Область техники, к которой относится изобретение
Данное изобретение относится к устройству для охлаждения листа толстолистовой стали, используемому при охлаждения готового листа толстолистовой стали при производстве методом горячей прокатки.
Уровень техники
При производстве листа толстолистовой стали методом горячей прокатки, чтобы получить стальной лист с отличными механическими свойствами, имеющий однородные характеристики качества и характеристики профиля, обычно готовый стальной лист должен перемещаться, будучи обжатым обжимными валками, и верхняя и нижняя поверхности должны поливаться холодной водой, чтобы охладить обе поверхности стального листа, для обеспечения стабильного симметричного распределения по толщине листа.
В соответствии с таким типом охлаждения, показанным, например, на фиг.9, устанавливают ряд форсунок 11s, снабженных насадками 11, в направлении ширины стального листа со стороны его верхней поверхности, перемещаемого и обжимаемого между обжимными валками 51, 52, каждый из которых содержит верхний валок 5а и нижний валок 5b; устанавливают ряд форсунок 12s со стороны нижней поверхности листа, с большим числом насадок 12, чем ряд форсунок 11s на верхней поверхности, и распыляют охлаждающую воду рядом форсунок 11s и рядом форсунок 12s на обе поверхности стального листа 6, для того чтобы охладить его. Данный тип охлаждения раскрыт в японской патентной публикации (А) №11-347629.
Охлаждение, раскрытое в японской патентной публикации (А) №11-347629 достигается установкой со стороны верхней поверхности ряда форсунок 11s и со стороны нижней поверхности ряда форсунок 12s, так чтобы они располагались в направлении длины стального листа, где охлаждающая вода  направляется на стальной лист 6 между обжимными валками 51, 52 соответственно на верхней и нижней поверхностях стального листа 6; в процессе охлаждения стального листа 6 он охлаждается так, чтобы изменения температуры в тонких слоях верхней и нижней поверхностей стали одинаковыми (симметричными) относительно центральной плоскости толщины стального листа 6 как плоскости симметрии.
направляется на стальной лист 6 между обжимными валками 51, 52 соответственно на верхней и нижней поверхностях стального листа 6; в процессе охлаждения стального листа 6 он охлаждается так, чтобы изменения температуры в тонких слоях верхней и нижней поверхностей стали одинаковыми (симметричными) относительно центральной плоскости толщины стального листа 6 как плоскости симметрии.
Ряд форсунок 11s для охлаждения верхней поверхности, раскрытый в японской патентной публикации (А) №11-347629, состоит из одного ряда щелевых форсунок, расположенных вдоль направления ширины стального листа. Далее ряд форсунок на нижней боковой поверхности 12s состоит или из щелевых форсунок, или струйных форсунок, или трубчатых струйных форсунок, или трубчатых струйных форсунок с направляющими каналами, или форсунок с множеством отверстий.
Охлаждение, раскрытое в японской патентной публикации (А) №11-347629, как показано на примерах, один ряд щелевых форсунок располагается по верхней поверхности, множество рядов щелевых форсунок, трубчатых струйных форсунок с направляющими трубками, на нижней поверхности, и вся область нижней поверхности стального листа обрызгивается равномерно охлаждающей водой w безотносительно к положению по отношению ряда форсунок верхней поверхности, и областей с наличием верхнего слоя воды на листе.
Здесь, в процессе охлаждения стального листа, изменения температур верхней и нижней поверхностей стального листа с течением времени должны быть симметричными относительно плоскости симметрии стального листа, но на верхней стороне листа есть участки (сегменты), которые вода обрызгивает от распылителей, и участки, где вода стекает. Охлаждающие способности на различных участках отличаются и, таким образом, трудно внести поправки в вышеуказанные температуры с течением времени.
Охлаждающаяся способность является большой и устойчивой на участках, где водяные струи падают, но является маленькой на участках, где верхний слой воды течет по плоскости. Это происходит из-за того, что охлаждающаяся способность по отношению к стальному листу различается в случае, когда водяные струи вертикально падают и в случае, когда вода течет вдоль стального листа.
На нижней боковой поверхности стального листа нет таких факторов нестабильности, как верхний слой воды, поэтому охлаждение выполняется равномерно, но на верхней боковой поверхности стального листа есть разброс величин охлаждающей способности, поэтому сбалансировать охлаждение между верхней и нижней поверхностями стального листа трудно.
Поэтому симметрия температуры верхней и нижней поверхностей стального листа иногда не может быть достаточно гарантирована. Таким образом, существует проблема, заключающаяся в трудности получения однородности, плоскостности и качества стального листа в целом.
Способ охлаждения, нацеленный на решение вышеупомянутой проблемы, раскрыт в японской патентной публикации (А) №2004-1082. В этом способе охлаждения, как показано на фиг.10, используют обжимные валки 51, 52 для обжатия и транспортировки листа толстолистовой стали, имеющего высокую температуру, при этом распыляют воду на верхнюю и на нижнюю поверхности листа толстолистовой стали; вода распыляется из одного или более рядов распыляющих форсунок, расположенных на верхней поверхности (здесь 131-136), и рядов распыляющих форсунок, расположенных на нижней поверхности (здесь 141-146), расположенных напротив рядов форсунок с верхней стороны.
В этом варианте способа охлаждения распыляют воду так, чтобы полная площадь участков падения водяных струй, формируемых рядами распыляющих форсунок для нижней поверхности, составляла 60% или более от площади стального листа в промежутке между обжимными валками 51, 52 (в диапазоне расстояний L между центрами валков), и охлаждение верхней и нижней поверхностей листа 6 становится эффективным, при этом обеспечивается баланс и симметрия температур верхней боковой поверхности и нижней боковой поверхности листа 6, плоскостность листа 6 улучшается, и качество становится однородным.
Однако, так как площадь участков падения водяных струй от рядов распыляющих форсунок, расположенных над верхней поверхностью и нижней поверхностью, составляет 60% или более от площади листа между обжимными валками 51, 52, в частности на верхней поверхности, имеет место ситуация, где площадь листа между обжимными валками 51, 52 с избытком покрыта водой. Поток, возникающий из истечения падающей охлаждающей воды и смешивающихся конвекционных потоков, где струи перемешиваются, обусловливает неравномерность конвекции в направлении ширины листа. В результате эффективность охлаждения понизится, и охлаждение станет неравномерным.
Далее, как показано в этом способе охлаждения, чтобы обеспечить площадь падения водяных струй в 60% или более от площади листа между обжимными валками, например, как показано на фиг.11, необходимо полностью покрыть горизонтальную часть линии ударяющими струями воды и гарантировать, что водяные струи падают даже на заштрихованные области между обжимными валками 5 и листом 6.
Поэтому необходимо распылять воду наклонно в промежутках между обжимными валками 5 и листом 6. Необходимо применять устройство сложной конструкции, скомпонованное так, чтобы оно было в состоянии распылять воду из большого количества форсунок. В конечном счете это является проблемой, увеличивающей затраты на изготовление оборудования.
Раскрытие изобретения
Данное изобретение успешно решает эту проблему традиционным методом охлаждения и представляет собой устройство для охлаждения листа толстолистовой стали, которое при охлаждении верхней и нижней поверхностей листа между парами обжимных валков, захватывающих лист для его транспортировки, использует водяной душ из распыляющих форсунок и которое способно эффективно охладить верхнюю и нижнюю поверхности листа толстолистовой стали, гарантировать симметричность температур верхней и нижней поверхностей и однородность в плоскости в направлении ширины; и обеспечивает улучшение плоскостности толстого стального листа и однородности качества.
Сущность конструкции устройства для охлаждения листа толстолистовой стали данного изобретения изложена в следующих пунктах (1)-(5), для того чтобы эффективно реализовать однородное охлаждение листа толстолистовой стали (в частности, однородное охлаждение верхней и нижней поверхностей).
(1) Устройство для охлаждения листа толстолистовой стали, содержащее несколько пар обжимных валков, каждая из которых содержит верхний валок и нижний валок, обжимающие и перемещающие горячекатаный лист толстолистовой стали, и несколько распыляющих форсунок, распыляющих воду на верхнюю и на нижнюю поверхности листа толстолистовой стали, перемещаемого между соседними парами обжимных валков от одного к другому в направлении перемещения, отличающееся тем, что распыляющие форсунки расположены так, что
- сумма площадей поверхностей, на которые падают водяные струи из распыляющих форсунок для верхней поверхности листа толстолистовой стали, лежит в пределах от 4 до 90% площади поверхности стального листа между габаритами обжимных валков ближайшей пары,
- сумма площадей поверхностей, на которые падают водяные струи из распыляющих форсунок для нижней поверхности листа толстолистовой стали, лежит в пределах от 4 до 100% площади поверхности стального листа между габаритами обжимных валков ближайшей пары.
(2) Устройство по пункту 1, отличающееся тем, что распыляющие форсунки расположены так, что
- сумма площадей поверхностей, на которые падают водяные струи из распыляющих форсунок для верхней поверхности листа толстолистовой стали, лежит в пределах от 4 до 90% от суммы площадей поверхностей, на которые падают водяные струи из распыляющих форсунок для нижней поверхности листа толстолистовой стали.
(3) Устройство по пунктам 1-2, отличающееся тем, что распыляющие форсунки для верхней и/или для нижней поверхностей листа толстолистовой стали выполнены в виде форсунок плоским факелом и/или с коническим факелом, и/или с овальным факелом, и/или с факелом вытянутой формы, и/или с множеством отверстий и факелом в виде колонн.
(4) Устройство по пунктам 1-2, отличающееся тем, что указанные распыляющие форсунки снабжены средством, обеспечивающим возможность распыления смеси воды и воздуха.
(5) Устройство по пункту 3, отличающееся тем, что указанные распыляющие форсунки снабжены средством, обеспечивающим возможность распыления смеси воды и воздуха.
Согласно настоящему изобретению выбором процентного соотношения между суммой площадей поверхностей, на которые падают водяные струи из распыляющих форсунок, и поверхностью листа толстолистовой стали на расстоянии (La) между габаритами обжимных валков ближайшей пары, на верхней поверхности и на нижней поверхности листа в пределах предписанного диапазона обеспечивается возможность снижения неравномерности формирования областей падения струй на листе, за счет чего устойчиво обеспечивается эффективность охлаждения и однородная температура листа стали после охлаждения (в частности, обеспечивается симметрия температур верхней и нижней поверхностей).
В результате в настоящем изобретении можно улучшить плоскостность листа толстолистовой стали, можно уменьшить холодную правку и окончательные затраты.
Далее, согласно настоящему изобретению, остаточное напряжение в листе толстолистовой стали может также быть уменьшено, и деформация стального листа во время обработки может быть снижена, и точность обработки может быть легко и стабильно обеспечена. Далее, согласно настоящему изобретению, качество листа толстолистовой стали может быть легко сделано однородным.
Далее, согласно настоящему изобретению, выбирая процентное соотношение между суммой площадей поверхностей, на которые падают водяные струи из распыляющих форсунок, и поверхностью листа толстолистовой стали на верхней поверхности листа толстолистовой стали; и суммой площадей поверхностей, на которые падают водяные струи из распыляющих форсунок, и поверхностью листа толстолистовой стали на нижней боковой поверхности листа, в пределах предписанного диапазона можно учитывать влияние верхнего слоя воды и далее стабильно обеспечивать симметрию температуры верхней и нижней поверхностей листа и достигать вышеупомянутых эффектов более надежно.
Далее, в настоящем изобретении, используя распыляющие форсунки, имеющие возможность одновременно смешивать и распылять воду и воздух, может быть расширен диапазон регулирования количества воды, и, кроме этого, силы удара водяных струй могут легко варьироваться, так что область контролируемого охлаждения может быть расширена.
В результате в настоящем изобретении, при сокращении количества воды, воздействие на лист от удара водяных струй становится слабее, и требуемая охлаждающая способность может быть легко и стабильно обеспечена.
Краткое описание чертежей
На Фиг.1 показан один пример схемы расположения оборудования, снабженного устройством для охлаждения листа толстолистовой стали, в соответствии с настоящим изобретением.
На Фиг.2 показано устройство для охлаждения листа толстолистовой стали в соответствии с вариантом 1 настоящего изобретения.
На Фиг.3 показан фронтальный вид устройства для охлаждения листа толстолистовой стали, показанного на фиг.2.
На Фиг.4 показано охлаждающее устройство, представленное на фиг.2 и фиг.3:
(a) показывает расположение форсунок охлаждающего устройства с его верхней стороны;
(b) показывает расположение форсунок охлаждающего устройства с его нижней стороны.
На Фиг.5 представлены виды различных типов распыляющих форсунок, используемых в устройстве для охлаждения листа толстолистовой стали, в соответствии с настоящим изобретением: (а) иллюстрирует распыляющую форсунку с факелом конической формы, (b) иллюстрирует распыляющую форсунку с плоским факелом, (с) иллюстрирует распыляющую форсунку с овальным факелом, (d) иллюстрирует распыляющую форсунку с факелом вытянутой формы, (е) иллюстрирует распыляющую форсунку с множеством отверстий и факелом в виде колонн.
На Фиг.6 представлено устройство для охлаждения листа толстолистовой стали в соответствии с вариантом 2 настоящего изобретения: (а) иллюстрирует боковой вид устройства для охлаждения листа толстолистовой стали, (b) иллюстрирует фронтальный вид устройства для охлаждения листа толстолистовой стали, (с) иллюстрирует расположение форсунок охлаждающего устройства с нижней стороны.
На Фиг.7А представлено устройство для охлаждения листа толстолистовой стали в соответствии с вариантом 3 настоящего изобретения: (а) иллюстрирует боковую поверхность устройства, предназначенного для охлаждения листа толстолистовой стали, (b) иллюстрирует фронтальную поверхность устройства, предназначенного для охлаждения листа толстолистовой стали.
На Фиг.7В представлено расположение форсунок устройства для охлаждения листа толстолистовой стали, показанного на фиг.7А: (а) иллюстрирует расположение форсунок охлаждающего устройства с верхней боковой стороны, (b) иллюстрирует расположение форсунок охлаждающего устройства с нижней боковой стороны.
На Фиг.8 представлено устройство для охлаждения листа толстолистовой стали другого варианта осуществления данного изобретения (пример, использующий сочетание распыляющих форсунок).
На Фиг.9 представлено типовое устройство для охлаждения стального листа.
На Фиг.10 представлено другое типовое устройство для охлаждения стального листа.
На Фиг.11 показаны охлаждаемые области и расположение форсунок в типовом устройстве для охлаждения стального листа, показанного на фиг.10.
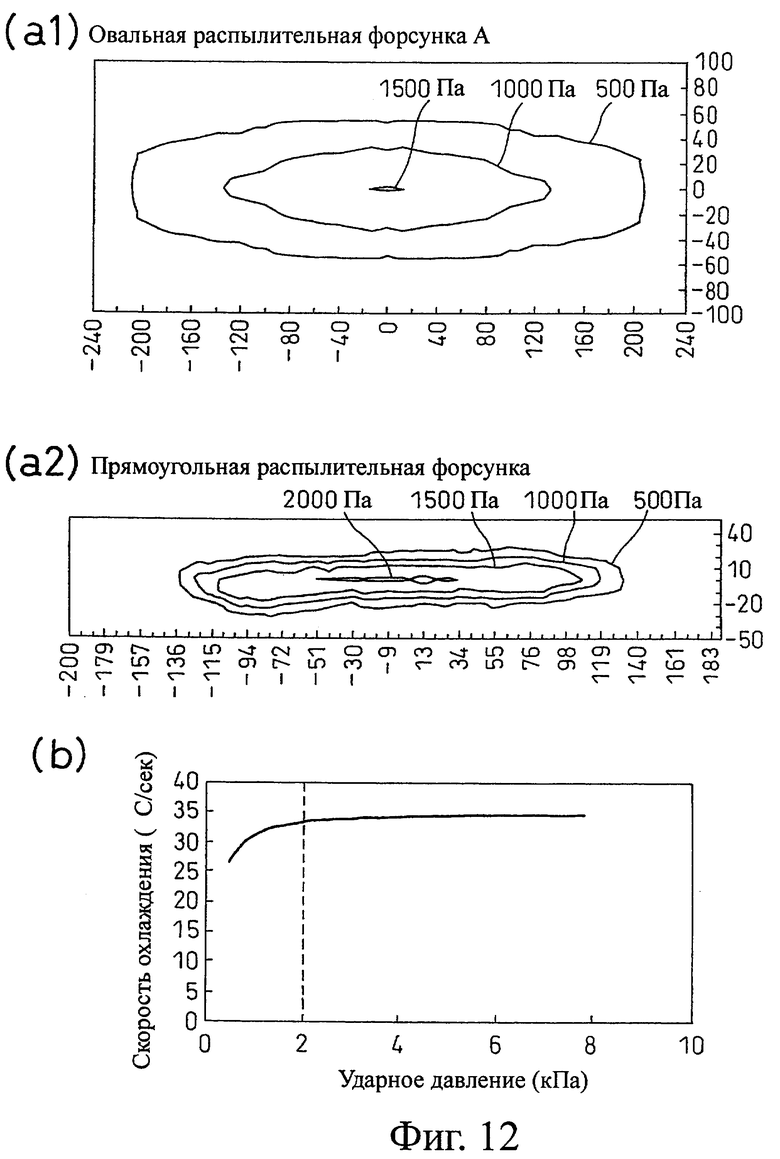
Фиг.12 представлен вид распределения ударного давления и охлаждающей способности (скорости охлаждения) в случае распыления воды при условиях давления на выходе из форсунки 0.3 МПа и расхода воды 100 л/мин от распыляющих форсунок на высоте 150 мм: (а1) иллюстрирует распределение ударного давления в случае использования форсунок А с овальным факелом (сферический угол: в направлении большой оси 115 градусов, в направлении малой оси 60 градусов) и форсунок В с факелом вытянутой формы (угол распыления: в направлении большой оси 90 градусов/ в направлении малой оси 25 градусов), (b) иллюстрирует соотношение между ударным давлением водяной струи и скоростью охлаждения в случае охлаждения одной стороны листа толстолистовой стали толщиной в 19 мм. Отметим, что измерение производилось в центре толщины листа.
Преимущественный вариант осуществления изобретения
Данное изобретение относится к охлаждению листа толстолистовой стали, имеющего температуру после горячей прокатки примерно от 700 до 950°С и толщину примерно от 3 до 150 мм, и, главным образом, относится к случаю охлаждения листа толстолистовой стали распылением воды на верхнюю и нижнюю поверхности листа из распыляющих форсунок после чистовой обработки.
Необходимо отметить, что в настоящем изобретении "вода" означает воду, водяную аэрозоль или другое охлаждающее средство.
При охлаждении горячекатаного листа толстолистовой стали, имеющего высокую температуру, во время его транспортировки, в общем случае, он охлаждается водой, распыляемой из форсунок. В этом случае, если увеличить плотность водяных струй на единицу площади и плотность точек удара струй, то охлаждающаяся способность увеличится.
Однако когда вода попадает на лист толстолистовой стали, имеющий высокую температуру, происходит кипение, так что в зависимости от температурной области листа толстолистовой стали охлаждающаяся способность может не увеличиваться прямо пропорционально, даже если увеличить плотность водяных струй и/или плотность точек удара водяных струй.
Например, при падении большого количества воды от распыляющих форсунок на верхнюю поверхность листа толстолистовой стали области около точек удара водяных струй будут охлаждены, но после контакта охлаждающаяся вода формирует на листе верхний слой. Наличие водяного пара, образующегося между охлаждающей водой и листом, будет также оказывать влияние. Поэтому существует проблема, заключающаяся в том, что вода будет стекать, не осуществляя достаточного охлаждения листа толстолистовой стали.
Далее, когда верхний слой воды на листе становится большим, водяные струи распыляющих форсунок будут не в состоянии в достаточной мере достигать поверхности листа, и необходимая эффективность охлаждения не будет достигнута.
С другой стороны, когда большое количество воды, распыляемой форсунками, ударяет в нижнюю поверхность листа толстолистовой стали, области вблизи точек удара водяных струй будут охлаждены, но после удара, охлаждающаяся вода будет отделена от листа толстолистовой стали водяным паром, образованным сильно нагретой поверхностью листа толстолистовой стали, а также из-за силы тяжести, и не будет способствовать охлаждению, вследствие чего высокая эффективность охлаждения в некоторых случаях не будет достигнута.
Данное изобретение гарантирует, что водяные струи эффективно достигают поверхности листа толстолистовой стали на определенной площади участков листа, так что ослабляют возникновение вышеупомянутого эффекта, стабильно гарантируя достаточную охлаждающую способность и улучшение эффективности охлаждения, в частности, симметрию температур на верхней и нижней поверхностях листа толстолистовой стали.
По существу, на верхней поверхности листа толстолистовой стали для подавления образования смешанных конвекционных потоков из-за наличия верхнего слоя воды на листе, также уменьшающего эффективность охлаждения (словосочетание поток воды вдоль верхней поверхности листа в настоящем изобретении означает поток "верхнего слоя воды"), водяные струи препятствуют попаданию воды на радиальные области обжимных валков для подавления образования неравномерных смешанных конвекционных потоков вследствие наличия верхнего слоя воды на листе, обеспечивая высокую охлаждающую способность водяных струй, достаточную для достижения поверхности листа, и обеспечивая стабильную эффективность охлаждения.
Для обеспечения охлаждения нижней поверхности листа стали, соответствующей охлаждению верхней поверхности листа, и для обеспечения стабильного равномерного охлаждения верней и нижней поверхностей листа, водяные струи направляются на нижнюю поверхность листа для уравновешивания охлаждения между верхней и нижней поверхностями.
На охлаждение нижней поверхности листа охлаждение верхним слоем воды не оказывает никакого влияния, следовательно, эффективным является увеличение площадей контакта водяных струй в определенной области поверхности листа.
Более конкретно, в охлаждающем устройстве, перемещающем сильно нагретый лист, обжимаемый множеством пар обжимных валков, состоящих из верхних валков и нижних валков, и обрызгивающем верхнюю и нижнюю поверхности листа водой для его охлаждения, расположено большое количество распыляющих форсунок соответственно со стороны верхней и нижней поверхностей листа, так чтобы сумма площадей поверхностей, на которые падают водяные струи из распыляющих форсунок, по отношению к поверхности листа оставалась в пределах от 4 до 90% площади поверхности стального листа на расстоянии (La) между габаритами ближайших пар обжимных валков по верхней поверхности листа и в пределах от 4 до 100% нижней поверхности.
Отметим, что в настоящем изобретении "область воздействия струи" определяется как область, в которой динамическое давление водяной струи составляет 2 кПа или больше. В частности, на верхней поверхности листа в условии наличия верхнего слоя воды ударное давление должно быть 2 кПа или более. Если ударное давление водяной струи меньше, чем 2 кПа, водная струя не может пройти через тонкий слой пара, образующийся из-за кипения на нагретом листе, и достичь стального листа, т.е. невозможно достичь требуемого охлаждения.
Например, как представлено на фиг.12, для различных типов распыляющих форсунок (распыляющие форсунки А с овальным факелом и распыляющие форсунки В с факелом вытянутой формы), даже с одинаковыми давлениями на выходе из форсунки (0,3 МПа) и расходами воды (100 л/мин), распределение ударного давления значительно изменяется (см. фиг.12 (а1) и (а2)). В то же время, если ударное давление составляет 2 кПа или меньше, охлаждающаяся способность (скорость охлаждения) быстро понижается (см. фиг.12 (b)).
Если сумма площадей поверхностей, на которые падают водяные струи из распыляющих форсунок на верхней поверхности листа, составляет меньше, чем 4% площади поверхности стального листа на расстоянии (La) между габаритами соседних пар валков, то площади поверхностей, на которые падают водяные струи из распыляющих форсунок недостаточны, и требуемое охлаждение не может быть обеспечено.
Норма площади поверхностей воздействия предпочтительно составляет 10% или более. Далее, если норма площади поверхностей воздействия составляет более 90%, смешанные конвекционные потоки неравномерны, и высокая охлаждающая способность водяных струй затруднена верхним слоем воды на листе, и водяные струи не будут ударять в поверхность листа, в результате чего не будет обеспечиваться достаточное охлаждение. Поток воды, стекающий вдоль листа, увеличится, охлаждающаяся способность уменьшится, и охлаждение станет неравномерным.
Отметим, что, если норма площади поверхностей воздействия составляет от 4 до 20%, коэффициент охлаждения верхним слоем воды становится больше и охлаждение немного снижается. Если изменять количество воды для регулировки охлаждения, то оно не остается постоянным и регулировка охлаждения становится затруднительной. Несмотря на то что обрызгиваемые области являются небольшими и используемая мощность также невелика, эффективность охлаждения является превосходной.
Далее, если норма площади поверхностей воздействия составляет от 80 до 90%, охлаждающаяся способность становится больше наряду с увеличением площадей воздействия, но верхний слой воды на листе начинает накапливаться, и однородность охлаждения в направлении ширины становится невысокой. Поэтому более предпочтительной является норма от 20 до 80% площади верхней поверхности.
Если норма площади поверхностей воздействия становится 20% или более, то становится возможным перемешивать области, где присутствует верхний слой воды ударяющими струями, и таким образом плавно регулируя количество воды, можно установить охлаждение в зависимости от количества воды.
Сумма площадей поверхностей, на которые направлены водяные струи из форсунок с нижней стороны листа, в основном установлена так, чтобы сбалансировать ее охлаждение с охлаждением верхней поверхности, но если она меньше, чем 4% площади поверхности листа, то этого недостаточно, и требуемое охлаждение не может быть обеспечено. Желательная норма площади - 10% или более.
Охлаждение улучшается в зависимости от увеличения площадей падения водяных струй, таким образом, норму площади падения предпочтительно увеличивать. Однако, если более чем 95%, начинает происходить смешивание струй и однородность охлаждения падает, так что 95% или более не является предпочтительным.
Отметим, что при охлаждении нижней поверхности однородность не падает так сильно, как на верхней поверхности, таким образом, площади падения струй могут также составить 100% (пункт 1 формулы изобретения).
Распыляющие форсунки располагаются со стороны верхней и нижней поверхностей листа преимущественно так, что сумма площадей поверхностей падения водяных струй на верхнюю поверхность составляет от 4% до 100% суммы площадей поверхностей падения водяных струй на нижнюю поверхность листа.
Охлаждающий эффект на верхней поверхности имеет место вследствие наличия верхнего слоя воды, поэтому сумма площадей поверхностей падения водяных струй на поверхность листа может быть меньшей, чем сумма площадей поверхностей падения водяных струй на нижнюю поверхность листа, чтобы обеспечить баланс охлаждения на верхней и нижней поверхностях.
Однако если сумма площадей поверхностей падения водяных струй на верхнюю поверхность листа меньше, чем 4% суммы площадей падения на нижнюю поверхность, то охлаждение верхней поверхности становится слишком мало, и баланс охлаждения верхней поверхности и нижней поверхности трудно обеспечить.
Далее если площадь падения струй на верхнюю поверхность составляет меньше чем 30%, то область, охлаждаемая верхним слоем воды, становится меньше, чем на нижней поверхности, и прогнозирование изменения охлаждения при регулировке количества воды является трудным, баланс охлаждения верхней и нижней поверхностей становится в определенной мере трудным для регулирования.
Далее, если площади падения струй верхней боковой поверхности составляют более чем 100%, охлаждение верхней поверхности становится слишком большим и баланс охлаждения между верхней и нижней поверхностями становится трудно обеспечить. Поэтому предпочтительной является норма площади падения на верхнюю поверхность является от 30 до 100% от нормы площади падения на нижнюю поверхность.
На нижнюю поверхность наличие верхнего слоя воды не оказывает такого влияния, как на верхнюю поверхность, поэтому сумма площадей поверхностей падения водяных струй регулируется выбором подходящих распыляющих форсунок так, чтобы охлаждение было сбалансировано с охлаждением верхней поверхности (пункт 2 формулы изобретения).
Отметим, что японская патентная публикация (А) №2004-1082 раскрывает такое распыление, что области падения водяных струй на поверхность листа занимают 60% или более площади стального листа между обжимными валками. Этот диапазон "60% или более" лежит вне диапазона "4-90%" полной площади падения водяных струй от площади листа на расстоянии (La) между габаритами пары ближайших валков, установленных на верхней боковой поверхности в настоящем изобретении.
Например, когда диаметр обжимных валков составляет 350 мм, и расстояние между парой обжимных валков составляет 1050 мм, расстояние (L) между центрами обжимных валков, определенное в японском опубликованном патенте (А) номер 2004-1082, составляет 1050 мм, в то время как расстояние (La) между габаритами ближайших пар валков в настоящем изобретении составляет 700 мм.
Таким образом, диапазон "60% или более" в соответствии с определением, данным в японской патентной публикации (А) №2004-1082, означает 60% или больше площади листа в 1050-миллиметровой области. Если преобразовать площадь листа в 700-миллиметровую область данного изобретения, то это соответствует "90% или более". Это труднодостижимое условие и является предметом данного изобретения.
При охлаждении верхней поверхности листа за счет охлаждающего эффекта, обусловленного наличием верхнего слоя воды, отсутствует необходимость полного покрытия водяными струями всей поверхности листа. Однако верхний слой воды уменьшает силу воздействия водяных струй склонен препятствовать водяным струям в достижении поверхности листа и понижает охлаждение, что требует сужения покрытия водяными струями.
Поэтому эффективным является как соответствующий выбор расположения распыляющих форсунок со стороны верхней поверхности, так и выбор типа форсунок - форсунок с плоским факелом, с овальным факелом, с факелом вытянутой формы с углом распыления водяных струй от 0 до 100 градусов, с факелом конической формы с углом распыления водяных струй от 0 до 40 градусов, или форсунок с множеством отверстий и факелом в виде колонн (см. фиг.5), а также увеличение силы воздействия водяных струй, достигающих поверхности листа.
При охлаждении нижней поверхности листа за счет близости поверхностей падения водяных струй желательны форсунки с большими площадями падения, размещаемые со стороны нижней поверхности.
Форсунки с множеством отверстий и факелом в виде колонн, используемые для верхней поверхности, невыгодны для использования на нижней поверхности, так как увеличивают площади падения водяных струй. Распыляющие форсунки для нижней поверхности соответственно подбирают из числа форсунок с плоским факелом, с овальным факелом, с факелом вытянутой формы с углом распыления водяных струй от 0 до 100 градусов и форсунок с факелом конической формы с углом распыления водяных струй от 0 до 40 градусов (см. фиг.5). Увеличение площади поверхностей падения водяных струй на поверхность листа является эффективным.
Отметим, что распыляющие форсунки, используемые в настоящем изобретении, могут быть комбинацией нескольких типов распыляющих форсунок. Расположение форсунок одинаковых типов с верхней и нижней сторон не является необходимым.
Например, располагая форсунки с плоским факелом в первом ряду в направлении перемещения, затем, располагая множество рядов форсунок с коническим факелом, можно использовать плоские распыляющие форсунки для обеспечения однородности охлаждения листа стали в направлении ширины и быстрого охлаждения поверхности листа, затем использовать форсунки с коническим факелом для обеспечения однородности охлаждения, увеличивая в то же время площадь падения водяных струй и улучшая охлаждение.
Отметим, что в процессе охлаждения понижение температуры поверхности листа является эффективным, поскольку кипение воды при охлаждении начинается от образования кипящей пленки и распространяется далее на всю область кипения.
Это обусловлено тем, что в основном при охлаждении водой зависимость между температурой листа и охлаждающей способностью (в научных терминах называемой "тепловой поток"), имеет «N-образную форму», температура поверхности листа падает, и имеется температурная область, где охлаждающая способность улучшается. Поэтому уменьшение температуры поверхности листа приводит к более высокой охлаждающей способности.
Однако когда выполняют такой тип охлаждения только распылительными форсунками с плоским факелом, после того, как температура поверхности листа понижена, необходимо обеспечить большое количество форсунок, чтобы увеличить площадь падения водяных струй. Это является невыгодным.
Далее распыляющие форсунки с коническим факелом и распыляющие форсунки с плоским факелом отличаются по площадям падения струй даже при тех же самых нормах расхода воды. Распыляющие форсунки с плоским факелом могут быть сконструированы с обеспечением большой плотности воды на поверхности падения струй, таким образом, это выгодно для случая локального увеличения охлаждающей способности.
Таким образом, можно спроектировать охлаждающее устройство, комбинируя различные типы распыляющих форсунок, с учетом их особенностей. Комбинирование различных типов распыляющих форсунок иногда выгодно, исходя из усиления эффективности охлаждения.
Далее, распыляющие форсунки и их размещение выбраны в соответствии с условиями охлаждения, предварительно заданными параметрами листа, условиями прокатки, и характеристиками температуры/формы, получаемыми в процессе прокатки, но предпочтительно установлены так, чтобы обеспечить контроль диапазона плотности воды в соответствии с колебаниями температуры листа и колебаниями температуры охлаждения.
С этой целью необходимо выбрать распыляющие форсунки и их расположение, позволяющие легко обеспечить точность контроля, и определить расположение термометров, расходомеров и других датчиков и приборов контроля воды (пункт 3 формулы изобретения).
Далее также возможно использовать двухпоточные распыляющие форсунки, имеющие конструкцию, позволяющую смешивать и одновременно распылять воду и воздух. Двухпоточные распыляющие форсунки имеют широкий диапазон регулировки количества воды. Кроме этого, они являются форсунками, в которых также регулируется сила удара водяных струй. Поэтому, используя двухпоточные распыляющие форсунки, диапазон контроля охлаждения может быть расширен.
Далее в случае двухпоточных распыляющих форсунок можно сформировать достаточно сильные струи только увеличением количества воды. Эффект силы удара становится более слабым, если количество падающей воды уменьшается, таким образом можно конструировать форсунки, чтобы обрызгивать площади только в случае маленького количества воды. Поэтому можно уменьшить экономические затраты на распыление воздуха (пункт 4 формулы изобретения).
Шаг размещения в случае расположения распыляющих форсунок в направлении ширины листа на верхней и нижней поверхностях отличается в зависимости от типа форсунок, но в основном предпочтительно с точки зрения сведения числа форсунок к минимуму, сделать шаг размещения, при котором поверхности падения водяных струй не будут непосредственно пересекаться друг с другом.
Далее, устанавливая распыляющие форсунки в направлении перемещения листа, в частности на верхней поверхности, предпочтительно для устранения неравномерности формирования перекрывающихся конвекционных потоков располагать форсунки раздельно, так чтобы поверхности падения водяных струй от распыляющих форсунок, расположенных по соседству друг к другу в направлении перемещения поверхности листа, непосредственно не перекрывались. Далее они устанавливаются так, чтобы водяные струи из распыляющих форсунок, расположенных по соседству друг с другом, в направлении перемещения, перекрывались примерно до 10-70% (эквивалентная схема) площади поверхностей падения в направлении ширины поверхности листа толстолистовой стали.
Размещая распыляющие форсунки в направлении перемещения на верхней поверхности листа, предпочтительным является указанное выше размещение так, чтобы надежно гарантировать однородность плотности воды на листе в направлении ширины, обусловленную распылительными форсунками в одном наборе обжимных валков в направлении прокатки.
Отметим, что вышеупомянутый критерий перекрытия отличается от соотношения площадей (критерий) "суммы площадей падения" по отношению к площади поверхности стального листа на расстоянии между габаритами валков ближайшей пары.
Если вышеупомянутый критерий перекрытия является большим, соотношение площадей (критерий) также становится большим, но эти критерии не будут иметь необходимого согласования.
Размещая распыляющие форсунки в направлении ширины листа, в частности на верхней поверхности, предпочтительно для исключения неравномерного формирования перекрывающихся конвекционных потоков, следует располагать их раздельно, так чтобы поверхности падения водяных струй из распыляющих форсунок, расположенных по соседству друг к другу, на поверхности листа непосредственно не перекрывались.
Для исключения неравномерного формирования пересекающихся конвекционных участков водяных струй при размещении распыляющих форсунок на нижней поверхности распыляющие форсунки могут быть размещены и в направлении ширины, и в направлении перемещения листа толстолистовой стали так, чтобы поверхности падения водяных струй из соседних распыляющих форсунок перекрывались.
Типы (технические характеристики), количество и способ размещения распыляющих форсунок, используемых на верхней и нижней поверхностях, выбраны в соответствии с размером листа (толщина и ширина), температурой и заданной температурой охлаждения. Далее области размещения распыляющих форсунок на нижней поверхности установлены с учетом размещения распыляющих форсунок на верхней поверхности и областей, на которые верхний слой воды оказывает влияние так, чтобы охлаждающая способность стала сбалансированной. Например, количество форсунок не зависит от положения поверхностей на верхней и нижней сторонах листа и определяется типами выбранных форсунок и площадями падения.
Пример 1
Ниже представлен пример 1 устройства для охлаждения листа в соответствии с настоящим изобретением, который будет пояснен, основываясь на фиг.1-4.
Фиг.1 иллюстрирует пример расположения оборудования для производства листа, предоставленного вместе с устройством для охлаждения листа согласно настоящему изобретению. Здесь чистовая клеть 1, механизм горячей правки 3, пары обжимных валков (51, 52) и охлаждающие устройства 4, состоящие из охлаждающих устройств 4а верхней поверхности и охлаждающих устройств 4b нижней поверхности, размещенные между парами обжимных валков (51, 52), которые последовательно располагаются в направлении перемещения.
На практике множество пар обжимных валков 51, 52 расположены в направлении перемещения, и множество охлаждающих устройств 4а верхней поверхности и охлаждающих устройств 4b нижней поверхности расположены между вышесказанным множеством пар валков в направлении перемещения, но здесь будет дано пояснение охлаждающего устройства 4а верхней поверхности и охлаждающего устройства 4b нижней поверхности, размещенных между парой обжимных валков (51, 52).
Охлаждающие устройства 4а верхней поверхности, как представлено на фиг.2, располагаются со стороны верхней поверхности листа 6, передаваемого и обжимаемого между парами обжимных валков 51, 52, каждая из которых содержит верхний валок 5а и нижний валок 5b, расположенными одна за другой в направлении перемещения. Как представлено на фиг.4 (а), несколько распыляющих форсунок 7 с коническим факелом размещены раздельно в направлении ширины и в направлении перемещения листа 6 так, чтобы поверхности падения водяных струй 7а не перекрывались.
Здесь четыре ряда форсунок 71, 72, 73 и 74 расположены в направлении перемещения листа 6. Между рядами форсунок, как представлено на фиг.3, в плоскости, перпендикулярной направлению перемещения, ряды форсунок расположены так, чтобы поверхности падения водяных струй 7а из распыляющих форсунок 7 рядов форсунок, расположенных по соседству в направлении перемещения, например ряды форсунок 71 и 72, формировали перекрывающиеся участки d с приблизительно 30% площадей поверхностей падения в направлении ширины поверхности листа 6 толстолистовой стали.
Используя такое расположение рядов форсунок, плотность воды в направлении ширины листа 6 с помощью водяных струй 7а из распыляющих форсунок 7 с коническим факелом от рядов форсунок 71-74 можно сделать однородной.
Каждая распылительная форсунка 7 с коническим факелом, используемая в охлаждающем устройстве 4а верхней поверхности, как представлено на фиг.5 (а), имеет коническую форму водяных струй 7а, круговую поверхность падения на поверхность листа 6 и угол рассеяния α водяных струй 7а 35 градусов.
В охлаждающем устройстве 4а верхней поверхности, показанном на фиг.4(а), распыляющие форсунки 7 с коническим факелом, образующие ряды форсунок 71-74 располагаются так, чтобы сумма So площадей поверхностей падения водяных струй 7а от распыляющих форсунок 7 составила 40% от площади S листа толстолистовой стали (La × ширину стального листа w) на расстоянии (La) между габаритами соседней пары валков 51, 52.
С другой стороны, охлаждающее устройство 4b нижней поверхности располагается напротив охлаждающего устройства 4а верхней поверхности с другой стороны листа 6. Как представлено на фиг.4(b), таким же образом, как в охлаждающем устройстве 4а верхней поверхности, несколько распыляющих форсунок 8 с коническим факелом расположено раздельно в направлении ширины листа 6 так, чтобы поверхности падения водяных струй 8а не перекрывались.
Здесь четыре ряда форсунок 81-84 расположены в направлении перемещения листа 6. Между рядами форсунок, как представлено на фиг.4(b), в плоскости, перпендикулярной направлению перемещения, ряды форсунок расположены так, чтобы поверхности падения водяных струй 8а из распыляющих форсунок 8 рядов форсунок, расположенных по соседству в направлении перемещения, например ряды форсунок 81 и 82, формировали перекрывающиеся участки d с приблизительно 40% площадей поверхностей падения в направлении ширины поверхности листа 6.
Используя такое расположение рядов форсунок, плотность воды в направлении ширины листа 6 толстолистовой стали, покрываемую водяными струями 8а из распыляющих форсунок 8 от рядов форсунок 81-84, можно сделать однородной.
Каждая распылительная форсунка 8 с коническим факелом, используемая в охлаждающем устройстве 4b нижней поверхности, как представлено на фиг.5 (а), имеет коническую форму водяных струй 8а, круговую поверхность падения на поверхность листа 6 и угол рассеяния α водяных струй 8а 40 градусов, и вследствие этого несколько отличается от распылительной форсунки 7 с коническим факелом, используемой в охлаждающем устройстве 4а верхней поверхности.
В охлаждающем устройстве 4b нижней поверхности, показанном на фиг.4(b), распыляющие форсунки 8 с коническим факелом, образующие ряды форсунок 81-84, располагаются так, чтобы сумма Su площадей поверхностей падения водяных струй 8а от распыляющих форсунок 8 составила 50% от площади S листа толстолистовой стали (La × ширину стального листа w) на расстоянии (La) между габаритами ближайшей пары обжимных валков 51, 52.
В охлаждающем устройстве 4а верхней поверхности из Примера 1 распыляющие форсунки 7 с коническим факелом, образующие ряды форсунок 71-74, располагаются так, чтобы сумма So площадей поверхностей падения водяных струй 7а из распыляющих форсунок 7 составила 80% от суммы Su площадей поверхностей падения водяных струй 8а из распыляющих форсунок 8, образующих ряды форсунок 81 - 84, в охлаждающем устройстве 4b нижней поверхности.
Отметим, что экспериментальные результаты Примера 1 соответствуют экспериментальному Примеру 4 из Таблицы 1, которая будет пояснена далее.
Пример 2
Ниже представлен пример 2 устройства для охлаждения листа в соответствии с настоящим изобретением будет пояснен, основываясь на фиг.6(а)-6(с).
В примере 2, как и в примере 1, распыляющие форсунки 7 с коническим факелом размещены в охлаждающем устройстве 4а верхней поверхности, как представлено на фиг.6(а) и 6(b). Распыляющие форсунки 7 с коническим факелом располагаются так, чтобы сумма So площадей поверхностей падения водяных струй 7а из распыляющих форсунок 7 на лист равнялась 40% от площади S листа на расстоянии (La) между габаритами ближайшей пары обжимных валков 51, 52.
С другой стороны, охлаждающее устройство 4b нижней поверхности располагается напротив охлаждающего устройства 4а верхней поверхности с другой стороны листа 6. Распыляющие форсунки 9 с факелом вытянутой формы, как представлено на фиг.6(а) и 6(b), размещают так, чтобы направления их большой оси были наклонены по отношению к направлению перемещения, и распределены так, чтобы поверхности падения соседних водяных струй 9а на лист 6 не пересекались.
Здесь четыре ряда форсунок 91, 92, 93, и 94, содержащие несколько распыляющих форсунок с факелом вытянутой формы, расположены в направлении перемещения листа 6. Между рядами форсунок, как представлено на фиг.6(b) и 6(с), в плоскости, перпендикулярной направлению перемещения, ряды форсунок расположены так, чтобы поверхности падения водяных струй 9а из распыляющих форсунок 9 рядов форсунок, расположенных по соседству в направлении перемещения, например рядов форсунок 91 и 92, формировали перекрывающиеся участки d с приблизительно 50% площадей поверхностей падения в направлении ширины поверхности листа 6.
Используя такое расположение рядов форсунок, плотность воды в направлении ширины листа 6, покрываемую водяными струями 9а из распыляющих форсунок 9 от рядов форсунок 91-94, можно сделать однородной.
Каждая распылительная форсунка 9 с факелом вытянутой формы, используемая в охлаждающем устройстве 4b нижней поверхности, как представлено на фиг.5(d), имеет в основном веерную форму водяных струй 8а, вытянутую поверхность падения на поверхности листа 6 и угол рассеяния ε между концами большой оси водяных струй 9а, равный 80 градусам, и угол рассеяния (θ) между концами малой оси водяных струй 9а, равный 20 градусам.
В охлаждающем устройстве 4b нижней поверхности распыляющие форсунки 9 с факелом вытянутой формы, образующие ряды форсунок 91-94, располагаются так, чтобы сумма Su площадей поверхностей падения водяных струй 9а из распыляющих форсунок 9 равнялась 80% от площади S листа на расстоянии (La) между габаритами ближайшей пары обжимных валков 51, 52.
В охлаждающем устройстве 4а верхней поверхности из Примера 2, площадь So поверхностей падения водяных струй 7а из распыляющих форсунок 7 с коническим факелом на лист 6 составляет 50% от площади Su поверхностей падения водяных струй 9а из распыляющих форсунок 9 с факелом вытянутой формы охлаждающего устройства 4b нижней поверхности.
Отметим, что экспериментальные результаты Примера 2 соответствуют экспериментальному Примеру 5 из Таблицы 1, которая будет пояснена далее.
Пример 3
Ниже представлен пример 3 устройства для охлаждения листа в соответствии с настоящим изобретением, который будет пояснен, основываясь на фиг.7А(а) и 7А(b) и фиг.7 В(а) и 7В(b).
В Примере 3, как и в Примере 1 и в Примере 2, имеется охлаждающее устройство 4а верхней поверхности, устроенное как представлено на фиг.7А(а), имеются распыляющие форсунки 10 с овальным факелом, как представлено на фиг.5(с), которые размещены как представлено на фиг.7 В(а), с направлениями их большой оси параллельными направлению ширины листа 6, и распределены так, чтобы поверхности падения водяных струй 10а из распыляющих форсунок 10 соседних друг другу в направлении движения и в направлении ширины листа 6 не перекрывались.
Здесь четыре ряда форсунок 101, 102, 103, и 104, содержащие множество распыляющих форсунок с овальным факелом, расположены в направлении перемещения листа 6. Между рядами форсунок, как представлено на фиг.7А(b), в плоскости, перпендикулярной направлению перемещения, ряды форсунок расположены так, чтобы поверхности падения водяных струй 10а из распыляющих форсунок 10 рядов форсунок, расположенных по соседству в направлении перемещения, например рядов форсунок 101 и 102, формировали перекрывающиеся участки d с приблизительно 40% площадей поверхностей падения в направлении ширины поверхности листа 6 толстолистовой стали.
Используя такое расположение рядов форсунок, плотность воды в направлении ширины листа 6, покрываемую водяными струями 10а из распыляющих форсунок 10 с овальным факелом от рядов форсунок 101-104, можно сделать однородной.
Отметим, что каждая форсунка 10 с овальным факелом, используемая в охлаждающем устройстве 4а верхней поверхности, как представлено на фиг.5(с), имеет в основном веерную форму водяных струй 10а, овальную поверхность падения на поверхности листа 6 и угол рассеяния γ между концами большой оси водяных струй 10а, равный 70 градусам, и угол рассеяния 5 между концами малой оси водяных струй 10а, равный 30 градусам.
В охлаждающем устройстве 4а верхней поверхности распыляющие форсунки 10 с овальным факелом располагаются так, чтобы сумма So площадей поверхностей падения водяных струй 10а из форсунок 10 рядов форсунок 101-104 равнялась 80% от площади S листа 6 на расстоянии (La) между габаритами ближайшей пары обжимных валков 51, 52.
С другой стороны, охлаждающее устройство 4b для нижней поверхности располагается с нижней поверхности листа напротив охлаждающего устройства 4а верхней поверхности напротив листа 6. Таким же образом, как в охлаждающем устройстве 4а верхней поверхности, распыляющие форсунки 10 с овальным факелом размещают так, чтобы направления их большой оси были параллельны направлению ширины листа 6 и позволяли поверхностям падения водяных струй 10а перекрываться в направлении ширины и направлении перемещения листа 6 толстолистовой стали.
Здесь четыре ряда форсунок 101, 102, 103, и 104, содержащие несколько форсунок с овальным факелом, расположены в направлении перемещения листа 6. Между рядами форсунок, как представлено на фиг.7А(b) и фиг.7В(а), в плоскости, перпендикулярной направлению перемещения, ряды форсунок расположены так, чтобы поверхности падения водяных струй 10а из распыляющих форсунок 10 рядов форсунок, расположенных по соседству в направлении перемещения, например ряды форсунок 101 и 102, формировали перекрывающиеся участки d с приблизительно 40% площадей поверхностей падения в направлении ширины поверхности листа 6.
Используя такое расположение рядов форсунок, плотность воды в направлении ширины листа 6 толстолистовой стали, покрываемую водяными струями 10а из распыляющих форсунок 10 с овальным факелом от рядов форсунок 101-104, можно сделать однородной.
Каждая форсунка 10 с овальным факелом, используемая в охлаждающем устройстве 4а нижней поверхности, как представлено на фиг.5(с), имеет в основном веерную форму водяных струй 10а, овальную поверхность падения на поверхности листа 6, угол рассеяния γ между концами большой оси водяных струй 10а, равный 70 градусам, и угол рассеяния 8 между концами малой оси водяных струй 10а, равный 30 градусам.
В охлаждающем устройстве 4b нижней поверхности овальные распыляющие форсунки 10 рядов форсунок 101-104 располагаются так, чтобы сумма Su площадей поверхностей падения водяных струй 10а из распыляющих форсунок 10 с овальным факелом равнялась 100% площади S листа 6 толстолистовой стали на расстоянии (La) между габаритами ближайшей пары обжимных валков 51, 52.
В охлаждающем устройстве 4а верхней поверхности из Примера 3 распыляющие форсунки 10 с овальным факелом размещают так, чтобы площадь So поверхностей падения водяных струй 10а из распыляющих форсунок 10 на листе 6 составила 90% от площади Su поверхностей падения водяных струй 9а из распыляющих форсунок 10 охлаждающего устройства 4b нижней поверхности листа 6.
Отметим, что экспериментальные результаты Примера 3 соответствуют экспериментальному Примеру 6 из Таблицы 1, которая будет пояснена далее.
Отметим, что в Примерах 1-3 были использованы распыляющие форсунки с коническим факелом, показанные на фиг.5(а), распыляющие форсунки с овальным факелом, показанные на фиг.5(с), и распыляющие форсунки с факелом вытянутой формы, показанные на фиг.5(d), но в настоящем изобретении распыляющие форсунки с плоским факелом, показанные на фиг.5(b), распыляющие форсунки 16 с множеством отверстий и факелом в виде колонн, показанные на фиг.5(е) (форма водяных струй 16а), и другие распыляющие форсунки, управляющие давлением струй и нормой расхода струй (водная плотность), могут быть соответственно отобраны для использования.
Далее в настоящем изобретении, как представлено на фиг.8, также возможно использовать сочетание, например, распыляющих форсунок 15 с плоским факелом, имеющих формы водяных струй 15а, показанных на фиг.5(b), и распыляющих форсунок 7 с коническим факелом, имеющих формы водяных струй 7а, показанных на фиг.5(а).
Сочетание распыляющих форсунок, показанных на фиг.8, было проиллюстрировано для охлаждающего устройства 4а верхней поверхности, но возможно аналогичным образом объединить различные типы распыляющих форсунок также в охлаждающем устройстве 4b нижней поверхности.
[Экспериментальные примеры]
В расположении оборудования, показанном на фиг.1, 10 пары охлаждающих устройств 4а верхней поверхности и охлаждающих устройств 4b нижней поверхности, размещенные между парами обжимных валков, были расположены в направлении перемещения листа 6.
В этих 10 парах охлаждающих устройств листа типы распыляющих форсунок, размещенных в охлаждающем устройстве 4а верхней поверхности и в охлаждающем устройстве 4b нижней поверхности, технические характеристики форсунок, количество форсунок, условия расположения, условия соседства и отношения So/S, Su/S, и So/Su площади поверхностей падения водяных струй по отношению к площади поверхности листа 6 изменялись для осуществления эксперимента по охлаждению листа толстолистовой стали.
В экспериментах по охлаждению для оценки дефектов формы, нестабильности качества и т.д., обусловливающих качество листа 6, использовались три параметра в качестве критериев оценки: (i) однородность температуры листа толстолистовой стали в направлении ширины, (ii) однородность температуры листа толстолистовой стали в направлении толщины листа, и (iii) отклонение от заданной температуры охлаждения.
Результаты показаны в Таблице 1 наряду с результатами сравнительных примеров, где величины So/S, Su/S, и So/Su лежат вне диапазона данного изобретения.
Сравнительные примеры являются примерами, которые удовлетворяют части диапазонов, определенных данным изобретением, но не удовлетворяют всем диапазонам. Экспериментальные условия пояснены ниже. Экспериментальные условия сравнительных примеров такие же, как в экспериментальных примерах данного изобретения.
(i) Однородность температуры листа в направлении ширины показана средней величиной разности температур верхней и нижней поверхностей листа 6 в направлении ширины в области листа 6 прямо после охлаждения, исключая 1 метр на переднем и заднем концах в направлении перемещения и дальнейшим исключением 100 мм на двух концах в направлении ширины. В Таблице 1 заданная температура однородности по ширине была установлена в 30°С.
(ii) Однородность температуры листа в направлении толщины листа показана средней величиной разности температур верхней и нижней поверхностей листа 6 в центре в направлении ширины прямо после охлаждения (температура верхней поверхности - температура нижней поверхности). В Таблице 1 верхняя/нижняя однородность заданной температуры была установлена в 20°С.
(iii) Отличие от заданной температуры охлаждения представлено разностью между средним значением температуры верхней поверхности листа 6 в центре направления ширины прямо после охлаждения и заданной температурой охлаждения (результирующая температура - заданная температура). В Таблице 1 отрицательное значение иллюстрирует низкую охлаждающую способность, а положительное значение иллюстрирует высокую охлаждающую способность.
(Условия испытаний)
Лист толстолистовой стали
Толщина листа: 25 мм
Ширина листа: 4000 мм
Температура: 800°С
Заданная температура охлаждения: 500°С
Время охлаждения: 10 секунд
Обжимные валки
Диаметр валка: 350 мм
Расстояние между центрами валков (L): 1050 мм
Расстояние между габаритами валков (La): 700 мм
Скорость перемещения: 70 м/мин
Верхняя поверхность распыления
Плотность воды: 1.0 м3/м2/мин
Давление струи: 0.2 МПа
Нижняя поверхность распыления
Плотность воды: 1.2 м3/м2/мин
Давление струи: 0.2 МПа

Как представлено в Таблице 1, в Экспериментальных Примерах 1-7, удовлетворяющих условиям данного изобретения (пункты 1, 2), при измерении температуры верхней поверхности и температуры боковой поверхности листа 6 спустя 5 секунд после прохождения готовой выходной стороны через обжимные валки 52, оба критерия оценки двух вышеуказанных пунктов (i) однородности температуры листа в направлении ширины и (ii) однородности температуры листа в направлении толщины листа были удовлетворены, и было возможно получить лист 6 с чрезвычайно маленькой деформацией или остаточным напряжением, лучшей однородности, формы и качества.
Отметим, что средняя температура охлаждаемого листа 6 (среднее значение температур в центрах по направлению ширины на верхней и нижней поверхностях) была в диапазоне ±30°С от заданной температуры охлаждения, т.е. могло быть реализовано достаточно удовлетворительное охлаждение.
В противоположность этому, в Сравнительных Примерах 1-8, удовлетворяющих части условий данного изобретения, но не удовлетворяющих всем (пункты 1, 2) условиям, невозможно было удовлетворить одному или обоим критериям оценки (i) и (ii) и невозможно было получить лист 6 превосходный по однородности, способный удовлетворить требованиям и формы, и качества.
Отметим, что средняя температура охлаждаемого листа 6 превышала заданную температуру охлаждения на 30°С в отрицательную сторону и достаточная охлаждающая способность не могла быть обеспечена.
Данное изобретение не ограничено условиями, используемыми в вышеупомянутых примерах. Например, количества распыляющих форсунок верхней боковой поверхности и распыляющих форсунок нижней поверхности, расположенных в направлении перемещения, типы (структуры) и технические параметры распыляющих форсунок, условия размещения (количества и ряды), характеристики воды, распыляемой из рядов форсунок, размер и условия размещения обжимных валков и т.д. могут быть соответственно изменены в пределах диапазона, определенного формулой изобретения в соответствии с размером охлаждаемого листа (в частности толщиной), температурой, скоростью перемещения, заданной температурой охлаждения, временем охлаждения, скоростью охлаждения и т.д.
Как объяснялось выше, согласно настоящему изобретению, плоскостность листа стали может быть улучшена, и таким образом холодная правка и итоговые затраты могут быть уменьшены. Более того, также может быть уменьшено остаточное напряжение, может быть подавлена деформация во время обработки стального листа и может быть легко и стабильно обеспечена точность обработки. Более того, обеспечение однородности качества также становится легким. Поэтому настоящее изобретение имеет большое применение в производстве черных металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕГО СТАЛЬНОГО ЛИСТА | 2007 |
|
RU2410177C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С КОНТРОЛИРУЕМЫМ ОРОСИТЕЛЬНЫМ ОХЛАЖДЕНИЕМ | 2002 |
|
RU2290448C2 |
| ОХЛАЖДАЮЩАЯ БАЛКА И ПРОЦЕСС ОХЛАЖДЕНИЯ С ПЕРЕМЕННОЙ СКОРОСТЬЮ ОХЛАЖДЕНИЯ ДЛЯ СТАЛЬНЫХ ЛИСТОВ | 2018 |
|
RU2744406C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| СПОСОБ ОХЛАЖДЕНИЯ СТАЛЬНОГО ТОЛСТОГО ЛИСТА | 2007 |
|
RU2397036C2 |
| Форсунка для вторичного охлаждения заготовок | 1978 |
|
SU719795A1 |
| ЭЖЕКТОРНАЯ ГРАДИРНЯ | 1995 |
|
RU2096714C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПОВЕРХНОСТЕЙ В РАЗЛИВОЧНЫХ АГРЕГАТАХ, ПРОКАТНЫХ АГРЕГАТАХ ИЛИ ДРУГИХ ЛИНИЯХ ОБРАБОТКИ ПОЛОСЫ | 2013 |
|
RU2612467C2 |
| Устройство для охлаждения калиброванных прокатных валков | 1989 |
|
SU1733141A1 |












Изобретение предназначено для повышения эффективности охлаждения при сокращении затрат на предназначенное для этого оборудование. Устройство состоит из множества пар обжимных валков, каждая из которых содержит верхний валок и нижний валок, обжимающих и перемещающих горячекатаный лист толстолистовой стали; и множества распыляющих форсунок, распыляющих воду на верхнюю и нижнюю поверхности листа толстолистовой стали, перемещаемого между соседними парами обжимных валков от одного к другому в направлении перемещения. Эффективное охлаждение с преодолением струями пленки пара на поверхности стали обеспечивается за счет того, что распыляющие форсунки устройства расположены таким образом, что сумма площадей поверхностей, на которые падают водяные струи из распыляющих форсунок верхней боковой поверхности на поверхности листа толстолистовой стали а области, где динамическое давление струи составляет 2 кПа и более, лежит в пределах от 4 до 90% площади поверхности стального листа между внешними окружностями валка на ближайшем расстоянии между парами обжимных валков и сумма площадей поверхностей, на которые падают водяные струи из распыляющих форсунок нижней боковой поверхности, на поверхности листа толстолистовой стали лежит в пределах от 4 до 100% площади поверхности стального листа между внешними окружностями валка на ближайшем расстоянии между парами обжимных валков. 3 з.п. ф-лы, 1 табл., 12 ил.
1. Устройство для охлаждения листа толстолистовой стали, содержащее несколько пар обжимных валков, каждая из которых содержит верхний валок и нижний валок, обжимающие и перемещающие горячекатаный лист толстолистовой стали, и несколько распыляющих форсунок, распыляющих воду на верхнюю и на нижнюю поверхности листа толстолистовой стали, перемещаемого между соседними парами обжимных валков от одного к другому в направлении перемещения, отличающееся тем, что распыляющие форсунки расположены таким образом, что:
сумма площадей поверхностей, на которые падают водяные струи из распыляющих форсунок для верхней поверхности листа толстолистовой стали в области, в которой динамическое давление водяной струи составляет 2 кПа или больше, находится в пределах от 4 до 90% площади поверхности стального листа между габаритами обжимных валков ближайшей пары,
сумма площадей поверхностей, на которые падают водяные струи из распыляющих форсунок для нижней поверхности листа толстолистовой стали в области, в которой динамическое давление водяной струи составляет 2 кПа или больше, находится в пределах от 4 до 100% площади поверхности стального листа между габаритами обжимных валков ближайшей пары.
2. Устройство по п.1, отличающееся тем, что распыляющие форсунки расположены таким образом, что
сумма площадей поверхностей, на которые падают водяные струи из распыляющих форсунок для верхней поверхности листа толстолистовой стали в области, в которой динамическое давление водяной струи составляет 2 кПа или больше, находится в пределах от 4 до 90% от суммы площадей поверхностей, на которые падают водяные струи из распыляющих форсунок для нижней поверхности листа толстолистовой стали.
3. Устройство по любому из пп.1 и 2, отличающееся тем, что распыляющие форсунки для верхней поверхности листа толстолистовой стали выполнены в виде форсунок с плоским факелом, и/или с коническим факелом, и/или с овальным факелом, и/или с факелом вытянутой формы, и/или с множеством отверстий и факелом в виде колонн, а для нижней поверхности листа толстолистовой стали - в виде форсунок с плоским факелом, и/или с коническим факелом, и/или с овальным факелом, и/или с факелом вытянутой формы.
4. Устройство по любому из пп.1 и 2, отличающееся тем, что указанные распыляющие форсунки снабжены средством, обеспечивающим возможность распыления смеси воды и воздуха.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ охлаждения полосы между клетями прокатного стана | 1983 |
|
SU1093378A1 |
| Способ охлаждения полосы между клетями прокатного стана | 1980 |
|
SU889171A1 |
| JP 2004330238 А, 25.11.2004. | |||

