении форсунок согласно фиг.5B показано на фиг.6B. На ординатах этих чертежей обозначено значение охлаждающей способности, деленное на величину максимальной охлаждающей способности для представления его безразмерным (его нормализации), и значение возведенного в степень 0,1 динамического давления охлаждающей воды, усредненного в направлении обработки, деленное на максимальную величину усредненных значений в направлении, перпендикулярном обработке, для представления его безразмерным (его нормализации). Из фиг.6А следует, что в области вблизи 0 мм непосредственно над форсункой динамическое давление охлаждающей воды и охлаждающая способность становятся наибольшими, тогда как в областях ±50-75 мм между форсунками динамическое давление охлаждающей воды и охлаждающая способность становятся наименьшими. Они, хотя и различаются в некоторой степени, проявляют аналогичные тенденции также на фиг.6B, поэтому было установлено, что распределение охлаждающей способности в направлении, перпендикулярном обработке, и распределение величины возведенного в степень 0,1 динамического давления охлаждающей воды, усредненного в направлении обработки, хорошо согласуются.
Авторы изобретения изменили шаг S0 форсунок в направлении, перпендикулярном обработке, используя данную конфигурацию, и исследовали зависимость между распределением охлаждающей способности в направлении, перпендикулярном стальной плите, и распределением в направлении, перпендикулярном обработке, величины возведенного в степень 0,1 динамического давления охлаждающей воды, усредненного в направлении обработки. Авторы нашли распределение динамического давления охлаждающей воды, необходимое для осуществления равномерного охлаждения в направлении, перпендикулярном обработке. В результате авторы изобретения выявили, что, как показано на фиг.7, при размещении распылительных форсунок таким образом, что наименьшее значение величины возведенного в степень 0,1 динамического давления охлаждающей воды, усредненного в направлении обработки, находится в пределах -20% от наибольшего значения в направлении, перпендикулярном обработке, наименьшую охлаждающую способность можно поддерживать в пределах, по меньшей мере, 10% от наибольшей охлаждающей способности в направлении, перпендикулярном обработке, вследствие чего становится возможным равномерное охлаждение.
Изучение данных согласно фиг.7 было проведено при изменении показателя 0,1 степени на показатель 0,05 степени и показатель 0,2 степени, но если поддерживать усредненное значение динамического давления охлаждающей воды в пределах 20% от наибольшего значения в направлении, перпендикулярном обработке, то становится возможным равномерное охлаждение в направлении, перпендикулярном обработке, по существу, таким же образом, как и при показателе 0,1 степени. Исходя из этого можно сказать, что распределение усредненного значения динамического давления охлаждающей воды на охлаждаемой поверхности в направлении, перпендикулярном обработке, при показателях степени от 0,05 до 0,2 становится указателем равномерности охлаждения в направлении, перпендикулярном стальной пластине.
Кроме того, что касается области, в которой усреднение возможно в направлении обработки, то авторы изобретения изменили шаг S1 форсунки в направлении обработки и исследовали результаты, после чего они обнаружили, что когда скорость обработки составляет от 0.25 м/сек до 2 м/сек и когда расстояние между сжимающими валками 5, 5 составляет 2 м или менее, желательно сделать областью усреднения все расстояние между парами сжимающих валков.
Отметим, что, как показано на фиг.8, даже если не изменять шаг S0 форсунок в направлении, перпендикулярном обработке, но изменять угол 9 поворота форсунок, как показано на фиг.9, даже с использованием двух или более типов форсунок, различающихся количествами воды в сочетании с областями распыления, равномерное охлаждение в направлении, перпендикулярном обработке, может быть достигнуто при размещении распылительных форсунок таким образом, что величина возведенного в степень 0,1 динамического давления охлаждающей воды на охлаждаемой поверхности, усредненная в направлении обработки, оказывается в пределах -20% от наибольшего значения в направлении, перпендикулярном обработке.
Кроме того, когда отсутствуют области интерференции охлаждающей воды, имеется возможность провести измерения или создать стандартные формулы динамического давления охлаждающей воды для отдельных типов и технических характеристик размещенных форсунок, найти распределение динамического давления охлаждающей воды для случая виртуального расположения множества этих форсунок и задать размещение таким образом, что величина динамического давления охлаждающей воды, усредненная в направлении обработки, окажется в пределах -20% от наибольшего значения в направлении, перпендикулярном обработке, с тем чтобы достичь равномерного охлаждения в направлении, перпендикулярном направлению обработки.
Кроме того, даже когда распыляемая вода и воздух смешиваются, при размещении форсунок таким образом, что величина возведенного в степень 0,1 динамического давления на охлаждаемой поверхности, усредненная в направлении обработки, находится в пределах -20% от наибольшего значения в направлении, перпендикулярном обработке, наименьшая охлаждающая способность поддерживается в пределах около 10% от наибольшего значения охлаждающей способности и может быть достигнуто равномерное охлаждение в направлении, перпендикулярном обработке.
Примеры
На фиг.10А и 10B показано размещение распылительных форсунок в устройстве для испытания на охлаждение, использованном для изучения настоящего изобретения. На фиг.10А показано устройство с размещением плоских форсунок (распылительные форсунки 1) в соответствии с обычным способом размещения и установки распылительных форсунок таким образом, что количество охлаждающей воды становится одинаковым в направлении, перпендикулярном обработке, тогда как на фиг.10B показано охлаждающее устройство с расположением продолговатых форсунок (распылительные форсунки 1) в соответствии со способом размещения и установки распылительных форсунок согласно настоящему изобретению таким образом, что величина возведенного в степень n динамического давления охлаждающей воды, усредненного в направлении обработки, находится в пределах -20% от наибольшего значения в направлении, перпендикулярном обработке. В данном примере n=0,1. Эти охлаждающие устройства были использованы при испытании на охлаждение и сравнивались друг с другом. В этих устройствах использованы одинаковые размещения форсунок (S0=75 мм, L=150 мм) и количество воды для охлаждения катаных стальных материалов для конструкций общего назначения (SS400) толщиной 20 мм, шириной 300 мм и длиной 200 мм от температуры приблизительно 900°С до температуры приблизительно 400°С в течение приблизительно 20 сек. Отношения количеств воды, отношения возведенных в степень 0,1 динамических давлений охлаждающей воды и сравнение распределения температур на поверхности после охлаждения показаны на фиг.11А, фиг.11B и фиг.11С. Отметим, что распределение температуры на поверхности после охлаждения измерено с использованием радиационного пирометра.
Как ясно из фиг.11А, фиг.11B и фиг.11С, в обычном способе размещения распылительных форсунок по сравнению со способом размещения распылительных форсунок по данному изобретению распределение количества охлаждающей воды в направлении, перпендикулярном обработке, является равномерным, но возникает неравномерность температур с тем же шагом, что и шаг распылительных форсунок. Однако способ размещения распылительных форсунок согласно данному изобретению, при котором величина возведенного в степень 0,1 динамического давления охлаждающей воды, усредненная в направлении обработки, находится в пределах -20% от наибольшего значения в направлении, перпендикулярном обработке, приводит к более равномерному распределению температуры на поверхности, чем при обычном размещении распылительных форсунок. Поэтому в охлаждающем устройстве, где размещение установлено в соответствии со способом установки распылительных форсунок настоящего изобретения, возможно получение равномерного охлаждения в направлении, перпендикулярном обработке.
Промышленное применение
Согласно настоящему изобретению при наличии охлаждающего устройства, использующего распылительные форсунки, применение типов форсунок и размещений форсунок, определяющих в качестве фактора охлаждения никогда ранее не рассматриваемое динамическое давление охлаждающей воды, появляется возможность изготовить охлаждающее устройство, обладающее высокой равномерностью охлаждения в направлении, перпендикулярном обработке.
То есть появляется возможность распределить охлаждающую способность по категориям, используя в качестве фактора охлаждения динамическое давление охлаждающей воды, поэтому при экспериментально устанавливаемом размещении форсунок, даже если для проведения испытания на охлаждение в действительности не используется горячая плита, можно найти размещение форсунок, обеспечивающее высокую равномерность охлаждения в направлении, перпендикулярном обработке, путем экспериментального получения распределения в направлении, перпендикулярном обработке, величины возведенного в степень n динамического давления, усредненного в направлении обработки. Кроме того, если для используемых форсунок известно распределение давления, воздействующего на поверхность, имеется возможность найти размещение форсунок, обеспечивающее высокую равномерность охлаждения в направлении, перпендикулярном обработке, путем расчета распределения в направлении, перпендикулярном обработке, величины возведенного в степень n динамического давления, усредненного в направлении обработки.
Кроме того, в соответствии со способом размещения и установки распылительных форсунок согласно данному изобретению, даже если используются два или более типа форсунок, различающихся количеством воды и областями распыления, аналогичная равномерность охлаждения достигается в направлении, перпендикулярном обработке, и поэтому появляется возможность осуществить устройство для охлаждения распылением, имеющее равномерную охлаждающую способность в направлении, перпендикулярном обработке, и имеющее широкий диапазон коррекции количества воды.
Кроме того, данное изобретение дает возможность установить размещение распылительных форсунок, которое может обеспечить равномерность охлаждения таким же путем даже для распылительных форсунок, имеющих конструкцию, позволяющую распылять смесь воды и воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЛИСТА ТОЛСТОЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2383402C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕГО СТАЛЬНОГО ЛИСТА | 2007 |
|
RU2410177C2 |
| ОХЛАЖДЕНИЕ ВАЛКА ПРОКАТНОЙ КЛЕТИ | 2017 |
|
RU2726525C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2010 |
|
RU2483817C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПОВЕРХНОСТЕЙ В РАЗЛИВОЧНЫХ АГРЕГАТАХ, ПРОКАТНЫХ АГРЕГАТАХ ИЛИ ДРУГИХ ЛИНИЯХ ОБРАБОТКИ ПОЛОСЫ | 2013 |
|
RU2612467C2 |
| УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ОХЛАЖДЕНИЯ ВОЗДУХА В АППАРАТАХ ВОЗДУШНОГО ОХЛАЖДЕНИЯ | 2015 |
|
RU2614623C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С КОНТРОЛИРУЕМЫМ ОРОСИТЕЛЬНЫМ ОХЛАЖДЕНИЕМ | 2002 |
|
RU2290448C2 |
| СПОСОБ ОХЛАЖДЕНИЯ СТАЛЬНОГО ТОЛСТОГО ЛИСТА | 2007 |
|
RU2397036C2 |
| ОХЛАЖДАЮЩАЯ БАЛКА И ПРОЦЕСС ОХЛАЖДЕНИЯ С ПЕРЕМЕННОЙ СКОРОСТЬЮ ОХЛАЖДЕНИЯ ДЛЯ СТАЛЬНЫХ ЛИСТОВ | 2018 |
|
RU2744406C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
Изобретение предназначено для повышения равномерности охлаждения горячей стальной плиты, полученной горячей прокаткой, в направлении, перпендикулярном обработке. Способ включает использование двух или более типов форсунок с регулированием количества распыляемой воды и областей распыления. Высокие свойства и постоянство геометрии плиты, увеличение диапазона коррекции количества воды обеспечиваются за счет того, что распылительные форсунки расположены таким образом, что величина возведенного в степень n динамического давления охлаждающей воды, распыляемой на охлаждаемую поверхность, усредненного в направлении обработки между сжимающими валками, находится в пределах -20% от наибольшего его значения в направлении, перпендикулярном обработке, где 0,05≤n≤0,2. 2 з.п. ф-лы, 19 ил., 1 табл.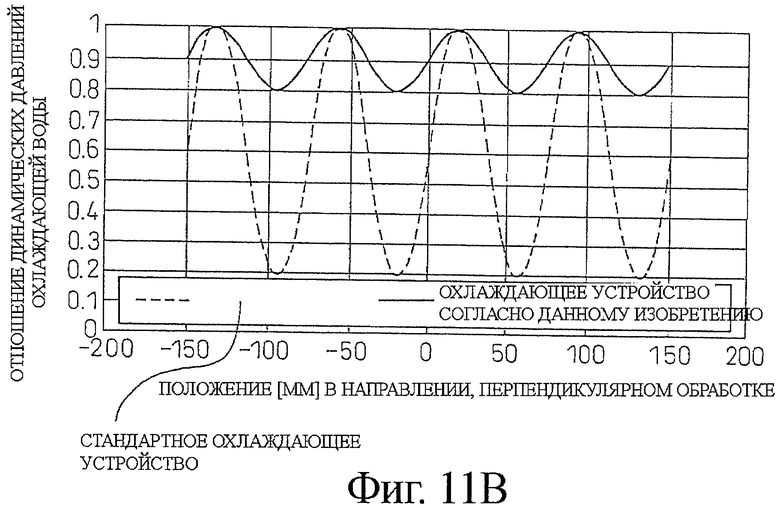
1. Способ размещения и установки распылительных форсунок обрабатывающего и охлаждающего устройства, снабженного множеством пар сжимающих валков для сжатия и обработки горячей стальной плиты и снабженного множеством линий распылительных форсунок, обеспечивающий регулирование количеств распыляемой охлаждающей воды между парами сжимающих валков в направлении обработки и/или в направлении, перпендикулярном обработке, отличающийся тем, что распылительные форсунки размещают таким образом, что величина возведенного в степень n динамического давления охлаждающей воды на охлаждаемой поверхности, усредненная в направлении обработки между парами сжимающих валков, находится в пределах -20% от наибольшего его значения в направлении, перпендикулярном обработке, где 0,05≤n≤0,2.
2. Способ по п.1, отличающийся тем, что используют распылительные форсунки множества типов, различающиеся количеством распыляемой воды или областями распыления охлаждающей воды для каждой линии форсунок между парами сжимающих валков.
3. Способ по любому из пп.1 или 2, отличающийся тем, что используют распылительные форсунки, выполненные с возможностью распыления смеси воды и воздуха.
| JP 2004306064 А, 04.11.2004 | |||
| СПОСОБ УПРАВЛЕНИЯ УСЛОВИЯМИ ОХЛАЖДЕНИЯ НАГРЕТОГО ТЕЛА | 1993 |
|
RU2067904C1 |
| JP 6238320 A, 30.08.1994. | |||

