Область техники
Устройство относится к цветной металлургии, в частности к электролитическому производству алюминия, а именно к обслуживанию и ремонту анододержателей обожженных анодов.
Уровень техники
При получении алюминия на электролизерах с обожжёнными анодами токоподвод осуществляется посредством анододержателя, представляющего собой алюминиевую штангу и чугунный кронштейн с тремя ниппелями. При электролизе угольные блоки анода сгорают и подлежат замене. Демонтированный с электролизера анододержатель с огарком отправляется на анодно-монтажный участок, на котором проходит процесс удаления огарка, зачистки, контроля состояния штанги и ниппелей и правки (при необходимости) деформированных ниппелей с последующим монтажом анодных блоков. На анодно-монтажном участке для правки ниппелей предусмотрена установка для их индивидуального нагрева, после которой анододержатель с нагретыми ниппелями поступает на гидравлический пресс для правки. При реализации такой схемы ремонта анододержателей главными проблемами является длительность выполнения операций нагрева и правки деформированных ниппелей и использования больших производственных площадей и ресурсов (масло/воздух для гидростанций, электроэнергия) по причине выполнения этих операций на отдельных установках.
Известно устройство по заявке DE 3541504 C2, МПК C25C3/12, опубл. 23.11.1985, содержащее правильные губки для правки штанги анододержателя, приводимые в действие гидравлическими цилиндрами двойного действия, правильные губки для правки кронштейна анододержателя с гидравлическим приводом, устройство контроля состояния ниппелей анододержателя в виде подъемного стола с отверстиями под ниппеля, рядом с которыми устанавливаются фотоэлектрические датчики, и одного датчика на верхней боковой части подъемного стола, поворотное устройство, позволяющее производить правку анододержателя в двух плоскостях. Недостатком данного устройства является отсутствие возможности правки деформированных ниппелей анододержателя. Правка ниппелей происходит на дополнительном устройстве, что влечет за собой увеличение производственных площадей и парка оборудования.
Наиболее близким по технической сущности к предлагаемому устройству является устройство по заявке US 5471860 А, МПК B12D3/16, опубл. 03.05.1994, в котором правка деформированных ниппелей происходит на подвижном правящем столе при помощи правильных губок, приводимых в движение гидравлическими цилиндрами и расположенных внутри стола. Для осуществления правки ниппелей происходит жесткая фиксация анододержателя при помощи верхнего зажима штанги и боковых прижимных губок, которые фиксируют кронштейн анододержателя в положение для правки. Устройство обеспечивает правку всех трех ниппелей анододержателя. Недостатком данного устройства является отсутствие возможности локального нагрева ниппелей для снижения необходимого усилия для проведения операции правки.
Осуществление изобретения
Задачей изобретения является совмещение таких операций, как нагрев и правка ниппелей, в одном устройстве для снижения ресурсозатрат, снижение производственных площадей и парка оборудования.
Технический результат при реализации заявляемого устройства для правки ниппелей анододержателя заключается в увеличении скорости проведения операции правки деформированных ниппелей без применения какого-либо дополнительного оборудования для операций нагрева и правки.
Технический результат достигается тем, что устройство для правки ниппелей анододержателя, состоящего из штанги, кронштейна с плечами, двух боковых и одного центрального ниппеля, содержащее металлическое основание с закрепленной на нем раме, состоящей из продольных и поперечных пластин, механизм фиксации центрального ниппеля, соединенного кронштейнами с гидроцилиндром, опорную пластину с отверстиями под боковые ниппеля, держатель для фиксации штанги анододержателя в вертикальном положении посредством захвата, соединенного с пневмоцилиндром, согласно заявляемого изобретения, устройство дополнительно содержит нагревательные элементы, выполненные в виде индукторов, размещенных на стойках опорной пластины и соединенных с источником тока посредством подводов, при этом нагрев от индукторов, за счет размещения их вокруг боковых ниппелей, вставленных в отверстия опорной пластины, направлен на плечи кронштейна анододержателя.
Способствует достижению технического результата то, что устройство содержит механизм механической правки боковых ниппелей анододержателя, размещенный между опорными продольными пластинами и закрепленный на упомянутых пластинах посредством кронштейнов, при этом механизм выполнен в виде рычагов с профильными пазами, расположенных параллельно друг другу и приводимых в движение посредством гидроцилиндров.
Дополняют изобретение следующие признаки:
На штоке гидроцилиндра содержится резьбовое соединение, регулирующее длину штока посредством контргайки, и выполненное с возможностью регулирования механизма механической правки боковых ниппелей.
Индуктор выполнен из медной трубки в виде многовитковой катушки индуктивности, при этом витки катушек индуктивности установлены соосно отверстию опорной пластины под углом в 20-30о к упомянутой пластине на расстоянии 200-300 мм от нижнего края кронштейна анододержателя, что обусловлено расположением плеча кронштейна анододержателя, нагрев которого необходим для правки деформированных ниппелей.
Устройство содержит шкаф управления пневматическими и электрическими системами, а также выносной пульт управления шкафами управления пневматическими и электрическими системами.
Краткое описание чертежей
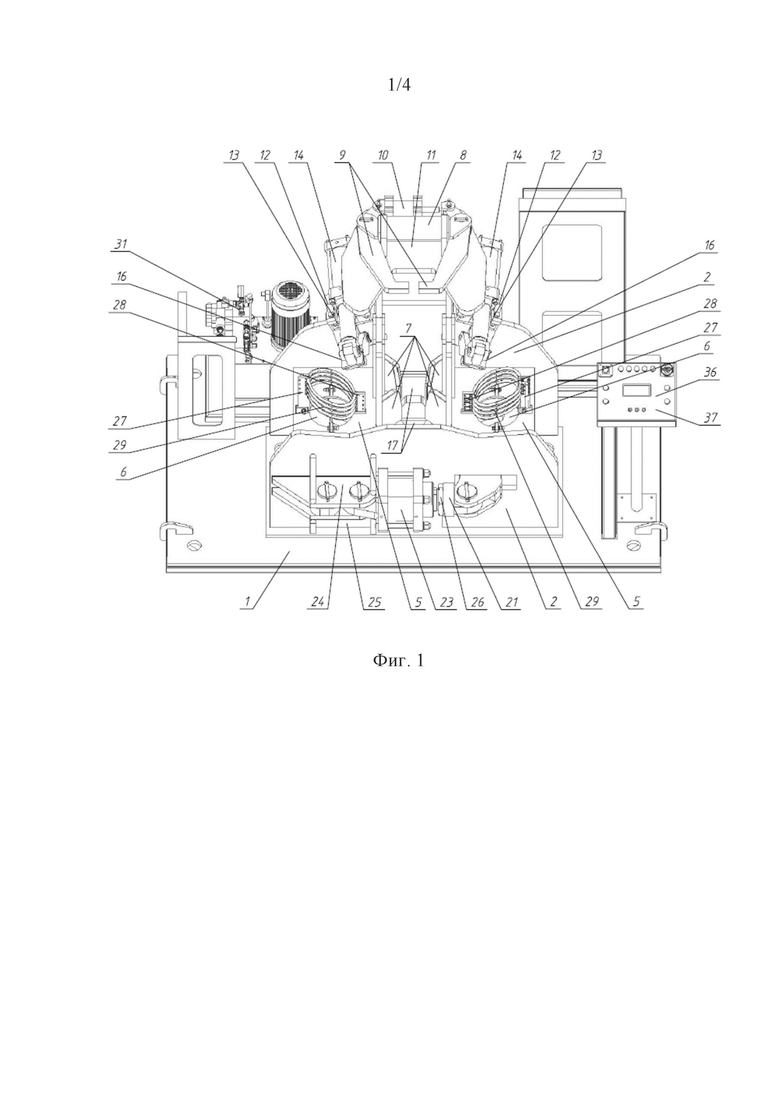
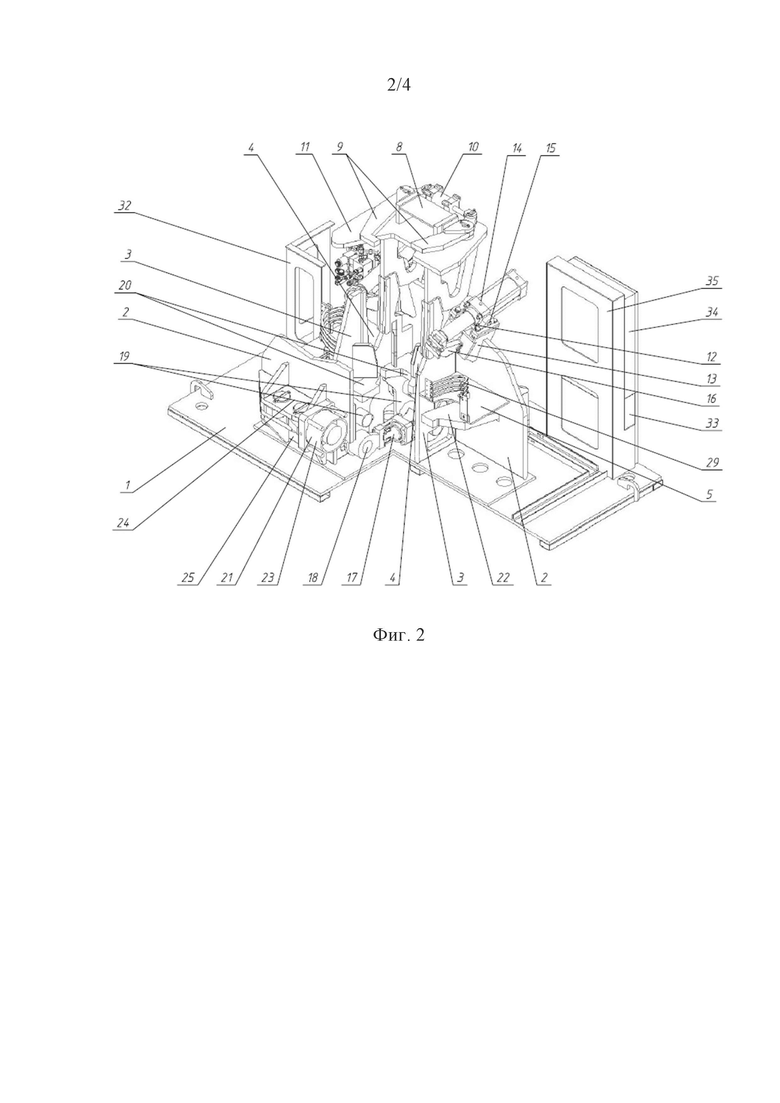
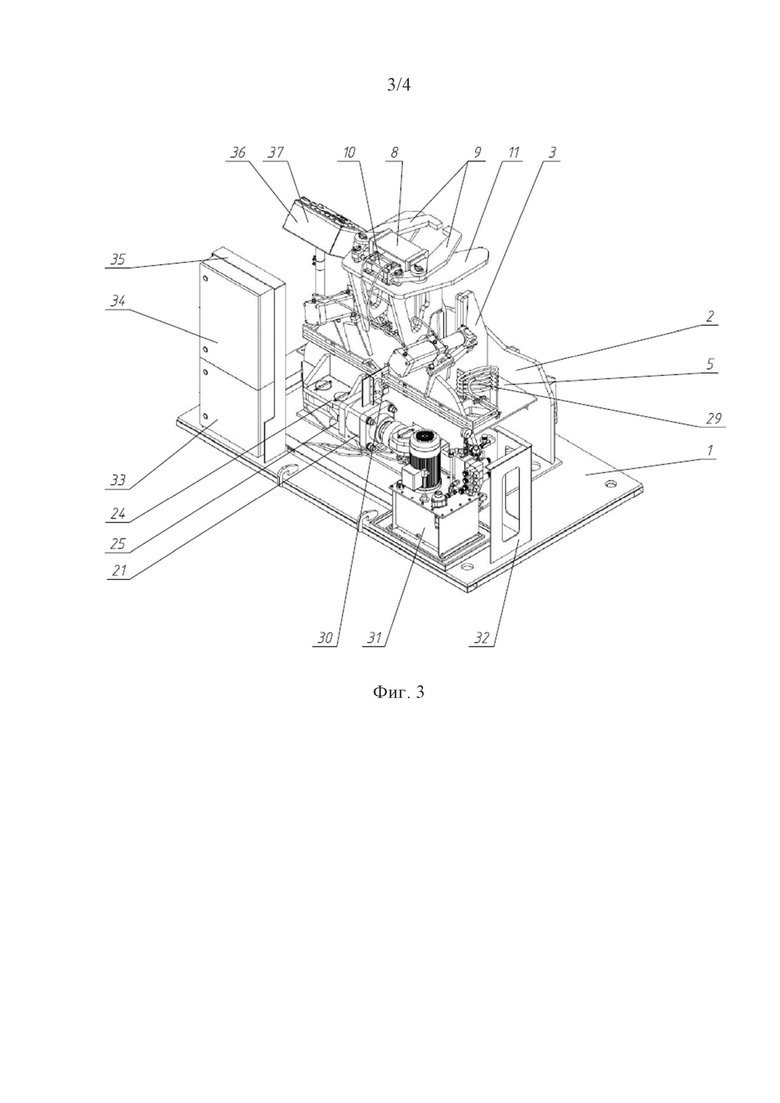
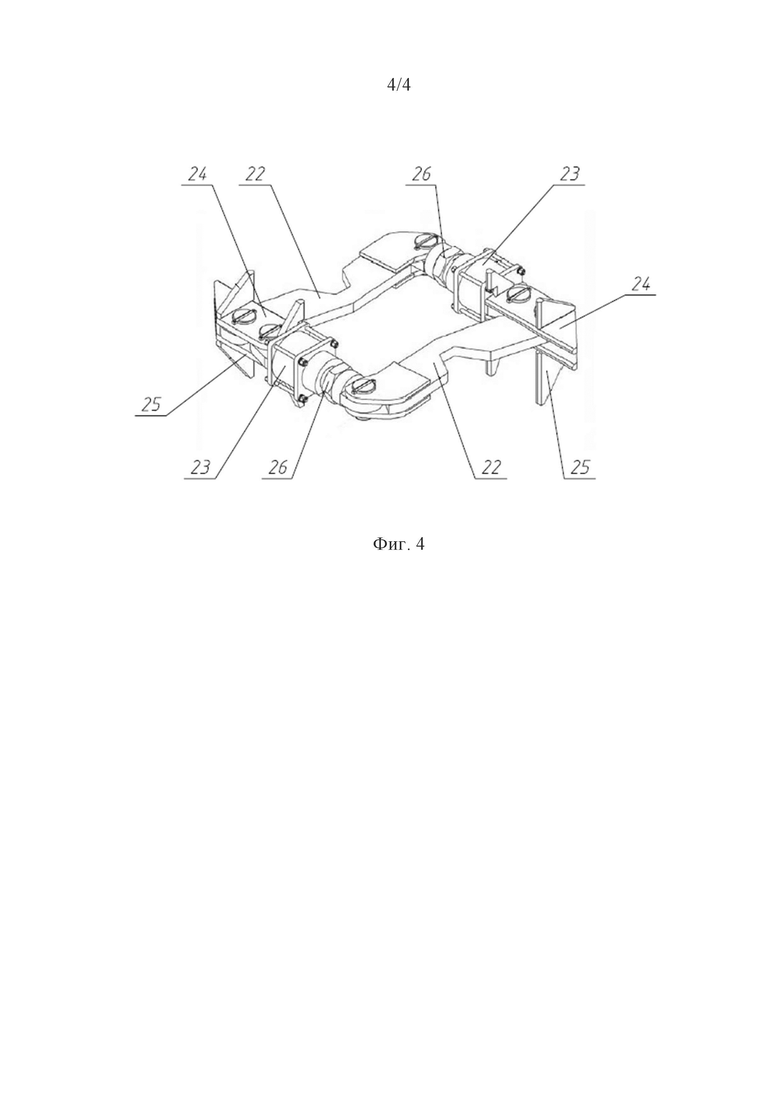
Общий вид устройства для правки ниппелей анододержателя изображен на фиг. 1 – перспектива вида спереди с верхней точки, на фиг. 2 – изометрия вида спереди, на фиг. 3 – изометрия вида сзади, на фиг. 4 – механизм правки анододержателя.
Предлагаемое устройство имеет металлическое основание 1 с узлами крепления к фундаментам, на котором жестко зафиксирована центральная рама, представляющая собой сварной силовой каркас из листовой низкоуглеродистой стали, состоящий из опорных продольных платин 2, поперечных пластин 3, имеющих посадочное седло 4, опорных пластин 5 с отверстиями под боковые ниппеля 6, направляющих 7, установленных между поперечными пластинами 3 для отцентровки центрального ниппеля анододержателя. На опорной продольной пластине 2 установлен верхний держатель 8, предназначенный для фиксации штанги анододержателя в вертикальном положении с помощью захвата 9, приводимого в действие пневмоцилиндром 10, и пластиной 11 с профильным пазом. Для дополнительной фиксации кронштейна анододержателя на опорной продольной пластине 2 установлен механизм бокового прижима 12, состоящий из кронштейна-основания 13, на котором установлен гидроцилиндр механизма бокового прижима 14 через цапфу 15. На конце штока гидроцилиндра механизма бокового прижима 14 установлена прижимная губка 16. Между поперечными пластинами 3 под направляющими 7 установлен центрирующий механизм фиксации центрального ниппеля 17, предназначенный для позиционирования анододержателя в требуемом для правки положении и удержании его от перемещения, приводимого в действие гидроцилиндром механизма фиксации ниппеля 18 через кронштейн-пластину 19 с прижимной щекой 20. Механизм правки ниппелей 21, предназначенный для приложения усилия к ниппелям анододержателя, представляет собой пару параллельных и горизонтально расположенных рычагов 22 с профильным пазом, приводимых в движение гидроцилиндрами механизма правки 23. Механизм правки ниппелей 21 установлен между опорных продольных пластин 2 и зафиксирован на них при помощи кронштейнов-стульчиков 24 и 25. Для регулировки величины деформации плечей кронштейна анододержателя на штоке гидроцилиндра механизма правки 23 предусмотрена резьбовое соединение, фиксируемое контргайкой 26. Увеличение либо уменьшение перемещения рычага 22 производится вращением штока гидроцилиндра механизма правки 23 против (увеличение), либо по часовой стрелке (уменьшение) с последующей фиксацией положения контргайкой 26. На опорной пластине 5 с отверстием под боковой ниппель 6 на стойках 27, 28 установлен индуктор 29 на некотором расстоянии от опорной пластины 5, представляющий собой многовитковую катушку индуктивности, выполненную из медной трубки, соединенный с источником тока высокой частоты через подвод индуктора 30 и производящим нагрев в зоне плечей кронштейна боковых ниппелей анододержателя. На основании 1 установлена гидростанция 31, для нагнетания давления в системе гидроцилиндров 14, 18, 23 и её ограждение 32, шкаф управления пневматикой 33, управляющий подачей воздуха в пневмоцилиндр 10, и электрикой 34, управляющий работой пневмоцилиндра 10, гидроцилиндров 14, 18, 23, индукторов 29, короб которого закрыт ограждением шкафа управления 35, вынесенный блок управления устройством в виде пульта управления 36 с устройством управления пирометром 37.
Устройство работает следующим образом.
При работе устройства анододержатель с деформированными ниппелями транспортируется к устройству и ориентируется относительно отверстий под боковые ниппеля 6 опорных пластин 5. Транспортировочное устройство опускает анододержатель и ниппели входят в отверстия 6, а кронштейн анододержателя садится в посадочное седло 4 поперечных пластин 3, установленных на основании 1. Центральный ниппель отцентрированный направляющими 7 входит в зацепление с механизмом фиксации центрального ниппеля 17, затем с пульта управления 36 подается сигнал к началу цикла правки, проходящий через шкаф управления электрикой 34 к гидростанции 31 для нагнетания давления в гидроцилиндре механизма фиксации ниппеля 18. Приведенный в действие механизм фиксации центрального ниппеля 17 гидроцилиндром механизма фиксации ниппеля 18 через кронштейны-пластины 19 зажимает центральный ниппель анододержателя прижимными щеками 20. Для фиксации анододержателя в вертикальном положении штангу анододержателя прижимают к пластине 11 с профильным пазом захватами 9, приводимыми в действие пневмоцилиндром 10 прямого действия, управляемого шкафом управления пневматикой 33, установленного на верхнем держателе 8 задней опорной продольной пластины 2. Более надежная фиксация анододержателя происходит после фиксации кронштейна анододержателя прижимной губкой 16 прижимного механизма 12, установленного на кронштейне-основании 13 через цапфу 15, при нагнетании давления в гидроцилиндре механизма бокового прижима 14. После установки анододеражателя и его фиксации в необходимом для правки положении, происходит процесс нагрева плечей кронштейна с боковыми деформированными ниппелями посредством индукторов 29, закрепленных на стойках 27, 28 опорных пластин 5 и работающих от источника тока высокой частоты через подвод индуктора 30. Нагрев металла происходит за счет создания в металле вихревых электрических токов (токов Фуко) до заданной температуры в установленный на пульте управления 36 промежуток времени. По достижению и выдержки необходимой температуры нагрева плечей кронштейна с устройства управления пирометра 37, располагающимся на пульте управления 36 подается сигнал к началу процесса правки деформированных боковых ниппелей. Правки ниппелей происходит прикладыванием к ниппелям механического усилия посредством механизма правки ниппелей 21 рычагами 22 с профильным пазом, приводимые в движение гидроцилиндрами механизма правки 23 и установленными между продольными опорными пластинами 2 на кронштейнах-стульчиках 24, 25. Величина правки ниппеля при этом выставляется параллельно процессу нагрева плечей кронштейна при помощи резьбового соединения на штоке гидроцилиндра механизма правки 23 и фиксируется контргайкой 26. Усилие, прикладываемое к деформированным ниппелям, выдерживается необходимое для правки время, задаваемое с пульта управления 36, после чего усилие с ниппелей снимается. Процесс правки считается завершенными после снятия фиксации с анододержателя.
К пневматическим системам относятся пневмоцилиндры, к электрическим – гидростанция, подающая давление на гидроцилиндры, индукторы нагрева ниппелей, пирометр.
Предлагаемое изобретение прошло промышленные испытания на участке ремонта монтажа анодов и дало положительный результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки рулонного материала | 2017 |
|
RU2653749C1 |
| СТАНОК ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2003 |
|
RU2236924C1 |
| УСТАНОВКА ДЛЯ ПРАВКИ ЛЮКОВ ПОЛУВАГОНОВ | 2005 |
|
RU2291013C1 |
| Устройство для растяжки-правки кожевой ткани шкур | 1980 |
|
SU885261A1 |
| УСТАНОВКА ДЛЯ ПРАВКИ КОЛЕЦ | 2022 |
|
RU2798279C1 |
| Способ изготовления полых тел вращения, имеющих фасонную боковую поверхность (типа опорного катка трактора), методом поверхностного нагрева заготовки катка в индукторе ТВЧ на пустотелой оправке с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовки катка, с последующей прокаткой этой заготовки в центрах между двумя сближающимися и вращающимися профильными валками | 2015 |
|
RU2618288C2 |
| УСТАНОВКА ДЛЯ МОЙКИ КОНТЕЙНЕРОВ | 2023 |
|
RU2814753C1 |
| Автоматизированная линия для производства осетинских пирогов | 2017 |
|
RU2671535C2 |
| РЫХЛИТЕЛЬ МЕЛИОРАТИВНЫЙ | 1997 |
|
RU2113076C1 |
| Устройство для правки кузовов | 1987 |
|
SU1438884A1 |
Устройство относится к устройству для правки ниппелей анододержателя. Устройство для правки ниппелей анододержателя, состоящего из штанги, кронштейна с плечами, двух боковых и одного центрального ниппелей, содержит металлическое основание с закрепленной на нем рамой, состоящей из продольных и поперечных пластин, механизм фиксации центрального ниппеля, соединенного кронштейнами с гидроцилиндром, опорную пластину с отверстиями под боковые ниппели, держатель для фиксации штанги анододержателя в вертикальном положении посредством захвата, соединенного с пневмоцилиндром. Кроме того, устройство содержит нагревательные элементы, выполненные в виде индукторов, размещенных на стойках опорной пластины и соединенных с источником тока посредством подводов, при этом нагрев от индукторов, за счет размещения их вокруг боковых ниппелей, вставленных в отверстия опорной пластины, направлен на плечи кронштейна анододержателя. Обеспечивается увеличение скорости проведения операции правки деформированных ниппелей без применения какого-либо дополнительного оборудования для операций нагрева и правки. 6 з.п. ф-лы, 4 ил.
1. Устройство для правки ниппелей анододержателя, состоящего из штанги, кронштейна с плечами, двух боковых и одного центрального ниппелей, содержащее металлическое основание (1) с закрепленной на нем рамой, состоящей из продольных (2) и поперечных (3) пластин, механизм фиксации центрального ниппеля (17), соединенного кронштейнами (19) с гидроцилиндром (18), опорную пластину (5) с отверстиями под боковые ниппели (6), держатель (8) для фиксации штанги анододержателя в вертикальном положении посредством захвата (9), соединенного с пневмоцилиндром (10), отличающееся тем, что оно содержит нагревательные элементы, выполненные в виде индукторов (29), размещенных на стойках (27, 28) опорной пластины (5) и соединенных с источником тока посредством подводов (30), при этом нагрев от индукторов, за счет размещения их вокруг боковых ниппелей, вставленных в отверстия опорной пластины (5), направлен на плечи кронштейна анододержателя.
2. Устройство по п. 1, отличающееся тем, что оно содержит механизм механической правки (21) боковых ниппелей анододержателя, размещенный между опорными продольными пластинами (2) и закрепленный на упомянутых пластинах посредством кронштейнов (24, 25), при этом механизм выполнен в виде рычагов (22) с профильными пазами, расположенных параллельно друг другу и приводимых в движение посредством гидроцилиндров (23).
3. Устройство по п. 2, отличающееся тем, что на штоке гидроцилиндра (23) содержится резьбовое соединение, регулирующее длину штока посредством контргайки (26) и выполненное с возможностью регулирования механизма механической правки (21) боковых ниппелей (6).
4. Устройство по п. 1, отличающееся тем, что индуктор выполнен из медной трубки в виде многовитковой катушки индуктивности.
5. Устройство по п. 4, отличающееся тем, что витки катушек индуктивности установлены соосно отверстию (6) опорной пластины (5) под углом в 20-30° к упомянутой пластине (5) и на расстоянии 200-300 мм от нижнего края кронштейна.
6. Устройство по п. 1, отличающееся тем, что оно содержит шкаф управления пневматическими (33) и электрическими (34) системами.
7. Устройство по п. 1, отличающееся тем, что оно содержит выносной пульт управления (36) шкафами управления пневматическими (33) и электрическими (34) системами.
| US 5471860 A1, 05.12.1995 | |||
| Устройство для правки металлоконструкций | 1982 |
|
SU1070215A1 |
| DE 3541504 A1, 27.05.1987 | |||
| DE 4315808 A1, 08.12.1994 | |||
| DE 4208207 A1, 16.09.1993. | |||

