Настоящее изобретение относится к охлаждающему устройству с переменной скоростью охлаждения в толстолистовых прокатных станах, полосовых станах горячей прокатки или линиях термической обработки для обработки металлических материалов. Кроме того, изобретение относится к процессу охлаждения посредством такого охлаждающего устройства.
Конечное качество прокатанных металлических листов в значительной степени определяется первыми этапами пластического деформирования и соответствующим охлаждением. Дефекты, возникшие уже на начальной стадии изготовления листа, на следующих линиях могут быть устранены лишь с большим трудом, или вовсе не могут быть устранены. Таким образом, указанные дефекты оказывают серьезное негативное влияние на качество конечного продукта.
Например, при толстолистовой прокатке стали путь, проходимый прокатом в отношении величин температуры и пластического деформирования, оказывает существенное влияние на механические свойства прокатываемого материала в конце процесса прокатки. Это означает, что механические свойства промежуточного проката или, соответственно, конечного продукта зависят от того, при каких температурах прокатываемый материал был прокатан при соответствующем пропуске.
При так называемой термомеханической прокатке прокатываемого материала процесс прокатки осуществляется таким образом, что прокатываемый материал прокатывается только в определенных допустимых диапазонах температур. Это означает, что пропуски и фазы целевого охлаждения должны чередоваться.
Также распространена практика закалки и последующего отпуска стальных компонентов на линиях термической обработки. Благодаря этому достигается то, что целенаправленно может быть установлена желаемая комбинация прочности и вязкости материала. Эта технология в принципе применяется также при изготовлении стальных листов повышенной прочности на листовых установках, как это описано, например, в EP 1 764 423 A1. В этом случае после нагрева сляба и прокатки до конечной толщины в клети толстолистового стана в процессе множества пропусков в прямом, а затем обратном направлении металлический лист с высокой скоростью охлаждается, например, до температуры в помещении, т.е. осуществляется процесс закалки. Затем следует процесс отпуска, т.е. повторный нагрев полосы, например, до 600°C с последующим повторным охлаждением. Это позволяет гибко изготавливать небольшими партиями металлические листы, имеющие различные свойства.
Кроме того, в полосовом стане горячей прокатки или толстолистовом прокатном стане желательной является возможность установки высоких или низких скоростей охлаждения прокатываемого материала. В этом отношении, например, из EP 2 415 536, EP 2 047 921 или JP 5 123 737 известны охлаждающие устройства, в которых могут быть реализованы высокие скорости охлаждения посредством форсуночного устройства охлаждения водой, или низкие скорости охлаждения путем вентиляторного охлаждения воздухом (вынужденной конвекции).
В обычных системах форсуночного охлаждения к охлаждаемому прокатываемому материалу подводится водяная струя в форме цилиндра. Этот тип охлаждения на определенных участках позволяет достичь очень хороших параметров охлаждения. Однако оказалось, что участки, расположенные в непосредственной близости от охлаждающей струи, при определенных обстоятельствах могут не охлаждаться или охлаждаться в недостаточной мере. В общем, такое водяное охлаждение хорошо работает при большом массовом расходе воды через охлаждающие форсунки. Однако при сравнительно небольшом расходе воды через форсунки проходит недостаточное количество воды. Охлаждение прокатываемого материала происходит неравномерно, неизбежно возникают внутренние напряжения, которые впоследствии приводят к непланшетностям в материале, что в свою очередь негативно влияет на качество конечного продукта. Воздушное охлаждение может быть использовано только при охлаждении со скоростью охлаждения приблизительно до 1 К/с при средней толщине материала. Для марок стали, чувствительных к образованию трещин, требуется скорость охлаждения от 1 до 2 К/с.
Поэтому задача настоящего изобретения состоит в том, чтобы создать устройство для охлаждающего устройства, благодаря которому возможны как минимальные, так и очень высокие скорости охлаждения, и может быть обеспечена максимальная равномерность охлаждения поперечно направлению движения полосы. Еще одна задача изобретения состоит в том, чтобы предложить способ эксплуатации устройства согласно изобретению.
Исходя из ограничительной части формулы изобретения, эта задача решается в сочетании с отличительными признаками пункта 1 и пункта 8 формулы изобретения. Предпочтительные варианты осуществления настоящего изобретения являются предметом зависимых пунктов формулы изобретения.
В соответствии с идеей изобретения для достижения как низкой, так и очень высокой скорости охлаждения с соблюдением максимальной равномерности охлаждения поперечно направлению движения полосы предлагается, что охлаждающее устройство состоит по меньшей мере из двух охлаждающих балок, расположенных как с верхней стороны, так и с нижней стороны поперечно направлению движения полосы и посредине между двумя роликами рольганга, и содержит форсуночное охлаждающее устройство, к которому относится множество форсунок со сплошной струей и множество форсунок со сплошным конусом распыла, причем форсунки со сплошной струей расположены симметрично относительно форсунок со сплошным конусом распыла.
Этим самым в охлаждающей балке в один узел предпочтительным образом могут быть скомбинированы две охлаждающие системы. Благодаря этому отдельные охлаждающие балки могут иметь достаточно компактную конструкцию, занимающую мало места. Дооборудование уже существующего прокатного стана устройством для охлаждения металлических листов может быть осуществлено простым образом, поскольку устройство охлаждения согласно изобретению может быть установлено между двумя рольгангами, причем без необходимости осуществления на рольгангах значительных подгоночных работ. Благодаря симметричному расположению в отдельных охлаждающих балках форсунок со сплошной струей и форсунок со сплошным конусом распыла подача охлаждающей среды в отдельные форсунки также может быть осуществлена симметрично между двумя роликами рольганга.
Здесь следует отметить, что тип форсунки не обязательно должен быть ограничен только форсунками со сплошной струей или сплошным конусом распыла. Возможны и другие типы форсунок или, соответственно, формы подачи, такие как, например, форсунки с полым конусом распыла, плоскоструйные форсунки, U-образные трубки и т.д., комбинации которых также могут быть встроены в охлаждающие балки.
Согласно предпочтительному варианту осуществления соответствующего изобретению охлаждающего устройства форсунки со сплошной струей могут снабжаться охлаждающей средой таким образом, что в результате прокатываемый металлический лист может охлаждаться с высокой скоростью охлаждения от 5 до 150 К/с, предпочтительно 50 К/с. Кроме того, предусмотрено, что форсунки со сплошным конусом распыла могут снабжаться охлаждающей средой таким образом, что в результате прокатываемый металлический лист может охлаждаться с низкой скоростью охлаждения от менее 1 К/с до 19 К/с.
Кроме того, внутри охлаждающей балки обеспечена возможность переключения в зависимости от потребности и бесступенчато между высокой скоростью охлаждения посредством форсунки со сплошной струей и низкой скоростью охлаждения посредством форсунки со сплошным конусом распыла, так что в результате может быть настроено сплошное перекрытие скоростей охлаждения.
Это имеет то преимущество, что свойства прокатываемого металлического листа могут быть очень точно настроены также посредством охлаждения. Для переключения может быть реализовано весьма небольшое время реакции, так что в зависимости от потребности свойства материала, требуемые заказчиком, могут быть настроены или, соответственно, предварительно настроены посредством управляемого охлаждения уже при прокатке.
Чтобы обеспечить возможность еще более точной и, таким образом, как можно более чувствительной настойки скорости охлаждения, предусмотрено, что в охлаждающей балке как форсунки со сплошным конусом распыла, так и форсунки со сплошной струей могут приводиться в действие и снабжаться охлаждающей средой одновременно или с временным сдвигом и независимо друг от друга.
При этом является преимуществом, если количество и динамическое давление охлаждающей среды для каждой форсунки в охлаждающей балке регулируется индивидуально и в реальном времени.
Для этого предусмотрено, что охлаждение прокатываемого металлического листа осуществляется посредством охлаждения разбрызгиванием охлаждающей среды, причем скорость охлаждения и/или соответствующая необходимая конечная температура регулируется посредством количества жидкости и/или числа соответственно включенных форсунок со сплошной струей и форсунок со сплошным конусом распыла (распылительных форсунок).
В соответствии с предлагаемым способом прокатываемый металлический лист в зависимости от желаемого качества охлаждают с установленной в соответствии с ним скоростью охлаждения посредством охлаждающей среды, направляемой в две охлаждающие балки, расположенные как с нижней стороны, так и с верхней стороны металлического листа и поперечно направлению движения металлического листа, посредине между по меньшей мере двумя роликами рольганга, и при этом охлаждающую среду разбрызгивают на охлаждаемый металлический лист через множество относящихся к охлаждающим балкам форсунок со сплошной струей и форсунок со сплошным конусом распыла, причем в охлаждающих балках форсунки со сплошной струей расположены симметрично относительно форсунок со сплошным конусом распыла.
Кроме того, внутри охлаждающей балки в зависимости от потребности и бесступенчато осуществляют переключение между высокой скоростью охлаждения посредством форсунки со сплошной струей и низкой скоростью охлаждения посредством форсунки со сплошным конусом распыла для настройки тем самым сплошного перекрытия скоростей охлаждения. Для этого количество и динамическое давление охлаждающей среды для каждой форсунки (форсунки со сплошной струей и форсунки со сплошным конусом распыла) в охлаждающей балке необходимо регулировать индивидуально и в реальном времени. Для этого для регулирования скорости охлаждения измеряют по меньшей мере один регулируемый параметр, причем регулируемый параметр может представлять собой конечную температуру прокатываемого металлического листа.
Датчики параметров процесса выдают данные о температуре металлического листа и фактической планшетности. Указанные данные собирают перед охлаждающим устройством и после него, и фактические значения сравнивают с заданными значениями. На основании указанных данных о значениях моделирующий компьютер рассчитывает в реальном времени необходимый для охлаждения тип охлаждения, продолжительность охлаждения и требуемое количество охлаждающей среды в зависимости от желаемого качества материала полосы.
Определенный регулируемый параметр (полученный или измеренный с помощью датчиков параметров процесса), кроме того, может комбинироваться с данными о размере и качестве материала и/или с заданными свойствами, такими как твердость и прочность прокатываемого металлического листа.
Ниже изобретение объясняется более подробно на основе примерного варианта его осуществления и со ссылкой на прилагаемые чертежи. На чертежах изображено следующее:
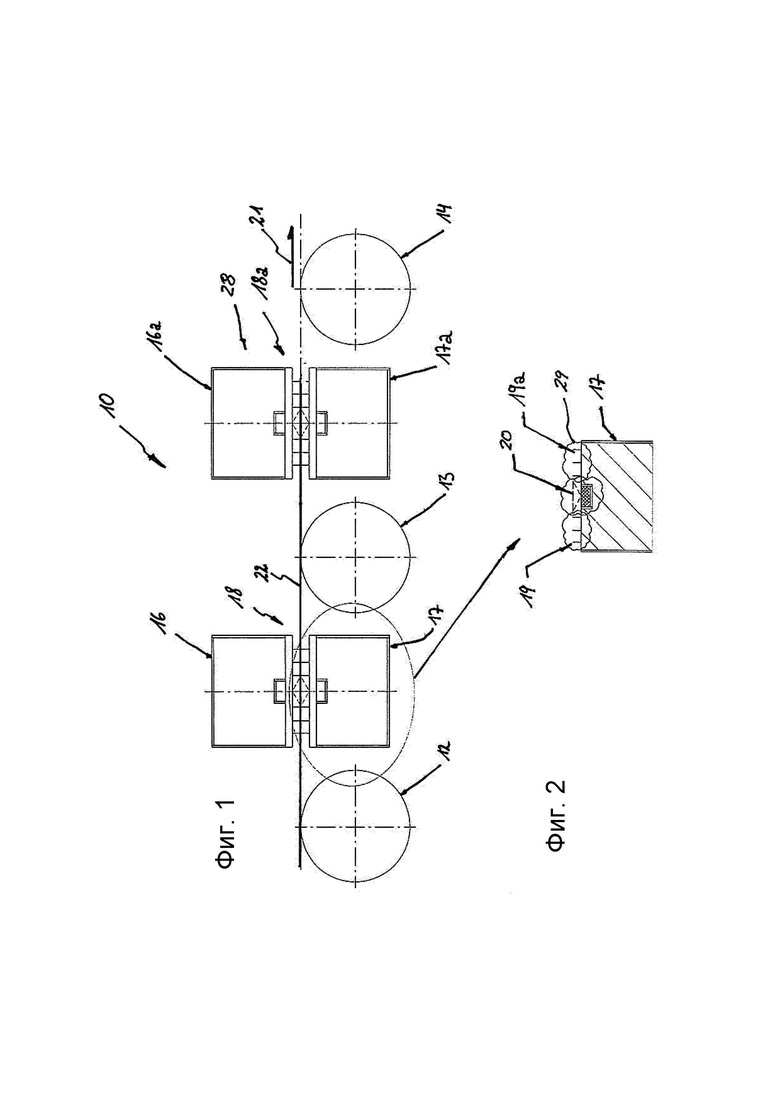
фиг. 1 - схематичный вид сбоку в разрезе охлаждающего устройства по изобретению, причем охлаждающее устройство расположено между двумя рольгангами линии прокатки;
фиг. 2 - схематичный вид сбоку в разрезе охлаждающей балки, образующей охлаждающее устройство;
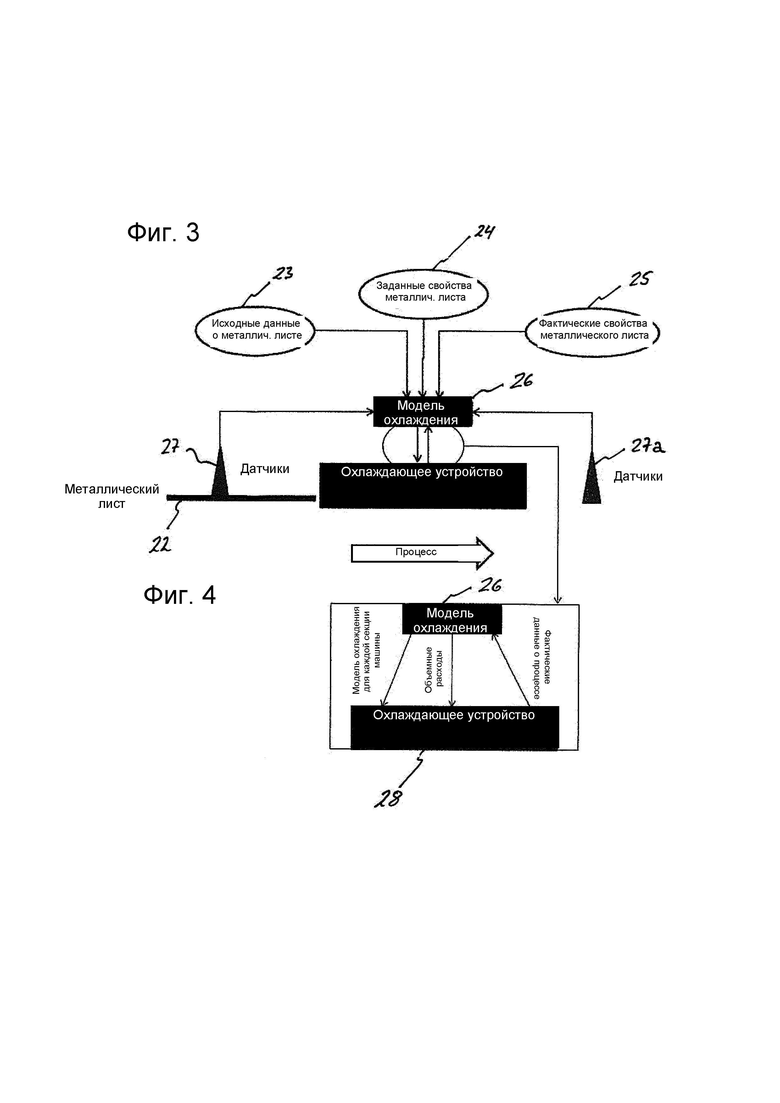
фиг. 3 - графическое представление охлаждающего устройства, которое должно служить в качестве основы для осуществления способа согласно изобретению;
фиг. 4 - детальное графическое представление, показывающее взаимодействие между компьютерной моделью охлаждения и охлаждающим устройством согласно изобретению, изображенным на фиг. 3.
Как показано на фиг. 1, устройство 10 по существу состоит из двух охлаждающих балок 16, 16a и 17, 17a, расположенных друг напротив друга между двумя роликами 12, 13, 14 рольганга. Охлаждающие балки 16, 16a и 17, 17a имеют достаточно компактную конструкцию. Для этого по существу две охлаждающие системы 16 и 17, а также 17a и 17a объединены в охлаждающий узел 18 и 18a.
Предусмотрено, что охлаждающие узлы 18, 18a могут быть объединены друг с другом в сеть и работать синхронно. При этом охлаждающие балки 16, 16a относятся к верхней стороне металлического листа, а охлаждающие балки 17, 17a - к нижней стороне металлического листа.
На фиг. 2 в увеличенном виде показана нижняя охлаждающая балка 17 по фиг. 1, причем охлаждающие балки 16, 16a и 17a выполнены таким же образом.
Кроме того, как показано на фиг. 1 и 2, компактность конструкции обусловлена тем, что по меньшей мере два типа форсунок, в данном случае форсунки 19 со сплошной струей и форсунки 20 со сплошным конусом распыла, расположены и встроены в охлаждающую балку 16, 16a и 17, 17a особым образом. Устанавливается форсуночное охлаждающее устройство, предпочтительно с форсунками 19, 19a со сплошной струей для высокой скорости охлаждения, и форсуночное охлаждающее устройство, предпочтительно с форсунками 20 со сплошным конусом распыла для низкой скорости охлаждения (мягкое охлаждение), посредством которых на металлический лист 22 может быть целенаправленно подаваться охлаждающая среда 29.
При этом форсунки 20 со сплошным конусом распыла расположены в охлаждающей балке 16, 16a и 17, 17a посредине, а форсунки 19, 19a со сплошной струей, на некотором расстоянии и параллельно, рядом с форсунками 20 со сплошным конусом распыла. Предпочтительно форсуночное охлаждающее устройство в охлаждающей балке 16, 16a и 17, 17a расположено поперечно направлению 20 движения металлического листа и по всей ширине прокатываемого металлического листа 22.
На фиг. 3 графически показано управление устройством для охлаждения металлических листов посредством соответствующей изобретению охлаждающей системы 16, 16a и 17, 17a по фиг. 2. В принципе для регулирования охлаждения модель 26 охлаждения может быть снабжена предварительными данными, такими как исходные данные 23 о металлическом листе, заданные свойства 24 металлического листа и фактические свойства 25 металлического листа. Указанные основные данные предназначены для управления охлаждающим устройством 28. Модель 26 охлаждения регулируется посредством значений, воспринятых датчиками 27, 27a. При этом фактические свойства металлического листа 22 перед охлаждением могут быть сравнены с заданными свойствами после охлаждения металлического листа 22. Если заданные свойства не достигаются, в модель охлаждения передаются соответствующие данные, и охлаждающее устройство соответствующим образом подстраивается, как показано на фиг. 4.
В результате этого обеспечивается безопасный и надежный процесс. Охлаждающее устройство может использоваться с максимальной гибкостью. Число ручных вмешательств со стороны обслуживающего персонала уменьшается до минимума благодаря автоматическому управлению посредством моделирующего компьютера.
При этом модель 26 охлаждения постоянно и практически в режиме в реальном времени взаимодействует с охлаждающим устройством 28. Таким образом, возможна модель охлаждения для каждой секции машины. При этом также постоянно сравниваются и при необходимости подстраиваются объемные расходы и фактические данные.
Благодаря этому может быть достигнута максимальная равномерность охлаждения в поперечном и продольном направлении относительно направления движения полосы, при этом могут быть достигнуты скорости охлаждения от самых низких до очень высоких значений.
Благодаря описанной концепции регулирования с максимальной гибкостью может эксплуатироваться, например, толстолистовой прокатный стан, полосовой стан горячей прокатки или линия термической обработки. Это означает, что желаемая скорость охлаждения может быть свободно настроена в любой момент времени и по всей длине машины. Моделирующий компьютер (не показан), управляющий моделью 26 охлаждения, самостоятельно решает, какое применение охлаждения (скорость охлаждения) является необходимым и наиболее экономичным для свойств материала, которые требуется достичь.
Перечень условных обозначений:
10 устройство
12 ролик рольганга
13 ролик рольганга
14 ролик рольганга
16, 16a охлаждающая балка верхняя
17, 17a охлаждающая балка нижняя
18, 18a пара охлаждающих балок
19, 19a форсунки со сплошной струей
20 форсунки со сплошным конусом распыла
21 направление движения металлического листа
22 металлический лист
23 исходные данные о металлическом листе
24 заданные свойства металлического листа
25 фактические свойства металлического листа
26 модель охлаждения
27, 27a датчики
28 охлаждающее устройство
29 охлаждающая среда
Изобретение относится к охлаждающему устройству (28) с переменной скоростью охлаждения для обработки металлических материалов и способу эксплуатации охлаждающего устройства, в частности для охлаждения стальных листов (22) в толстолистовых прокатных станах, полосовых станах горячей прокатки или линиях термической обработки посредством форсуночного охлаждающего устройства. Охлаждающее устройство состоит по меньшей мере из двух охлаждающих балок (16, 16a, 17, 17a), расположенных как с нижней стороны, так и с верхней стороны поперечно направлению (21) движения металлического листа (22) и посредине между двумя роликами (12, 13, 14) рольганга, и содержит форсуночное охлаждающее устройство, к которому относится множество форсунок (19, 19a) со сплошной струей и множество форсунок (20) со сплошным конусом распыла, причем форсунки (19, 19a) со сплошной струей расположены симметрично относительно форсунок (20) со сплошным конусом распыла. Технический результат - обеспечение возможности как минимальных, так и очень высоких скоростей охлаждения, а также обеспечение максимальной равномерности охлаждения поперечно направлению движения полосы. 2 н. и 12 з.п. ф-лы, 4 ил.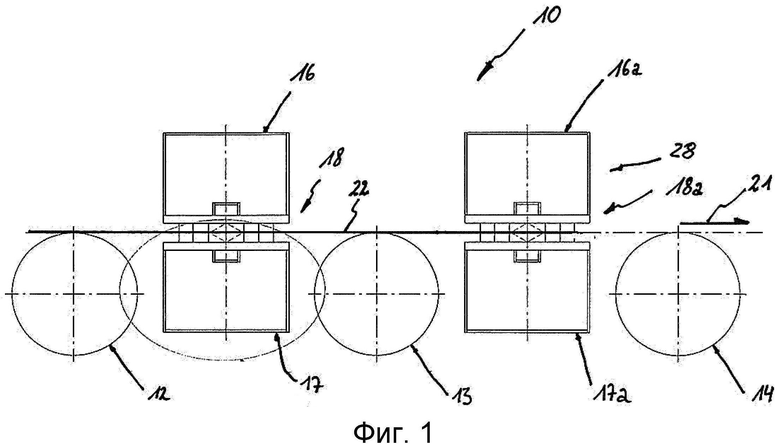
1. Охлаждающее устройство (28) с переменной скоростью охлаждения для обработки стальных материалов, в частности для охлаждения стальных листов (22) в толстолистовых прокатных станах, полосовых станах горячей прокатки или линиях термической обработки, содержащих ролики рольганга, посредством форсуночного охлаждающего устройства, причем охлаждающее устройство состоит по меньшей мере из двух охлаждающих балок (16, 17, 16a, 17a), расположенных как с нижней стороны, так и с верхней стороны поперечно направлению (21) движения металлического листа (22) и посредине между двумя роликами (12, 13, 14) рольганга, и содержит форсуночное охлаждающее устройство, отличающееся тем, что к форсуночному охлаждающему устройству относится множество форсунок (19, 19a) со сплошной струей и множество форсунок (20) со сплошным конусом распыла, причем форсунки (19, 19a) со сплошной струей расположены симметрично относительно форсунок (20) со сплошным конусом распыла.
2. Охлаждающее устройство с переменной скоростью охлаждения по п. 1, отличающееся тем, что форсунки (19, 19a) со сплошной струей выполнены с возможностью их снабжения охлаждающей средой (29) таким образом, что в результате обеспечено охлаждение прокатываемого металлического листа (22) с высокой скоростью охлаждения от 5 до 150 К/с, предпочтительно 50 К/с.
3. Охлаждающее устройство с переменной скоростью охлаждения по п. 1, отличающееся тем, что форсунки (20) со сплошным конусом распыла выполнены с возможностью их снабжения охлаждающей средой (29) таким образом, что в результате обеспечено охлаждение прокатываемой полосы (22) с низкой скоростью охлаждения от менее 1 до 19 К/с.
4. Охлаждающее устройство с переменной скоростью охлаждения по одному из пп. 1-3, отличающееся тем, что в нем обеспечена не только возможность комбинирования форсунок со сплошной струей и форсунок со сплошным конусом распыла, но и возможность встраивания в охлаждающие балки (16, 17, 16a, 17a) любого типа известных форсунок или, соответственно, форм подачи, таких как плоскоструйные форсунки, форсунки с полым конусом распыла и U-образные трубки.
5. Охлаждающее устройство с переменной скоростью охлаждения по одному из пп. 1-4, отличающееся тем, что внутри охлаждающей балки (16, 16a, 17, 17a) обеспечена возможность переключения в зависимости от потребности и бесступенчато между высокой скоростью охлаждения посредством форсунки (19, 19a) со сплошной струей и низкой скоростью охлаждения посредством форсунки (20) со сплошным конусом распыла, так что в результате обеспечена возможность настройки сплошного перекрытия скоростей охлаждения.
6. Охлаждающее устройство с переменной скоростью охлаждения по п. 5, отличающееся тем, что в охлаждающей балке (16, 16a, 17, 17a) как форсунки (20) со сплошным конусом распыла, так и форсунки (19, 19a) со сплошной струей выполнены с возможностью их снабжения охлаждающей средой (29) и их привода в действие одновременно или с временным сдвигом и независимо друг от друга.
7. Охлаждающее устройство с переменной скоростью охлаждения по п. 6, отличающееся тем, что обеспечено регулирование количества и динамического давления охлаждающей среды для каждой форсунки (19, 19a) со сплошной струей и форсунки (20) со сплошным конусом распыла в охлаждающей балке (16, 16a, 17, 17a) индивидуально и в реальном времени.
8. Охлаждающее устройство с переменной скоростью охлаждения по п. 7, отличающееся тем, что охлаждение прокатываемого металлического листа (22) обеспечено посредством охлаждения разбрызгиванием охлаждающей среды (29), причем обеспечено регулирование скорости охлаждения и/или соответствующей необходимой конечной температуры посредством количества жидкости и/или числа соответственно включенных форсунок (19, 19a) со сплошной струей и форсунок (20) со сплошным конусом распыла (распылительных форсунок).
9. Способ эксплуатации охлаждающего устройства по одному из пп. 1-8, отличающийся тем, что прокатываемый металлический лист в зависимости от желаемого качества охлаждают с установленной в соответствии с ним скоростью охлаждения посредством охлаждающей среды, направляемой в две охлаждающие балки, расположенные как с нижней стороны, так и с верхней стороны металлического листа и поперечно направлению движения металлического листа, посередине между по меньшей мере двумя роликами рольганга, и
при этом охлаждающую среду разбрызгивают на охлаждаемый металлический лист через множество относящихся к охлаждающим балкам форсунок со сплошной струей и форсунок со сплошным конусом распыла или плоскоструйных форсунок и форсунок с полым конусом распыла, или U-образных трубок,
причем в охлаждающих балках форсунки со сплошной струей или плоскоструйные форсунки расположены симметрично относительно форсунок со сплошным конусом распыла или форсунок с полым конусом распыла, или U-образных трубок.
10. Способ по п. 9, отличающийся тем, что внутри охлаждающей балки в зависимости от потребности и бесступенчато осуществляют переключение между высокой скоростью охлаждения посредством форсунки со сплошной струей и низкой скоростью охлаждения посредством форсунки со сплошным конусом распыла, или комбинируют друг с другом форсунки со сплошной струей и форсунки со сплошным конусом распыла, и тем самым настраивают сплошное перекрытие скоростей охлаждения.
11. Способ по п. 10, отличающийся тем, что количество и динамическое давление охлаждающей среды для каждой форсунки (19, 19a) со сплошной струей и форсунки (20) со сплошным конусом распыла в охлаждающей балке регулируют индивидуально и в реальном времени.
12. Способ по п. 11, отличающийся тем, что для регулирования скорости охлаждения измеряют по меньшей мере один регулируемый параметр, причем регулируемый параметр представляет собой механическое свойство, такое как твердость, или параметр микроструктуры, такой как распределение фаз и размер зерен в металлическом листе.
13. Способ по п. 12, отличающийся тем, что регулируемый параметр, кроме того, комбинируют с данными о размере и качестве материала и/или с заданными свойствами, такими как твердость и прочность прокатываемой полосы.
14. Способ по п. 13, отличающийся тем, что посредством датчиков параметров процесса собирают данные о температуре полосы и фактической планшетности перед и после охлаждающего устройства, и фактические значения сравнивают с заданными значениями, так что на основании указанных данных о значениях посредством моделирующего компьютера рассчитывают в реальном времени необходимый для охлаждения тип охлаждения, продолжительность охлаждения и количество охлаждающей среды в зависимости от желаемого качества материала полосы.

